福尼斯焊机CMT焊接工艺介绍
CMT焊接技术工作原理

实用文档
CMT工艺是Fronius公司在数字化焊接技术发展过 程中的又一次重大突破。
第一次将焊丝的运动同熔滴过渡过程相结合. 在焊接过程中实现冷-热交替焊接,大幅度降低了
焊接热输入量。 CMT工艺热输入量小、变形小、无飞溅、搭桥能力
好、焊缝均匀一致、焊接速度高、运行成本低. 为薄板的焊接提供了完美的解决方案. 可以实现钢与铝的异种钢连接
实用文档
CMT方法的应用
3 个主要的应用: 无飞溅的MIG钎焊 薄板的应用 (铝、钢、不锈钢) 钢与铝的异种焊接
超薄板的焊接,并且无需担心塌陷和 烧穿
0.8mm铝板对接 背面未加衬垫
实用文档
CMT焊较普通MIG/MAG焊的优
CMT钎焊
势: MIG – 钎焊
脉冲电弧
CMT钎焊
CMT钎焊的热量可 比MIG钎焊降低 20-30%,变形大 大减少,均匀一致 的焊缝,并且没有 飞溅,也减少了焊后 返工的几率。
焊接速度 = 150cm/min 焊接电流 = 103 A 焊接电压 = 19,8 V 送丝速度 = 6 m/min
母材和填充材料 所有气体保护焊可用的材料
实用文档
CMT方法的应用
接头类型
搭接 对接 法兰接 角接
焊接位置
PA PB PC PG
实用文档
焊接速度 = 220 cm/min 焊接电流= 113 A 焊接电压= 8,8 V 送丝速度 = 6 m/min
实用文档
CMT功能资料

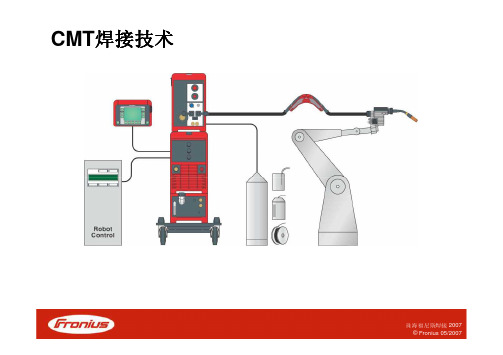
CMT焊接系统
VR7000-CMT送丝机 焊丝缓冲器 带推拉丝的CMT焊枪 RCU5000i遥控器
CMT电源
FK4000R水箱 移动小车
珠海福尼斯焊接 2007 © Fronius 05/2007
CMT 焊接系统-CMT焊接电源
珠海福尼斯焊接 2007 © Fronius 05/2007
CMT焊接电流
可以通过面板选择.
珠海福尼斯焊接 2007 © Fronius 05/2007
手工CMT焊接系统-手工CMT操作面板
珠海福尼斯焊接 2007 © Fronius 05/2007
手工CMT焊接系统-手工CMT焊枪
Pull Mig CMT焊枪
长度分别有4m/6m/8m, 包括缓冲器
Pull Mig CMT焊枪是通过 LHSB信号传输
标准的水流量控制
珠海福尼斯焊接 2007 © Fronius 05/2007
CMT 焊接系统—送丝机
珠海福尼斯焊接 2007 © Fronius 05/2007
VR7000-CMT送丝机
VR7000-CMT4R/G/W/F++ 4R-4轮驱动 通过LHSB线跟主机电源和 焊枪连接 VR7000-CMT仅用于CMT 焊枪 VR7000-CMT的送丝轮标 准配置是1.2H
TPS3200/4000/5000CMT 完整的CMT系统分别由硬件和软 件组成
全数字脉 冲焊/CMT焊
焊机面版
珠海福尼斯焊接 2007 © Fronius 05/2007
CMT 焊接系统- RCU5000I遥控器
CMT焊接工艺及其应用
CMT焊接工艺及其应用一、冷金属过渡(CMT)焊概述:1、意义:冷金属过渡技术 (CMT)是近年来焊接工艺的一次突破,其创造性地将焊丝运动与熔滴过渡过程相结合,实现了低能耗、高品质的焊接。
2、特点:(1)、良好的电弧稳定性:CMT焊接系统送丝过程受控并且和电弧过程相结合,可以机械检测弧长并快速调节,这使得CMT的电弧非常的稳定。
(2)、精确的能量输入控制:CMT技术实现了无电流状态下的熔滴过渡。
当短路电流产生,焊丝即停止前进并自动地回抽。
在这种方式中,电弧自身输入热量的过程很短,短路发生,电弧即熄灭,热输入量迅速地减少,可以获得最低能量的输入。
(3)、优异的搭桥能量输入:CMT技术具有优异的电弧稳定性和精确的低能量输入,具有优异的搭桥能力,对装配间隙和错边的要求低,根焊焊道也可以获得很好的的背面成型(4)、更快的焊接速度:CMT过渡的频率高达60—70 Hz,焊丝主动回抽促进熔滴的脱落,焊接速度可达450—600 mm/min,能够明显地提高焊接效率。
3、应用:(1)、材料应用领域:CMT技术拥有广泛的应用领域。
几乎可以应用与所有已知的材料。
(2)、行业应用:机车制造行业、航天领域、桥梁和钢结构。
二、CMT工艺原理及设备:2.1、CMT工艺原理:(1)、数字式焊接控制系统感知电弧生成的开始时间,自动降低焊接电流,直到电弧熄灭,并调节脉冲式的焊丝输送,这种脉冲式焊丝输送有效改善了焊丝熔滴的过渡。
(2)、在熔滴从焊丝上滴落之后,数字控制系统再次提高焊接电流,并进一步将焊丝向前送出。
之后重新生成焊接电弧,开始新一轮的焊接过程。
(3)、或者说系统监测到一个短路信号,就会反馈给送丝机,送丝机作出回应回抽焊丝,从而使得焊丝与熔滴分离,使熔滴在无电流状态下过渡(70HZ)。
2.2、CMT与传统短路焊接工艺比较:CMT焊与普通 GMAW 有三个最大的不同:(1)、将焊丝运动与焊接过程相结合:在焊丝前行过程中,一旦数字过程控制器检测到短路电流,便控制送丝机构回焊丝,以促成焊丝与熔滴的分离。
CMT焊接讲述

CMT焊接目前国内外低热输入焊接新工艺CMT(cold metal transfer)一冷金属过渡焊是低热输入焊接工艺中的佼佼者,CMT技术是福尼斯公司开发的一种低热输入焊接工艺。
该技术在熔滴短路时电源输出电流几乎为零,同时焊丝回抽帮助熔滴脱落,实现熔滴“冷”过渡,大大降低了焊接过程的热输入。
1.CMT焊接研究现状图1 CMT焊与P-MIG焊熔滴过渡形式分布CMT技术的发展过程经历了几个阶段:90年代初,奥地利福尼斯公司是为研究钢铝的异种焊接而开始;到90年代末,开发了无飞溅引弧技术(SFI,此技术为CMT的研究奠定了基础;在接下来的几年到1999年,使得CMT技术得以问世;到2010年,Fronius公司对CMT焊接系统进行开发,发展到了CMT Advanced和CMT Advanced +P焊接技术。
发展到现在,CMT焊与P-MIG焊熔滴过渡形式电流电压的分布如图1所示,CMT技术的热输入量达到的范围明显的小于P-MIG。
CMT技术创新的将熔滴过渡过程与送丝运动相结合,该创新处大大降低了焊接过程的热输入量,真正实现了无飞溅焊接。
此焊接工艺不仅提高焊后工件表面质量,还减小金属的损失,降低焊接过程中的烟尘、有害气体,对环境的污染进一步减小是一种绿色环保的焊接技术。
目前CMT焊接的研究主要涉及到薄板焊接、异种焊接、钎焊等,利用的均是其热输入低的特点。
CMT焊可以焊接薄板低至0.3mm的超薄板,CMT焊接工艺己研究应用的有3 mm及以下的铝合金焊接、镁铝异种焊接、铝钢异种焊接、钦铜异种焊接等。
CMT技术问世后专家学者不断的进行研究,目前关于CMT技术复合热源也出现了。
国外学者利用CMT-GMAW焊接镍基超耐热不锈钢,河北科技大学也正在研究利用CMT与高频复合焊接铝锂合金。
2. CMT焊接原理与特点CMT(冷金属过渡技术)的熔滴过渡形式是在短路过渡基础上开发的,普通的短路过渡过程如下:焊丝端部熔化形成熔滴,熔滴与熔池接触形成小桥,焊丝在小桥处爆断,短路时伴有大的电流和飞溅。
福尼斯焊机CMT焊接工艺介绍

一次革命性的金属连接技术珠海市科盈焊接器材有限公司珠海市福尼斯焊接技术有限公司奥福尼斯(上海)贸易有限公司匡学峰Kuang@一、CMT焊机型号:●TransPuls Synergic 2700 CMT●TransPuls Synergic 3200 CMT●TransPuls Synergic 4000 CMT●TransPuls Synergic 5000 CMT●CMT Advanced 4000 R(交/直流)CMT焊接技术CMT动漫CMT机器人应用CMT●CMT是Cold Meatal Transfer的缩写(冷金属过渡)●CMT冷金属过渡技术是在短路过渡基础上开发的●同传统的气体保焊MIG/MAG相比金属溶滴过渡热输入量更小CMT的发展历史CMTCMT ProcessSteel AluminiumSFISpatter-freeignitionDemand formicro-welds from 2002 series developmentfrom 1999 basic developmentCMT在钢与铝的焊接技术和无飞溅起弧的基础上又经过5年的努力,2002年开发出CMT冷金属过渡技术钢和铝的焊接无飞溅起弧微型焊接的需求产品开发●项目组成员:由21人组成的核心团队。
●提交了23项专利。
●时间:相当于39人一年。
CMT 焊接同普通MIG/MAG 焊有三个显著的特点:(1)送丝运动与熔滴过渡过程进行数字化协调遥控器当数字化的控制监测到一个短路信号,就会反馈给送丝机,送丝机作出回应,迅速回抽焊丝,从而使得焊丝与熔滴分离。
在全数字化的控制下,这种过渡方式完去区别于传统的熔滴过渡方式。
送丝机焊丝缓冲器数/模转换实际值CMT 控制电路控制监测数字处理器控制面板CMT 焊接同普通MIG/MAG 焊有三个显著的特点:(2) 低热输入量:CMT 技术实现了无电流状态下的熔滴过渡t = 0 mst = 0 mst = 4.59 ms短路电流产生,数字化控制的CMT 焊接系统会自动监控短路过渡的过程,在熔滴过渡时,电源将电流降至非常低,几乎为零,热输入量也几乎为零,焊丝即停止前进并自动地回抽.在这种方式中,电弧自身输入热量的过程很短.短路发生,电弧即熄灭,热输入量迅速地减少。
CMT焊接资料

CMT焊接目前国内外低热输入焊接新工艺CMT(cold metal transfer)一冷金属过渡焊是低热输入焊接工艺中的佼佼者,CMT技术是福尼斯公司开发的一种低热输入焊接工艺。
该技术在熔滴短路时电源输出电流几乎为零,同时焊丝回抽帮助熔滴脱落,实现熔滴“冷”过渡,大大降低了焊接过程的热输入。
1.CMT焊接研究现状图1 CMT焊与P-MIG焊熔滴过渡形式分布CMT技术的发展过程经历了几个阶段:90年代初,奥地利福尼斯公司是为研究钢铝的异种焊接而开始;到90年代末,开发了无飞溅引弧技术(SFI,此技术为CMT的研究奠定了基础;在接下来的几年到1999年,使得CMT技术得以问世;到2010年,Fronius公司对CMT焊接系统进行开发,发展到了CMT Advanced和CMT Advanced +P焊接技术。
发展到现在,CMT焊与P-MIG焊熔滴过渡形式电流电压的分布如图1所示,CMT技术的热输入量达到的范围明显的小于P-MIG。
CMT技术创新的将熔滴过渡过程与送丝运动相结合,该创新处大大降低了焊接过程的热输入量,真正实现了无飞溅焊接。
此焊接工艺不仅提高焊后工件表面质量,还减小金属的损失,降低焊接过程中的烟尘、有害气体,对环境的污染进一步减小是一种绿色环保的焊接技术。
目前CMT焊接的研究主要涉及到薄板焊接、异种焊接、钎焊等,利用的均是其热输入低的特点。
CMT焊可以焊接薄板低至0.3mm的超薄板,CMT焊接工艺己研究应用的有3 mm及以下的铝合金焊接、镁铝异种焊接、铝钢异种焊接、钦铜异种焊接等。
CMT技术问世后专家学者不断的进行研究,目前关于CMT技术复合热源也出现了。
国外学者利用CMT-GMAW焊接镍基超耐热不锈钢,河北科技大学也正在研究利用CMT与高频复合焊接铝锂合金。
2. CMT焊接原理与特点CMT(冷金属过渡技术)的熔滴过渡形式是在短路过渡基础上开发的,普通的短路过渡过程如下:焊丝端部熔化形成熔滴,熔滴与熔池接触形成小桥,焊丝在小桥处爆断,短路时伴有大的电流和飞溅。
Fronius焊机CMT介绍

超薄板的焊接,并且无需担心塌陷和 烧穿
0.8mm铝板对接
背面未加衬垫
珠海福尼斯焊接 2007
© Fronius 05/2007
CMT焊较普通MIG/MAG焊的优势:
CMT钎焊
MIG – 钎焊 脉冲电弧
CMT钎焊
CMT钎焊的热量可 比MIG钎焊降低2030%,变形大大减
通过对短路状态的控制,保证 短路电流很小,焊丝的机械式 回抽运动就保证了熔滴的正常 脱落,同时避免了普通短路过 渡方式极易引起的飞溅,从而使 得熔滴过渡实现无飞溅。这就 是CMT技术的关键所在。
珠海福尼斯焊接 2007
© Fronius 05/2007
在短路状态下焊丝的回抽运动帮助 焊丝与熔滴分离
t = 0 ms t = 4.59 ms t = 6.21 ms t = 7.56 ms t = 11.34 ms t = 13.23 ms t = 13.77 ms t = 14.31 ms
珠海福尼斯焊接 2007
© Fronius 05/2007
CMT过渡技术为MIG/MAG焊的应用拓开了新 的领域
MIG/MAG焊是目前世界上应用最广泛、最经济的焊接工艺。 但由于存在热输入量大、变形严重、飞溅无法避免等缺陷, 限制了它在某些领域的应用,尤其1mm以下的薄板更是其 应用的“禁区”。
脉冲电弧
喷射电弧
短路电弧 CMT 电弧
电弧过渡形式
旋转电弧
珠海福尼斯焊接 2007
© Fronius 05/2007
遥控器
控制面板
送丝机
焊丝缓冲器
控制监测
数/模 转换 数字处理器
实际值
CMT控制电路
珠海福尼斯焊接 2007
© Fronius 05/2007
cmt焊接工艺
cmt焊接工艺
"CMT" 是Cold Metal Transfer(冷金属传递)的缩写,是一种由Fronius公司开发的先进的焊接工艺。
CMT焊接工艺主要用于对热敏感性较高的材料进行焊接,尤其是对铝和其他合金的焊接,以及对薄板的焊接。
以下是CMT焊接工艺的一些特点和步骤:
特点:
1.低热输入:CMT焊接工艺的特点之一是低热输入,这有助于
减少对焊接材料的热影响,特别适用于薄板和热敏感性材料。
2.高精度:CMT焊接能够提供高精度的焊接,因为焊接时金属
以一个精确的速度传递,有助于控制焊接过程。
3.减少飞溅:相对于传统的MIG/MAG焊接,CMT焊接减少了飞
溅的问题,这降低了后续工艺的复杂性。
4.适用于薄板:由于其低热输入和高精度,CMT焊接工艺特别
适用于对薄板的焊接。
5.逆变电源:CMT焊接通常使用逆变电源,这使得焊接过程更
为灵活和可控。
步骤:
1.设定参数:根据具体的焊接任务和焊接材料,设定CMT焊接
机的参数,包括电流、电压、传递速度等。
2.准备工作:清理并准备待焊接的材料表面,确保焊接区域干净,
并进行适当的夹持或定位。
3.启动焊接:开始焊接时,CMT焊接机会控制电流和传递速度,
使得金属以一种特殊的方式传递,从而实现精确控制的焊接。
4.焊接完成:完成焊接后,等待焊接区域冷却,然后进行必要的
清理和处理。
CMT焊接工艺由于其低热输入和高精度的优势,逐渐在一些特殊焊接应用中得到了广泛应用。
在应用CMT焊接工艺时,建议根据具体的焊接任务和材料要求,进行仔细的参数设定和实施。
CMT焊接技术

珠海福尼斯焊接 2008
CMT方法的应用-钎焊
z 角接或搭接 z 热浸镀锌板或阳极处理的板材 z 板厚 1 mm z 焊接速度 1.10 m/min (43,31“/min) z CMT-钎焊适于各种位置
珠海福尼斯焊接 2008
CMT方法的应用
零件部分: 母材: 填充金属: 焊接速度: 焊接位置:
珠海福尼斯焊接 2008
CMT焊较普通MIG/MAG焊的优势:
z CMT钎焊
MIG – 钎焊 脉冲电弧
CMT钎焊
CMT钎焊的热量可 比MIG钎焊降低2030%,变形大大减 少,均匀一致的焊 缝,并且没有飞溅, 也减少了焊后返工 的几率。
焊接速度 = 150cm/min 焊接电流 = 103 A 焊接电压 = 19,8 V 送丝速度 = 6 m/min
防火门 渡锌板 Gusi3 1.0mm 100cm/min PG
珠海福尼斯焊接 2008
CMT方法的应用
零件部分: 母材: 填充金属: 焊接速度: 焊接位置:
排水管 渡锌板 0.5mm Gusi3 1.0mm 190cm/min PB
珠海福尼斯焊接 2008
CMT方法的应用
零件部分: 母材: 填充金属: 焊接速度: 焊接位置:
焊缝的正面
焊缝的背面
0 Pulse
1 Pulse
3 Pulses
5 Pulses
焊缝的截面
7 Pulses
珠海福尼斯焊接 2008
CMT系统可以实现多种电弧过渡方式
z Fronius CMT焊接系统同著名的 全数字化MIG/MAG焊机一样,是 采用数字DSP技术,除具有CMT 电弧焊接方式外,也可实现短路 电弧、喷射电弧和脉冲电弧的过 渡方式。一套系统四种电弧方式 的应用,可同时满足多个场合的 焊接需求
CMT焊接

CMT焊接目前国内外低热输入焊接新工艺CMT(cold metal transfer)一冷金属过渡焊是低热输入焊接工艺中的佼佼者,CMT技术是福尼斯公司开发的一种低热输入焊接工艺。
该技术在熔滴短路时电源输出电流几乎为零,同时焊丝回抽帮助熔滴脱落,实现熔滴“冷”过渡,大大降低了焊接过程的热输入。
1.CMT焊接研究现状图1 CMT焊与P-MIG焊熔滴过渡形式分布CMT技术的发展过程经历了几个阶段:90年代初,奥地利福尼斯公司是为研究钢铝的异种焊接而开始;到90年代末,开发了无飞溅引弧技术(SFI,此技术为CMT的研究奠定了基础;在接下来的几年到1999年,使得CMT技术得以问世;到2010年,Fronius公司对CMT焊接系统进行开发,发展到了CMT Advanced和CMT Advanced +P焊接技术。
发展到现在,CMT焊与P-MIG焊熔滴过渡形式电流电压的分布如图1所示,CMT技术的热输入量达到的范围明显的小于P-MIG。
CMT技术创新的将熔滴过渡过程与送丝运动相结合,该创新处大大降低了焊接过程的热输入量,真正实现了无飞溅焊接。
此焊接工艺不仅提高焊后工件表面质量,还减小金属的损失,降低焊接过程中的烟尘、有害气体,对环境的污染进一步减小是一种绿色环保的焊接技术。
目前CMT焊接的研究主要涉及到薄板焊接、异种焊接、钎焊等,利用的均是其热输入低的特点。
CMT焊可以焊接薄板低至0.3mm的超薄板,CMT焊接工艺己研究应用的有3 mm及以下的铝合金焊接、镁铝异种焊接、铝钢异种焊接、钦铜异种焊接等。
CMT技术问世后专家学者不断的进行研究,目前关于CMT技术复合热源也出现了。
国外学者利用CMT-GMAW焊接镍基超耐热不锈钢,河北科技大学也正在研究利用CMT与高频复合焊接铝锂合金。
2. CMT焊接原理与特点CMT(冷金属过渡技术)的熔滴过渡形式是在短路过渡基础上开发的,普通的短路过渡过程如下:焊丝端部熔化形成熔滴,熔滴与熔池接触形成小桥,焊丝在小桥处爆断,短路时伴有大的电流和飞溅。
CMT冷金属过渡焊接技术
CMT冷金属过渡焊接技术CMT是冷金属过渡焊接技术的缩写,据Elb-Form公司称,CMT冷金属过渡焊接是一种不产生任何焊渣飞溅的焊接工艺技术。
经过2个月的安装调试,CMT冷金属过渡焊接设备可用于大批量生产六种不同的产品。
焊接不同壁厚的零部件时,要求具有良好焊缝厚度的厚工件要过渡到薄工件,并且在焊缝厚度过渡区仅具有少量的热传导。
同时,从外观质量和安全保护的角度来看,焊缝处也不允许有飞溅的焊渣出现。
在这种要求下,传统的气体保护焊接(MSG)已经无能为力,因为气体保护焊之后经常需要进行补焊修复和焊渣的清理工作,而这些成为制约气体保护焊技术对不同厚度板材进行焊接的瓶颈。
对于这些焊接难题,Elb-Form有限责任公司的Helmut Haspl先生表示,由Fronius公司研发生产的CMT冷金属过渡焊接设备可以解决所有的问题,从而保证顺利的生产过程,避免返修。
Elb-Form公司的主要产品是形状复杂、采用内高压变型加工工艺(IHU)制造的空腔钢结构件、铬-镍钢结构件和铝合金结构件。
主要为汽车工业、飞机制造业、摩托车和自行车制造业提供高强度薄壁、轻结构合金材料结构件。
在经过变型加工后,这些零件将在机器人焊接设备中焊接成为较大的部件,以供生产厂家使用。
一次调整完毕后,CMT冷金属过渡焊接设备即可自动保证极高的焊接质量。
CMT冷金属过渡焊接技术由Fronius公司在2004年欧洲板材技术博览会上展示的CMT冷金属过渡焊接技术是一种无焊渣飞溅的新型焊接工艺技术。
所谓冷金属过渡,指的是数字控制方式下的短电弧和焊丝的换向送丝监控。
其中的换向送丝系统由前、后两套协同工作的焊丝输送机构组成,从而使焊丝的输送过程呈间断的送丝。
后送丝机构按照恒定的送丝速度向前送丝,前送丝机构则按照控制系统的指令以70Hz的频率控制着脉冲式的电焊丝输送。
数字式焊接控制系统能够知道电弧生成的开始时间,自动降低焊接电流,直到电弧熄灭,并调节中脉冲式的焊丝输送,这种脉冲式焊丝输送有效改善了焊丝熔滴的过渡。
CMT冷金属过渡技术

功能
开辟新技术
CMT工艺适用于哪些特殊领域?又适用于哪些 材料?CMT技术应用广泛,特别适用于薄板甚 至0.3mm超薄板的焊接,还能进行MIG钎焊及 镀锌板与铝的焊接。在CMT技术面世之前,要 实现这么多工艺,需要极其苛刻的条件甚至各 种高成本的设备才能实现,没有一款设备能够 胜任所有的焊接工艺。
CMT工艺的特点是熔滴过渡冷热循环交替,福 尼斯公司通过协调送丝控制及实时监控实现了 焊接过程中“冷”和“热”的交替,从而实现 了自动化MIG/MAG无飞溅焊接以及钎焊0.3mm 超薄板,CMT手工焊也已经实现了实际的应用。
工艺过程
送丝监控与过程控制高度统一
CMT技术第一次将送丝与焊接过程控制直接地 联系起来 。数字化的过程控制监测到短路信 号会实时反馈给送丝机,送丝机作出回应回 抽焊丝,促使焊丝与熔滴分离。这种全数字 化的熔滴过渡方式已经完全地区别于传统的 过渡方式 。
在实现CMT工艺之前,首先必须开发与之配套的 系统设备。例如送丝机的技术水平就必须符合 CMT工艺的要求。
该系统还有一个新特点,焊枪的电缆可以与马达 部分分离,这样就可以方便迅速地更换配件而不 需要重新设置TCP。
整个CMT系统中有两个独立的送丝系统。前一个是 带拉丝机构的CMT焊枪,它以90次/秒的频率向前 和向后送丝,而送丝机则只是推进焊丝,两个送 丝机构都采用全数字化控制。CMT焊枪的拉丝机 构无传动装置,并采用了高灵敏高精度的交流伺 服马达。这就保证了精确的送丝及送丝压力的恒 定。
洁净的环境 健康地工作
CMT工艺的热输入量极低,顺便也提一下这种工艺的 另一个优点:污染少。这已经显示在众多的测试结 果中,CMT钎焊产生的铜烟等污染物比MIG钎焊要低 90%左右,锌的烧损也要低63%。洁净的环境可以 保证操作者健康地工作。
CMT焊接论文 福尼斯焊机

(二 〇 一 四 年 一 月本科课程设计论文题 目:C M T 焊接波形检测分析 学生姓名:####学 院:材料科学与工程 系 别:材料成型及控制工程 专 业:材料成型及控制工程 班 级:123 指导教师:### 教授内蒙古工业大学本科课程设计论文摘要CMT(Cold Metal Transfer)冷金属过渡技术是福尼斯(Fronius)公司在MIG/MAG 焊基础上开发的一种革新技术。
CMT第一次将送丝运动与熔滴过渡过程进行数字化协调。
当焊机的DSP处理器监测到一个熔滴短路信号,就会反馈给送丝机构,并回抽焊丝帮助熔滴脱落,使熔滴过渡在几乎无电流的状态下进行。
本试验采用FRONIUS TPS2700全数字化气体保护焊机,选用母材为3mm厚的1060铝合金,所用焊丝材料是牌号为1060铝合金焊丝,直径 1.2mm,在保护气体为100%纯氩气,气体流量是10L/min下进行的实验。
通过CMT焊机以及汉诺威焊接质量分析仪进行CMT输出波形检测,分析得出焊接电流、电压以及焊接速度对焊缝成形的影响。
关键词:CMT、冷金属过渡、DSP处理器、TPS2700、汉诺威焊接质量分析仪AbstractCMT (Cold Metal Transfer) cold metal transfer technology is an innovative technology phonics (Fronius) in MIG / MAG welding on the basis of development. CMT will wire the first movement and droplet transfer process digitized coordination. When the welder is a DSP processor to monitor the droplet short-circuit signal, it will send back to the wire body and help Withdrawing droplet off the wire, so that the droplet transfer with almost no current state. This test uses FRONIUS TPS2700 full digital gas protection welder, the choice of the base material is 3mm thick 1060 aluminum alloy wire material is used for the 1060 grade aluminum wire diameter of 1.2mm, the protective gas is 100% pure argon gas flow is carried out under the experimental 10L/min. The output waveform detection conducted by CMT, CMT welding and weld quality analyzers Hanover, welding current analysis results, the impact of voltage and welding speed on weld forming.Keywords: CMT, Cold metal transition,DSP processor, TPS2700, Hanover welding quality analyzer.目录第一章CMT工作原理 (1)1.1 CMT冷金属过渡技术原理 (1)1.2 CMT 焊同普通MIG/MAG 焊的比较 (2)1.3 CMT应用前景 (4)第二章实验设备及材料 (6)2.1 试验系统及工艺条件 (6)2.2 CMT焊机系统配置 (6)2.3汉诺威焊接质量分析仪 (9)第三章CMT焊接实验及波形分析 (12)3.1 CMT输出波形检测 (12)3.2 焊接电流对焊缝成形的影响 (12)3.3 焊接速度对焊缝成形的影响 (16)第四章结论 (19)参考文献 (20)第一章CMT工作原理1.1 CMT冷金属过渡技术原理CMT 冷金属过渡技术是在短路过渡基础上开发的,普通的短路过渡过程是:焊丝熔化形成熔滴→熔滴同熔池短路→短路桥爆断,短路时伴有大的电流(大的热输入量)和飞溅。
CMT冷金属过渡焊接技术

CMT冷金属过渡焊接技术
CMT冷金属过渡焊接技术
CMT是冷金属过渡焊接技术的缩写,据Elb-Form公司称,CMT 冷金属过渡焊接是一种不产生任何焊渣飞溅的焊接工艺技术。
经过2个月的安装调试,CMT冷金属过渡焊接设备可用于大批量生产六种不同的产品。
焊接不同壁厚的零部件时,要求具有良好焊缝厚度的厚工件要过渡到薄工件,并且在焊缝厚度过渡区仅具有少量的热传导。
同时,从外观质量和安全保护的角度来看,焊缝处也不允许有飞溅的焊渣出现。
在这种要求下,传统的气体保护焊接(MSG)已经无能为力,因为气体保护焊之后经常需要进行补焊修复和焊渣的清理工作,而这些成为制约气体保护焊技术对不同厚度板材进行焊接的瓶颈。
对于这些焊接难题,Elb-Form有限责任公司的HelmutHaspl先生表示,由Fronius公司研发生产的CMT冷金属过渡焊接设备可以解决所有的问题,从而保证顺利的生产过程,避免返修。
Elb-Form公司的主要产品是形状复杂、采用内高压变型加工工艺(IHU)制造的空腔钢结构件、铬-镍钢结构件和铝合金结构件。
主要为汽车工业、飞机制造业、摩托车和自行车制造业提供高强度薄壁、轻结构合金材料结构件。
在经过变型加工后,这些零件将在机器人焊接设备中焊接成为较大的部件,以供生产厂家使用。
福尼斯焊机CMT焊接工艺介绍

CMT焊接同普通MIG/MAG焊有三个 显著的特点:
(1) 送丝运动与熔滴过渡过程进行数字化协调
当数字化的控制监测到一 个短路信号,就会反馈给送 丝机,送丝机作出回应,迅 速回抽焊丝,从而使得焊 丝与熔滴分离。在全数字 化的控制下,这种过渡方 式完去区别于传统的熔滴 过渡方式。
MIG pulsed arc
CMT
IS= 111 A US=17,87 V
AlSi5 1,2 mm wfs= 5 m/min
IS= 81 A US=11,2 V
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT焊较普通MIG/MAG焊的优势:
CMT焊弧长控制更精确,电弧更稳定
CMT的电弧长度控制是 机械式的,它采用闭环 控制并监测焊丝回抽长 度,即电弧长度
CMT系统可以实现多种电弧过渡方式
Fronius CMT焊接系统同著名的 全数字化MIG/MAG焊机一样,是 采用数字DSP技术,除具有CMT 电弧焊接方式外,也可实现短路 电弧、喷射电弧和脉冲电弧的过 渡方式。一套系统四种电弧方式 的应用,可同时满足多个场合的 焊接需求
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT焊较普通MIG/MAG焊的优势:
CMT更低的热输入量,焊缝均匀一致
普通MIG焊
送丝速度
5,0 m/min
焊接电流
96 A
焊接电压
13,3 V
CMT
送丝速度
5,0 m/min
焊接电流
84 A
焊接电压
11,1 V
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
Fronius焊机CMT介绍
© Fronius 05/2007
CMT焊较普通MIG/MAG焊的优势:
CMT更低的热输入量,焊缝均匀一致
普通MIG焊 送丝速度 焊接电流 焊接电压
5,0 m/min 96 A 13,3 V
CMT 送丝速度 焊接电流 焊接电压
5,0 m/min 84 A
11,1 V
珠海福尼斯焊接 2007
© Fronius 05/2007
CMT焊较普通MIG/MAG焊的优势:
引弧可靠迅捷 引弧的速度是迄今为止的两倍 在非常短的时间内即可熔化母材
珠海福尼斯焊接 2007
© Fronius 05/2007
CMT焊较普通MIG/MAG焊的优势:
CMT焊弧长控制更精确,电弧更稳定
普通MIG/MAG焊在焊接 过程中,焊丝干伸长改 变时,焊接电流会增加 或减少。而CMT焊焊丝 干伸长改变时,仅仅改 变送丝速度,不会导致 焊接电流的变化,从而 实现一致的熔深,加上 弧长高度的稳定性,就 能达到非常均匀一致的 焊缝外观成形
t = 7.56 ms t = 11.34 ms t = 13.23 ms t = 13.77 ms t = 14.31 ms
珠海福尼斯焊接 2007
© Fronius 05/2007
CMT焊接同普通MIG/MAG焊有三个抽运动帮助焊丝与熔滴分离
MIG pulsed arc
CMT
IS= 111 A US=17,87 V
AlSi5 1,2 mm wfs= 5 m/min
IS= 81 A US=11,2 V
珠海福尼斯焊接 2007
© Fronius 05/2007
CMT焊较普通MIG/MAG焊的优势:
Fronius CMT冷金属过渡技术应用于管道外部根焊

Fronius CMT冷金属过渡技术应用于管道外部根焊前言管道的根部打底焊接质量非常重要,虽然过去使用传统的焊接方法可以达到比较好的效果,但还是有一些问题有待改进;例如焊接速度、未熔合缺陷、稳定性以及适应能力等。
现在,应用CMT冷金属过渡技术,管道焊接尤其是管道的外部根焊质量得到了非常大的提升,可以获得完美的焊接效果。
简介CMT技术第一次将送丝与焊接过程控制直接地联系起来,实现了送丝监控与过程控制的统一。
当数字化的过程控制监测到一个短路信号,就会反馈给送丝机,送丝机作出回应回抽焊丝,从而使得焊丝与熔滴分离。
在全数字化的控制下,这种过渡方式完全区别于传统的熔滴过渡方式。
电弧燃烧过程中焊丝向熔池方向运动当焊丝与熔池接触时,电弧熄灭,焊接电流减小短路接触时,焊丝回抽帮助熔滴脱落,保持很小的短路电流焊丝再向熔池方向运动,冷金属过渡过程重复进行CMT技术的特点1 非常好的电弧稳定性送丝过程受控并且和电弧过程相结合,意味着可以机械检测弧长并快速调节,这使得CMT的电弧异常的稳定,即使干伸长度发生较大的变化,也能够保证焊缝的熔合良好2 精确的能量输入控制CMT 技术实现了无电流状态下的熔滴过渡。
当短路电流产生,焊丝即停止前进并自动地回抽。
在这种方式中,电弧自身输入热量的过程很短,短路发生,电弧即熄灭,热输入量迅速地减少。
这意味着可以获得最低能的输入。
根据不同的要求,结合脉冲过渡,可以非常容易精确的控制能量的输入。
这样,即使在2-4点的位置上,也可以获得很好的熔透性,避免了未熔合缺陷。
3 优异的搭桥能力优异的电弧稳定性和精确的低能量输入,CMT 技术具有优异的搭桥能力,对装配间隙和错边的容忍性大,即使背面没有衬垫,根焊焊道也可以获得很好的背面成型。
4 更快的焊接速度CMT 过渡的频率高达60-70Hz ,焊丝主动回抽促进熔滴的脱落,而不是像短路过渡由电流增长引起缩颈或者STT 需要借助表面张力一样被动的过渡,使得CMT 的焊接速度可以更快;在外部根焊打底时的速度比STT 更快,可达450-600mm/min5 无飞溅过渡在短路状态下焊丝的回抽运动帮助焊丝与熔滴分离。
低热输入焊接工艺

低热输入焊接工艺低热输入焊接工艺为了减少热变形,实现超薄板、镀锌板、轻质材料的焊接,国内外许多企业和研究单位都进行了低热输入焊接工艺的研究。
目前国外有代表性的方法有CMT、Coldarc、CP、AC-CBT等。
1、奥地利Fronius的CMT技术CMT是针对异种材料、超薄板和镀层金属焊接开发的一种精确控制热输入的新型焊接工艺。
Fronius公司1997年成功开发出钢与铝焊接和无飞溅引弧技术,在此基础上,于2002年开发出CMT技术。
2005年,CMT技术开始在汽车等工业领域中得到应用。
2007年福特汽车公司把亨利.福特技术奖颁发给从事CMT应用开发的工程技术人员,以表彰冷弧焊技术在汽车加工中的卓越贡献。
CMT工艺的特点是熔滴过渡冷热循环交替,通过协调送丝控制及实时监控实现了焊接过程中“冷”和“热”的交替,从而实现了自动化MIG/MAG无飞溅焊接以及钎焊0.3mm 超薄板。
2、德国EWM的coldarc技术在2005年的德国埃森焊接与切割展览会上,德国EWM公司推出了一种新型的EWM-coldArc(冷弧焊) 技术。
该技术连获“焊接业最佳产品奖”、“ABICOR 创新奖”、“MM-Award 2006”以及“Rheinland-Pfalz年度创新奖”等四项大奖。
该技术与CMT技术类似,但控弧较好,燃弧开始电流快速下降以减少再引燃电弧时的能量输出,燃弧中期再通过脉冲电流的方式使焊丝端头产生熔滴,到燃弧后期时再将电流降低。
因而经济上优于CMT技术。
3、德国Cloos的CP冷焊技术根据采用不同极性接法时焊接过程对母材和焊丝的加热作用差别巨大的原理,德国Cloos公司于2002年提出了CP冷焊技术,并成功开发出世界第一台变极性MIG/MAG焊机GLC353QUINTO CP。
CP冷焊工艺作为一种熔化极气体保护焊,主要用于0.2-2mm的薄板,可以手工焊和自动焊,能实现短弧CP和脉冲CP冷焊工艺。
4、日本OTC的AC-CBT法为适应低热输入和低飞溅的CO2/MAG焊接要求,日本的大阪变压器公司(OTC)推出交流AC-CBT法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CMT过渡技术为MIG/MAG焊的应用拓开了新 的领域
MIG/MAG焊是目前世界上应用最广泛、最经济的焊接工艺。 但由于存在热输入量大、变形严重、飞溅无法避免等缺陷, 限制了它在某些领域的应用,尤其1mm以下的薄板更是其 应用的“禁区”。
脉冲电弧 短路电弧
CMT 电弧
喷射电弧
电弧过渡形式
旋转电弧
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT焊较普通MIG/MAG焊的优势:
CMT更低的热输入量,焊缝均匀一致
普通MIG焊
送丝速度
5,0 m/min
焊接电流
96 A
焊接电压
13,3 V
CMT
送丝速度
5,0 m/min
焊接电流
84 A
焊接电压
11,1 V
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
短路过渡
vD IS US
Short arc period
arc period T
t t
t
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT过渡
vD
t
Plasma period
Short arc
Boost period burning period
IS
t US
t T
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT焊接同普通MIG/MAG焊有三个 显著的特点:
(1) 送丝运动与熔滴过渡过程进行数字化协调
当数字化的控制监测到一 个短路信号,就会反馈给送 丝机,送丝机作出回应,迅 速回抽焊丝,从而使得焊 丝与熔滴分离。在全数字 化的控制下,这种过渡方 式完去区别于传统的熔滴 过渡方式。
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT焊接技术
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT动漫
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT机器人应用
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT
CMT是Cold Meatal Transfer的缩写(冷金属过渡) CMT冷金属过渡技术是在短路过渡基础上开发的 同传统的气体保焊MIG/MAG相比金属溶滴过渡热输入
钢与铝的异种钢连 接
铝是焊接
在过去铝和钢的连接仅仅 可能通过激光或电子束焊 接,现在CMT可实现这样 的异种钢连接,接头质量 和外观都是100%合格
钢是钎焊
CMT技术的铝板与钢 的连接。靠近铝板一边 为普通焊接接头, 靠近钢一边为钎焊连接
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT焊较普通MIG/MAG焊的优势:
焊接速度 = 150cm/min 焊接电流 = 103 A 焊接电压 = 19,8 V 送丝速度 = 6 m/min
焊接速度 = 220 cm/min 焊接电流= 113 A 焊接电压= 8,8 V 送丝速度 = 6 m/min
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT焊较普通MIG/MAG焊的优势:
t = 0 ms 即停止前进并自动地回抽.在这种方式中,电弧自身
输入热量的过程很短.短路发生,电弧即熄灭,热输 入量迅速地减少。整个焊接过程即在冷热交替中循 环往复
t = 0 ms t = 4.59 ms t = 6.21 ms t = 7.56 ms t = 11.34 ms t = 13.23 ms t = 13.77 ms t = 14.31 ms
Steel 钢和A铝l的um焊i接nium
SFI 无S飞p溅a起tte弧r-free
ignition
Demand for 微m型焊ic接ro的-w需e求lds
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
产品开发
项目组成员:由21人组成的核心团队。 提交了23项专利。 时间:相当于39人一年。
CMT-----
一次革命性的金属连接技术
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司 奥福尼斯(上海)贸易有限公司
匡学峰 Kuang@
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
一、CMT焊机型号:
TransPuls Synergic 2700 CMT TransPuls Synergic 3200 CMT TransPuls Synergic 4000 CMT TransPuls Synergic 5000 CMT CMT Advanced 4000 R(交/直流)
60%-ige Zugfestigkeit des
Grundwerkstoffes im Zustand
T4
50
0
1
2
3
4
5
6
7
8910来自Probennummer
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
铝和钢电弧焊的中间相
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT焊较普通MIG/MAG焊的优势:
AW 6016 / DC 04 AZE 75/75 03
250
200
Zugfestigkeit [N/mm²]
Zugfestigkeit der
Schweißlötung
150
Zugfestigkeit im Zustand T4
(lösungsgeglüht und 100
kaltausgelagert)
MIG pulsed arc
CMT
IS= 111 A US=17,87 V
AlSi5 1,2 mm wfs= 5 m/min
IS= 81 A US=11,2 V
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT焊较普通MIG/MAG焊的优势:
CMT焊弧长控制更精确,电弧更稳定
CMT的电弧长度控制是 机械式的,它采用闭环 控制并监测焊丝回抽长 度,即电弧长度
CMT焊较普通MIG/MAG焊的优势:
引弧可靠迅捷 引弧的速度是迄今为止的两倍 在非常短的时间内即可熔化母材
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT焊较普通MIG/MAG焊的优势:
CMT焊弧长控制更精确,电弧更稳定
普通MIG/MAG焊在焊接 过程中,焊丝干伸长改 变时,焊接电流会增加 或减少。而CMT焊焊丝 干伸长改变时,仅仅改 变送丝速度,不会导致 焊接电流的变化,从而 实现一致的熔深,加上 弧长高度的稳定性,就 能达到非常均匀一致的 焊缝外观成形
CMT焊较普通MIG/MAG焊的优势:
可以实现0.3mm的超薄铝板的焊接
良好的搭桥能力, 装配间隙要求降低
CMT的溶滴过渡是在电流几乎
为零的情况下,通过焊丝的回抽把溶
滴送进溶池,持续输入热量的时间非 常短,从而给溶池一个冷却的过程.使 焊缝形成良好的搭桥能力,从而降低 了薄板工件的装配间隙要求.在薄板或 超薄板的焊接,并且无需担心塌陷和 烧穿
更快的焊接速度
CMT过渡是电弧不停的燃烧 、熄灭,每秒70多次的高频 率,而电弧每重新引燃一次 就修正一次电弧,保持电弧 的稳定性,在干伸长或焊接 速度改变的情况下,电弧长 度也能保持一致。这样就保 证了CMT电弧的稳定性,即 使在焊接速度极快的前提下, 也不会出现断弧的情况
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
0.8mm铝板对接 背面未加衬垫
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT焊较普通MIG/MAG焊的优势:
CMT钎焊
MIG – 钎焊 脉冲电弧
CMT钎焊
CMT钎焊的热量可 比MIG钎焊降低2030%,变形大大减 少,均匀一致的焊 缝,并且没有飞溅, 也减少了焊后返工 的几率。
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
铝和钢的电弧焊-拉伸强度/破坏实验
1、拉伸强度相类似于铝与铝的连接
2、断裂在铝的热影响区(HAZ)
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
铝和钢电弧焊拉伸强度试验
· 试件的拉伸强度
——回火状态下T4铝材的拉伸强度(淬火和时效硬化) ——铝母材T4状态下强度的60%
CMT和脉冲混合过渡技术
CMT技术提供了一个最低能 量的平台,Fronius公司在此 基础上,将CMT过渡和脉冲过 渡进行结合,实现了CMT过渡 和脉冲过渡交替混合过渡的 焊接模式.即几个CMT熔滴过 渡后,过渡方式转为一个或几 个脉冲过渡。
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
量更小
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT的发展历史 CMT CMT
在钢与铝的焊接技术和无飞溅起弧的基础上又经过
from 2002 series development
CMT Process 5年的努fr力o,2m0021年9开99发出bCaMsTic冷金de属v过e渡lo技p术ment
珠海市科盈焊接器材有限公司 珠海市福尼斯焊接技术有限公司
CMT焊接同普通MIG/MAG焊有三个 显著的特点 :
(3)无飞溅过渡:在短路状态下焊丝的 回抽运动帮助焊丝与熔滴分离
通过对短路状态的控制,保证 短路电流很小,焊丝的机械式 回抽运动就保证了熔滴的正常 脱落,同时避免了普通短路过 渡方式极易引起的飞溅,从而使 得熔滴过渡实现无飞溅。这就 是CMT技术的关键所在。
总结:
CMT工艺是Fronius公司在数字化焊接技术发展过 程中的又一次重大突破。