钢筋电渣压力焊接头检验报告汇总表
钢筋电渣压力焊接头复检不合格的技术处理方案

钢筋电渣压力焊接头复检不合格的技术处理方案
一、接头部位与复检结论
3#楼二层(4.200层)KZ3,3-1轴交3-C轴、3-D轴;3-11轴交3-C轴、3-D轴,电渣压力焊接接头,根据《钢筋焊接接头复检报告,报告编号为023Q310001700192》中的检测结论为:经双倍复检,所检钢筋焊接接头不符合JGJ18-2012标准中HRB400E的技术要求,需进行技术处理,满足结构安全要求。
二、设计概况
3#楼二层KZ3,截面尺寸为700mm*400mm,纵向受力筋为14C18,柱砼强度等级为C35,具体纵向受力钢筋布置见图一KZ3截面配筋图。
三、技术处理方案
在砼柱立面钢筋接头位置,四周分别采用700mm*400mm*5mm;400mm*400mm*5m的钢板,用建筑结构胶将钢板牢固的粘贴在纵向受力钢筋接头位置的柱面上,再用电弧焊将钢板四角焊满,使钢板形成整体受力,达到处理效果,满足相关要求。
具体处理方案见《图二钢板布置示意图;图三处理方案截面示意图》。
此技术方案是否可行,请相关单位审核作出客观判定。
四川大航建设工程有限公司
2017年1月10日。
钢筋焊接汇总表
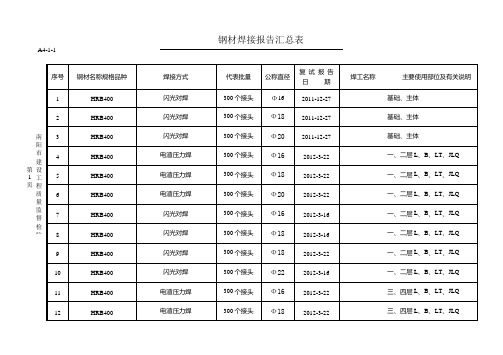
A4-1-1序号 钢材名称规格品种焊接方式 代表批量 公称直径 复 试 报 告 日 期 焊工名称 主要使用部位及有关说明1 HRB400 闪光对焊 300个接头 Ф16 2011-12-27 基础、主体 2HRB400 闪光对焊 300个接头 Ф18 2011-12-27 基础、主体 3 HRB400 闪光对焊 300个接头 Ф20 2011-12-27 基础、主体4 HRB400 电渣压力焊 300个接头 Ф16 2012-3-22 一、二层L 、B 、LT 、JLQ5 HRB400 电渣压力焊 300个接头 Ф18 2012-3-22 一、二层L 、B 、LT 、JLQ6 HRB400 电渣压力焊 300个接头 Ф20 2012-3-22 一、二层L 、B 、LT 、JLQ7 HRB400 闪光对焊 300个接头 Ф16 2012-3-16 一、二层L 、B 、LT 、JLQ8 HRB400 闪光对焊 300个接头 Ф18 2012-3-16 一、二层L 、B 、LT 、JLQ9 HRB400 闪光对焊 300个接头 Ф18 2012-3-22 一、二层L 、B 、LT 、JLQ 10 HRB400 闪光对焊 300个接头 Ф22 2012-3-16 一、二层L 、B 、LT 、JLQ 11 HRB400 电渣压力焊 300个接头 Ф16 2012-3-22 三、四层L 、B 、LT 、JLQ 12HRB400电渣压力焊300个接头Ф182012-3-22三、四层L 、B 、LT 、JLQ南阳市建设工程质量监督检验第 1 页A4-1-1序号 钢材名称规格品种焊接方式 代表批量 公称直径 复 试 报 告 日 期 焊工名称 主要使用部位及有关说明1 HRB400电渣压力焊300个接头Ф202012-3-22三、四层L 、B 、LT 、JLQ 23 HRB400 电渣压力焊 300个接头 Ф20 2012-5-4 二层L 、B 、LT 、JLQ 4 HRB400 电渣压力焊 300个接头 Ф16 2012-5-4 三层L 、B 、LT 、JLQ5 HRB400 电渣压力焊 300个接头 Ф20 2012-5-4 三层L 、B 、LT 、JLQ6 HRB400 电渣压力焊 300个接头 Ф16 2012-5-4 四层L 、B 、LT 、JLQ7 HRB400电渣压力焊300个接头Ф182012-5-4四层L 、B 、LT 、JLQ8 910 11 12南阳市建设工程质量监督检验第 1 页。
钢筋焊接分项工程质量验收记录表

-2
-4
-3
5
2
1
4
2
5
2
4
骨架的长度
±10
-8
-4
-6
5
7
2
6
3
4
-8
5
受力钢筋
间距
±10
-2
-8
-4
5
3
7
2
5
6
2
排距
±5
-2
-4
-6
-2
4
2
1
5
4
2
6
箍筋、构造筋间距
±10
-3
-4
-2
5
3
-6
-4
8
5
4
7
钢筋弯起点位移
8
焊接预埋件
中心线位移
5
2
4
1
3
5
4
2
4
2
5
水平高差
+3—0
1
3
2
1
1
2
2
钢筋焊接接头、焊接制品的机械性能必须符合焊接规定
符合设计要求及施工质量验收规范的规定
基本项目
项目
质量情况
等级
1
钢筋网和骨架焊接
1
2
3
4
5
6
7
8
9
10
合格
2
钢筋焊接接头
点焊焊点
/
对焊接头
经检验,闪光对焊接头合格,报告编号10010060。
电弧焊接头
经检验,电弧单面搭接焊焊接头合格,报告编号10010059。
实测110点,其中合格105点,合格率95%
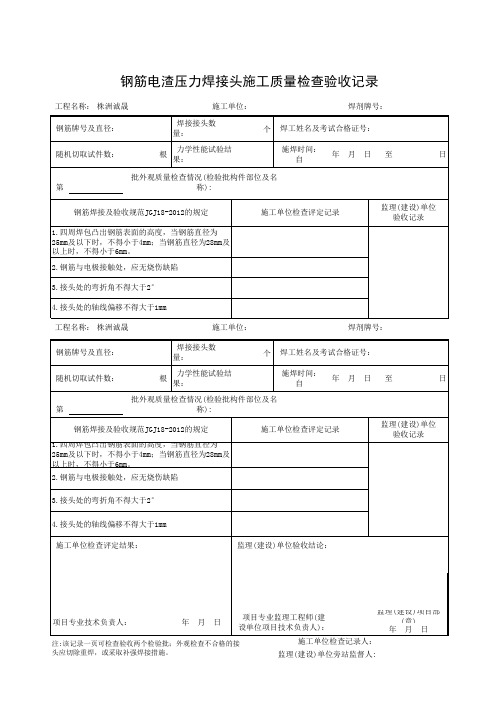
钢筋电渣压力焊接头施工质量检查验收记录
至
日
批外观质量检查情况(检验批构件部位及名
第
称):
钢筋焊接及验收规范JGJ18-2012的规定
1.四周焊包凸出钢筋表面的高度,当钢筋直径为 25mm及以下时,不得小于4mm;当钢筋直径为28mm及 以上时,不得小于6mm。
2.钢筋与电极接触处,应无烧伤缺陷
施工单位检查评定记录
监理(建设)单位 验收记录
2.钢
监理(建设)单位 验收记录
3.接头处的弯折角不得大于2°
4.接头处的轴线偏移不得大于1mm
工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋牌号及直径:
焊接接头数 量:
个 焊工姓名及考试合格证号:
随机切取试件数:
根
力学性能试验结 果:
施焊时间: 自
年月日
钢筋电渣压力焊接头施工质量检查验收记录
工程名称: 株洲诚晟
施工单位:
焊剂牌号:
钢筋牌号及直径:
焊接接头数 量:
个 焊工姓名及考试合格证号:
随机切取试件数:
根
力学性能试验结 果:
施焊时间: 自
年月日
至
日
批外观质量检查情况(检验批构件部位及名
第
称):
钢筋焊接及验收规范JGJ18-2012的规定
1.四周焊包凸出钢筋表面的高度,当钢筋直径为 25mm及以下时,不得小于4mm;当钢筋直径为28mm及 以上时,不得小于6mm。
施工单位检查记录人: 监理(建设)单位旁站监督人:
3.接头处的弯折角不得大于2°
4.接头处的轴线偏移不得大于1mm 施工单位检查评定结果:
监理(建设)单位验收结论:
项目专业技术负责人:
年月日
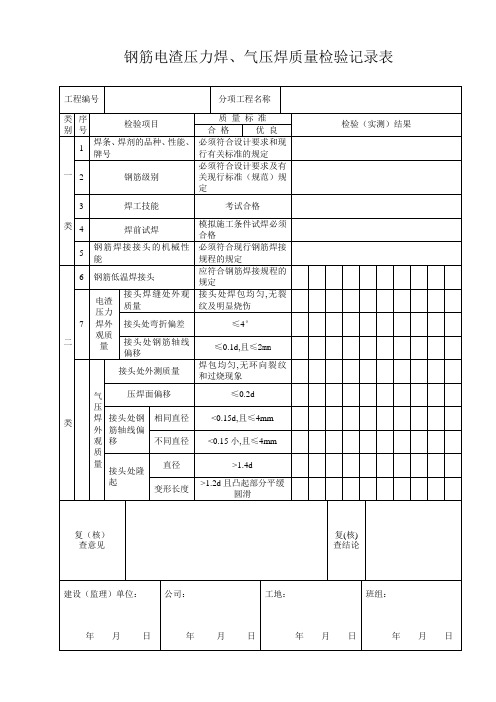
钢筋电渣压力焊气压焊质量检验记录表
二
类
6
钢筋低温焊接头
应符合钢筋焊接规程的规定
7
电渣压力焊外观质量
接头焊缝处外观质量
接头处焊包均匀,无裂纹及明显烧伤
接头处弯折偏差
≤4°
接头处钢筋轴线偏移
≤0.1d,且≤2mm
气压焊外观质量
接头处外测质量
焊包均匀,无环向裂纹和过烧现象
压焊面偏移
≤0.2d
接头处钢筋轴线偏移
相同直径
<0.15d,且≤4mm
不同直径
<0.15小,且≤4mm
接头处隆起
直径
>1.4d
变形长度
>1.2d且凸起部分平缓圆滑
复(核)
查意见
复(核)查结论
建设(监理)单位:
年月日
公司:
年月日
工地:
年月日
班组:
年月日
钢筋电渣压力焊、气压焊质量检验记录表
工程编号
分项工程名称
类别Βιβλιοθήκη 序号检验项目
质量标准
检验(实测)结果
合格
优良
一
类
1
焊条、焊剂的品种、性能、牌号
必须符合设计要求和现行有关标准的规定
2
钢筋级别
必须符合设计要求及有关现行标准(规范)规定
3
焊工技能
考试合格
4
焊前试焊
模拟施工条件试焊必须合格
5
钢筋焊接接头的机械性能
钢筋电弧焊、电渣压力焊检验报告

样品编号
公称直径(㎜)
母材检验 报告编号 RZ11001103
焊点(点95
2 3 1
300
/
/
≥ /
≥ /
2 3
检验依据
JGJ18-2003 编号
《钢筋焊接及验收规程》JGJ/T27-2001 《钢筋焊接头试验方法标准》 试样 依据标准所检项目符合指标要求 试样 /
2009137003R 有效期至:2012-7-30 工程名称
委托单位 施工单位 结构部位 见证单位 抗拉强度 标准值 (Mpa)
钢筋电弧焊、电渣压力焊检验报告
(第1页 共1页) 报告编号 RZ61000485 焊接种类 操 作 人 钢筋级别 见证人 1.1倍的 抗拉强度 标准值 (Mpa) 拉伸试验 序号 1 抗拉强度 (Mpa) 650 650 645 / / / 破坏部位 距焊缝41㎜ 距焊缝52㎜ 距焊缝36㎜ / / / 破坏状态 延性断裂 延性断裂 延性断裂 / / / 仪器名称:WE-1000万能试验机 主要 型号规格:WE-1000 仪器 设备 仪器名称:/ 型号规格:/ 管理编号:YJYQ-021 有效期至:2011-06-22 管理编号:/ 有效期至:/ / / 焊接类型 操作证号 委托编号 证书编号 工程编号 70917829 / 委托日期 检验日期 报告日期 检验性质 委托检验
地 址
地址: 邮编: 电话:
批准:
审核:
校核:
检验:
Z31006367 /
结论 编号 备注 /
声明
1、报告未盖检测单位“检测业务章”无效、报告涂改无效。 2、有关检测检验数据未经本检测机构或有关行政主管部门允许,任何单位不得擅自向社会发布信息。 3、对客户送样的委托检验,检测结果仅对本次被检样品有效。 4、部分复制报告无效。为了您的利益,若对检测结果有异议,请及时向检测单位提出。
钢筋连接检验批质量验收记录表

/
3
箍筋直径、横向、纵向受力钢筋间距符合设计及规范要求
施工单位
检查结果
经检查,主控项目合格,一般项目符合设计及规范要求,评定合格。
专业工长:
质量员:
年月日
监理单位
验收结论
监理工程师:
年月日
江苏省建设工程质量监督总站监制
验收项目
设计要求及
规范规定
最小/实际
检查数量
检查记录
检查
结果
主
控
项ห้องสมุดไป่ตู้
目
1
钢筋的连接方式
设计的钢筋连接方式:电渣压力焊
全数
/
全数
钢筋连接方式为:电渣压力焊
2
接头的力学性能、弯曲性能
钢筋机械连接接头、焊接接头的力学性能、弯曲性能应符合国家现行相关标准的规定。
/
检测合格
3
螺纹接头的拧紧扭矩值
螺纹接头应检验拧紧扭矩值,挤压接头应量测压痕直径,检验结果应符合现行行业标准《钢筋机械连接技术规程》JGJ 107的相关规定。
6
/
6
钢筋焊接接头的外观质量符合现行行业标准和《钢筋焊接及验收规程》JGJ 18的规定
3
钢筋的接头面积百分率
纵向受力钢筋机械连接接头或焊接接头时,同一连接区段内纵向受力钢筋的接头面积百分率设计要求为:
当设计无具体要求时,应符合5.4.6条规定。
3
/
3
同一连接区段内,纵向受拉钢筋的接头面积百分率50%。
钢筋连接检验批质量验收记录
苏TJ5.1.2.2
工程名称
分部(子分部)工程名称
混凝土结构
分项工程名称
钢筋连接
施工单位
电渣压力焊工艺评定
钢筋电渣压力焊工艺评定目录序号报告名称报告编号页数1 焊接工艺评定指导书2 焊接工艺评定报告3 焊接工艺评定记录表4 焊接工艺评定检验结果5 材质证明书6 相关检测报告78910一、焊接工艺评定指导书1、编制目的明确钢筋电渣压力焊的施工工艺,确保施工工艺评定满足设计和施工标准规定的要求,验证设计和施工标准的可操作性与可执行性,同时用以指导现场施工。
2、适用范围适用于现浇钢筋砼构造中竖向直径为14~32mm 的热轧带肋钢筋〔简称HRB〕以及直径为14~22㎜热轧光圆钢筋〔简称HPB〕,竖向直径为12mm的HRB或HPB钢筋应承受小型焊接机具,上下对正,并多做工艺试验;钢筋必需为竖向或者竖向倾斜度不大于10°;不适用于热轧带肋细晶粒钢筋〔简称HRBF〕以及余热处理钢筋〔简称RRB〕竖向接头连接。
〔注:余热处理钢筋仅适用于无抗震设防要求的构造或构件中〕电渣压力焊接头连接区段长度为35d〔d为较大钢筋直径值〕,同一构件内接头应相互错开,同一连接区段内的接头面积百分率不宜大于50%;有抗震设防要求的框架柱端箍筋加密区不宜设置电渣压力焊接头;直接承受动力荷载的竖向构件中不宜承受电渣压力焊接头。
3、编制依据《混凝土构造工程施工质量验收标准》GB50204;《混凝土构造设计标准》GB50010;《建筑抗震设计标准》GB50011;《混凝土构造工程施工标准》GB50666;《钢筋焊接及验收规程》JGJ 18-2023;《钢筋混凝土用钢第 1 局部:热轧光圆钢筋》GB1499.1;《钢筋混凝土用钢第 2 局部:热轧带肋钢筋》GB1499.2;设计图纸及相关要求。
4、工艺评定根本条件4.1材料预备4.1.1钢筋的品种、规格、性能须满足设计要求,有产品合格证、出厂检验报告和进场复试报告,并满足电渣压力焊适用范围要求。
4.1.2焊剂:焊剂应有出厂合格证。
最常承受HJ431 焊剂,其性能应符合GB5293 碳素钢埋弧焊用焊剂的规定。
建筑工程钢筋电弧焊电渣压力焊检验报告
建筑工程钢筋电弧焊电渣压力焊检验报告一、引言建筑工程中,钢筋电弧焊和电渣压力焊是常用的钢筋连接方法。
为了确保钢筋焊接质量符合规范要求,进行了相应的检验。
本报告将对钢筋电弧焊和电渣压力焊进行检验,并分析结果。
二、钢筋电弧焊检验钢筋电弧焊是将两根钢筋通过电弧焊接在一起的方法。
检验采用非破坏检验方法,主要包括外观检查、尺寸检查和焊缝质量评定。
1.外观检查通过对焊接部位的外观进行检查,判断焊缝的焊接质量。
焊缝应呈现均匀、连续、无明显裂纹、夹渣、气孔等缺陷。
2.尺寸检查对焊接部位的尺寸进行检查,包括焊缝宽度、高度以及间距等。
3.焊缝质量评定根据焊缝的外观和尺寸检查结果,评定焊缝的质量等级。
常见的质量等级有合格、不合格和待定。
三、电渣压力焊检验电渣压力焊是利用电流加热钢筋两端,同时施加压力使其熔化,然后冷却凝固的方法。
检验采用破坏性检验方法,主要包括抽样、拉伸试验和弯曲试验。
1.抽样根据规定的抽样数量和位置,在焊接接头处进行抽样,保证样品的代表性。
2.拉伸试验将样品放入拉伸试验机中,施加拉应力使其断裂,通过测量断裂前后的载荷和变形,确定钢筋焊接强度。
3.弯曲试验将样品放入弯曲试验机中,施加弯矩使其弯曲,通过观察样品的断裂形态,判断焊接质量。
四、检验结果分析通过钢筋电弧焊和电渣压力焊的检验,得到以下结果:1.钢筋电弧焊:外观检查结果显示焊缝表面均匀、无裂纹、夹渣和气孔,符合质量要求;尺寸检查结果显示焊缝尺寸满足规范要求,无偏大或偏小现象。
因此,钢筋电弧焊合格。
2.电渣压力焊:拉伸试验结果显示焊接强度满足规范要求,弯曲试验结果显示样品断裂形态符合要求。
因此,电渣压力焊合格。
综上所述,钢筋电弧焊和电渣压力焊的检验结果均符合规范要求,具备良好的焊接质量。
五、结论通过钢筋电弧焊和电渣压力焊的检验,确认其焊接质量符合规范要求,可以满足建筑工程对钢筋连接强度和稳定性的要求。
在日常施工中,应严格按照规范进行焊接操作,并进行必要的检验,确保焊接质量。
钢筋焊接报告汇总表
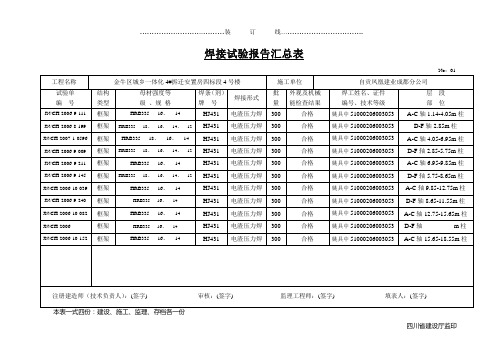
新都桂林建司
试验单
编号
结构
类型
母材强度等
级、规格
焊条(剂)
牌号
焊接形式
批量
外观及机械
能检查结果
焊工姓名、证件
编号、技术等级
层段
部位
注册建造师(技术负责人):(签字)审核:(签字)监理工程师:(签字)填表人:(签字)
本表一式四份:建设、施工、监理、存档各一份
四川省建设厅监印
01工程名称金牛区城乡一体化4拆迁安置房四标段4施工单位自贡凤凰建业成都分公司试验单结构类型母材强度等外观及机械能检查结果焊工姓名证件编号技术等级jnch20069111框架hrb3351614hj431电渣压力焊300合格姚具中51000206003053ac轴114405m柱jnch20068199框架hrb33518161412hj431电渣压力焊300合格姚具中51000206003053df轴285m柱jnch200710596框架hrb335181614hj431电渣压力焊300合格姚具中51000206003053ac轴405695m柱jnch20069009框架hrb33518161412hj431电渣压力焊300合格姚具中51000206003053df轴285575m柱jnch20069211框架hrb3351614hj431电渣压力焊300合格姚具中51000206003053ac轴695985m柱jnch20069145框架hrb33518161412hj431电渣压力焊300合格姚具中51000206003053df轴575865m柱jnch200610039框架hrb3351614hj431电渣压力焊300合格姚具中51000206003053ac轴9851275m柱jnch20069240框架hrb3351614hj431电渣压力焊300合格姚具中51000206003053df轴8651155m柱jnch200610082框架hrb3351614hj431电渣压力焊300合格姚具中51000206003053ac轴12751565m柱jnch2006框架hrb3351614hj431电渣压力焊300合格姚具中51000206003053dfjnch200610152框架hrb3351614hj431电渣压力焊300合格姚具中51000206003053ac轴15651855m柱注册建造师技术负责人
建筑工程材料送检复检汇总表
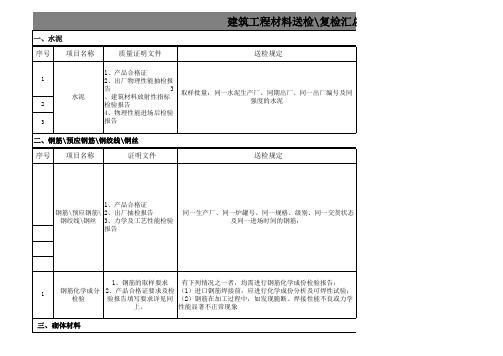
2、按照进场的同一生产厂家、同一规格型号的材料数量为基 数取样,材料数量(个数)在100及以下取样一组,100个以 上按照每100个取样一组,取样总数不少于两组。
二十九、 混凝土试件(标准养护)
序号
1
项目名称
证明文件
送检规定
1、每拌制100盘且不超过100m3的同配合比的混凝土,取样 不得少于一次。 2、每工作班拌制的同一配合比的混凝土不足100盘时,取样 不得少于一次。
2 1
三十五、
扭剪型高强度螺栓连接副预拉力复验
序号
项目名称
证明文件
送检规定
1
扭剪型高强度 螺栓连接副预拉 力复验
(1)扭剪型高强度螺栓连接副应按批进行检验。同批由同 一性能等级、材料、炉号、螺纹规格、长度、机械加工、热 处理工艺、表面处理工艺的螺栓组成。 (2)试验用的螺栓应在施工现场待安装的螺栓批中随机抽 取,每批应抽取8套连接副进行试验。 3、扭剪型高强度螺栓连接副出厂时应随箱带有紧固轴力(预 拉力)的检验报告。 4、每套连接副只应做一次试验,不得重复使用。
防水材料
序号
1
项目名称
证明文件
1、说明书
送检规定
2
2、产品合格证
3
3、出厂抽检报告
4
防水材料
4、建筑材料放射性指标 检验报告
5
5、进场的物理性能报告
6
7
十二、
锚固组装件的零件材料
序号
1 2
项目名称
锚固组装件的 零件材料 预制构件
证明文件
1、化学成检验报告 2、机械性能检验报告
送检规定
十三、
序号
1 2
送检规定
1
轻板墙体
钢筋焊接接头平行检验记录
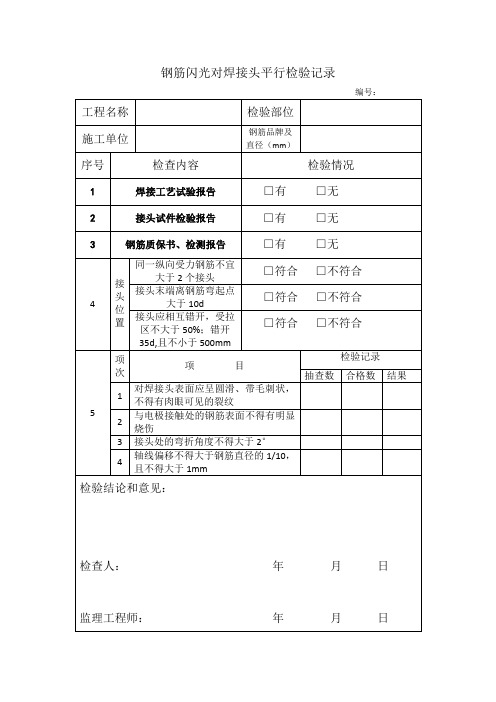
工程名称
检验部位
施工单位
钢筋品牌及直径(mm)
序号
检查内容
检验情况
1
焊接工艺试验报告
□有□无
2
接头试件检验报告
□有□无
3
钢筋质保书、检测报告
□有□无
4
焊剂质保书
□有□无
5
接头位置
同一纵向受力钢筋不宜大于2个接头
□符合□不符合
接头末端离钢筋弯起点大于10d
□符合□不符合
接头应相互错开,受拉区不大于50%;错开35d,且不小于500mm
钢筋闪光对焊接头平行检验记录
编号:
工程名称
检验部位
施工单位
钢筋品牌及直径(mm)
序号
检查内容
检验情况
1
焊接工艺试验报告
□有□无
2
接头试件检验报告
□有□无
3
钢筋质保书、检测报告
□有□无
4
接头位置
同一纵向受力钢筋不宜大于2个接头
□符合□不符合
接头末端离钢筋弯起点大于10d
□符合□不符合
接头应相互错开,受拉区不大于50%;错开35d,且不小于500mm
□符合□不符合
5
项次
项结果
1
对焊接头表面应呈圆滑、带毛刺状,不得有肉眼可见的裂纹
2
与电极接触处的钢筋表面不得有明显烧伤
3
接头处的弯折角度不得大于2°
4
轴线偏移不得大于钢筋直径的1/10,且不得大于1mm
检验结论和意见:
检查人:年月日
监理工程师:年月日
钢筋电渣压力焊接头平行检验记录
□符合□不符合
6
项次
项目
钢筋电渣压力焊接头检验批质量验收记录

钢筋机械连接直螺纹丝头加工质量检验记录表
单位(子单位)工程名称分部(子分部)
工程名称
分项工程
名称
施工单位项目负责人检验批容量
钢筋牌号及直径(mm)
分包单位分包单位项目
负责人
检验批部位
施工依据《钢筋机械连接技术规程》
JGJ 107—2010
验收依据
《钢筋机械连接技术规程》
JGJ 107—2010
检验项目量具名称检验要求最小/实际抽
样数量
检查记录
检查结
果
1 外观质量目测牙形饱满,牙顶宽度超过0.25p 的秃牙部分,其累计长度不宜超过一个螺纹周长
2 丝头长度专用量具丝头长度应满足企业标准中产品设计要求,公差应为0~2.0p
3 螺纹中径通端螺纹环规
能顺利旋入螺纹
并达到旋合长度止端螺纹环规
允许环规与端部
螺纹部分旋合,
旋入量不得超过
3p
施工单位检查结果专业工长:
项目专业质量检查员:
年月日
监理单位
验收结论
专业监理工程师:
年月日抽检数量为检验批容量的10%,检验合格率不应小于95%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
地梁
HRB400 22
电弧焊-单面搭接焊
2013.8.15
HJ13080127
9
10
11
12
13
14
15
16
17
18
19
20
21
钢筋焊接接头检验报告汇总表
工程名称:无锡甘露学校教学用房/翻建
施工单位:无锡享利富建设发展有限公司
序号
使用部位
规格型号
焊接方式
送检日期
检验报告编号
1
主体一层柱
HRB400 20
HJ13080025
4
地梁
HRB400 22
闪光对焊
2013.8.5
HJ13080026
5
地梁
HRB400 25
闪光对焊
2013.8.5
HJ13080027
6
地梁
HRB400 18
电弧焊-单面搭接焊
2013.8.15
HJ13080125
7
地梁
HRB400 20
电弧焊-单面搭接焊
2013.8.15
HJ13080126
B00610221406771
5
主体三层柱
HRB400 20
电渣压力焊
2014-11-12
B00610221407079
6
主体三层柱
HRB400 22
电渣压力焊
2014-11-12
B00610221407079
7
主体四层柱
HRB400 20
电渣压力焊
2014-11-28
B00610221407576
8
主体四层柱
HRB400 22
电渣压力焊
2014-11-28
B00610221407576
91011ຫໍສະໝຸດ 121314
15
16
17
18
19
20
21
钢筋焊接接头检验报告汇总表
工程名称:
施工单位:四川恒亿达建设工程有限公司
序号
使用部位
规格型号
焊接方式
送检日期
检验报告编号
1
地梁
HRB400 16
闪光对焊
2013.8.5
HJ13080023
2
地梁
HRB400 18
闪光对焊
2013.8.5
HJ13080024
3
地梁
HRB400 20
闪光对焊
2013.8.5
电渣压力焊
2014-10-14
B00610221406198
2
主体一层柱
HRB400 22
电渣压力焊
2014-10-14
B00610221406198
3
主体二层柱
HRB400 20
电渣压力焊
2014-10-27
B00610221406771
4
主体二层柱
HRB400 22
电渣压力焊
2014-10-27