公差分配方法
公差配合与测量技术

公差配合与测量技术公差配合与测量技术第一部分:公差配合一、引言公差配合是现代制造工业中不可或缺的重要内容之一,它直接关系到产品的质量和制造的成本。
在制造领域中,公差配合是指在制造工艺中,为了保证机械零件之间的配合精度,根据相应的公差要求,采用一定的加工工艺和加工精度,制造出符合设计要求的机械零件。
二、公差定义公差是一种表达数值范围的指标,它是指对于同一基准面或基准轴而言,各测量尺寸允许的最大值与最小值之间的差值。
我国GB/T 1804的定义为:“公差(tolerance)是确保工件符合设计要求的制造允许差和测量容差的总和。
” 换句话说,公差是制造允许差和测量容差的总和,它包括了形状公差、位置公差、尺寸公差等多个方面。
三、公差类型1.形状公差形状公差主要是用来描述零件的几何形状。
形状公差包括平面度、垂直度、同轴度、圆度、光洁度等。
形状公差对于零件的配合精度、运动连续性、密封性和安装精度等起着至关重要的作用。
2.位置公差位置公差是用来描述零件之间位置关系的差异。
包括平行度、垂直度、同轴度、位置度等。
通过合理的位置公差方案,可以确保零件之间的稳定性和牢固性。
3.尺寸公差尺寸公差是用来描述零件尺寸差异的。
一般用最大,最小尺寸公差,公差间隔和基准尺寸表示。
尺寸公差对于零件性能的稳定性和可靠性具有至关重要的作用。
四、公差的表达方式公差可以用多种方式表达,主要有四种方式:1.最小二乘法公差最小二乘法公差是一种基于统计学原理的公差分配方法,通过样本的统计量来推算公差。
这种方法适用于对于同一批量的零件,它适用于生产加工不稳定和零件尺寸分布较大的情况。
2.公差带公差公差带公差是指通过一组上限公差和一个下限公差来表达公差。
这种方法适合对于单个零部件生产加工稳定和尺寸变化较大的情况,适用于制造精度较高的机械零件。
3.等级公差等级公差是对于大批量生产,批量稳定,要求对零部件一致性高的情况使用的一种公差表达方式。
通过指定公差等级,来实现对于零部件的控制。
公差计算方法大全
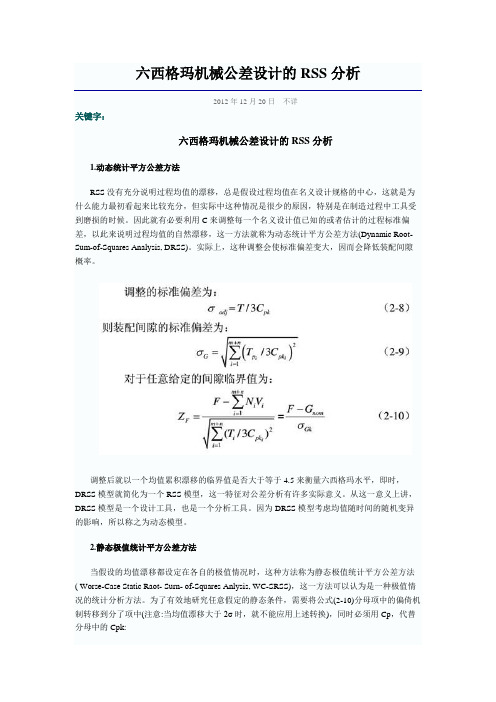
2012年12月20日不详关键字:六西格玛机械公差设计的RSS分析1.动态统计平方公差方法RSS没有充分说明过程均值的漂移,总是假设过程均值在名义设计规格的中心,这就是为什么能力最初看起来比较充分,但实际中这种情况是很少的原因,特别是在制造过程中工具受到磨损的时候。
因此就有必要利用C来调整每一个名义设计值已知的或者估计的过程标准偏差,以此来说明过程均值的自然漂移,这一方法就称为动态统计平方公差方法(Dynamic Root-Sum-of-Squares Analysis, DRSS)。
实际上,这种调整会使标准偏差变大,因而会降低装配间隙概率。
调整后就以一个均值累积漂移的临界值是否大于等于4.5来衡量六西格玛水平,即时,DRSS模型就简化为一个RSS模型,这一特征对公差分析有许多实际意义。
从这一意义上讲,DRSS模型是一个设计工具,也是一个分析工具。
因为DRSS模型考虑均值随时间的随机变异的影响,所以称之为动态模型。
2.静态极值统计平方公差方法当假设的均值漂移都设定在各自的极值情况时,这种方法称为静态极值统计平方公差方法( Worse-Case Static Raot- Surn- of-Squares Anlysis, WC-SRSS),这一方法可以认为是一种极值情况的统计分析方法。
为了有效地研究任意假定的静态条件,需要将公式(2-10)分母项中的偏倚机制转移到分了项中(注意:当均值漂移大于2σ时,就不能应用上述转换),同时必须用Cp,代替分母中的Cpk:实际上,所有偏倚机制都可以利用来表示,但是当过程标准偏差改变时,如果利用作为转换日标,名义间隙值也会改变,这样就违背了均值和方差独立的假设。
也就是说,用作为描述均值漂移的基础使得均值和方差之间正相关。
而利用k为动态和静态分析提供了一个可行的和灵活的机制,同时保证了过程均值和方差的独立性。
3.设计优化利用IRSS作为优化基础,当考虑5RS5和WC-SRSS作为基础时其逻辑和推理是相同的。
统计公差分析方法概述

统计公差分析方法概述一、引言公差设计问题可以分为两类:一类就是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸与公差,确定装配后需要保证的封闭环公差;另一类就是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸与公差,求解组成环的经济合理公差。
公差分析的方法有极值法与统计公差方法两类,根据分布特性进行封闭环与组成环公差的分析方法称为统计公差法、本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。
二、Worst Case Analysis极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。
<例>Vector loop:E=A+B+C,根据worst case analysis可得D(Max、)=(20+0、3)+(15+0、25)+(10+0、15)=45、7,出现在A、B、C偏上限之状况D(Min、)=(20-0、3)+(15-0、25)+(10-0、2)=44、3,出现在A,B、C偏下限之状况45±0、7适合拿来作设计不?Worst Case Analysis缺陷:•设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难;•公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不良机率为1-0、9973=0、0027;在组装完毕后所有零件都有缺陷的机率为:0、0027^3=0、3。
这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都就是接近极限尺寸的情况非常罕见。
三、统计公差分析法•由制造观点来瞧,零件尺寸之误差来自于制程之变异,此变异往往呈现统计分布的型态,因此设计的公差规格常被视为统计型态。
机械制图的公差与配合及其标注方法
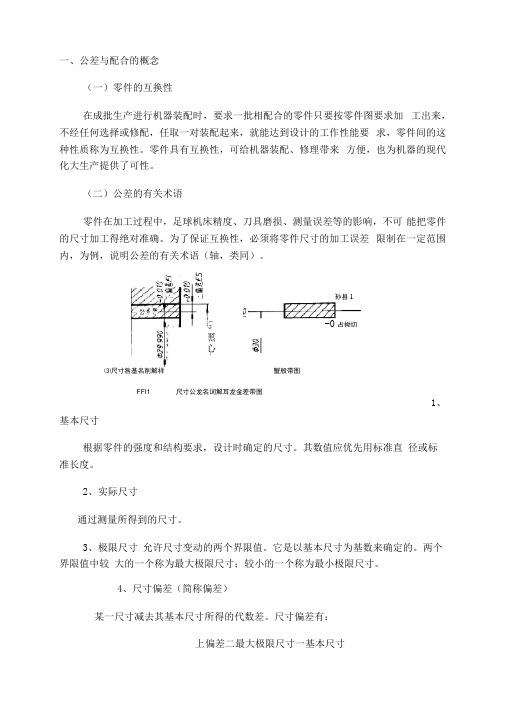
一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加 工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要 求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来 方便,也为机器的现代化大生产提供了可性。
(二)公差的有关术语零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可 能把零件的尺寸加工得绝对准确。
为了保证互换性,必须将零件尺寸的加工误差 限制在一定范围内,为例,说明公差的有关术语(轴,类同)。
⑶尺寸咎基名削解祥蟹般带图FFI1 尺寸公龙名词解耳龙金差带图 1、基本尺寸根据零件的强度和结构要求,设计时确定的尺寸。
其数值应优先用标准直 径或标准长度。
2、实际尺寸通过测量所得到的尺寸。
3、极限尺寸 允许尺寸变动的两个界限值。
它是以基本尺寸为基数来确定的。
两个界限值中较 大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
4、尺寸偏差(简称偏差)某一尺寸减去其基本尺寸所得的代数差。
尺寸偏差有:上偏差二最大极限尺寸一基本尺寸l.ry.黑心-孙县1-0占拗切下偏差二最小极限尺寸一基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。
尺寸公差二最大极限尺寸一最小极限尺寸二上偏差一下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
如图la所示的孔径:基本尺寸= 030最大极限尺寸=030.010最小极限尺寸二029.990上偏差ES二最大极限尺寸一基本尺寸=30.010-30=+0。
010下偏差EI二最小极限尺寸一基本尺寸=29.990-30=-0.010公差二最大极限尺寸一最小极限尺寸欢迎下载%夕献 P 1 . 一——--蔡麴尹虹。
10标准制造公差的说明

主题:标准制造公差与配合的选择一、 零件的加工误差与公差1 加工误差工件加工时,由于工艺系统误差和其他原因,工件不可能做得绝对正确,总有误差存在。
只要误差的大小不影响机器的使用性能,可以允许存在一定的误差。
加工误差可分为以下几种:1) 尺寸误差 指加工后零件的实际尺寸和理想尺寸之差,如直径误差、孔距误差等。
2) 形状误差 指加工后零件的实际表面和理想表面之间,在形状上的偏离程度,如圆度、直线度误差等。
3) 位置误差 指加工后的表面、轴线或对称平面之间的实际位置与理想位置的偏离程度,如两圆柱面间的同轴度误差。
4) 表面粗糙度 指加工后工件表面上所留下的具有较小间距和微小峰谷的微观不平度。
2 公差公差是指允许工件尺寸、几何形状和相互位置变动的范围,用以限制加工误差。
它是由设计人员给定的,不能为零,是绝对值。
它反映对制造精度的要求,体现加工的难易程度。
成批大量生产要求零、部件有互换性,而制造又必然存在误差,因此,只有将公差控制在一定的范围内才有可能实现互换性生产。
所以我们在设计中标注公差时,一定要使所标注的公差能保证零件的互换性。
规定公差值T 的大小顺序应为: T 尺寸>T 位置>T 形状>R a (R z )其中R a (R z )——表面粗糙度参数。
二、 公差与配合的选用2.1 基准制的选择基准制包括基孔制和基轴制两种,一般来说,相同代号的基孔制和基轴制配合的性质相同。
如H7/f6与F7/h6有同样的最大间隙和最小间隙。
因此,基准制的选择与使用要求无关。
主要应从结构、工艺和经济性各方面综合考虑。
2.1.1基孔制 一般情况下,应优先选用基孔制。
通常加工孔比加工轴要困难,所用的刀具、量具的尺寸规格也多些。
采用基孔制可减少定值刀具、量具的规格数目,有利刀、量具的标准化、系列化,因而经济合理,使用方便。
2.1.2 基轴制 在下列情况下采用基轴制则经济合理:1)当使用具有一定精度的冷拔圆钢,不对外径进行加工时,应采用基轴制。
DTAS-公差分配

尺寸链
数据输入
尺寸链建立
尺寸链计算
什么是公差分配
公差分配是指在保证产品装配技术要求下,分配各组成环的公差,使得各组成环公差既经济又合理。 公差分配的内容 是已知封闭环公差,按照一定的方法和约束条件,优化分配各组成环的公差,也称为公差设计或 公差综合。 传统的公差设计通常有两种不同的方法:第一种方法是极值法,它认为封闭环的公差是各组 成环的公差之和。 如果封闭环公差较小,分配到组成环的公差会更小,这样势必会造成成本不必 要的偏高。另一种方法是从统计学的观点出发,根据加工尺寸的分布规律,利用概率论,求解确 定公差。极值法由于其不可克服的。缺点,已较少使用,现在的公差分配基本上是以第二种方法 为基础。
公差分析的方法与比较

公差分析的方法與比較PSBU-RDD4-MDD 工程師朱誠璞 alex.chu@2002/11/14 PM 04:32 version 1.1A.公差分析的傳統方法( I)----Worst Case 法首先,必須解釋在公差分析時所用的兩種方法: 公差合成與公差分配.而在以下兩個例子中用來運算公差範圍的數學方法為 Worst Case 法,這是傳統的做法 :1.公差的合成(使用Worst Case 法運算)Part A 與 Part B 必須接合在一起,合成後的尺寸與公差範圍會是如何呢?在這個例子中,可以得到一個很直觀的結果------當Part A 與 Part B相接後所得到的 Part A+B 長度和公差範圍都是Part A + Part B 的結果.也就是說:合成後的公差範圍會包括到每個零件的最極端尺寸,無論每個零件的尺寸在其公差範圍內如何變化,都會 100% 落入合成後的公差範圍內.聽起來相當合理,不是嗎?稍後會解釋這樣做的缺點.2.公差的分配(使用Worst Case 法運算)現在 Part A+B 必須放入 Part C 的開口處,而開口的尺寸與公差如圖所示,那麼 Part A 與 B 的分別的公差範圍又應該是多少呢?我們以最簡單的方法 : 平均分配給其中所有的零件,所以 Part A 與 B 各得50 %,當然也可以按照其他的比例來調整,並沒有絕對的優劣之分.B. Worst Case法的問題1.控制公差範圍難以被控制在設計的需求範圍中.由於 Worst Case 法合成時要求100 % 的可以容許單一零件的公差變化,會造成合成後的公差範圍變的較大,對設計者而言,是非常容易造成零件組裝後相互干涉或間隙過大.在以上的例子中,如果要將 Part A+B 放入 Part C 時,會發生過緊干涉的情況,因為 Part C 最窄只有 10.75 mm,但是 Part A+B 卻可能有 11.50 mm的情況則有 0.75 mm 的干涉;另一方面,當 Part C 最寬11.25 mm,而 Part A+B 為10.5 mm 的最小值時,又有 0.75 mm的間隙產生.由此可知公差範圍過大所造成的難以控制的缺點.2.決定公差範圍的過程缺乏客觀及合邏輯的程序以此類方式決定的公差範圍尺寸,必須仰賴設計者的經驗,且必須經過多次的試作才可真正決定;若生產條件改變:如更換生產廠商,模具修改…等,皆有可能使原訂之公差範圍無法達成,而被迫放寬或產生大量不良品的損失.3.公差範圍與產品生產的品質水準無關對生產者而言,公差範圍越大越容易生產,同時品質要求也較低;但對設計者而言,公差範圍給定越大,品質水準低,則越難達成功能上的需求;由於此種矛盾的情況無法以此方式解決,造成設計者與生產者的衝突.C.其他的公差分析方法 ---基礎知識由於上述的缺點,使得Worst Case法只能被視為一種粗略的近似方法;以下將介紹兩種較接近真實世界的公差分析方法,但是,我們必須先有一些基礎知識才能瞭解這些方法的運作方式.1.何謂不可調整的公差範圍?在做任何的公差分析前,必須清楚的定義哪些是可由設計者調整的,而哪些又不是;在這裡,我們認為只有兩種是不可以被更改的:a.機械上的製造公差範圍:例如各種工具機的精度不同,如果以CNC加工的精度來要求鈑金零件,則勢必吃力不討好.b.客戶或規範上要求的公差範圍例如1U rack mount 機殼的高度,ATX主機板的孔位;特別是有相容性問題發生時.2.何謂常態分佈曲線?我們以一個簡單的例子說明:在一群人中身高與人數的分佈情況.簡單的說,就是中等身材的人應該最多,很高或很矮的人很少;在統計學中會利用這條曲線來模擬真實的情況並藉此進行下一步的分析,當我們在對於工廠所生產出來的一批產品,測量相同的一個尺寸,我們也會得到類似的分佈曲線;例如量測1000件長度為10mm的零件,正常狀況下一定會得到長度為10 mm的零件數目最多;而長度是20 mm或 1 mm 的零件出現的機會應該是微乎其微.在數學定義上,只要知道兩個條件就可以畫出這條曲線,如圖所示:在未來的討論中我們會利用下面的兩項特性進行分析:a.中間值 µ :曲線的對稱軸的位置,這決定了整條曲線的位置b.標準差σ :由中間值到曲線的曲率正負號改變點的距離,這決定了曲線的分散或集中程度.這些特性的來源,其實就是在微積分中,以此曲線的方程式求導數為0所得的解(參照附錄A的說明),有興趣的人可以到這個網頁進一步了解: /CE597N/1997F/students/michael.a.kropins ki.1/project/tutorial3.何謂 “6-σ” ?在我們運用常態分佈曲線來模擬並分析真實的情況時,如果我們加入上限及下限,且運用於品質管制的領域時,而被提出的一種品質水準的規範: “在一批生產出來的產品中,如其允收上限與下限的範圍是其常態分佈曲線σ的6倍,則可確保有 99.9999998 % 的產品是合格的.” 此種方式稱為 6-σ的品質水準要求,如下圖,這是一個簡單的表示方法 :D. 傳統的公差分析方法 ( II )---統計公差分析法我們一樣使用合成與分配的兩個例子來解釋:1.合成:我們一樣用前面所提的例子來看,現在實際上我們要做的是如何疊加這兩條曲線:毫無疑問的,疊加以後,我們還是會得到一條類似的曲線,但是疊加後的上下限應該在那裡??由常態分佈曲線的數學特性(參照附錄A的說明),我們有一個很方便的數學式:Tasm = √(T12+ T22+ T32+ T42+…….) T 代表上限或下限的公差, 所以結果是 :Tasm = √( 0.22+0.32) = 0.36055128... ~ 0.361我們可以知道合成後的情況應該是: 11+/- 0.361 mm.2.分配:同樣道理,用於分配時,可以得到的結果之一:Tasm = 0.25 = √(T12+ T22) Æ T1 = T2= 0.176776695…~ 0.177 也就是說: Part A = 5 +/- 0.177Part B =6 +/- 0.177E.比較兩種傳統公差分析的問題與改善方法:首先我們比較 Worst case 與統計公差法所得的結果:第一,我們可以看出公差合成後所得的公差範圍明顯縮小了,對設計者而言,較小的公差範圍意味著較準確的組裝與配合,所以累積下來的誤差也會減少,可以得到較佳的設計.第二,在公差分配的情況時,每個零件所得到的公差範圍變大了,對製造者而言,較大的公差範圍意味著較容易製作及控制生產品質,十分有利於製造者.所以,統計公差法顯然優於 Worst Case 法,但是是否完全解決了問題呢?答案是“ NO “,統計公差仍然會發生相同的問題,由其是在疊加或分析的零件很多時,請參照附錄C所提的例子,我們依舊需要進行Try and Error 的過程,以求得設計和製造上的平衡點;在這篇文章中利用加入 weight factor的方法修改原有公差以其放大或縮小原有公差範圍來達成設計及製造的需求.另一方面,統計公差法,仍然無法與實際生產的品質有任何關聯,所以仍舊會發生,同樣的公差範圍下,甲廠商可以達成,乙廠商卻叫苦連天的情況.F.新的公差分析方法( I )---加入 6-σ概念的統計公差分析法為了修正上一節所提到的問題,我們導入 6-σ品質水準的概念進入公差分析的過程中,這樣可以取得一個在理論(設計者)與實際(生產者)都可接受的一個平衡點.首先我們必須加入一個條件: 就是生產者的品質水準是滿足 6-σ的要求.(如果不滿足就不行嗎?當然不是,我們會在後面再檢討這個條件.)1.合成:仍舊是最早的例子,但是現在應該是這樣的分佈狀況,以滿足剛剛的加入條件:由上圖,可以得知 : T1= 0.2 = 6σ1 Æσ1 =0.2/6 =0.03333…~0.03333T2=0.3 =6σ2 Æσ2 = 0.3/6 = 0.05為什麼要求個別零件的σ值呢? 因為對於一個疊加後的常態分佈曲線而言,它的σ值與個別零件的σ值正好有以下的關係(參照附錄A的說明):σasm = √(σ12+σ22+σ32+σ42+….)所以我們可以得到合成後的σ值:σasm =√( 0.033332 + 0.052) = 0.06007….~0.06007請注意,合成後的依然要遵守6-σ品質水準的概念,所以:Tasm = 6σasm = 6 x 0.06007 = 0.36042合成後的情況應該是: 11+/- 0.36042 mm.2.分配:同樣的方法,公差分配時,得到的結果:Tasm = 0.25 = 6σasmσasm =0.041666~0.04167 =√(σ12+σ22) Æσ1 =σ2= 0.02946… ~ 0.0295T1=T2= 6 x 0.0295 = 0.177也就是說: Part A = 5 +/- 0.177Part B =6 +/- 0.177G..兩種統計公差方法的比較:我們會馬上發現兩種方法的結果是完全相同的!也就是說在使用統計方式計算的公差範圍是事實上,就是完全要求生產者的品質水準是符合 6-σ的結果,那麼使用新方法又有什麼優點呢?其實在工廠端要求的品質水準並非完全都是要到 6-σ如此之高的地步,以Sun Microsystem 為例,在模具驗收時,成品的製程水準至少需要Cpk = 1.33,也就是說大約是 4-σ ,( 我們會在下一節中解釋 Cpk的意義,以及對我們的影響)而使用新方法,設計者可以自由的調整所需要的品質水準,並且反映到公差範圍之中,而達到一個生產者與設計者都可以接受的平衡點,以下就是調整過的例子:生產 part A 的廠商有 4-σ的品質水準,所以:T1= 0.2 = 4σ1 Æσ1 =0.2/4 =0.05生產 part B 的廠商仍為 6-σ的品質水準,所以:T2=0.3 =6σ2 Æσ2 = 0.3/6 = 0.05所以我們可以得到合成後的σ值:σasm =√( 0.052 + 0.052) = 0.0707…~0.0707組裝時的品質水準要達到 6-σ :Tasm = 6σasm = 6 x 0.0707= 0.4242所以合成後的設計尺寸與公差應為: 11 +/- 0.4242在這裡隱藏了一個很重要的觀念: 以統計和 6-σ的方法應用於公差範圍的決定,可使設計者( RD ) 與品管 (QC) 使用相同的標準與語言去解決生產的問題,以上面的例子而言,當生產 part A 的廠商只有4-σ的生產水準時, σ值會變大則組裝後的公差範圍就應隨之變大;反過來說,當廠商生產品質高時, σ值會變小,我們就會獲得組裝後較小的公差變化範圍,這與品管人員的努力方向是一致的,且設計者也可以確知自己的設計是否會過嚴苛或過於寬鬆.此外使用此種方式具有相當大的彈性,可以針對不同的品質要求,而有不同的結果,而且一切都有理可循,不必完全倚靠經驗.H.新的公差分析方法( I )---完整的 6-σ公差分析法在前面所舉的例子中,我們所用的都是完美的常態分佈曲線,但是實際生產時我們所面對的卻不見得是如此理想的狀況:也就是說,分佈曲線的中心與設計者所定的中心存在一個偏移量 K,在這種狀況下我們要計算σ值,就必須藉由 Cp 和 Cpk (製程能力指標)來做轉換:Cp的定義:Cpk的定義:一般實務上,品管人員都會掌握Cp或 Cpk 值的變化,藉以評估生產的品質差異,所以在取得實際生產的品質資料時,得到Cp和 Cpk 值的機會較大且符合真正的情況.在這裡留個小小的問題: Cpk = 1.33 ,K=0時, part A 的σ值為何?而其餘的運算皆與上一節所提的相同,在這裡不再重覆計算.I.理論與實務----ADCATS Tolerance Spreadsheets以上所提到的理論基礎,全部來自於這個網頁: /home.html 這是美國猶他州( Utah ) Brigham Young University 機械工程學系的Dr. Ken Chase 所建立的,他發表過許多以電腦輔助做公差分析的論文, PTC( 參數科技)的 CE/Tol,是目前少數能做 3D公差分析的軟體,就是由這位教授的學生開發完成的,CE/Tol訓練教材的分析範例就是來自 Chase 教授的論文.在網頁中提供了一個 excel sheet, 就是實際運用上述理論的產物,請到這裡下載: CATS 1D Tolerance Stack-up :/WWW/ADCATS/software/實際上我們已運用於 Sun Microsystem 的 project 中,在機殼設計所碰到的問題中,1D的分析就幾乎可以含蓋全部的狀況;此外使用它的優點在於此 sheet並非由我們發展,而由客觀的第三者提供,我們不必花費太多精力與客戶溝通分析進行的理論,再者此sheet 免費,也無需軟體購買成本.J.附錄.A. 這些理論都應該在此附上證明,這部份將於最近完成.B. CATS 1D 的power point file.C. “Tolerance Allocation Methods for Designers” ADCATS Report No.99-6 Dr.Kenneth W. Chase 1999。
第4部分:公差分析指南

22
DFMA
谢 谢 !
23
3.当公差分析的结果不满足要求时:
DFMA
减少尺寸链的长度; A为54.00±0.20,C为25.00±0.15,D为28.50±0.15
优化的设计
18
四. 公差分析指南
3.当公差分析的结果不满足要求时:
DFMA
使用定位特征; 好处:
定位特征可以提供较精密的尺寸公差 定位特征的尺寸可以放置于比较容易进行尺寸管控的区域 使用定位特征时可以减少和避免对其他尺寸的公差要求,只需严格管控定 位特征的相关尺寸,就可以满足产品设计要求 因为定位特征精度高,使用定位特征有利于减少零件之间的尺寸公差累积
DFMA
制造工艺能力决定了公差分析中公差的设定; 二维图纸中公差标注与公差分析中的公差一致; 对公差分析中的尺寸需要进行制程管控;
制造工艺 能力
公差分析中 公差的设定
二维图样零 件公差标注
零件尺寸 制程管控
15
四. 公差分析指南
3.当公差分析的结果不满足要求时: 不推荐的做法:
DFMA
调整尺寸链中的尺寸公差大小; 降低目标尺寸判断标准;
100±0.20
3
一. 公差分析的介绍
2.公差的本质:
DFMA
公差是产品设计和产品制造的桥梁和纽带,是保证产品以优异的质量、 优良的性能和较低的成本进行制造的关键。
设计 功能 性能 外观 可装配性 设计限制 稳健性设计 设计意图 产品质量 客户满意
公差
制造 制造费用 装配费用 制造方法选择 机器 夹具 检验 不良率 返工率
推荐的做法:
减少尺寸链的长度; 使用定位特征;
塑料件公差尺寸分析

塑料件公差尺寸分析一、塑料件公差尺寸分析的意义1.确保产品质量:公差是指制品尺寸和几何形状与设计要求之间的差异,公差尺寸分析可以帮助确定塑料件的适用范围、功能性能和装配能力,从而确保产品的质量。
2.提高产品装配性能:在进行塑料件的装配过程中,如果公差控制不好,可能会导致装配困难、配件之间的间隙过大或过小,甚至装配失效。
公差尺寸分析可以帮助设计人员确定合适的公差范围,提高产品的装配性能。
3.降低生产成本:合理控制塑料件的公差范围可以减少废品率和返工率,降低生产成本。
另外,公差尺寸分析还可以帮助设计人员优化产品结构、材料选择和制造工艺,进一步降低生产成本。
二、塑料件公差尺寸分析的方法1.了解设计要求:在进行公差尺寸分析之前,首先需要了解产品的设计要求,包括尺寸、形状、功能等方面的要求。
2.确定公差类型:根据产品的要求和使用环境,确定所需的公差类型,例如位置公差、形状公差、尺寸公差等。
3.分析公差影响:通过公差链分析方法,逐级分析各部件的公差传递关系和累积误差,确定每个部件的公差要求,以及相邻零件之间的协调公差。
4.选择公差分配方式:根据产品的特点和生产工艺选择合适的公差分配方式,包括最大公差法、最小公差法、均匀分配法等。
5.绘制公差辅助图:公差辅助图是对产品尺寸和公差的图形表示,通过绘制公差辅助图,可以更清晰地表示出产品的公差要求和控制范围。
6.进行公差分析:利用公差分析软件或手动计算,对产品的公差进行分析计算,确定各个尺寸的公差范围,并得出相应的公差控制措施。
三、塑料件公差尺寸分析的注意事项1.全局优化:在进行公差尺寸分析时,要考虑整体的优化问题,而不仅仅关注单独的一些零件或部件。
2.参考标准选择:选择合适的参考标准进行公差分析是非常重要的,不同的标准对公差的计算和控制方法有不同的规定。
3.与制造工艺结合:塑料制品的公差控制还需要结合具体的制造工艺来考虑,例如模具加工精度、注塑工艺参数等。
4.产品功能要求:公差尺寸分析还要根据产品的实际功能要求来确定公差范围,例如产品的密封性能、装配的摩擦力等。
公差分析模板范文
公差分析模板范文公差分析是一种用于确定产品或系统的尺寸和几何特性的变化程度的方法。
在制造过程中,常常会出现各种原因导致产品尺寸与设计要求不完全一致的情况。
为了能够在可接受的误差范围内保证产品的功能和性能,需要进行公差分析来确定合理的公差限制。
1.产品描述在这一部分,要对待分析的产品进行详细的描述。
包括产品的名称、型号、尺寸等技术要求。
还可以在这一部分加入产品的功能需求和技术要求等内容。
2.公差要求在这一部分,要对产品的公差要求进行详细的描述。
可以分为几个子项,包括尺寸公差、几何公差、位置公差等。
每个子项都需要列出具体的数值和要求。
3.公差分配在这一部分,要对产品的公差进行分配。
可以通过以下几个步骤进行:a.确定关键特征找出产品中最关键的特征,即对产品功能和性能有最大影响的特征。
b.确定公差传递路径确定产品中各个特征之间的相互关系,找出公差传递的路径。
c.分配公差根据产品的功能和性能要求,将可接受的公差限制分配给各个特征。
4.公差分析工具在这一部分,可以列出用于公差分析的工具和方法。
包括测量工具、检测设备、计算方法等。
还可以提供一些相关的标准和规范供参考。
5.公差分析结果在这一部分,可以对公差分析的结果进行汇总。
包括每个特征的公差分配情况,公差限制的合理性评估等。
6.公差控制计划在这一部分,可以制定公差控制计划。
包括公差检测方法、公差修正方法、公差调整方法等。
7.公差分析报告在这一部分,可以列出公差分析的报告内容。
包括报告的格式、结构、质量要求等。
以上是一个简单的公差分析模板的示例,具体的内容可以根据具体需求进行调整和扩展。
公差分析是制造过程中非常重要的一环,它可以帮助确保产品的质量和性能符合设计要求,提高产品的竞争力和市场占有率。
因此,在制造产品过程中,应该充分重视公差分析的工作,并严格按照分析模板进行分析和控制。
公差分析中的统计公差方法综述

c b
田口试验法的精度只能达到 3 阶 。为了提高计 算精度 ,一些学者提出了改进的田口试验法[4 ] ,它是 一种乘积高斯积分方法 , 并要求各组成环设计变量 为正态分布 ,可用于高于 3 阶的公差分析中 。
3. 5 卷积法
概率密度函数 f ( x)
f ( x) =
随机抽样公式 ( R 为计 算机产生的随机数)
ei )
(5)
式中 ,Δ0 , Δ 为封闭环和第 i 个组成环的中间偏差 ; ei 为第 i 个组成环的相对不对称系数 。 对于正态分布 , K0 = 1 , ei = 0 ; 对于三角分布 , K0 = 1122 , ei = 0 ; 对 于 瑞 利 分 布 , K0 = 1144 , ei = 0128 ; 其它各种常见分布的相对分布系数 K0 和相对 不对称系数 ei 可查表得到 [1 ,2 ] 。 3. 2 修正的方和根法 修 正 方 和 根 法 ( MRSS , Modified Root Sum Squared) 的基本公式为 [3 ]
X = ( b - a) R + a X0 =
1/ ( b - a) , a Φ x Φ b 0 , 其它 x2
若一个线性尺寸链由两个组成环构成 , 这两个 组成环分别用随机变量 x 和 y 来描述 。这两个相互 独立的随机变量 x 和 y 分别具有概率密度函数 f x ( x ) , x ∈[ a , b ] 和 f y ( y ) , y ∈[ c , d ] ; 其封闭环 z = g
3. 3 蒙特卡洛模拟法 用蒙特卡洛模拟法 (Monte Carlo Simulation) 进行
1
K0
i =1
2 2 2 ζ ∑ i Ki T i
公差分析方法

Modified Root Sum Squares (MRSS)
普通的RSS仍然忽略了一個條件, 即廠商的制程能力可以達到的水準. 單方 面的從設計的角度來定義公差, 脫離了實際制程方面的限定. 所以為了解決這個問題, 我們引入 MRSS的概念. 我們假設廠商可以達到6sigma的制程能力.
公差分析方法
Chaos
分析方法分類
一般來講, 我們常用的公差定義與分析方法可 以分為以下幾種:
1. Worst case 2. RSS 3. MRSS 4. 6 σ
Worst case
此為最傳統的公差分析法. 其中涉及到兩個概念, 公差的合成與公差的分配. 公差的合成說明如下:
Worst case
我们假设组装的制程为6 σ, Part A的廠商只能達到4 σ, Part B的廠商可以達 到6 σ; 亦即 σ1 = 1.5σ2 那么分解之后 對于Part A來講, T=4 σ1=0.208, 對于Part B來講, T=6 σ2=0.204, 由此可見, 制程能力較低的廠商需要更加嚴格的管制其尺寸.
Root Sum Squares (RSS)
通過兩種方法的介紹, 我們可以看出來兩種方法的優缺點:
1.對于公差帶合成, 我們使用RSS方法合成時候的公差要比WC的時候要小. 這樣就意味著有較準確的組裝與配合.
2.對于公差的分解, 我們使用RSS方法, 分解出來的零件公差要比WC法要大. 這樣既意味著, 對于制造者來說, 零件可以變動的范圍大, 更有利于生產.
2. 公差定義過于理論化, 缺乏客觀實際的程序.
以此類方式決定的公差範圍尺寸,必須仰賴設計者的經驗,且必須經過多次的試作 才可真正決定;若生產條件改變:如更換生產廠商,模具修改…等,皆有可能使原訂之公差範 圍無法達成,而被迫放寬或產生大量不良品的損失.
公差设计

等级 A++ A+ A B C D Cpk值 Cpk≥2.0 2.0 > Cpk ≥ 1.67 1.67 > Cpk ≥ 1.33 1.33 > Cpk ≥ 1.0 1.0 > Cpk ≥ 0.67 0.67 > Cpk 处理原则 特优,可考虑成本的降低 优,应当保持之 良,能力良好,状态稳定,但应尽力提升为A+级 一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将 其提升为 A级 差,制程不良较多,必须提升其能力 不可接受,其能力太差,应考虑重新整改设计制程。
降低产品的返修率 (降低成本).
公差分析
使用公差分析的时机:当单个零件或组件出现公差堆叠时,公 差分析用以确定总的偏差。
35.00 ± ? 13.00 ± 0.20 10.00 ± 0.15 12.00 ± 0.10
零件 4
45.00 ± ?
单个零件的公差堆叠
10.00 ± 0.15
20.00 ± 0.30
概念介绍
互换性:指同一规格的零部件安装规定的技术要求(几 何、物理及其它质量参数)制造,能够彼此相互替换而 使用效果相同的性能。
完全互换:不限定范围,无需挑选、辅助加工或者修配; 不完全互换:分组互换,修配或者调整。
Hale Waihona Puke 公差:将零件尺寸规定一个允许变动的范围,在这个变 动的范围内即不影响零件互换性,又不降低零件的工作 性能,这种尺寸变动的范围叫做公差。
Cpk和制程良率换算
Cpk 0.33 0.67 1 1.33 1.67 2 每一百万件之不良 317310 45500 2700 63 0.57 0.002 合格率 68.3 95.5 99.73 99.9937 99.99995 100
公差计算方法大全

公差计算⽅法⼤全公差设计的RSS分析2012年12⽉20⽇不详关键字:公差设计的RSS分析1.动态统计平⽅公差⽅法RSS没有充分说明过程均值的漂移,总是假设过程均值在名义设计规格的中⼼,这就是为什么能⼒最初看起来⽐较充分,但实际中这种情况是很少的原因,特别是在制造过程中⼯具受到磨损的时候。
因此就有必要利⽤C来调整每⼀个名义设计值已知的或者估计的过程标准偏差,以此来说明过程均值的⾃然漂移,这⼀⽅法就称为动态统计平⽅公差⽅法(DynamicRoot-Sum-of-SquaresAnalysis,DRSS)。
实际上,这种调整会使标准偏差变⼤,因⽽会降低装配间隙概率。
调整后就以⼀个均值累积漂移的临界值是否⼤于等于4.5来衡量六西格玛⽔平,即时,DRSS模型就简化为⼀个RSS模型,这⼀特征对公差分析有许多实际意义。
从这⼀意义上讲,DRSS模型是⼀个设计⼯具,也是⼀个分析⼯具。
因为DRSS模型考虑均值随时间的随机变异的影响,所以称之为动态模型。
有缘学习更多关注桃报:奉献教育(店铺)2.静态极值统计平⽅公差⽅法当假设的均值漂移都设定在各⾃的极值情况时,这种⽅法称为静态极值统计平⽅公差⽅法(Worse-CaseStaticRaot-Surn-of-SquaresAnlysis,WC-SRSS),这⼀⽅法可以认为是⼀种极值情况的统计分析⽅法。
为了有效地研究任意假定的静态条件,需要将公式(2-10)分母项中的偏倚机制转移到分了项中(注意:当均值漂移⼤于2σ时,就不能应⽤上述转换),同时必须⽤Cp,代替分母中的Cpk:实际上,所有偏倚机制都可以利⽤?来表⽰,但是当过程标准偏差改变时,如果利⽤?作为转换⽇标,名义间隙值也会改变,这样就违背了均值和⽅差独⽴的假设。
也就是说,⽤?作为描述均值漂移的基础使得均值和⽅差之间正相关。
⽽利⽤k为动态和静态分析提供了⼀个可⾏的和灵活的机制,同时保证了过程均值和⽅差的独⽴性。
3.设计优化利⽤IRSS作为优化基础,当考虑5RS5和WC-SRSS作为基础时其逻辑和推理是相同的。
公差上下限

公差上下限一、什么是公差上下限?公差是指在工程设计或制造过程中,对于尺寸或性能的要求所允许的偏差范围。
公差上下限是指这个偏差范围的上限和下限值。
公差上下限的确定对于产品的质量控制和工艺优化非常重要。
二、公差上下限的意义公差上下限的确定有以下几个重要的意义:2.1 确保产品质量公差上下限的设定可以确保产品在制造过程中能够满足设计要求,并且在使用过程中能够正常工作。
通过合理设置公差上下限,可以避免产品的尺寸或性能偏离设计要求而导致的质量问题。
2.2 控制成本合理设置公差上下限可以降低制造成本。
过于严格的公差要求会增加制造过程的难度和成本,而过于宽松的公差要求可能会导致产品的质量问题。
通过科学地设置公差上下限,可以在保证产品质量的前提下,尽量降低制造成本。
2.3 优化工艺公差上下限的设定可以指导工艺的选择和优化。
在制造过程中,不同的工艺会对产品的尺寸和性能产生不同的影响。
通过合理设置公差上下限,可以选择适合的工艺,并对工艺参数进行优化,以实现产品质量和成本的最佳平衡。
三、公差上下限的确定方法公差上下限的确定需要考虑多个因素,包括产品的设计要求、制造工艺的可行性、市场需求等。
下面介绍几种常用的公差确定方法:3.1 经验法经验法是一种基于经验和实践的公差确定方法。
通过对历史数据和产品实际使用情况的分析,可以得到一些经验公差值。
这种方法简单易行,但是由于缺乏科学依据,公差的准确性和适用性有一定的局限性。
3.2 统计法统计法是一种基于统计学原理的公差确定方法。
通过对产品尺寸或性能的测量数据进行统计分析,可以得到公差的概率分布。
在确定公差上下限时,可以选择合适的置信度和可靠度,以满足产品质量要求。
3.3 功能法功能法是一种基于产品功能要求的公差确定方法。
通过对产品功能性能的分析,可以确定关键尺寸或性能指标的公差上下限。
这种方法能够更加直接地反映产品的使用要求,但是需要对产品功能进行深入的理解和分析。
3.4 成本法成本法是一种基于成本效益分析的公差确定方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7-6.以翼子板和机盖的开口线及面差为例进行 6.以翼子板和机盖的开口线及面差为例进行 公差分析: 公差分析:
9) 外观公差关系表的制作例子
7-6.以翼子板和机盖的开口线及面差为例进行公差分析: 6.以翼子板和机盖的开口线及面差为例进行公差分析: 以翼子板和机盖的开口线及面差为例进行公差分析
9)-1:翼子板机盖开口间隔
7-6.以翼子板和机盖的开口线及面差为例进行公差分析: 6.以翼子板和机盖的开口线及面差为例进行公差分析: 以翼子板和机盖的开口线及面差为例进行公差分析
9)-2翼子板机盖开口面差
7-6.以翼子板和机盖的开口线及面差为例进行公差分析: 6.以翼子板和机盖的开口线及面差为例进行公差分析: 以翼子板和机盖的开口线及面差为例进行公差分析
7-6.以翼子板和机盖的开口线及面差为例进行公差分析: 6.以翼子板和机盖的开口线及面差为例进行公差分析: 以翼子板和机盖的开口线及面差为例进行公差分析
7) 假如加工公差已决定,就应在公差关系表中记录公差 后计算理论公差.
8) 理论公差比外观公差小时为O.K,比外观公差大时为 NG(NO GOOD),所以此部分要与设计部门进行协商 后调整。或在属于外观公差评价项目的部件及设备因素 中,选择可缩小公差量的方案。
公差分析的举例:
外观公差±0.5 ,基 孔 间距 ±0.2? 况下的加工公 为多 ?
1、决定外观公差,已知为±0.5; 2、决定加工综合公差(X)=√0.52/2 =±0.35; 3、设定零件的基准,基准之间的相对精度 已知为±0.2; 4、加工公差(Z)=√ 0.352-0.22=±0.29; 5、为了满足±0.5 观公 A、B 件 加工公 管 ±0.29 内; 6、校验是否满足设定的外观外观公差: 外观理论公差= √A2+B2+PITCH2 = √0.292+0.292+0.22 =0.45<0.5 返回本章首页
概述 :
概述: :
返回本章首页
7-1.公差(公差链)分析的目的: 公差(公差链)分析的目的:
为了达到质量目标,用开发阶段设定的 外观公差和总成装配公差为基准,验证 零件及分总成中使用的公差,建立适当 的解决方案。
返回本章首页
7-2.公差分析的定义
公差(链)分析:以外观公差为依据,为 了获得零件或分总成的零部件状态的加 工(装配)公差,根据计算,分解公差 及计算相关值的方法。本过程适用于车 辆开发过程的SE活动中公差分析表的 编制。
5) 决定基准后,用前面决定的综合加工公差为依据计 算零件的加工公差(如图4),已知装配位置公差为 已知装配位置公差为 1.0; ±1.0
7-6.以翼子板和机盖的开口线及面差为例进行公差分析 6.以翼子板和机盖的开口线及面差为例进行公差分析
7-6.以翼子板和机盖的开口线及面差为例进行公差分析: 6.以翼子板和机盖的开口线及面差为例进行公差分析: 以翼子板和机盖的开口线及面差为例进行公差分析
9)-3 顶盖和车门开口间隔
返回本章首页
7-3.加工公差的计算方法:
一般采用容差法 最差法: 容差法和最差法 容差法 最差法: 容差法也叫分散法, 当用容差法算得的公差不能满足公差范围或 者发生问题时,要使用最差法(或恶劣法或 均分法)。 最差法: 公差= (A零件)+ (B零件) + (C零 件)最差法也叫均分法。对于重要的要求精 密公差时候的计算法。
7-6.以翼子板和机盖的开口线及面差为例进行公差分析: 6.以翼子板和机盖的开口线及面差为例进行公差分析: 以翼子板和机盖的开口线及面差为例进行公差分析
(参考 研讨此项目是否影响外观公差 参考)研讨此项目是否影响外观公差 参考 判断前轮罩上的翼子板安装孔位置公差±1.0 是否影响间隙的公差; 当前翼子板的装配基准孔为Φ8, 安装M8螺钉 时→ 是影响间隔的公差要素; 当前翼子板的装配基准孔为Φ12,安装M8螺 钉时→ 不是影响间隔的公差要素;
4) 确定各零件的基准(加工基准或者装配基准)及决 定精度(如图3)以现有的技术力量及零件的开发能 力为根据决定零件的基准及精度(与设计部门协商)。
7-6.以翼子板和机盖的开口线及面差为例进行公差分析: 6.以翼子板和机盖的开口线及面差为例进行公差分析: 以翼子板和机盖的开口线及面差为例进行公差分析
6)通过公差分析结果,假如零件的加工公差已经决定,根据现拥有的 技术能力,后与模具负责人,设备负责人进行协商后,确定公差如下: (1)、 前机舱盖总成面的外观精度:间隙/阶差0.46/0.7 → ±0.5/ ±0.7 (间隙/阶差); (2)、 翼子板的面外观精度:间隙/阶差 0.46/0.49 → ±0.5/ ±0.5(间隙/阶差); (3)、通风室总成的前机舱盖铰链装配孔的(X,Y)位置精度→ ±1.0; (4)、 通风室总成的前机舱盖铰链装配面(Z)的位置精度→ ±1.0; (5)、前轮罩上的翼子板装配用孔(X,Y)位置精度→ ±1.0; (6)、前轮罩上的翼子板装配用面(Z)?‡† 度→ ±1.0; ( 7)、 以前机舱盖铰链接合面为基准与翼子板接合部位的相对偏 差(PITCH) → ±0.5; 上述(3),(4),(5),(6)项是依据质量可行性研讨结果决定的。
容
公差设定的举例:
最差法分析 容差法分析
返回本章首页
7-4.公差应用流程: 公差应用流程: 公差应用流程
返回本章首页
7-5.公差(容差)分析的基本步骤: 公差(容差)分析的基本步骤:
基本公式: 由外观公差分解到加工公差: 1) 决定外观公差: 2) 设定加工综合公差(X): 加工综合公差(X)=√(外观公差)2/2; (两个件) 3) 设定零件的基准,然后决定基准之间的相对精度(Y); Y值一般为已知。 4) 计算加工公差(Z):加工公差(Z)= √X2 - Y2
7-6.以翼子板和机盖的开口线及面差为例进行公差分析: 6.以翼子板和机盖的开口线及面差为例进行公差分析: 以翼子板和机盖的开口线及面差为例进行公差分析
1)外观公差如图1所示; 1) 2)用容差法分解外观公差求得加 2) 工综合公差(X)
3)将公差标注在图2上:
7-6.以翼子板和机盖的开口线及面差为例进行公差分 6.以翼子板和机盖的开口线及面差为例进行公差分 析:
7.公差累计的简单分析: 公差累计的简单分析:
概述 7-1.公差(公差链)分析的目的 公差( 公差 公差链) 7-2.公差分析的定义 公差分析的定义 7-3.加工公差的计算方法 7-4.公差应用流程 公差应用流程 7-5.公差(容差)分析的基本步骤 公差( 公差 容差) 6.以翼子板和机盖的开口线及面差为例进 7-6.以翼子板和机盖的开口线及面差为例进 行 公差分析