镁合金手机支架制程工艺
(工艺技术)手机金属部件设计及制造工艺

手机金属部件设计及制造工艺1.1 前言金属部件在手机结构设计中发挥越来越大的作用.某些手机的翻盖上壳采用的是铝合金冲压成形再进行阳极氧化的制造工艺而翻盖下壳则是采用镁合金射铸工艺成型,由于金属的强度较高,因此可以实现塑件无法实现的结构。
本章将介绍目前手机中常用的金属部件的结构设计及其制造工艺。
1.2 镁合金成型工艺在手机结构件中,镁合金由于其重量轻,强度高等特点已大量的被采用。
镁合金零件目前主要采用压铸(die-casting)和半固态射铸法(thixomolding)进行生产。
本节主要介绍镁合金压铸工艺和半固态射铸工艺特点及设计注意事项。
1.2.1 镁合金压铸工艺压铸机通常分为热室(hot-chamber)的与冷室的(cold-chamber)两类。
前者的优点是:模具中积流的残料少,铸件表面平整,内部气孔、疏松少,但设备维护费较高。
镁合金熔体对钢的浸蚀并不特别严重,因此,除采用热室压铸机制造零部件外,也可选用冷室压铸机。
通常,可根据零部件大小与铸件特性来选择压铸工艺。
如铸造大的与较大的汽车零件;若压铸机的压力较小,则只好用冷室压铸;若压铸机较多,大中小结构搭配合理,还是宜选用热室压铸法。
而铸造轻薄的3C(笔记本电脑,照相机,摄像机)机壳零部件与自动控制阀的细小零件,则可选热室压铸工艺,因其压铸速度快,成品率也较高(此处成品率=铸件质量/所消耗的熔体质量)。
1.2.2 镁合金半固态射铸工艺半固态射铸是美国道化学公司(Dow chemical Co.0)开发的一种高新技术,在工业发达国家是一项成熟的工艺,在我国台湾省此项技术已趋于成熟。
我国此项技术已经开始进入生产阶段,但是模具国内仍然无法自主设计和开发。
它的制造原理是将镁合金粒料吸入料管中,加热的同时通过螺杆的高速运转产生触变现象,射出时以层流的方式充填模具,形成结构致密的产品。
如图5-1所示为镁合金半固态射铸系统示意图。
图5-1 镁合金半固态射铸系统示意图镁合金半固态射铸法的优点是:1.零件表面质量高,低气孔率,高致密性,抗腐蚀性能优良;2.可铸造壁厚薄达0.7~0.8mm的轻薄件,尺寸精度高,稳定性好;3.强度高,刚性好;4.不需要熔炼炉,不但安全性高、劳动环境好而且不产生热公害;5.不使用对臭氧层有严重破坏作用的六氟化硫气体,不会形成重金属残渣污染;6.铸件收缩量小;7.铸件的表面良品率高,可达50%或更高些,此处所说的良品是压铸工序无表面缺陷的。
镁合金手机支架制程工艺(课堂PPT)
2) 水点---现象:产品表面有凸出的水泡. 原因:素材前处理时有水珠遗留在表面.
3) 油污---现象:产品表面凹陷,有凹陷的手感. 原因:来料素材上有油污.
4) 应力痕---现象:产品表面有一片颜色与其部位不同. 原因:来料素材本身内部有缺陷
外观质感和颜色
1) 使工件表面得到均匀粗化,并形成哑光效果. 2) 消除工件表面缺陷,细化表面结构,并有良好的手感. 3) 具良好的防滑效果,可增加与其它膜层的结合.
喷砂来料
不锈钢、铁、铜、铝、钛等不同金属及其合金材料,均可使用
11
镭雕
一、概述
钻石雕刻是在装有钻石刀具的刀盘高速转时,使带着产品的工作载台匀速行至高速旋 转的钻石刀具的下方,通过刀具对产品表面的高速铣削,而实现刀具对工件进行图纹加工 的过程. 鉆石雕刻技朮变化多样,除表面直线纹雕刻之外,还有圈纹雕刻、亮面倒角、3D 雕刻等,可使零件外观千变万化,光亮夺目,具有广泛的应用前景
一.研磨来料
钢铁、铜、铝、锌、钛、金、银及其合金
9
拋光 Mechanical Polishing(MP)
一. 概述
机械打磨是指在布轮上涂润滑膏后,将产品与高速旋转的布轮摩擦产生高温,使产 品表面产生轻度塑性变形﹐从而得到平整﹑光滑表面的工艺过程. 机械打磨处理 可以去除材料表面之缺陷(刀痕、磨纹、压印、毛刺、尖棱等), 适合做为阳极处 理、化学蚀刻、五金电镀或真空镀膜等工艺的前处理.
5) 凹陷---现象:产品表面有凹陷. 原因:来料素材本身有凹陷
6) 碰伤---现象:产品表面有缺陷. 原因:产品被碰伤.
7) 擦花---现象:产品表面有擦痕. 原因:下挂产品时产品被擦伤.
镁合金锻造工艺流程(一)
镁合金锻造工艺流程(一)镁合金锻造工艺流程(一)(1)坯料准备镁合金锻造用的原材料有铸锭和挤压毛坯。
为了保证毛坯在锻造时具有较高塑性以及保证成品零件具有必要的力学性能,大多数情况下都采用挤压毛坯。
在锻造大型模锻件时,由于采用大截面的挤压毛坯有困难,才采用铸锭作为锻造毛坯。
目前镁合金铸锭多采用半连续浇注的方法制造。
半连续浇注由于结晶速度高,铸锭的结晶组织比较均匀,柱状晶区域不大,铸锭中化学成分均匀,氧化膜和夹杂少。
此外,铸锭的补缩条件好,中心没有疏松,因此沿整个橫截面都具有较高的塑性。
镁合金铸锭宏观组织的均匀程度还与合金中所含合金元素种类和含量有关,例如,镁锰系合金(MB1 MB8)在铸锭结晶时,形成柱状晶和粗大结晶组织的倾向性较大,对MG-CE系合金(MB14)而言,CE和MG形成高熔点的金属间化合物MG9CE,细小分散的MG9CE 质点可作为结晶时的核心而细化晶粒,并在晶界上起着阻碍柱状晶长大的作用,从而柱状晶区域不大且结晶组织均匀。
镁合金中所含的氯化物,氧化物和氮化物等非金属夹杂,会使金属完整性受到局部破坏,降低合金的塑性,并在半成品锻件和模锻件中形成缺陷,另外,镁合金具有吸氢特性,在熔炼和浇注时,镁合金中有大量溶解的氢气随着铸锭缓慢冷却而析出,导致铸锭内形成气泡,大大降低合金的力学性能,特别是伸长率和断面收缩率,因此,为了保证镁合金铸锭的质量,除了用半连续浇注的方法外,还必须严格控制熔炼和浇注条件。
镁合金挤压坯料的各向异性较铝合金的严重,为了获得力学性能均匀的锻件,应尽可能减少挤压坯料力学性能各向异性,并在锻造过程中采用“十字”锻造法,使毛坯交替地进行镦粗和拔长,调整毛坯中的晶体取向,使各个方向力学性能均匀。
镁合金下料可在圆盘锯或车床上进行,而不宜采用剪床下料,以防在切口处形成裂纹,除了MB2 MB15外,一般不推荐在热态下剁切,铸锭在锻造前应进行表面机械加工,对坯料或棒料也应检查并消除表面缺陷,以防在锻造中开裂,MB15挤压棒中常有粗晶环,锻前应进行扒皮,由于镁屑易燃,下料速度应缓慢,切削时不用润滑剂和冷却液,以防镁屑燃烧和毛坯受到腐蚀,切屑要单独存放,工作场地要清洁,以防爆炸。
一种可降解镁合金介入支架的制备方法[发明专利]
![一种可降解镁合金介入支架的制备方法[发明专利]](https://img.taocdn.com/s3/m/c935d08ef5335a8103d22007.png)
专利名称:一种可降解镁合金介入支架的制备方法专利类型:发明专利
发明人:刘春潮,于振涛,余森,韩建业,牛金龙,袁思波申请号:CN201210543704.4
申请日:20121208
公开号:CN102973342A
公开日:
20130320
专利内容由知识产权出版社提供
摘要:本发明公开了一种可降解镁合金介入支架的制备方法,该方法包括以下步骤:一、镁合金毛细管选择;二、激光雕刻成型;三、去渣处理;四、一次喷砂处理,且喷砂处理后放入呈弱酸性的清洗剂中超声清洗3min~10min后真空干燥;五、热处理:采用真空炉或在氩气保护下采用热处理炉进行热处理,热处理时间为5min~20min,热处理温度为200℃~400℃;六、二次喷砂处理,且喷砂处理后放入呈弱酸性的清洗剂中超声清洗3min~10min后真空干燥;七、电解抛光处理。
本发明方法步骤简单、设计合理、实现方便且使用效果好,能有效避免支架在加工过程中发生氧化,并且所制备介入支架的尺寸精度高、表面光洁度高且力学性能优良。
申请人:西北有色金属研究院
地址:710016 陕西省西安市未央路96号
国籍:CN
代理机构:西安创知专利事务所
代理人:谭文琰
更多信息请下载全文后查看。
镁合金 成型工艺

镁合金成型工艺
镁合金是一种重要的轻质结构材料,在日常生活中广泛应用。
镁
合金的成型工艺有许多种,以下是其中的一些常见方法:
1. 压铸成型:将镁合金加热至一定温度后,以高压将熔化的合
金注入模具中,待冷却后从模具中取出即可得到所需要的形状。
2. 等静压成型:通过在一定温度和压力下,将镁合金粉末压制
成所需形状的方法。
该方法可以得到高密度、强度均匀的镁合金制品。
3. 挤压成型:将镁合金加热至一定温度后,采用金属棒进给的
方式,将合金挤出成所需的形状,然后通过冷却、切割等工艺得到最
终制品。
4. 热压成型:将镁合金加热至一定温度后,采用高压将其压制
成所需形状的方法。
该方法可以得到高强度、高精度的镁合金制品,
常用于制造高要求的航空航天零部件。
以上是一些常见的镁合金成型工艺,具体选用何种方法需根据所
需要的材料强度、形状等要素综合考虑。
镁合金制程详解

噴面漆 保護作用
面漆噴塗
1.按照標准參數表上要求把噴槍設定到預定參數. 2.把噴槍調到最佳噴塗狀態. 3.保証塗膜均勻到位.
流平
1.流平間溫度要適中﹐溫度太高和太低都會改變溶劑揮發 速度影響流平效果.
乾燥面漆 PU漆
二者選一 乾燥面漆 UV漆
面漆烘烤
1.按照標准參數表上要求把烤爐設定到規定溫度. 2.塗膜要烤干﹐否則會影響耐磨﹑硬度等性能測試.
射出機
機加主要生產制程
沖模
上下沖並含側沖
側沖滑塊
機加
機加
機加
簡介
• 化成這一製程主要是讓鎂鋁工件於表面上生成一層皮膜(氧化鎂) 主要用途有三: 1.可增加工件的耐蝕能力 2.增加成品防磁波的能力 3.增加與漆的密著度 此一製程約花70分鐘完成,每約隔十分鐘中會有新的一籠物料開始進行化成 化成處理可分為酪酸處理與非酪酸處理(磷酸鹽與釩酸鹽法,過錳酸鉀法)
二. 工藝流程
壓鑄成型
1) 2) 預熱:除去鎂合金水份,在密封狀態下不會因大量的水蒸氣而引起爆炸,適用于大件(電腦機 殼…),小件(手機前蓋…)不需要預熱 壓鑄成型:鎂合金高溫熔融﹐高壓鑄塑成型. 粗沖 –– 去毛邊﹑打孔 精沖(CNC銑床)–– 整形﹐銑凹槽 研磨 1) 磁力研磨 –– 優點:不會使產品變形 2) 震動研磨 –– 優點:產量大 3) 手工研磨 –– 沙紙打磨 刮刀 1) 手工用刀片刮除產品多余部分
制程特性
1) 2) 產品電鍍層均勻分布 防止產品導電
二. 工藝流程
產品表面清潔 去靜電
噴底漆
UV,透明無色,吸附VM
1.5H
烘烤底漆
噴中漆
烘烤中漆
上色
VM 真空鍍膜
電鍍
镁合金制作流程

由于镁合金有质轻,导热性好,抗变形强,优良 的EMI屏蔽等特性,被广泛应用于手机平板等行业, 在内嵌件方面大有逐渐取代钢片,锌合金等内嵌件的趋势
2
2
1.镁合金件生产制造工艺流程
A
A B C D E F
B
C
D
E
F
G
G H I J K L
H
I
J
K
L
镁合金压铸件成型 镁合金压铸件成型后切水口 镁合金压铸件水口二次冲切 镁合金压铸件CNC加工 镁合金压铸件去毛边 镁合金压铸件机加工攻牙
镁合金压铸件钝化 镁合金压铸件喷油 镁合金压铸件镭雕 镁合金压铸件整形 镁合金压铸件检验 镁合金压铸件出货
3
3
A
镁合金压铸成型
目前此压铸机台315吨,单机台价格500w人民币左右,压铸件成 型后良品变形量在0.2mm左右,水口方式一般为大扇形胶口,侧 向单向进胶,胶口厚度0.6mm~1.0mm,成型条件对胶厚 的要求为大面0.6mm以上,局部0.4mm以上。
13
J
镁合金检验
14
14
K
镁合金打包出货
15
15
16
16
压铸机台
压铸机台
4
压铸料棒
4
B
镁合金成型后切水口
压铸成型后毛坯件转冲床冲切水口
压铸件侧水口
1.冲切水口必须要 有对应的治具
压铸毛坯件 5
5
C
镁合金进行二次冲切
压铸成型后毛坯件转冲床冲切辅助水口
辅助水口 冲切 6
冲切后半 成品
6
D
镁合金CNC加工
CNC加工范畴有:卡扣,沉台,钻孔,攻牙
卡扣加工
镁合金加工工艺流程

镁合金加工工艺流程cloneany 发表于 2006-1-27 12:42:001. 认识镁合金一.重量轻,强度佳。
镁合金的强度是塑胶的二倍,因此以超薄型(厚度在2。
54mm以下)笔记本电脑为例,要让外壳达到一定的强度,镁合金的厚只要1mm,但是塑胶壳则必须做成2mm厚。
因此以同样强度的机壳而言,镁合金的重量不但不比塑胶重,甚至可能更轻;二.散热佳,防电磁波。
镁合金的耐热性,散热性及电磁波遮蔽效果,三者俱佳,可减少资讯产品因过热而死机的频率。
不仅如此,它耐腐蚀的能力也居所有轻金属材料(铝,镁,钛)之首;三.可回收,符合环保趋势。
塑胶无法回收,但镁合金是可回收后再后的轻金属。
近年来许多先进国家已对资讯产品制定一定的回收率的法规,由此可见,未来将会有更多的3C产品采用镁合金材料。
当“轻薄短小”变成资讯及3C产品的发展趋势时,镁合金产业也成了当红原子弹,将来也极有可能取代塑胶原料,成为资讯产品的标准机壳原材料。
镁合金应用于3C产品起始于日本。
1998年,日本厂商开始在各种可携式产品(如PDA,NB,手机)采用镁合金材质。
2.产品特性一.镁合金材料简介:根据美国金属协会(ASM)定义轻金属材料为铝、镁、钛三种金属及其合金。
而根据这三种轻金属的材料特性来分析,可发现轻合金材料具有制震性强、机械加工性优,且具回收性、轻量化/省能化、防EMI、耐蚀性佳、工程作业性佳、设计弹性化(一体型零件/快速制造、组装、拆解回收;具多样性之制程及表面处理应用技术)、高质感/时尚感等,而广泛用于运输工具、航天、国防、石化、能源、包装、信息电子与营建业等;特别是镁合金方面,由于比重低(质轻,镁合金比重仅1.8,已经接近工程塑料1.2-1.7)且强度足(质硬),加上加工性优、质感佳与热传导快(散热佳优于铝、钛),不仅已经逐渐取代工程塑料,同时且替代原有铝合金产品,而广泛应用于笔记性计算机、PDA、手机等携带式装置(Hand-Held),据了解2000年已有1/3左右笔记型计算机改用镁合金背板与框架,显示该产品所具有的潜力。
镁合金手机支架制程工艺 预览
镁合金手机支架 制程工 艺.
谢谢
产品特性
1) 轻量化,比重1.7,仅铁的1/4,铝的2/3,与塑胶相近. 2) 强度高、刚性佳,优于铁、铝. 3) 极佳防震性、耐冲击、耐磨耗性良好. 4) 优良热传导性,改善电子产品散热问题. 5) 非磁性金属,抗电磁波干扰,电磁遮蔽性佳(EMI). 6) 金属材质,成品外观美丽,质感佳. 7) 无可燃性(燃点427℃) • 材料可回收,符合环保法规. • 尺寸稳定,收缩率小,不易因环境温度变化而改变.
外观质感和颜色
1) 使工件表面得到均匀粗化,并形成哑光效果. 2) 消除工件表面缺陷,细化表面结构,并有良好的手感. 3) 具良好的防滑效果,可增加与其它膜层的结合.
喷砂来料
不锈钢
一、概述
钻石雕刻是在装有钻石刀具的刀盘高速转时,使带着产品的工作载台匀速行至高速旋 转的钻石刀具的下方,通过刀具对产品表面的高速铣削,而实现刀具对工件进行图纹加工 的过程. 鉆石雕刻技朮变化多样,除表面直线纹雕刻之外,还有圈纹雕刻、亮面倒角、3D雕 刻等,可使零件外观千变万化,光亮夺目,具有广泛的应用前景
镁合金手机支架制程工艺简介
概述
压铸成型
利用镁合金原料受热后成为熔融状的流体,在高压、高速条件下将熔化的镁合金注入 到预先设计好的紧闭模腔,经冷却带走热量,使镁合金硬化成型的一种精密铸造方法, 其 最终产品是压铸件.
机加概述
粗加工,起到整形去毛边的作用.
化成概述
镁合金暴露在空气中会氧化﹐将镁合金产品化学处理﹐在表面形成防氧化保护膜,可 避免氧化.
成型法比较
比较项目
原料 温度控制 铸造速度 溶解管理 射出压力 机器操作
镁合金产品射出工艺流程
镁合金产品射出工艺流程一、原料准备。
咱先得把镁合金原料准备好呀。
这镁合金可不是随随便便拿过来就能用的。
要选择质量好的镁合金,就像挑选水果一样,得挑新鲜又饱满的。
而且在使用之前,还得对原料进行一些处理呢。
比如说要确保原料的纯度,把里面可能含有的杂质尽可能地去除掉。
这就好比是给镁合金来一场大扫除,让它干干净净地进入到下一个流程。
二、模具安装。
接下来就是模具安装啦。
这个模具可重要啦,它就像是镁合金要住进去的小房子一样。
安装模具的时候,得小心翼翼的,要保证模具安装得稳稳当当,没有一点歪歪扭扭的情况。
要是模具没安好,那后面射出的镁合金产品可就会出问题啦,可能会长得歪瓜裂枣的呢。
安装的师傅们就像一个个巧手的工匠,把模具这个小房子打造得完美无缺,为镁合金产品打造一个舒适又合适的空间。
三、加热熔化。
然后就到了加热熔化的环节喽。
把镁合金原料放到专门的加热设备里,就像把小冰块放到火上烤一样,让镁合金慢慢熔化。
这个过程得控制好温度呢,温度不能太高也不能太低。
太高了的话,镁合金可能会被烧糊啦,就像做饭的时候火太大把菜烧焦了一样。
太低呢,又化不完全,就像冰块只化了一半。
所以加热的时候得时刻盯着温度,就像盯着自己心爱的小宠物一样,一刻也不能放松。
四、射出操作。
再之后就是射出操作啦。
熔化好的镁合金就像一股热流,被注射到已经安装好的模具里。
这个时候的压力也要控制得刚刚好,就像给气球打气一样,气打得太多,气球会爆,打得太少,气球又瘪瘪的不好看。
射出的速度也有讲究,要让镁合金均匀地填充到模具的每一个角落,就像把水均匀地倒满一个杯子一样。
要是射出不均匀,那做出来的镁合金产品就可能会有空心或者不平整的地方,那可就不好啦。
五、冷却凝固。
射出之后呢,就是冷却凝固的过程啦。
这时候的镁合金在模具里就像一个刚刚睡醒还迷迷糊糊的小宝宝,需要慢慢冷静下来。
冷却的速度也要合适呢,太快了可能会让镁合金产生裂纹,就像冬天里的水突然结冰会把容器撑破一样。
太慢的话,又会影响生产效率。
手机支架加工工艺流程
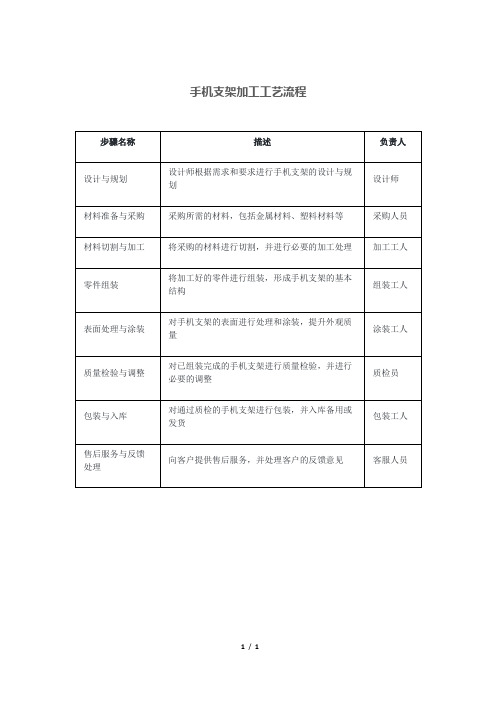
设计师根据需求和要求进行手机支架的设计与规划
设计师
材料准备与采购
采购所需的材料,包括金属材料、塑料材料等
采购人员
材料切割与加工
将采购的材料进行切割,并进行必要的加工处理
加工工人
零件组装
将加工好的零件进行组装,形成手机支架的基本结构
组装工人
表面处理与涂装
对手机支架的表面进行处理和涂装,提升外观质量
涂装工人
质量检验与调整
对已组装完成的手机支架进行质量检验,并进行必要的调整
质检员
包装与入库
对通过质检的手机支架进行包装,并入库备用或发货
包装工人
售后服务与反馈处理
向客户提供售后服务,并处理客户的反馈意见
客服人员
镁合金的成型方法

镁合金的成型方法
镁合金的成型方法主要有以下几种:
1. 压铸:将加热熔融的镁合金通过高压注射到模具中进行成型,然后迅速冷却固化,最后从模具中取出成品。
2. 挤压:将加热熔融的镁合金放入挤压机中,在高压下通过挤压头挤出成型。
3. 铸造:将熔融的镁合金倒入铸型中,待冷却凝固后取出成品。
4. 热轧:将热态镁合金通过辊道轧制成所需形状。
5. 拉伸成型:将镁合金板材、棒材等经过加热后,通过拉伸设备进行拉伸成型。
6. 粉末冶金:将镁合金粉末与添加剂混合后进行压制成型,再通过烧结等工艺进行固化。
不同的成型方法适用于不同的形状和尺寸要求,选用合适的成型方法可以提高产品质量和生产效率。
一文看懂手机金属零件工艺

1.1前言金属部件在手机结构设计中发挥越来越大的作用.某些手机的翻盖上壳采用的是铝合金冲压成形再进行阳极氧化的制造工艺而翻盖下壳则是采用镁合金射铸工艺成型,由于金属的强度较高,因此可以实现塑件无法实现的结构。
本章将介绍目前手机中常用的金属部件的结构设计及其制造工艺。
1.2镁合金成型工艺在手机结构件中,镁合金由于其重量轻,强度高等特点已大量的被采用。
镁合金零件目前主要采用压铸(die-casting)和半固态射铸法(thixomolding)进行生产。
本节主要介绍镁合金压铸工艺和半固态射铸工艺特点及设计注意事项。
1.2.1镁合金压铸工艺压铸机通常分为热室(hot-chamber)的与冷室的(cold-chamber)两类。
前者的优点是:模具中积流的残料少,铸件表面平整,内部气孔、疏松少,但设备维护费较高。
镁合金熔体对钢的浸蚀并不特别严重,因此,除采用热室压铸机制造零部件外,也可选用冷室压铸机。
通常,可根据零部件大小与铸件特性来选择压铸工艺。
如铸造大的与较大的汽车零件;若压铸机的压力较小,则只好用冷室压铸;若压铸机较多,大中小结构搭配合理,还是宜选用热室压铸法。
而铸造轻薄的3C(笔记本电脑,照相机,摄像机)机壳零部件与自动控制阀的细小零件,则可选热室压铸工艺,因其压铸速度快,成品率也较高(此处成品率=铸件质量/所消耗的熔体质量)。
1.2.2镁合金半固态射铸工艺半固态射铸是美国道化学公司(Dow chemical Co.0)开发的一种高新技术,在工业发达国家是一项成熟的工艺,在我国台湾省此项技术已趋于成熟。
我国此项技术已经开始进入生产阶段,但是模具国内仍然无法自主设计和开发。
它的制造原理是将镁合金粒料吸入料管中,加热的同时通过螺杆的高速运转产生触变现象,射出时以层流的方式充填模具,形成结构致密的产品。
如图5-1所示为镁合金半固态射铸系统示意图。
图5-1镁合金半固态射铸系统示意图镁合金半固态射铸法的优点是:1.零件表面质量高,低气孔率,高致密性,抗腐蚀性能优良;2.可铸造壁厚薄达0.7~0.8mm的轻薄件,尺寸精度高,稳定性好;3.强度高,刚性好;4.不需要熔炼炉,不但安全性高、劳动环境好而且不产生热公害;5.不使用对臭氧层有严重破坏作用的六氟化硫气体,不会形成重金属残渣污染;6.铸件收缩量小;7.铸件的表面良品率高,可达50%或更高些,此处所说的良品是压铸工序无表面缺陷的。
镁合金制程工艺与产品设计

35day…
Topcase Bkt / Hdd&Ram Door… 30days…
Capability Schedule
From Die-casting /Thixomolding to shipping
LCD Cover / Base 外觀件…
14days…
Topcase Bkt / Hdd&Ram Door內購件… 7days… Machining Including Trimming + CNC or CNC
Handle
Mg Alloy Production Process Flow
Tooling Design Mold Making Ingot Die Casting Inspecting
Machining
Inspecting
Deburring & Polishing
Inspecting
Chemical Treatment
隙縫寬度至少2 mm以上,否則毛邊清除困難。
與皮膜化成相關注意事項
與painting相關注意事項
漆的選擇,以咬花漆較能遮蔽表面之瑕疵,而不必耗費大量 補土工時。高光澤亮亮漆,極易強化表面瑕疵應避免。
鎂合金產業展望
未来世界,镁合金将大量被应用是不容质疑的。 我國鎂礦豐富,佔世界儲量的70%,丰富的镁矿资源为发展镁 合金提供了物质基础。
半熔融射出法
其射出原理及机器结构均与塑胶射出成型类似,先将颗粒状的镁合 金原料(称为Chip,大小3-5mm)由进料筒定量进入螺杆,螺杆输送至 射出筒,于其输送过程并加热、加压使镁合金成为半熔融状态(亦即是 合金颗粒部份为液态,部份仍为固态),再将此半熔融态镁合金射入模 穴成型。
Design Review for WD100
拔模建议) 拔模后点胶位置的筋位壁厚应该在0.6MM以上
结构建议
两个卡扣模具上从母模做镶针插破,现有的结构镶针强度不足,镶针的
壁厚需要达到2.5MM以上
结构建议
产品上几处壁厚测量为0.4MM,镁合金成型无法做到,产 品壁厚至少做到0.6mmMM以上
结构建议
WD100 镁合金支架设计评估
工艺流程和原材料
工艺流程
镁合金压铸 + CNC + 打磨 + 皮膜 +点胶
材料建议
压铸材料: AZ91D
导电胶; LAIRD-SNN45
模具材质;DIEVAR
压铸模具结构
Gate
CAV
COR Parting Line Cavity Size: Casting Material: Casting Machine: Shrinkage Factor: 2 cavity AZ91D 200T hot chamber machine 5.5‰
筋位根部需要加圆角R0.3,防止产品缩裂,提升良率。
问题点:
1.建议至少要做一模两穴 2.模具制作周期需要22天,首次样品制作时间需要5天 (T0时若模具有异常还需2~3· 天的修模时间)
Thank you!
手机支架的制作工艺流程
手机支架的制作工艺流程一、材料准备。
制作手机支架,那材料可得先备齐喽。
咱得有块合适的板子,这板子可以是木板,也就是咱平常能看到的那种普通的小木板就行,厚度大概在半厘米左右就挺合适的,太薄了没劲儿,太厚了又沉又不好加工。
然后呢,还得有个小夹子,就是那种能夹住东西的小夹子,五金店里几块钱就能买到的那种。
再就是胶水,咱就用那种普通的木工胶就行,粘得还挺牢的。
对了对了,还需要几个小螺丝和螺母,这就像给手机支架打个小补丁,让它更稳固。
二、制作支架的主体。
咱们先从木板开始。
如果木板的边缘有点粗糙,就拿砂纸磨一磨,把它磨得滑溜溜的,就像给木板做个小美容。
然后呢,根据自己手机的大小,在木板上画个大概的轮廓。
比如说,你的手机是个大屏手机,那就画得大一点。
接着,用小锯子沿着画好的线把木板锯下来。
这锯的时候可得小心点,别锯歪了,要是锯歪了,那手机放上去就像喝醉了酒似的,东倒西歪的。
锯好之后呢,在木板的一端,大概离边缘一厘米的地方,钻个小孔。
这个孔就是用来放螺丝的。
钻的时候也要小心,可别把木板钻裂了。
要是钻裂了,那就像给手机支架弄了个伤口,多不好呀。
三、安装小夹子。
把小夹子拿出来,这个小夹子就是用来夹住手机的。
在小夹子的底部涂上一点胶水,然后把它粘在刚才锯好的木板上。
粘的时候要注意,小夹子的开口方向要朝着方便取放手机的那边。
等胶水干了之后,再用小螺丝和螺母把小夹子加固一下。
就像给小夹子和木板牵个红线,让它们紧紧地连在一起,这样小夹子就不会轻易掉下来了。
四、最后的调整。
整个手机支架基本做好了,但是咱们还得检查检查。
把手机放上去试试,看看手机能不能稳稳地放在上面,小夹子能不能很好地夹住手机。
如果发现有哪里不合适,比如说手机放上去有点斜,那就再调整调整木板的角度。
要是小夹子夹得太紧或者太松,也可以稍微调整一下夹子的松紧度。
这就像给手机支架做个最后的体检,确保它能完美地为手机服务。
你看,这么个简单又实用的手机支架就做好啦。
自己动手做的手机支架,用起来都感觉特别有成就感呢。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
外观质感和颜色
1) 使工件表面得到均匀粗化,并形成哑光效果. 2) 消除工件表面缺陷,细化表面结构,并有良好的手感. 3) 具良好的防滑效果,可增加与其它膜层的结合.
喷砂来料
不锈钢、铁、铜、铝、钛等不同金属及其合金材料,均可使用
镭雕
一、概述
钻石雕刻是在装有钻石刀具的刀盘高速转时,使带着产品的工作载台匀速行至高速旋 转的钻石刀具的下方,通过刀具对产品表面的高速铣削,而实现刀具对工件进行图纹加工 的过程. 鉆石雕刻技朮变化多样,除表面直线纹雕刻之外,还有圈纹雕刻、亮面倒角、3D 雕刻等,可使零件外观千变万化,光亮夺目,具有广泛的应用前景
产品特性
1) 2) 3) 4) 5) 6) 7) • • 轻量化,比重1.7,仅铁的1/4,铝的2/3,与塑胶相近. 强度高、刚性佳,优于铁、铝. 极佳防震性、耐冲击、耐磨耗性良好. 优良热传导性,改善电子产品散热问题. 非磁性金属,抗电磁波干扰,电磁遮蔽性佳(EMI). 金属材质,成品外观美丽,质感佳. 无可燃性(燃点427℃) 材料可回收,符合环保法规. 尺寸稳定,收缩率小,不易因环境温度变化而改变.
镁合金手机支架制程工艺简介
概述
压铸成型
利用镁合金原料受热后成为熔融状的流体,在高压、高速条件下将熔化的镁合金注入 到预先设计好的紧闭模腔,经冷却带走热量,使镁合金硬化成型的一种精密铸造方法, 其 最终产品是压铸件.
机加概述
粗加工,起到整形去毛边的作用.
化成概述
镁合金暴露在空气中会氧化﹐将镁合金产品化学处理﹐在表面形成防氧化保护膜,可 避免氧化.
• •
脱脂作用:除去素材表面脏污. 酸洗作用:促进金属表面活性,并除去结晶间被入侵的离型剂(除去素材表面的 氧化镁合金层) 皮膜作用:金属表面被化成为防腐蚀性的皮膜层(氧化镁) 纯水作用:除去素材表面残存滚筒抛光,将零件与滚磨介质混合后装入滚筒中,滚筒做旋转运动。 零件与滚磨介质在其中做不规则运动,运动中互相挤压、碰撞、摩擦,实现对 零件表面的滚磨加工。去除材料表面之缺陷(毛刺、飞边、氧化皮等),适 合做为抛光的前处理。
外观质感和颜色
1) 去除铸件,锻件或热处理后零件的飞边,氧化皮,并清理表面 2) 小型冲压零件去毛刺,倒棱角去除零件表面多余的涂层,镀层 3) 改善零件表面质量
一.研磨来料
钢铁、铜、铝、锌、钛、金、银及其合金
拋光 Mechanical Polishing(MP)
一. 概述
机械打磨是指在布轮上涂润滑膏后,将产品与高速旋转的布轮摩擦产生高温,使产 品表面产生轻度塑性变形﹐从而得到平整﹑光滑表面的工艺过程. 机械打磨处理 可以去除材料表面之缺陷(刀痕、磨纹、压印、毛刺、尖棱等), 适合做为阳极处 理、化学蚀刻、五金电镀或真空镀膜等工艺的前处理.
成型法比较
比较项目 原料 温度控制 热式压铸法 镁合金锭 640℃-650℃ 冷式压铸法 镁合金锭 640℃-650℃ 射出成形 镁合金粒 560℃-630℃
铸造速度 溶解管理 射出压力 机器操作
素材价格 机器价格 技术成熟度
快 易 低 中
低 中 中
慢 难 高 易
低 低 高
中 易 高 难
高 高 低
涂装
遮蔽 ==>一底喷涂 ==>补土(人工将产品表面凹陷处填充)==>补土研磨==> 二底喷涂色漆 ==>移印==>面漆(UV)==>首检==>修整==>MQC==>FQC==>包裝
AZ91D成型法
镁合金成型法一般采用热式压铸法,冷式压铸法,射出成型法(触变 注射成型)三种。热式压铸机生产效率高,约为同容量冷室压铸机的 2倍,但其锁模力一般在7840kn以下,通常用于质量不大(一般在2kg 以下)的薄壁铸件;冷室压铸机适于生产壁厚较厚质量较重的制件, 其锁模力远远大于热式压铸机,如汽车座椅、框架、等产品均是用冷 室压铸机生产的;射出成型机采用了一种所谓“一体化”的成型方式, 将压铸和注塑工艺合二为一,模具和成型材料与压铸工艺相似,工艺 过程则接近于注塑成型;其原理是:首先将镁合金锭加工切制成细颗 粒状,将此镁合金颗粒装入料斗中,强制输送到粒筒中,粒筒中旋转 的螺杆驱使镁合金颗粒向模具方向运动,当其到达粒筒的加热部位时, 合金颗粒呈部分熔融状态,在螺旋体的剪切作用下,具有枝晶组织的 合金料形成了具有触变结构的半固态合金,当其累积到一定体积时, 被高速(5.5m/s)注射到抽成真空的预热型腔中成形。
外观质感或颜色
抛光后的工件表面可以达到光滑、平整的镜面效果, 且可去除部分因冲压造成的压伤和擦花.
二. 抛光来料
钢铁、铜、铝、锌、钛、金、银及其合金
喷砂
概述
喷砂处理是一种以压缩空气为动力, 利用虹吸原理将砂粒高速喷射到 工件表面, 使工件表面具一定粗糙度的过程.主要应用在工件表面粗化 和装饰加工等方面,不仅可增加表面装饰效果,而且可增加工件与其它 表面处理膜层之结合力.在于手机零部件、MP3、计算机机箱装饰板的 应用前景十分广阔
主要生产制程
压铸成型 二次加工 冲切 机加工 打砂 研磨 精修 钝化-皮膜 组装
喷油
镭雕
工艺流程
压铸成型
1) 预热:除去镁合金水份,在密封状态下不会因大量的水蒸气而引起爆炸,适用于大件如算机机 壳等,小件如手机壳不需要预热。 2) 压铸成型:镁合金高温熔融﹐高压铸塑成型。
机加工
1) 粗冲 : 去毛边﹑打孔 2) 精冲 : CNC铣床、整形、铣凹槽 3) 研磨 1) 磁力研磨 –– 优点:不会使产品变形 2) 震动研磨 –– 优点:产量大 3) 手工研磨 –– 沙纸打磨 4) 刮刀 1) 手工用刀片刮除产品多余部分
外观质感和颜色
利用钻石雕刻制程,不仅可使产品产生各种不同形状的条纹,如圈纹﹑放射性纹﹑直线纹等,还可使产 品钻雕部位光亮,具有良好的金属光泽。
二. 制程加工来料
铜、铁、铝、不锈钢、钛 及其合金均使用.
三. 设备
1) 单导轨(单刀) 2) 单导轨(双刀) 3) 双导轨(双刀)
主要不良现象
杂质---现象:产品表面有黑点,有凸出的手感. 原因:前处理不到位,留下的尘埃. 1) 毛丝---现象:产品表面有毛丝状杂物,有凸出的手感. 原因:前处理不到位,留下的尘埃. 2) 水点---现象:产品表面有凸出的水泡. 原因:素材前处理时有水珠遗留在表面. 3) 油污---现象:产品表面凹陷,有凹陷的手感. 原因:来料素材上有油污. 4) 应力痕---现象:产品表面有一片颜色与其部位不同. 原因:来料素材本身内部有缺陷 5) 凹陷---现象:产品表面有凹陷. 原因:来料素材本身有凹陷 6) 碰伤---现象:产品表面有缺陷. 原因:产品被碰伤. 7) 擦花---现象:产品表面有擦痕. 原因:下挂产品时产品被擦伤. • 异色---现象:产品表面有丝状杂质. 原因:产品喷完底漆之后被擦伤,在喷完面漆之后就有丝状杂质. 注:可通过打磨来修补的不良品种类有 杂质、毛丝、擦花.
表面处理 清洗 研磨 拋光 噴砂 陽極
鐳雕 鑽雕 蝕刻 反應性真空鍍膜 (PVD) 電泳塗裝 (ED)
钝化
• 钝化这一制程主要是让镁铝工件于表面上生成一层皮膜(氧化镁) 主要用途有三: 1、可增加工件的耐蚀能力 2、增加成品防磁波的能力 3、增加与漆的密着度 此一制程约花70分钟完成,每约隔十分钟中会有新的一笼物料开始进行化成 化成处理可分为酪酸处理与非酪酸处理(磷酸盐与钒酸盐法,过锰酸钾法)