ISO 527-2塑料拉伸性能测试方法
塑料的拉伸性能试验方法

塑料的拉伸性能试验方法第二部分:模压与挤压塑料的测试条件内容:前言:1范围2引用标准3原则4定义5仪器6测试试样7测试试样数量8条件9步骤10结果的计算与表达11预测12测试报告附录A (标准)小试样附件ZA (标准)国际引用标准相关欧洲出版图1 测试试样类型1A 和1B图A.1 测试试样类型1BA 和1BB图A.2 测试试样类型5A 和5B文献列表标准前言有PRI/21委员会准备的英国标准,EN ISO 527-2:1996 塑料的拉伸性能的试验方法的第二部分:模压与挤压塑料的测试条件为英文标准。
与ISO 出版的ISO 527-2:1993 相一致,同时与代替了BS2782:1976里的320A和320F的方法改成了BS2782:1993的321方法合并。
BS2782:1976里的320A和320F的方法在修正后删除。
交叉引用国际标准相应的英国标准ISO 293:1986 BS2782塑料的拉伸试验方法方法901A :1988 热塑性塑料压塑试样ISO 294:1975 方法901A :1997 热塑性塑料注塑试样ISO 295:1991 方法902A :1992 塑料-热固性塑料压塑试样ISO 527-1:1993 方法321:1993 拉伸测试试验的一般原理ISO 2818:1980 方法930A :1997 拉伸测试的试验准备技术委员会回顾了ISO 37:1997和ISO 1926:1979,同时将它们在此标准中作为标准参考文献,与此标准结合使用。
警告:此英国标准与ISO 527-2 相一致,不需要将所有的预防全部列出,具体要求见1974年的Health and Safety at Work 等,注意所有的预防措施,测试需经专业人员操作。
英国标准不包含所有合同的约定,使用英国标准只是为了正确的应用。
按照英国测试标准不能够免除法律的约束。
范围1.1 ISO 527这部分具体规定了在ISO 527-1的普遍原理基础上的模压与挤压塑料的测试条件。
ISO-527-2塑料拉伸性能测试方法
塑料拉伸性能的测定第二部分:模塑和挤塑塑料的试验条件1 围1.1GB/T 1040的本部分在第1部分基础上规定了用于测定模塑和挤塑塑料拉伸性能的实验条件。
1.2本部分适合下述围的材料:----硬质和半硬质的热塑性模塑、挤塑和铸塑材料,除未填冲类型外还包括列入用短纤棒、细棒、小薄片或细粒料填充和增强的复合材料,但不包括纺织纤维增强的复合材料; ----硬质和半硬质热固性模塑和铸塑材料,包括填充和增强的复合材料,但不包括纺织纤维增强的复合材料;----热致液晶聚合物。
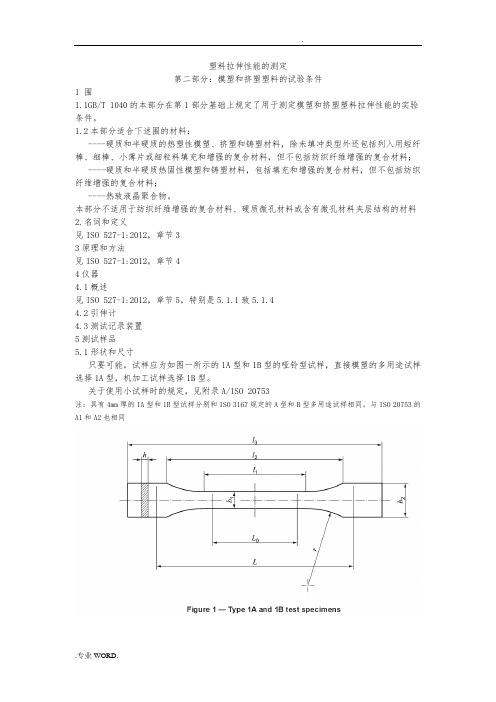
本部分不适用于纺织纤维增强的复合材料、硬质微孔材料或含有微孔材料夹层结构的材料2.名词和定义见ISO 527-1:2012,章节33原理和方法见ISO 527-1:2012,章节44仪器4.1概述见ISO 527-1:2012,章节5,特别是5.1.1致5.1.44.2引伸计4.3测试记录装置5测试样品5.1形状和尺寸只要可能,试样应为如图一所示的1A型和1B型的哑铃型试样,直接模塑的多用途试样选择1A型,机加工试样选择1B型。
关于使用小试样时的规定,见附录A/ISO 20753注:具有4mm厚的IA型和1B型试样分别和ISO 3167规定的A型和B型多用途试样相同。
与ISO 20753的A1和A2也相同5.2试样的制备应按照相关材料规制备试样,当无规或无其他规定时,应按ISO293、ISO 294-1,ISO295或者ISO 10724-1以适宜的方法从材料直接压塑制备试样,或按照ISO 2818由压塑或注塑板材经机加工制备试样。
试样所有表面应吴可见裂痕、划痕或其他缺陷。
如果模塑试样存在毛刺应去掉,注意不要损伤模塑表面。
由制件机加工制备试样时应取平面或曲率最小的区域。
除非确实需要,对于增强塑料试样不宜使用机加工来减少厚度,表面经过机加工的试样与未经机加工的试样实验结果不能互相比较。
5.3标线见ISO 527-1:2012,6.35.4检查测试样品见ISO 527-1:2012,6.45.5各向异性5.6测试样数量见 ISO 527-1:2012,章节7.6 状态调节见 ISO 527-1:2012,章节87 测试过程见 ISO 527-1:2012,章节9在测量弹性模量时,1A型、IB型试样的试验速度应为1mm/min,对于小试样见附录A。
iso527拉伸强度标准
iso527拉伸强度标准
ISO 527拉伸强度是一种材料实验测试标准,用于测量物质塑料材料的拉伸强度和弹性模量(也称为塑性变形能力或弹性模量)。
它于1975年由国际标准化组织(ISO)制定,是标准实验方法,用于评估塑料结构件在拉伸荷载下的耐久性和力学性能。
ISO 527是一种基于力学性能的拉伸测试,它能够提供有关塑料材料抗拉强度和弹性模量的定量数据。
ISO 527的拉伸强度测试的主要步骤是:测量试样的尺寸,拉力按照ISO 527的要求施加至试样上,测量拉力与试样拉伸的程度,计算拉力和拉伸的比值,以确定拉伸强度。
在拉伸试验中,较大的拉伸断裂力表明较高的拉伸强度。
ISO 527拉伸强度测试的结果对于各种工程应用非常重要,因为这种测试可以提供有关塑料材料在拉伸荷载下的抗拉强度和弹性模量的定量数据。
此外,ISO 527拉伸强度测试是塑料产品设计和制造过程中的重要参考,可以帮助设计者判断塑料结构件在应用中的强度。
ISO 527拉伸强度是一种测量塑料材料抗拉强度和弹性模量的常用标准,可以为工程应用和塑料产品设计提供重要参考,为确保塑料结构件在应用中的耐久性提供重要信息。
(完整版)ISO527-2塑料拉伸性能测试方法

塑料拉伸性能的测定第二部分:模塑和挤塑塑料的试验条件1 范围1.1GB/T 1040的本部分在第1部分基础上规定了用于测定模塑和挤塑塑料拉伸性能的实验条件。
1.2本部分适合下述范围的材料:----硬质和半硬质的热塑性模塑、挤塑和铸塑材料,除未填冲类型外还包括列入用短纤棒、细棒、小薄片或细粒料填充和增强的复合材料,但不包括纺织纤维增强的复合材料;----硬质和半硬质热固性模塑和铸塑材料,包括填充和增强的复合材料,但不包括纺织纤维增强的复合材料;----热致液晶聚合物。
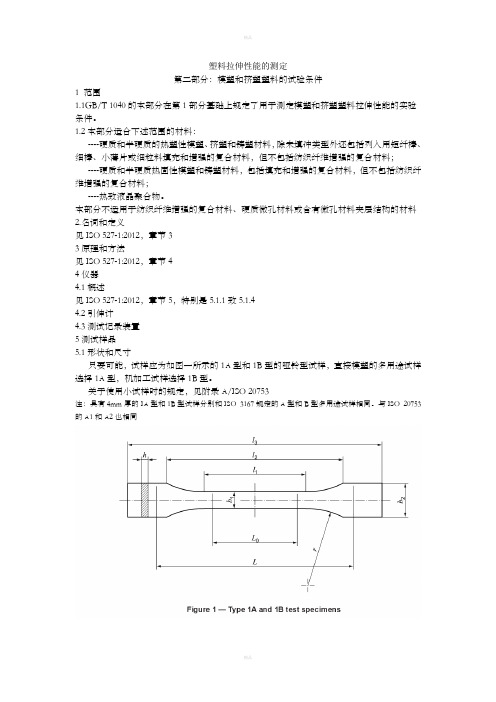
本部分不适用于纺织纤维增强的复合材料、硬质微孔材料或含有微孔材料夹层结构的材料2.名词和定义见ISO 527-1:2012,章节33原理和方法见ISO 527-1:2012,章节44仪器4.1概述见ISO 527-1:2012,章节5,特别是5.1.1致5.1.44.2引伸计4.3测试记录装置5测试样品5.1形状和尺寸只要可能,试样应为如图一所示的1A型和1B型的哑铃型试样,直接模塑的多用途试样选择1A型,机加工试样选择1B型。
关于使用小试样时的规定,见附录A/ISO 20753注:具有4mm厚的IA型和1B型试样分别和ISO 3167规定的A型和B型多用途试样相同。
与ISO 20753的A1和A2也相同5.2试样的制备应按照相关材料规范制备试样,当无规范或无其他规定时,应按ISO293、ISO 294-1,ISO295或者ISO 10724-1以适宜的方法从材料直接压塑制备试样,或按照ISO 2818由压塑或注塑板材经机加工制备试样。
试样所有表面应吴可见裂痕、划痕或其他缺陷。
如果模塑试样存在毛刺应去掉,注意不要损伤模塑表面。
由制件机加工制备试样时应取平面或曲率最小的区域。
除非确实需要,对于增强塑料试样不宜使用机加工来减少厚度,表面经过机加工的试样与未经机加工的试样实验结果不能互相比较。
5.3标线见ISO 527-1:2012,6.35.4检查测试样品见ISO 527-1:2012,6.45.5各向异性5.6测试样数量见ISO 527-1:2012,章节7.6 状态调节见ISO 527-1:2012,章节87 测试过程见ISO 527-1:2012,章节9在测量弹性模量时,1A型、IB型试样的试验速度应为1mm/min,对于小试样见附录A。
BS EN ISO 527-2-1996 塑料 拉伸性能的测定第2部分模压和挤压塑料试验条件
塑料的拉伸性能的测定第二部分:模压和挤压塑料的测试条件具有与英国标准等同地位的欧洲标准EN ISO 527-2:1996。
重要备注:在阅读本方法之前,请务必先阅读BS 2782-0标准,介绍,分别发行。
委员会对于英国标准的责任本版本的英国标准的修订,是委托给塑料橡胶委员会(PRM/-)和科技委员会PRM/21,因此,此版本的英国标准代表了下面成员体:英国塑料联合会英国纺织品同盟环境部(建筑研究机构)工业贸易部(国家物理研究所中心)电子电气协会(BEAMA有限公司)GAMBICA(BEAMA有限公司)材料协会国防部包装和工业薄膜协会PIRA国际组织Pipra科技有限公司在塑料橡胶标准委员会的指导下,英国标准已经修订就绪并在标准化董事会的主持下已经出版,将于1994年1月15日正式生效。
BS EN ISO 527-2:1996 委员会责任封面内页国家前言Ⅱ目录页码前言------------------------------------------------------------------------21 范围---------------------------------------------------------------------32 引用标准---------------------------------------------------------------33 原理---------------------------------------------------------------------34 定义---------------------------------------------------------------------35 装置---------------------------------------------------------------------36 试样---------------------------------------------------------------------37 测试样品数量---------------------------------------------------------48 测试环境---------------------------------------------------------------49 过程---------------------------------------------------------------------410 计算结果及总结----------------------------------------------------411 精度-------------------------------------------------------------------412 实验报告-------------------------------------------------------------4 附录A(规范)小型样片----------------------------------------------6 附录ZA(标准)国际出版物与欧洲相关出版物引用标准-------------------------------------------------------------------------------8 图一---测试样片外形1A和1B---------------------------------------5 图A.1---测试样片的外形1BA和1BB-----------------------------6 图A.2---测试样片的外形5A和5B----------------------------------7 参考文献------------------------------------------------------------内封底国家前言这个英国标准为技术委员会PRI/21所修订,为EN ISO 527-2:1996的官方英语版本,名为:塑料-拉伸性能的测定,第二部分:模压和挤压塑料实验条件。
ISO 527:2012塑料拉伸性能测试标准解析

ISO 527:2012塑料拉伸性能测试标准解析彭璟【摘要】The contents of principles,application scopes,terms,definitions and so on in standard ISO 527:2012 for tensile property testing of plastics were expounded and compared with those in ISO 527:1993.The results show that:compared with ISO 527:1993,ISO 527:2012 had been greatly revised in aspects of requirements of apparatuses precision,specimen size,testing speed and so on.The standards should be distinguished to apply when the tests of tensile properties of plastics were carried out.%阐述了ISO 527:2012塑料拉伸性能测试标准的原理、适用范围、术语、定义等内容,并与ISO 527:1993进行了对比.结果表明:相比ISO 527:1993,ISO 527:2012在设备精度要求、试样尺寸要求、测试速率要求等方面进行了较大的修订,在应用不同标准进行塑料拉伸性能测试时应注意区别使用.【期刊名称】《理化检验-物理分册》【年(卷),期】2018(054)001【总页数】4页(P43-45,70)【关键词】ISO527:2012;ISO527:1993;塑料;拉伸性能;测试标准;解析【作者】彭璟【作者单位】深圳市美信检测技术股份有限公司,深圳 518108【正文语种】中文【中图分类】TG115.5+2拉伸性能是塑料力学性能的一项重要指标,可以衡量塑料的强度、韧性等参数,拉伸测试使用的标准GB/T 1040.1-2006和GB/T 1040.2-2006等同采用ISO 527-1:1993和ISO 527-2:1993。
ISO527-2塑料拉伸性能测试方法
塑料拉伸性能的测定第二部分:模塑和挤塑塑料的试验条件1 范围1.1GB/T 1040的本部分在第1部分基础上规定了用于测定模塑和挤塑塑料拉伸性能的实验条件。
1.2本部分适合下述范围的材料:----硬质和半硬质的热塑性模塑、挤塑和铸塑材料,除未填冲类型外还包括列入用短纤棒、细棒、小薄片或细粒料填充和增强的复合材料,但不包括纺织纤维增强的复合材料;----硬质和半硬质热固性模塑和铸塑材料,包括填充和增强的复合材料,但不包括纺织纤维增强的复合材料;----热致液晶聚合物。
本部分不适用于纺织纤维增强的复合材料、硬质微孔材料或含有微孔材料夹层结构的材料2.名词和定义见ISO 527-1:2012,章节33原理和方法见ISO 527-1:2012,章节44仪器4.1概述见ISO 527-1:2012,章节5,特别是5.1.1致5.1.44.2引伸计4.3测试记录装置5测试样品5.1形状和尺寸只要可能,试样应为如图一所示的1A型和1B型的哑铃型试样,直接模塑的多用途试样选择1A型,机加工试样选择1B型。
关于使用小试样时的规定,见附录A/ISO 20753注:具有4mm厚的IA型和1B型试样分别和ISO 3167规定的A型和B型多用途试样相同。
与ISO 20753的A1和A2也相同5.2试样的制备应按照相关材料规范制备试样,当无规范或无其他规定时,应按ISO293、ISO 294-1,ISO295或者ISO 10724-1以适宜的方法从材料直接压塑制备试样,或按照ISO 2818由压塑或注塑板材经机加工制备试样。
试样所有表面应吴可见裂痕、划痕或其他缺陷。
如果模塑试样存在毛刺应去掉,注意不要损伤模塑表面。
由制件机加工制备试样时应取平面或曲率最小的区域。
除非确实需要,对于增强塑料试样不宜使用机加工来减少厚度,表面经过机加工的试样与未经机加工的试样实验结果不能互相比较。
5.3标线见ISO 527-1:2012,6.35.4检查测试样品见ISO 527-1:2012,6.45.5各向异性5.6测试样数量见ISO 527-1:2012,章节7.6 状态调节见ISO 527-1:2012,章节87 测试过程见ISO 527-1:2012,章节9在测量弹性模量时,1A型、IB型试样的试验速度应为1mm/min,对于小试样见附录A。
pvc拉伸强度标准
pvc拉伸强度标准
PVC拉伸强度标准是指聚氯乙烯材料在拉伸过程中所能承受的最大拉力。
这个标准是非常重要的,因为它可以帮助我们了解PVC材料的强度和耐久性,从而确定它们在不同应用中的适用性。
PVC是一种非常常见的塑料材料,它具有良好的耐候性、耐腐蚀性和耐热性,因此被广泛应用于建筑、汽车、电子、医疗和包装等领域。
然而,不同的应用需要不同的PVC材料,因此我们需要了解PVC拉伸强度标准来选择最适合的材料。
根据国际标准ISO 527-2,PVC拉伸强度的测试方法是将标准试样放入拉伸试验机中,以一定的速度施加拉力,直到试样断裂。
测试结果是试样断裂前所承受的最大拉力,以N/mm²为单位表示。
根据不同的应用需求,PVC材料的拉伸强度标准也有所不同。
例如,建筑领域需要具有较高拉伸强度的PVC材料,以确保其在建筑结构中的稳定性和安全性。
而在包装领域,PVC材料的拉伸强度要求相对较低,主要是为了保护包装物品,而不是承受重负。
除了拉伸强度标准外,PVC材料还有其他的物理和化学性质标准,如硬度、密度、耐热性、耐腐蚀性等。
这些标准都是为了确保PVC 材料在不同应用中的性能和质量。
PVC拉伸强度标准是评估PVC材料性能的重要指标之一。
了解不同应用领域的需求,选择符合标准的PVC材料,可以确保产品的质
量和安全性。
ISO 527-2塑料拉伸性能测试方法

塑料拉伸性能的测定第二部分:模塑和挤塑塑料的试验条件1 范围1.1GB/T 1040的本部分在第1部分基础上规定了用于测定模塑和挤塑塑料拉伸性能的实验条件。
1.2本部分适合下述范围的材料:----硬质和半硬质的热塑性模塑、挤塑和铸塑材料,除未填冲类型外还包括列入用短纤棒、细棒、小薄片或细粒料填充和增强的复合材料,但不包括纺织纤维增强的复合材料;----硬质和半硬质热固性模塑和铸塑材料,包括填充和增强的复合材料,但不包括纺织纤维增强的复合材料;----热致液晶聚合物。
本部分不适用于纺织纤维增强的复合材料、硬质微孔材料或含有微孔材料夹层结构的材料2.名词和定义见ISO 527-1:2012,章节33原理和方法见ISO 527-1:2012,章节44仪器4.1概述见ISO 527-1:2012,章节5,特别是4.2引伸计4.3测试记录装置5测试样品5.1形状和尺寸只要可能,试样应为如图一所示的1A型和1B型的哑铃型试样,直接模塑的多用途试样选择1A型,机加工试样选择1B型。
关于使用小试样时的规定,见附录A/ISO 20753注:具有4mm厚的IA型和1B型试样分别和ISO 3167规定的A型和B型多用途试样相同。
与ISO 20753的A1和A2也相同5.2试样的制备应按照相关材料规范制备试样,当无规范或无其他规定时,应按ISO293、ISO 294-1,ISO295或者ISO 10724-1以适宜的方法从材料直接压塑制备试样,或按照ISO 2818由压塑或注塑板材经机加工制备试样。
试样所有表面应吴可见裂痕、划痕或其他缺陷。
如果模塑试样存在毛刺应去掉,注意不要损伤模塑表面。
由制件机加工制备试样时应取平面或曲率最小的区域。
除非确实需要,对于增强塑料试样不宜使用机加工来减少厚度,表面经过机加工的试样与未经机加工的试样实验结果不能互相比较。
5.3标线见ISO 527-1:2012,6.35.4检查测试样品见ISO 527-1:2012,6.45.5各向异性5.6测试样数量见ISO 527-1:2012,章节7.6 状态调节见ISO 527-1:2012,章节87 测试过程见ISO 527-1:2012,章节9在测量弹性模量时,1A型、IB型试样的试验速度应为1mm/min,对于小试样见附录A。
ISO527-2塑料-拉伸性能的测定

塑料—拉伸性能的测定第2部分 模塑和挤塑塑料的试验条件ISO 527.2 IDTB.2.1 范围B.2.1.1 本标准根据总则中规定的一般原则,规定定了模塑和挤塑塑料拉伸性能的试验条件。
B.2.1.2 本方法有选择性的适用于下述范围材料;—硬质和半硬质热塑性模塑、挤塑和铸塑材料,包括除未填充型以外的诸如用短纤维、棒、片材或粒料,但不包括纺织纤维(见ISO 527/4和ISO527/5)填充和增强的混合料。
—硬质和半硬质热固性模塑和铸塑材料,包括填充和增强的混合料,但不包括纺织纤维作为增强的材料(见ISO 527/4和ISO527/5);—热致液晶聚合物本方法不适用于用纺织纤维增强的塑料(见ISO 527/4和ISO527/5)、硬质微孔材料或含微孔材料的夹心结构材料。
B.1.3 本方法所用的试样既可以模塑成选定的尺寸;也可以由注塑成型或压塑成型的板材经机械加工切割或冲压而成。
优先选用多用途试样(见ISO 3167/1993 塑料—多用途试样)。
B.2.2 引用标准下列文件中的条款,通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
ISO 37/1997 硫化橡胶——拉伸应力——应变性能的测定ISO 293—1986 塑料——热塑料材料压塑试样ISO 294 塑料——热塑料材料注塑试样ISO 295——1991 塑料——热固料材料注塑试样ISO 527/1——1993 塑料——拉伸性能的测定——第一部分;总则ISO 1926——1979 微孔塑料——硬质材料拉伸性能的测定ISO2818 塑料——用机械加工法制备试样B.2.3 原理见B.1.3条B.2.4 定义见B.1.4中规定的定义B.2.5 设备见B.1.5条B.2.6.1 形状和尺寸只要可能,试样应为图B.2.1所示的1A或1B 样的哑铃形。
ISO 527:2012塑料拉伸性能测试标准解析
ISO 527:2012塑料拉伸性能测试标准解析
彭璟
【期刊名称】《理化检验-物理分册》
【年(卷),期】2018(054)001
【摘要】阐述了ISO 527:2012塑料拉伸性能测试标准的原理、适用范围、术语、定义等内容,并与ISO 527:1993进行了对比.结果表明:相比ISO 527:1993,ISO 527:2012在设备精度要求、试样尺寸要求、测试速率要求等方面进行了较大的修订,在应用不同标准进行塑料拉伸性能测试时应注意区别使用.
【总页数】4页(P43-45,70)
【作者】彭璟
【作者单位】深圳市美信检测技术股份有限公司,深圳 518108
【正文语种】中文
【中图分类】TG115.5+2
【相关文献】
1.陶瓷砖国际标准ISO13006:2012解析 [J], 肖景红;梁柏清;罗喆;刘亚民;袁芳丽;刘有银
2.固体推进剂包覆层拉伸性能测试标准比较 [J], 陈竚;李冬;任黎;曹继平;马亚南
3.塑料拉伸新旧标准(ISO527-1)比对浅析 [J], 郑宁;刘力荣;陈敏剑;黄正安
4.ISO 9712-2012与TSG Z8001-2019标准的主要异同解析 [J], 王森;修博宇
5.不同测试标准下丙纶非织造布拉伸性能对比 [J], 王剑英;姜丽;施燕菲;于立莹
因版权原因,仅展示原文概要,查看原文内容请购买。
100730 ISO 527 拉伸性能(中文版)
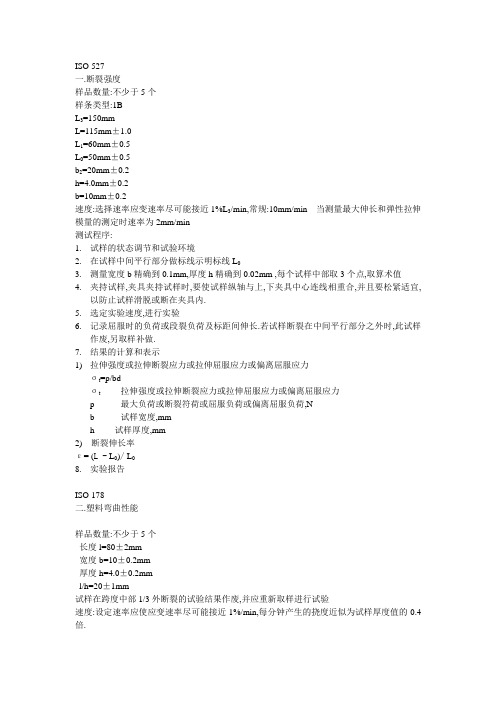
ISO 527一.断裂强度样品数量:不少于5个样条类型:1BL3=150mmL=115mm±1.0L1=60mm±0.5L0=50mm±0.5b2=20mm±0.2h=4.0mm±0.2b=10mm±0.2速度:选择速率应变速率尽可能接近1%L3/min,常规:10mm/min 当测量最大伸长和弹性拉伸模量的测定时速率为2mm/min测试程序:1.试样的状态调节和试验环境2.在试样中间平行部分做标线示明标线L03.测量宽度b精确到0.1mm,厚度h精确到0.02mm ,每个试样中部取3个点,取算术值4.夹持试样,夹具夹持试样时,要使试样纵轴与上,下夹具中心连线相重合,并且要松紧适宜,以防止试样滑脱或断在夹具内.5.选定实验速度,进行实验6.记录屈服时的负荷或段裂负荷及标距间伸长.若试样断裂在中间平行部分之外时,此试样作废,另取样补做.7.结果的计算和表示1)拉伸强度或拉伸断裂应力或拉伸屈服应力或偏离屈服应力σt=p/bdσt-------拉伸强度或拉伸断裂应力或拉伸屈服应力或偏离屈服应力p---------最大负荷或断裂符荷或屈服负荷或偏离屈服负荷,Nb---------试样宽度,mmh-------试样厚度,mm2) 断裂伸长率ε= (L - L0)/ L08.实验报告ISO 178二.塑料弯曲性能样品数量:不少于5个长度l=80±2mm宽度b=10±0.2mm厚度h=4.0±0.2mml/h=20±1mm试样在跨度中部1/3外断裂的试验结果作废,并应重新取样进行试验速度:设定速率应使应变速率尽可能接近1%/min,每分钟产生的挠度近似为试样厚度值的0.4倍.1.试样的状态调节和试验环境2.测量试样的中部的宽度b,精确到0.1mm:厚h精确到0.01mm,计算一组试样厚度的平均值H,剔除厚度超过平均厚度允差±0.5%的试样,并用随机选取的试样来代替.3.调节跨度L,使符合L=(16±1)H4.选定实验速度,推荐试样的试验速度为2mm/min5.把试样对称地放在两个支座上,并于跨度中心施加力.6.记录试验过程中施加的力和相应的挠度,7.结果计算的确表示1)弯曲应力σfσf=3FL/2bh2F-------施加的力,NL-------跨度,mmb-------试样宽度,mmh-------试样厚度,mm2)弯曲模量对于弯曲模量的测量,先根据给定的弯曲应变εf1=0.0005和εf2=0.0025,计算相应的挠度s1和s2S=εf L2/6h弯曲模量Ef(MPa)Ef=(σf2-σf1)/( εf2-εf1)三.ISO179-1/1 e A简支梁冲击强度样品数量不少于10个l=80±2mmb=10.0±0.2mmh=4.0±0.2mmL=62(0.0~0.5mm)样品的确类型type1 侧向冲击缺口的类型type A r=0.25±0.05mm b=8.0±0.2mmtype B r=1.0±0.05mm b=8.0±0.2mmtype C r=0.10±0.02mm b=8.0±0.2mm1.在23℃和50%条件下至少放置16小时.2.测量厚度h和宽度b精确到0.02mm,缺口试样的剩余b,精确到0.02mm.3.检查试验机是否有规定的冲击速度和正确的能量范围,破断试样吸收的能量在摆锤容量的确10%~80%.若几个摆锤都能满足这些要求时,应选能量最大的摆锤4.调节能量度盘指针零点,使它在摆锤处于起使位置时与主动针接触.5.进行空白实验,记录所测得的摩擦损失6.抬起并锁住摆锤,把试样放在两支撑块上,试样支撑面紧贴在支撑块上,使冲击刀刃对准试样中心,缺口试样刀刃对准缺口背向的中心位置.7.释放摆锤,记录试样所吸收的冲击能量,并对其摩擦损失等进行修正.8.试样可能有四种破坏类型C 完全破坏: 试样断开成两段或多段.H 铰链破坏: 断裂的试样由没有刚性的很薄表皮连在一起的一种不完全破坏.P 部分破坏: 除铰链破坏的确不完全破坏.N 不破坏: 试样不破坏,只是弯曲变形,可能有应力发白的确现象发生.测得的完全破坏铰链破坏的值用以计算平均值.在部分破坏时,如果要求部分破坏的值,则以字母P表示.完全不破坏时以NB表示,不报告数值.9.在同一样品中,如果有部分破坏和完全破坏或铰链破坏时,应报告每种破坏类型的算术平均值.10.结果计算和表示1)无缺口试样简支梁冲击强度a(KJ/㎡)a=E*1000/hbE-------试样吸收的冲击能量,Jb-------试样宽度,mmh-------试样厚度,mm2) 缺口试样简支梁冲击强度a k (KJ/㎡)a=E*1000/hb NE-------试样吸收的冲击能量,Jh-------试样厚度,mmb N----缺口试样剩余宽度,mm.ISO180/A四.悬臂梁冲击样品数量不少于10个l=80±2mmb=10.0±0.2mmh=4.0±0.2mmL=62(0.0~0.5mm)缺口的类型type A r=0.25±0.05mm b=8.0±0.2mmtype B r=1.0±0.05mm b=8.0±0.2mm1.在23℃和50%条件下至少放置16小时2.测量厚度h和宽度b精确到0.02mm,缺口试样的剩余b,精确到0.02mm.3.检查试验机是否有规定的冲击速度和正确的能量范围,破断试样吸收的能量在摆锤容量的确10%~80%.若几个摆锤都能满足这些要求时,应选能量最大的摆锤4.调节能量度盘指针零点,使它在摆锤处于起使位置时与主动针接触..5.进行空白实验,记录所测得的摩擦损失6.抬起并锁住摆锤,把试样放在两支撑块上,试样支撑面紧贴在支撑块上,使冲击刀刃对准试样中心,缺口试样刀刃对准缺口背向的中心位置.7.释放摆锤,记录试样所吸收的冲击能量,并对其摩擦损失等进行修正.8.试样可能有四种破坏类型C 完全破坏: 试样断开成两段或多段.H 铰链破坏: 断裂的试样由没有刚性的很薄表皮连在一起的一种不完全破坏.P 部分破坏: 除铰链破坏的确不完全破坏.N 不破坏: 试样不破坏,只是弯曲变形,可能有应力发白的确现象发生.测得的完全破坏铰链破坏的值用以计算平均值.在部分破坏时,如果要求部分破坏的值,则以字母P表示.完全不破坏时以NB表示,不报告数值.9.在同一样品中,如果有部分破坏和完全破坏或铰链破坏时,应报告每种破坏类型的算术平均值.10.结果计算和表示1)无缺口试样悬臂梁冲击强度a(KJ/㎡)ISO 180/Ua=E*1000/hbE-------试样吸收的冲击能量,Jb-------试样宽度,mmh-------试样厚度,mm2)缺口试样悬臂梁冲击强度a k (KJ/㎡)a=E*1000/hb NE-------试样吸收的冲击能量,Jh-------试样厚度,mmb N----缺口试样剩余宽度,mm五.ISO 75-2:2004负荷变形温度的测定(HDT)A法:1.80MPa弯曲应力B法:0.45MPa弯曲应力C法:8.00MPa弯曲应力试样数量:至少两个l>b>hl=80mmb=10mmh=4mmL=64±1mm对应于不同试样高度的确标准挠度(80mm*10mm*4mm)每次试验开始时,加热装置的温度应低于27℃,试样至少被浸没50mm深,并应装有高效搅拌器.1.对试样支座间的跨度进行检查,如果需要则调节到适当的值.测量并记录该值64±mm,精确到0.5mm.2.将试样放在支座上,使试样长轴垂直与支座.对试样施加计算的负荷,以使试样表面产生规定的弯曲应力.让力作用5min后,将读数调整为零.3.以(120±10)℃/h的均匀速率升高热浴的温度,记下样条初始挠度净增加量达到标准挠度时的温度,即为热变形温度六.ISO306维卡软化温度(VST)的测定A50法-------使用10N的力,加热速率为50℃/hB50法-----使用50N的力,加热速率为50℃/hA120法-------使用10N的力,加热速率为120℃/hB120法-----使用50N的力,加热速率为120℃/h每个试样至少两个,试样厚度为3~6.5mm,边长10mm的正方形或直径10mm的圆形,表面平整,平行,无飞边.1.将试样水平放在未加负荷的确压针头下.压针头离试样边缘不得少于3mm,与仪器底座接触的试样表面应平整.2.将组合件放入加热装置中,启动搅拌器,在每项试验开始时,加热装置的温度应为20~23℃.温度计的水银球或传感器应与试样在同一水平面上,并尽可能靠近试样.3.5min后,压针头处于静止位置,将足量圜吗加到负荷板上.将仪器调零.4.以50℃/h±5℃或120℃/h±10℃的速度匀速升高加热装置的确温度,实验过程中要充分搅拌液体.5.当压针头刺入试样的确深度1mm±0.01mm时,记下传感器测得的油浴温度,即为试样的维卡温度.如果单个试样结果差的范围超过2℃,并用另一组至少两个试样重复进行一次试验.七.ISO 11331.清洗仪器.在开始做一组试验前,要保证料筒在选定温度恒温不少于15min2.根据预先估计的确流动速率,将3~8g样品装入料筒.装料时,用手持装料杆压实样料.装料时应尽可能避免接触空气,并在1min内完成装料过程.如果材料的熔体流动速率高于10g/10min,预热时就要用不加负荷或只加小负荷的活塞,直到4min预热期结束再把负荷改为所需的负荷.当熔体流动速率非常高时,则需要使用口模塞.3.让加负荷的活塞在重力作用下继续下降.当下标线到达料筒顶面时,开始用秒表计时,同时用切断工具切断挤出物并丢弃之.然后收集按一定时间间隔的挤出物切段,以测定挤出速率,每条切断的长度应不短于10mm,最好为10~20mm,标准时间见表.4.当活塞杆的上标线达到料筒顶面时停止切割.丢弃有肉眼可见的气泡的切断.冷却后,将保留下切断(至少3个)一一称量,准确到1mg,计算它们的平均质量.最大和最小之差超过平均值的15%,则舍弃该组数据,并用新样品重新试验.从装料到切断最后一个样条的时间不应超过25min5.结果的计算和表示:MFR,g/10minMFR(θ,m)=600m/tm----切段的平均质量,gt----切段的时间间隔,s结果取2位有效数字表示结果,并记录所使用的试验条件温度和负荷.八.ISO2039-2塑料洛氏硬度试验方法标准试样厚度应不小于6MM,试样大小应保证能在试样的同一表面上进行5个点的测量.每个测点中心距离以及到试样边缘均不得小于10mm1.根据材料软硬选择适宜的标尺,尽可能使洛氏硬度值处于50~115之间,如果一种材料可以用两种标尺进行实验时,则选用较小值的标尺.相同材料应选用同一标尺.2.把试样置于工作台上,旋转丝杠手轮,使试样慢慢无冲击地与压头接触,直至硬度指示器短指针指于零点,长指针垂直向上指向B30(CO)处,此时已施加98.07N的处试验力.长指针偏移不得超过+-5个分度值.若超过此范围不得倒转,应改换测点位置重做.3.调节硬度指示器,使长指针对准B30,再于10S内平稳地施加主试验力并保持15S,然后再平稳地卸除主试验力,经15S时读取长指针所指的B尺数据,准确到标尺的分度值.4.反方向旋转升降丝杠手轮,使工作台下降,更换测试点.5.结果的表示洛氏硬度值用前缀字母标尺及数字表示.HRM70则表示用M标尺测定的洛氏硬度值为70.九.ISO 1183-1密度的测试样品10g左右,精确到0.1mg介质温度23±2℃1.先检查电子天平的水平2.打开电子天平ON/OFF开关,等显示屏出现0.000g时进行下一步操作3.选定介质,一般用水或无水乙醇4.测量水的温度,并输入温度5.把所测的样品放在称重杆的上部称出干重,精确到0.1mg6. 把所测的样品放在称重杆的下部称出湿重, 精确到0.1mg,试样上端距液面不小于10mm 试样表面不能粘附空气泡.7. 用公式密度=干重*介质密度/(干重-湿重)8. 介质密度=(干重-湿重)/体积9. 测完后,把各个配件放回原处,关掉天平.十.ISO3451-4塑料灰分的测试1.把坩埚放在马福炉内,在试验温度下加热至恒重.放入干燥器内至少1h,使其冷却至室温,并在分析天平上称重,准确至0.1mg2.将试样放入已知质量的坩埚中,称重,准确至0.1mg3.把坩埚放入已预热至规定温度的马福炉内,煅烧0.5h.4.把坩埚放入干燥器内1h,使其冷却至室温,并在分析天平上称重,准确至0.1mg5.在相同条件下,每次再煅烧0.5h,直至恒重,即相继二次称重结果之差不大于0.5mg.6.结果表示m1*100/m 27.试样量所取的试样量要足够产生5~50MG的灰分.十一ISO 62吸水性的测试试样:直径50±1mm,厚3±0.2mm的圆片.三个样品1.将试样放入50±2℃烘箱中24±1h,然后在干燥器内冷却至室温,称量每个试样,精确至1mg(质量m1).将试样放入盛有蒸馏水的容器中,水温控制在23±0.5℃或23±2℃2.浸泡24±1h后,取出试样,用清洁干布或滤纸迅速摖去试样表面的水,再次称量每个试样,精确至1mg(质量m2).试样从水中取出到称量完毕必须在1min内完成.3. 计算结果(%)W= (m2- m1)/ m1十二UL94阻燃等级.HB的评定:本试验采用长125±5mm,宽13.0±0.5mm,最大厚度13.0mm,最小厚度3.0mm的小条状试样。
塑料拉伸强度测量不确定度
u rel
2 2 2 2 2 2 c F u rel ( F ) c d u rel ( d ) c b u rel ( b )
式中,各输入量的灵敏系数分别为cP=1,cd=-1和cb=-1。
四、标准不确定度分量的评定
1.试验重复性引入的不确定度即不确定度的A类评定 试验重复性所引入的标准不确定度分量u(σ i)σ 这可通过连续测量得到观测列,而采用A类方法进行评定。 平均值:
2.3.2平头千分尺分辨率引入不确定度
u (d 2 )
试样宽度测量引入不确定度
1m 2 3
0.288 m
u (b)
相对不确定度
u (b1 ) u (b 2 )
2
2
0.407 m
u rel (b)
0.407 0.004% 10000
综上所述,复合标准不确定度
t
2 1 . 4 MPa
U 0 . 33 M 时间:
u 2 rel
转换为绝对不确定度
2 2 2 2 2 2 c F u rel ( F ) c d u rel ( d ) c b u rel (b ) 0 .61 %
u 2 rel ( t ) t u 2 rel 21 .36 0 .61 % 0 .13 MPa
t
1 i n i 1
单次测量标准偏差
S1
(
n
)2
n 1
表1 塑料拉伸强度测量值和计算值 序号 单位 1 2 3 4 5 6 7 8 9 10 ave. S(σ t) 标准不确定度为: 宽度b 厚度d mm 3.86 3.86 3.87 3.87 3.86 3.86 3.88 3.85 3.86 3.85 3.86 0.32 拉伸破断力 N 833.14 831.25 822.84 816.96 802.49 829.51 827.99 808.50 844.95 830.45 824.81 拉伸强度σ Mpa 21.58 21.54 21.26 21.11 20.79 21.49 21.34 21.00 21.89 21.57 21.36
塑料拉伸强度iso527测试方法

塑料拉伸强度iso527测试方法塑料拉伸强度ISO527测试方法一、引言塑料是一种常见的材料,具有广泛的应用领域。
在使用塑料制品时,我们经常关注其拉伸强度,这是衡量塑料材料抵抗拉伸力的能力的重要指标。
为了准确测量塑料的拉伸强度,国际标准化组织(ISO)制定了ISO527测试方法,本文将对该测试方法进行详细介绍。
二、ISO527测试方法的基本原理ISO527测试方法是基于拉伸试验原理进行的。
在测试中,首先将塑料样品制成标准的试样形状,然后将试样夹紧在拉伸试验机上,施加拉伸力使试样发生断裂。
通过测量试样断裂前后的尺寸变化,可以计算出塑料的拉伸强度。
三、ISO527测试方法的步骤1. 试样制备:根据ISO527标准规定的尺寸要求,将塑料样品切割成标准的试样形状。
试样应具有平整的表面和一致的尺寸。
2. 试样夹紧:将试样夹紧在拉伸试验机的夹具上。
夹具的设计应符合ISO527标准的要求,确保试样能够均匀受力。
3. 施加拉伸力:启动拉伸试验机,施加逐渐增加的拉伸力,直至试样发生断裂。
拉伸速率应符合ISO527标准规定的要求。
4. 记录数据:在拉伸试验过程中,可以记录试样的拉伸力和伸长量,以及试样断裂时的尺寸和形态。
这些数据将用于后续的计算和分析。
5. 数据处理:根据试样断裂前后的尺寸变化,可以计算出试样的拉伸强度。
通常使用标准的公式或计算软件进行计算,确保结果的准确性。
四、ISO527测试方法的注意事项1. 样品选择:选择符合ISO527标准要求的原材料样品进行测试,确保测试结果的可靠性。
2. 试样制备:试样的制备应仔细进行,确保试样的尺寸和形状符合ISO527标准的要求。
3. 试验条件:测试时应严格按照ISO527标准规定的条件进行,包括拉伸速率、温度和湿度等。
4. 仪器校准:拉伸试验机和测量设备应定期进行校准,以确保测试结果的准确性和可重复性。
五、ISO527测试方法的应用范围ISO527测试方法适用于各种类型的塑料材料,包括热塑性塑料、热固性塑料和弹性体等。
工程塑料的高速拉伸测试
3】姚贵升车身用钢板的抗碰擅性能[J】汽车工艺与材料.2∞6
(8){15
4]张必文.何磋新高速拉伸试验机快遘加葡方法评连【J]试验 技术与试验机.1988(6):2
工程塑料的高速拉伸测试
作者: 作者单位:
陈广强, 杜砚文, 张淋图 上海金玺实验室有限公司,上海 201700
本文链接:/Conference_7591649.aspx
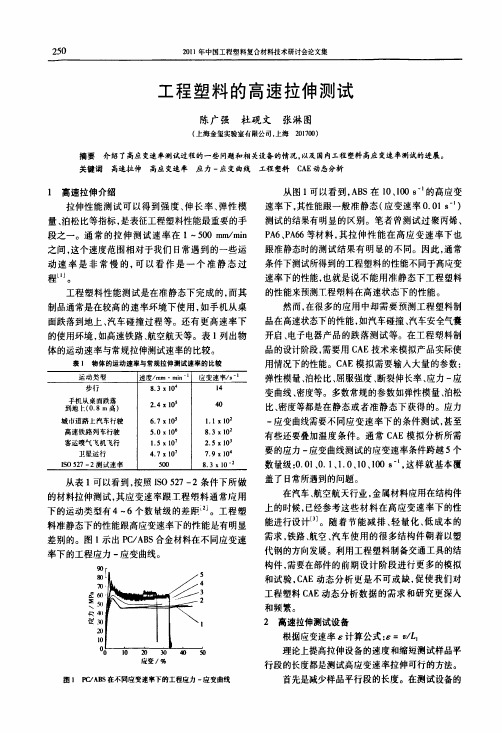
提高应变速率的另外一个途径就是提高测试设 备的拉伸速度。现有的万能试验机都是电机驱动, 通过丝杠减速。通过调整丝杠的减速比例,万能试 验机理论上可以做到很高的拉伸速度。但实际存在 一个问题,就是拉伸过程开始阶段拉伸速度从0达 到设定速度是需要一段时间的。图2就是万能试验 机的一个拉伸测试过程中横梁速率和应力对应于时 间的曲线。测试过程设定的横梁速率是1800 mm/ rain,样品平行段尺寸是30 mm.计算出应变速率是 1 8。横粱从0提高到1800 mm/min所用时间大 概是0 1s,如果是更高的速率别需要更多的时间。 在1800 mm/min的横梁位移速率下,整个拉伸测试 过程大概3 s完成.弹性段的测试时间小于0 1 s。 相对于整个测试过程,0 1 s只是很短的一段时间, 但是在这个时间段内样品已经完成了弹性形变过 程。而对于10、100 s。1的测试,整个测试过程都少 于0 l s。也就是说,即使是现有的万能试验机的横 粱速度能够达到高应变速率下的要求,测试过程在 达到设定的速率之前已经结束,实际的测试结果并 不是在设定速率之下完成的。
60 50
l 40
、30 理∞
10
时间/一 圉2[800mm/min拉抻速率T建率一时问曲线
和应力一时闻曲线№较
对于如何保证拉伸测试过程的高速率,张兴文 等”1有详细的总结:(1)火药爆炸冲击式;(2)气一 气加荷式;(3)飞轮储能式;(4)气一液加荷式;(5) 电液伺服式。对于小于1000 8“的应变速率,使用 电液伺服式的设备较成熟。图3是电液伺服式高速 拉伸设备的原理示意图。
iso527-2塑料拉伸性能测试方法

塑料拉伸性能的测定第二部分:模塑和挤塑塑料的试验条件1 范围T 1040的本部分在第1部分基础上规定了用于测定模塑和挤塑塑料拉伸性能的实验条件。
本部分适合下述范围的材料:----硬质和半硬质的热塑性模塑、挤塑和铸塑材料,除未填冲类型外还包括列入用短纤棒、细棒、小薄片或细粒料填充和增强的复合材料,但不包括纺织纤维增强的复合材料; ----硬质和半硬质热固性模塑和铸塑材料,包括填充和增强的复合材料,但不包括纺织纤维增强的复合材料;----热致液晶聚合物。
本部分不适用于纺织纤维增强的复合材料、硬质微孔材料或含有微孔材料夹层结构的材料2.名词和定义见ISO 527-1:2012,章节33原理和方法见ISO 527-1:2012,章节44仪器概述见ISO 527-1:2012,章节5,特别是5.1.1致引伸计测试记录装置5测试样品形状和尺寸只要可能,试样应为如图一所示的1A型和1B型的哑铃型试样,直接模塑的多用途试样选择1A型,机加工试样选择1B型。
关于使用小试样时的规定,见附录A/ISO 20753注:具有4mm厚的IA型和1B型试样分别和ISO 3167规定的A型和B型多用途试样相同。
与ISO 20753的A1和A2也相同试样的制备应按照相关材料规范制备试样,当无规范或无其他规定时,应按ISO293、ISO 294-1,ISO295或者ISO 10724-1以适宜的方法从材料直接压塑制备试样,或按照ISO 2818由压塑或注塑板材经机加工制备试样。
试样所有表面应吴可见裂痕、划痕或其他缺陷。
如果模塑试样存在毛刺应去掉,注意不要损伤模塑表面。
由制件机加工制备试样时应取平面或曲率最小的区域。
除非确实需要,对于增强塑料试样不宜使用机加工来减少厚度,表面经过机加工的试样与未经机加工的试样实验结果不能互相比较。
标线见ISO 527-1:2012,检查测试样品见ISO 527-1:2012,各向异性测试样数量见 ISO 527-1:2012,章节7.6 状态调节见 ISO 527-1:2012,章节87 测试过程见 ISO 527-1:2012,章节9在测量弹性模量时,1A型、IB型试样的试验速度应为1mm/min,对于小试样见附录A。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料拉伸性能的测定
第二部分:模塑和挤塑塑料的试验条件
1 范围
1.1GB/T 1040的本部分在第1部分基础上规定了用于测定模塑和挤塑塑料拉伸性能的实验条件。
1.2本部分适合下述范围的材料:
----硬质和半硬质的热塑性模塑、挤塑和铸塑材料,除未填冲类型外还包括列入用短纤棒、细棒、小薄片或细粒料填充和增强的复合材料,但不包括纺织纤维增强的复合材料;
----硬质和半硬质热固性模塑和铸塑材料,包括填充和增强的复合材料,但不包括纺织纤维增强的复合材料;
----热致液晶聚合物。
本部分不适用于纺织纤维增强的复合材料、硬质微孔材料或含有微孔材料夹层结构的材料2.名词和定义
见ISO 527-1:2012,章节3
3原理和方法
见ISO 527-1:2012,章节4
4仪器
4.1概述
见ISO 527-1:2012,章节5,特别是
4.2引伸计
4.3测试记录装置
5测试样品
5.1形状和尺寸
只要可能,试样应为如图一所示的1A型和1B型的哑铃型试样,直接模塑的多用途试样选择1A型,机加工试样选择1B型。
关于使用小试样时的规定,见附录A/ISO 20753
注:具有4mm厚的IA型和1B型试样分别和ISO 3167规定的A型和B型多用途试样相同。
与ISO 20753的A1和A2也相同
5.2试样的制备
应按照相关材料规范制备试样,当无规范或无其他规定时,应按ISO293、ISO 294-1,ISO295或者ISO 10724-1以适宜的方法从材料直接压塑制备试样,或按照ISO 2818由压塑或注塑板材经机加工制备试样。
试样所有表面应吴可见裂痕、划痕或其他缺陷。
如果模塑试样存在毛刺应去掉,注意不要损伤模塑表面。
由制件机加工制备试样时应取平面或曲率最小的区域。
除非确实需要,对于增强塑料试样不宜使用机加工来减少厚度,表面经过机加工的试样与未经机加工的试样实验结果不能互相比较。
5.3标线
见ISO 527-1:2012,6.3
5.4检查测试样品
见ISO 527-1:2012,6.4
5.5各向异性
5.6测试样数量
见ISO 527-1:2012,章节7.
6 状态调节
见ISO 527-1:2012,章节8
7 测试过程
见ISO 527-1:2012,章节9
在测量弹性模量时,1A型、IB型试样的试验速度应为1mm/min,对于小试样见附录A。
8结果计算和表示
见ISO 527-1:2012,章节10
9精确度
见附录B
10实验报告
试验报告应包扩一下内容:
a)注明引用ISO 527的本部分,包括试样类型和试验速度,并按下列方式表示;
附录A
(规范性附录)
小试样
由于某些原因不能使用1型标准试样时,可使用1BA型、1BB型(见图A.1和表A.1),5A或5B型(见图A.2和表A.2)。
当需要测量模量时,试验速度应为1mm/min。
用小试样测量模量在技术上可能是困难的,应为标距长度小,试验时间短。
由小试样获得的结果与用1型试样获得的结果不可比较。