丝锥的种类与用途PPT课件
《挤压丝锥1》ppt课件

• 丝锥径向剖面
• 切削丝锥呈圆形,有容屑槽。 • 挤压丝锥呈多棱形,依靠棱脊(压力点)参与挤压,无容屑槽,
需要时可设油槽。
• 加工后的螺纹
• 切削螺纹金属组织纤维是被切断的。齿顶平直。 • 挤压螺纹金属组织纤维是连续的,齿顶呈“M”状,挤压螺纹齿顶
M6X1挤压丝锥挤压试验2
序号
1 2 3 EMUGE
切削速度Vc m/min
40 60 60
挤压长度 mm
18 18 18
转速n R/min
1860 3300 3300
进给量f mm/r
1 1 1
机床功率 %
18 30 34
不同挤压速度下的功率(M6)
功率(%)
35 30
34 30
25
20 18
15
16
34
不同挤压速度下的功率(M8)
功率(%)
40
34
30
20
16
10
0
40
80
挤压速度(m/min)
被加工材料: Si=10%硅铝合金
功率(%)
挤压螺纹用综 合螺纹量规检 查完全合格
挤压力/螺纹底孔
• 挤压力与下述因素有关:
• 材料的延伸率δ(%)、硬度的高低 • 挤压丝锥的铲背量的大小 • 挤压引导锥的大小 • 挤压丝锥螺距的大小 • 挤压速度的高低 • 挤压螺纹底径的大小
10
5 0
0
40
60
挤压速度(m/min)
被加工材料: Si=10%硅铝合金
钻石 EMUGE
挤压螺纹用综 合螺纹量规检 查完全合格
M8X1.25挤压丝锥挤压试验2
丝锥基础知识
内螺纹(螺母)切削的方法,虽然一般多使用车床切制或用丝锥攻牙,但直径小及多量生产等情形时几乎都是以丝锥攻牙。
攻牙作业多数的情形是在接近最后加工程序,所以一旦发生丝锥折断、螺孔扩大或缩小、牙崩裂等困难,就会造成许多不良产品,蒙受诸多损害。
近年机械设备自动及高速化的进步,攻丝机也使用到装置有导捍进刀机械的优秀机械了。
另一方面被切削的材料越来越有难以切削的倾向,切削条件也以单个丝锥为通常,已更形严格了。
攻牙是先以钻头钻妥的底孔径攻出螺纹,是在非常狭窄空间进行切削并将切屑排出。
切屑的流动状况因被切削的材料而异,所以使用按用途而发展成功的丝锥为合乎理想。
按以下顺序就丝锥的特性、其正确使用法、及发生时的对策等于以说明。
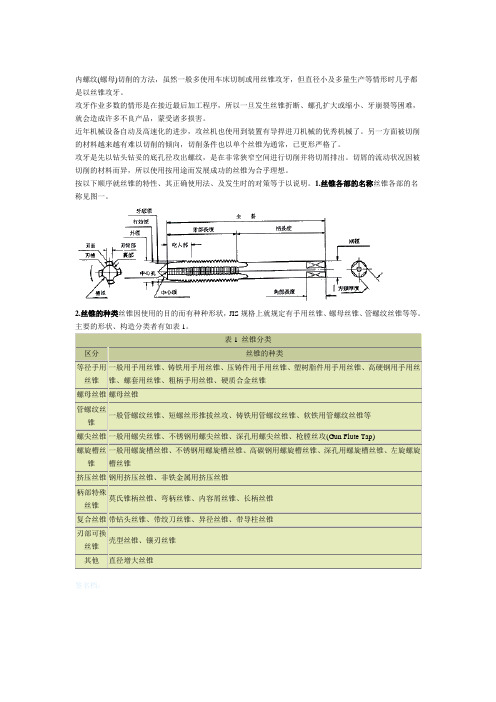
1.丝锥各部的名称丝锥各部的名称见图一。
2.丝锥的种类丝锥因使用的目的而有种种形状,JIS规格上就规定有手用丝锥、螺母丝锥、管螺纹丝锥等等。
主要的形状、构造分类者有如表1。
表1 丝锥分类区分丝锥的种类等径手用丝锥一般用手用丝锥、铸铁用手用丝锥、压铸件用手用丝锥、塑树脂件用手用丝锥、高硬钢用手用丝锥、螺套用丝锥、粗柄手用丝锥、硬质合金丝锥螺母丝锥螺母丝锥管螺纹丝锥一般管螺纹丝锥、短螺丝形推拔丝攻、铸铁用管螺纹丝锥、软铁用管螺纹丝锥等螺尖丝锥一般用螺尖丝锥、不锈钢用螺尖丝锥、深孔用螺尖丝锥、枪膛丝攻(Gun Flute Tap)螺旋槽丝锥一般用螺旋槽丝锥、不锈钢用螺旋槽丝锥、高碳钢用螺旋槽丝锥、深孔用螺旋槽丝锥、左旋螺旋槽丝锥挤压丝锥钢用挤压丝锥、非铁金属用挤压丝锥柄部特殊丝锥莫氏锥柄丝锥、弯柄丝锥、内容屑丝锥、长柄丝锥复合丝锥带钻头丝锥、带绞刀丝锥、异径丝锥、带导柱丝锥刃部可换丝锥壳型丝锥、镶刃丝锥其他直径增大丝锥签名档:。
丝锥培训PPT课件

方伟2011年8月
金万众杭州办事处
攻丝条件
攻丝条件
丝攻 被削材 机器设备
切削条件 切削液
方伟2011年8月
材质 种类 精度・形状 材质 形状・硬度 设备 刀把 被削材支撑物 切削速度 低空径・螺纹长度 攻丝方式 切削个数 种类 给油方式
金万众杭州办事处
丝攻的条件表
被削材
低碳素钢 C0.2%以下
中碳素钢 C0.25~0.40%
方伟2011年8月
金万众杭州办事处
需求 高速化 長寿命化 切削油 被削材
攻丝加工动向
动向
车床 (10m/min)
M/C (40m/min)
同步进给机床 (100m/min)
材 質 SKH58 SKH53 CPM 超硬
表面处理
氧化处理 氮化处理
TiN
TiCN
不水溶性 水溶性 噴霧 干式 (防止火灾、降低成本、环境問題)
丝锥的种类及特点
分類
直槽丝锥
特長
・排屑槽為直槽 ・刃先強度大 ・切削部長度容易選定 ・容易複磨
用途
・較高硬度的材料 ・易引起工具磨損的材料 ・切屑成粉状的材料 ・攻絲深度較短的通孔、盲孔
刃倾角丝锥
・排屑槽前端為刃傾角 ・切屑向前方排出 ・切屑不会堵塞 ・抗折損強度大 ・鋒利性好
・切屑連続呈巻曲状的材料 ・通孔
高碳素钢 C0.45%以下
合金钢
SCM
切削速度(m/min)
直槽丝攻 螺旋槽丝攻 先端丝攻
8~13 8~13 15~25 7~12 7~12 10~15 8~ 9 8~ 9 8~13 7~12 7~12 10~15
参考综合型录
方伟2011年8月
金万众杭州办事处
丝锥讲议

二、丝锥的分类及用途
絲錐的分類
区分
螺母丝锥 管螺纹丝锥 螺尖丝锥 螺母丝锥
丝锥的种类
一般管螺纹丝锥、短螺丝形推拔丝攻、铸 铁用管螺纹丝锥、软铁用管螺纹丝锥等 一般用螺尖丝锥、不锈钢用螺尖丝锥、深 孔用螺尖丝锥、枪膛丝攻 一般用螺旋槽丝锥、不锈钢用螺旋槽丝锥、 高碳钢用螺旋槽丝锥、深孔用螺旋槽丝锥、 左旋螺旋槽丝锥
7H
三、丝锥的公差
2.YAMAWA丝锥公差
YAMAWA絲錐之P級精度是依TAS(日本工具工業會規格)的規 定而制定,類似美國的GH級精度。 如表A所示,絲錐的螺距為0.7mm或以上時,螺絲攻的有效徑 基準尺寸以0為基準點,每一級的精度公差為20μm,亦即P1 級的有效徑精度公差為(+0, +20 μm),以此類推,P2級為 (+20, +40),P3級為(+40, +60),P4級為(+60, +80)。 如表B表示,螺絲攻的螺距為0.6mm或以下時螺絲攻的有效徑 基準尺寸以10μm為基準點,每一級的精度公差為15μm,即 P1級為(+10μm, +25μm),以此類推,P2級為(+25, +40), P3級為(+40, +55),P4級為(+55, +70)。
崩 裂 或 咬 痕
粘刀
使用工作部分經鏟磨加工之絲錐 減少刃部厚度 使用經表面處理的絲錐 改變切削油種類及注油方式 降低切削速度
應使用螺尖絲錐或螺旋槽絲錐 加大下孔徑
切屑堵塞
振 波
過於鋒利
修磨不適當
減少切削角度;減少鏟背量
避免刃部厚度過小;避免修磨容屑槽底;
七、攻絲中常見問題及對策
攻丝与套丝ppt课件
ppt课件
9
2.攻螺纹的操作方法
• 先将螺纹钻孔端面孔口倒角,以利于丝锥切入。 • 先旋入一两圈,检查丝锥是否与孔端面垂直(可
用目测或直角尺在互相垂直的两个方向检查) • 然后继续使铰杠轻压旋入。 • 当丝锥的切削部分已经切入工件后,可只转动而
不加压,每转一圈应反转1/4圈,以便切屑断 落,如图所示。
• 起攻、起套操作正确,两手用力均匀及掌握好最大用力限 度是攻螺纹、套螺纹的基本功之一,必须用心掌握。
ppt课件
16
【实训操作与思考】
• 根据要求计算底孔直径并在钢件、铸件上钻底孔、 攻螺纹。
• 按图所示双头螺纹柱计算圆杆直径,并在圆杆上 套螺纹。
ppt课件
17
ppt课件
10
ppt课件
11
• 攻完头锥再继续攻二锥、三锥。
• 每更换一锥,先要旋入一两圈,扶正定位,再用 铰杠,以防乱扣。
• 攻钢料工件时,加机油润滑可使螺纹光洁,并能 延长丝锥使用寿命;对铸铁件,可加煤油润滑。
ppt课件
12
3.套螺纹前圆杆直径的确定
• 圆杆外径太大,板牙难以套入;太小,套出的螺 纹牙形不完整。因此,圆杆直径应稍小于螺纹公 称尺寸。计算圆杆直径的经验公式为
4.板牙架
• 板牙是装在板牙架上使用的,如图所示。 • 板牙架是用来夹持板牙、传递扭矩的工具。工具厂按板牙
外径规格制造了各种配套的板牙架,供选用。
ppt课件
6
攻螺纹与套螺纹的方法
1.攻螺纹前要是切削金属,但也有挤压金属的作
用。因此攻螺纹前的底孔直径(即钻孔直径)必
须大于螺纹标准中规定的螺纹内径。
ppt课件
丝锥基础介绍ppt课件

挤压丝锥的优点 •不产生切屑,故不存在排屑问题 • 螺纹表面质量提高 • 切削速度提高 (约可翻倍) • 丝锥寿命提高 • 加工盲孔通孔没有区别
挤压丝锥使用的局限性在于受工件材料限制
•脆性材料 (i.e. 灰铸铁) 都不合适 • 工件材料延伸率至少要达 10%
5
外形比较
机加丝锥
Gewindebohrer
Gewindefurcher
挤压丝锥
6
螺纹比较
挤压成型
切削形成
材料晶相纤维没有被破坏
材料晶相纤维被破坏
7
挤压成型示意图
8
挤压成型实例图
9
2.本身特征: 1)柄径:粗柄丝锥和细柄丝锥 2)螺距:粗牙丝锥和细牙丝锥
3)槽型:直槽丝锥、螺旋槽丝锥、螺尖丝锥
等影响使用性能的缺陷。
8. 序检:工艺规程 总检:产品图
16
五、打字打标 厂标 材质 规格 螺距 中径等级 TDC HSS M6 × 1 — H2
解释:一个外径为6毫米的公制丝锥,螺距是1毫米, 中径等级为H2。
17
谢 谢!
18
12
2.柄部: 传递扭矩
3.颈部(退刀槽):方便砂轮的进出(粗柄有,细 柄没有)
4.方尾:配合机床起定位作用
5.沟槽: 作用:切削、容屑、排屑
槽型: 直槽丝锥 螺旋槽丝锥 螺尖丝锥
13
内螺纹的形式:通孔和盲孔
丝锥的形式及丝锥导向部分的长度的选择 要依据工件的材料和螺孔的形式来确定.
排方向屑: 直槽丝锥 螺旋槽丝锥 螺尖丝锥 挤压丝锥
下
上
下
无
排
丝锥的种类和标准
丝锥的种类和标准丝锥是一种常用的螺纹加工工具,被广泛应用于各种行业。
以下介绍丝锥的种类和标准,以帮助读者更好地了解和应用这种工具。
一、切削丝锥切削丝锥是最常见的一种丝锥,其工作原理是通过切削作用将金属切削成螺纹。
切削丝锥具有切削能力强、加工效率高等优点,但同时也存在加工精度不高、切削力大等缺点。
二、挤压丝锥挤压丝锥是一种新型的螺纹加工工具,其工作原理是通过挤压作用将金属成型为螺纹。
挤压丝锥具有加工精度高、切削力小、表面粗糙度低等优点,但同时也存在加工效率低、适用范围窄等缺点。
三、左旋丝锥与右旋丝锥左旋丝锥和右旋丝锥是根据螺纹的旋转方向来区分的。
左旋丝锥的螺纹是向左旋转的,而右旋丝锥的螺纹是向右旋转的。
在选择左旋丝锥或右旋丝锥时,需要根据被加工螺纹的旋转方向来选择。
四、公制丝锥与英制丝锥公制丝锥和英制丝锥是根据螺纹的标准来区分的。
公制丝锥适用于公制螺纹,而英制丝锥适用于英制螺纹。
在选择公制丝锥或英制丝锥时,需要根据被加工螺纹的标准来选择。
五、盲孔丝锥与通孔丝锥盲孔丝锥和通孔丝锥是根据被加工孔的类型来区分的。
盲孔丝锥适用于加工盲孔,而通孔丝锥适用于加工通孔。
在选择盲孔丝锥或通孔丝锥时,需要根据被加工孔的类型来选择。
六、不含钴丝锥与含钴丝锥不含钴丝锥和含钴丝锥是根据是否含有钴元素来区分的。
不含钴丝锥不含钴元素,而含钴丝锥含有钴元素。
钴元素可以提高丝锥的硬度和耐磨性,但同时也存在降低韧性等缺点。
在选择不含钴丝锥或含钴丝锥时,需要根据被加工材料和加工要求来选择。
七、涂层丝锥涂层丝锥是在普通丝锥表面涂覆一层或多层耐磨材料,以提高丝锥的耐磨性和使用寿命。
常见的涂层材料有TiN、TiCN、TiALN等,这些材料具有高硬度、低摩擦系数等特点,可以提高丝锥的切削性能和加工效率。
八、多槽丝锥多槽丝锥是一种特殊类型的丝锥,其切削部分有许多切削槽,可以同时进行多个切削刃的切削作用,从而提高加工效率和切削力。
多槽丝锥适用于高效率的螺纹加工,但同时也存在切削力大、易磨损等缺点。
丝锥介绍

折损
500
1418 1500 2000 2500 3000 3500
1000
加工孔数(孔)
尺寸:M6×1 攻丝长:12mm
加工材料:S45C 切削速度:75.4m/min 切削液:水溶性切削液(10倍稀释) 41
• US-AL-SFT
• US-AL-RFT
• US-AL-NRT
用途
AC、ADC等的高速攻丝加工
5 0 m / m in 7 5 m / m in 9 5 m / m in 8 9 6 孔 磨損 4 4 8 孔 磨損 4 8 3 0 孔 磨損
0
2000
4000
28
供油方法和寿命 (高速钢丝锥)
• • • • • 丝锥:长柄内冷丝锥: 尺寸:M10X1.5 加工材料 :FC250 攻丝深度 :20mm 8%水溶性
32
切削事例
加工材料 切削速度 进给速度 底孔 攻丝深度 切削液 使用设备 FC250 75m/min (3000 min-1) Φ6.8x29(盲孔) 24 mm (3D) 水溶性切削液(10倍液) 卧式同歩进给M/C
HS-O-OTT M8X1. 25
10000孔加工後的切削部放大照片
1.25mm/rev(同歩进给)
(μm) 内 螺 纹 中 径
JIS2級公差
140 120 100 80 60 40 20 0
丝锥中径公差
0
0
00
00
00
00
00
00
00
00
50
10
15
20
25
30
35
40
45
内螺纹精度变化
50
标准中径φ9.188
丝锥的种类与用途共40页文档

56、书不仅是生活,而且是现在、过 去和未 来文化 生活的 源泉。 ——库 法耶夫 57、生命不可能有两次,但许多人连一 次也不 善于度 过。— —吕凯 特 58、问渠哪得清如许,为有源头活水来 。—— 朱熹 59、我的努力求学没有得到别的好处, 只不过 是愈来 愈发觉 自己的 无知。 ——笛 卡儿
丝锥的种类与用途
11、用道德的示范来造就一个人,显然比用法律来约束他更有价值。—— 希腊
12、法律是无私的,对谁都一视同仁。在每件事上,她都不徇私情。—— 托马斯
13、公正的法律限制不了好的自由,因为好人不会去做法律不允许的事 情。——弗劳德
14、法ห้องสมุดไป่ตู้是为了保护无辜而制定的。——爱略特 15、像房子一样,法律和法律都是相互依存的。——伯克
拉
60、生活的道路一旦选定,就要勇敢地 走到底 ,决不 回头。 ——左
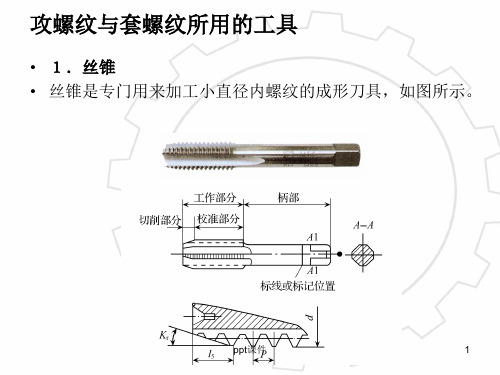
丝锥

新型结构
新型结构
为了提高丝锥的切削效率、改善容屑和排屑状况,减少崩齿和折断,现代丝锥有多种新型结构。 丝锥①螺尖丝锥:切削部分磨有斜槽,形成负的刃倾角(见刀具),切削时切屑向前排出,适于加工通孔。 ②螺旋槽丝锥:容屑槽为螺旋形,在加工盲孔右旋螺纹时,丝锥要制出右螺旋容屑槽,使切屑向前排出,不 刮伤螺纹。 ③无槽挤压丝锥:靠挤压孔壁时金属的塑性变形形成螺纹,主要用于加工铝合金、铜等塑性材料,也可加工 低碳钢和不锈钢。丝锥前端的挤压锥部是锥形螺纹。为了减少摩擦、降低挤压力,丝锥断面做成多边形。挤压丝锥 强度高,特别适于加工直径在6毫米以下的小规格螺孔。 ④跳牙丝锥:沿刀齿螺旋线方向相间磨去一齿,因而增大了切屑厚度,有利于断屑和排屑,用于加工不锈钢 等工件。 ⑤内容屑丝锥:切屑从丝锥的内孔中排出,用于加工大规格螺孔。 ⑥自动收缩丝锥:攻丝完毕后丝锥刀齿能自动向内收缩,以便快速退出。 ⑦拉削丝锥:是一把刀齿分布在螺旋线上的拉刀,常用于加工梯形和方牙螺纹。
组成部分
组成部分
螺母丝锥机用和手用丝锥是切制普通螺纹的标准丝锥。中国习惯上把制造精度较高的高速钢磨牙丝锥称为机 用丝锥,把碳素工具钢或合金工具钢的滚牙(或切牙)丝锥称为手用丝锥,实际上两者的结构和工作原理基本相 同。通常,丝锥由工作部分和柄部构成。工作部分又分切削部分和校准部分,前者磨有切削锥,担负切削工作, 后者用以校准螺纹的尺寸和形状。
功能特点
功能特点
丝锥丝锥通常分单支或成组的。中小规格的通孔螺纹可用单支丝锥一次攻成。当加工盲孔或大尺寸螺孔时常 用成组丝锥,即用 2支以上的丝锥依次完成一个螺孔的加工。成组丝锥有等径和不等径两种设计。等径设计的丝 锥,各支仅切削锥长度不同;不等径设计的丝锥,各支螺纹尺寸均不相同,只有最后一支才具有完整的齿形。
丝锥的基本型号与应用

1. 用途:机用丝锥和手用丝锥(以下简称丝锥)。
用于加工普通螺纹(GB/T192~193,GB/T196~197)的内螺纹。
2. 特点及精度:丝锥技术条件按GB/T969-1994。
丝锥精度分为四种公差等级。
即:H1、H2、H3、H4。
H1级丝锥适用于加工4H、5H的内螺纹;
H2级丝锥适用于加工5G、6H的内螺纹;
H3级丝锥适用于加工6G、7H、7G的内螺纹;
H4级用于手用丝锥,适用于加工6H、7H的内螺纹。
丝锥分为以下五种型式:
粗柄粗牙普通螺纹机用丝锥;
粗柄细牙普通螺纹机用丝锥;
细柄粗牙普通螺纹机用丝锥;
细柄细牙普通螺纹机用丝锥;
普通螺纹手用丝锥。
同时还有左、右旋,单支组和多支组之分。
3. 刀具标记及示例
订货时注明:产品名称、产品编号、丝锥代号(粗牙不标螺距)、精度(即丝锥公差带,其中手用丝锥不标)、旋向(右旋不标,左旋标“左”)、若多支组丝锥,在丝锥代号前加支组数字、标准号。
例:a:细柄粗牙普通螺纹机用丝锥26220-391 2-M12-H3 I GB/T3464.1-1994
b:粗柄细牙普通螺纹机用丝锥26200-211 M10×1.25-H3 GB/T3 464.1-1994
c:普通螺纹手用丝锥26020-158 2-M3.5×0.35 I GB/T3464.1-1994
4. 规格及主要尺寸参数
注:括号内尺寸尽可能不用。
续表毫米。
丝锥基础知识ppt课件

*
丝锥的容屑槽 容屑槽
难于充分确保容屑槽 ・切屑的排出不良引起崩刃、折损 ・切削油的浸透不畅引起 熔着、磨耗
丝锥外径
底孔
*
熔着的原因
被切削材、切削油
摩擦热过大
熔着
调整丝锥型号、表面处理、切削油
*
啃削、咬削的原因
丝锥型号不适当 切削部位长度等 熔着 (例 S15C,SUS304 ,铝) 表面处理,丝锥诸角度不适当 切削油、注油方法 切屑堵塞(加工深度)
W系
Mo系
分类
*
丝锥材质及寿命
*
高 硬 度⇒耐磨耗⇒长寿命化
低摩擦系数⇒发热小⇒防止熔着 ⇒高速切削
丝锥的表面処理
水性化、干式加工化对策
*
目的是提高工具性能 ☆耐磨耗性 →提高表面硬度防止磨耗 ☆抗熔着性 →防止被削材的熔着、烧伤 ☆降低摩擦系数 →降低被削材的摩擦热
攻丝深度
15mm附近急激增大
切削扭力
*
攻丝长度及耐久性
丝锥 :TIN-NRT 尺寸 :M3X0.5 被切削材 :SPCC
切削油 :无 底孔直径 :φ2.75 切削速度 :10m/min 机床 :立型M/C
1
1.6
2
3
攻丝长度 (mm)
80,000
60,000
40,000
*
内螺纹的【啃削】
什么状況下?
改善・对策は?
○提高切削性能 ○降低摩擦系数・热 ○表面処理的活用 ○提高切屑排出性能 etc
○重选切削油 ○修正切削油的注油方法 ○修正底孔直径 ○修正进给机能 etc
*
孔扩大的原因
切屑堵塞 丝锥、底孔直径大、底孔深度大、切削油 熔着 表面处理、反熔着性高的切削油、前角 切削条件・使用方法的不适当 跳动、进给速度、马力 丝锥的选定不合适 恰当的精度 丝锥的再研磨不恰当
丝锥的种类与用途.

₱ 造成止规过的主要原因是回转与进给不同步 (简单的说就是是否采用浮动夹头,程序,机床刚性主轴丝杠有直接关系;
高速化的条件
机床
(1)普通的NC机床
・进给和旋转分别控制,所以有进给误差 ・由于进给误差导致切削量增加而使丝锥损伤,
为了消除进给误差需要采用攻丝浮动夹头
防止熔着(粘刀)
不锈钢
针对非金属→ 等同于氧化物
钛合金 低碳素钢
8/15/2019
丝锥做氮化处理
-- 无色・浅灰色 --
• 特征 处理层 30~50μm 表面硬度1000~
1300Hv →不针对软材 耐磨耗性提高 渗透至材质内部
8/15/2019
• 目的
耐磨损性
• 用途 磨损性大的被加工产品
铸铁・压铸合金 热硬化性树脂
6.65~ 6.91
7.34~ 7.41
0.26
大概是以上尺寸 的1/4~1/3左右
0.07
底孔的简单计算方法:切削丝锥:外径-螺距(底孔越大,丝锥寿命越长) 无沟槽丝锥(挤压丝锥):外径-1/2螺距
8/15/2019
盲孔螺纹加工时底孔
=有效螺纹长+切削锥部长+(丝锥顶尖长) (不完全螺纹长)
工件
8/15/2019
刃倾角丝锥
• 特征
• 刃倾角式沟槽 • 切屑向前排除 • 切屑不容易缠绕 • 抗折损强度高 • 切削性能好
• 用途
切屑容易形成卷曲状的材料
只能用于通孔→切削未 完成就反转容易折断
←向下排屑
8/15/2019
螺旋槽丝锥
• 特征
• 螺旋沟槽 • 能够加工到盲孔的底部 • 不残留切屑 • 容易进行螺纹加工 • 切削性能好
丝锥种类和各自用途
丝锥作为一种加工内螺纹的常用工具,按照形状可以分为螺旋槽丝锥、刃倾角丝锥、直槽丝锥和管用螺纹丝锥等,按照使用环境可以分为手用丝锥和机用丝锥,按照规格可以分为公制,美制,和英制丝锥等。
丝锥也是在攻丝时采用的主流加工工具。
那么丝锥该如何选用呢?今天分享给大家一份丝锥选用指南,帮助你选择合适的丝锥。
丝锥分类1.切削丝锥1、直槽丝锥:用于通孔及盲孔的加工,铁屑存在于丝锥槽中,加工的螺纹质量不高,更常用于短屑材料的加工,如灰铸铁等。
2、螺旋槽丝锥:用于孔深小于等于3D的盲孔加工,铁屑顺着螺旋槽排出,螺纹表面质量高。
10~20°螺旋角丝锥可以加工螺纹深度小于等于2D;28~40°螺旋角丝锥可以加工螺纹深度小于等于3D;50°螺旋角丝锥可以加工螺纹深度小于等于3.5D(特殊工况4D)。
某些时候(硬材料,大牙距等),为了取得更好的齿尖强度,会选用螺旋槽丝锥加工通孔。
3、螺尖丝锥:通常只能用于通孔,长径比可达3D~3.5D,铁屑向下排出,切削扭矩小,被加工的螺纹表面质量高,也被称为刃倾角丝锥或先端丝锥。
切削时,需要保证全部切削部分攻穿,否则会出现崩齿。
2.挤压丝锥可用于通孔及盲孔的加工,通过材料塑性变形形成牙型,只能用于加工塑性材料。
其主要特点:1,利用工件的塑性变形加工螺纹;2,丝锥的截面积大,强度高,不易折断;3,切削速度可比切削丝锥高,生产率亦相应提高;4,由于是冷挤压加工,加工后的螺纹表面机械性能提高,表面粗糙度高,螺纹强度、耐磨性、耐腐蚀性提高;5,无屑加工。
其不足是:1,只能用于加工塑性材料;2,制造成本高。
有两种结构形式:1,无油槽挤压丝锥只用于盲孔立加的工况;2,带油槽挤压丝锥适用于所有工况,但通常小直径丝锥因制造难度不设计油槽。
丝锥的结构参数1.外型尺寸1、总长:需注意某些需要特殊加长的工况2、槽长:通上3、柄方:目前常见柄方标准有DIN(371/374/376), ANSI, JIS, ISO等,选用时需注意和攻丝刀柄的匹配关系2.螺纹部分1、精度:由具体的螺纹标准来选择,米制螺纹ISO1/2/3级等同于国标H1/2/3级,但需注意制造商内控标准。
丝锥(TAPS)

丝锥(TAPS)1.概述丝锥是加工各种中、小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产中应用得非常广泛。
对于小尺寸的内螺纹来说,丝维几乎是唯一的加工刀具。
丝维的种类有:手用丝维、机用丝锥、螺母丝锥、挤压丝锥等。
2.丝锥的结构尽管丝锥的种类很多,但它的结构基本上是相同的。
工作部分是由切削部分和校准部分组成。
切削部分齿形是不完整的,后一刀齿比前一刀齿高,当丝锥作螺旋运动时,每一个刀齿都切下一层金属,丝锥主要的切屑工作是由切削部分担负。
校准部分的齿形是完整的,它主要用来校准及修光螺纹廓形,并起导向作用。
柄部是用来传递扭矩的,其结构形式则视丝锥的用途及规格大小而定。
3.检验标准丝锥产品采用国家标准或机械部部颁标准并等效采用国际标准详见表6—10—67。
表6—10—67丝锥检验标准产品名称机用和手用丝锥长柄机用丝锥短柄机用和手用丝锥螺母丝锥挤压丝锥国家标准GB/T3464.1-94 GB/T3464.2-94GB/T3464.3-94GB/T967-94JB/T7428-94行业标准国际标准ISO529-1975 ISO2283-1972ISO529-1975 ——适用范围适用于加工普通螺纹GB/T192-193,GB/T196-197的各种丝锥4.检验项目、技术要求(1)外观:丝锥表面不得有裂纹、刻痕、锈迹以及磨削烧伤等影响使用性能的缺陷。
(2)丝锥表面粗糙度的最大允许值按表6—10—68的规定。
表6—10—68丝锥表面粗糙度(单位:μm)项目丝锥名称机用丝锥螺母丝锥手用丝锥H4螺母丝锥高性能级普通级螺纹表面Rz3.2 Rz3.2 Rz3.2 Rz12.5 后面Rz3.2 Rz3.2 Rz3.2 Rz6.3 前面Rz3.2 Rz6.3 Rz6.3 Rz6.3 柄部Ra0.8 Ra1.6 Ra1.6 Ra3.2(3)丝锥螺纹牙型和尺寸极限偏差:①丝锥螺纹公差、牙型半角偏差及大径、中径、小径偏差应符合GB/T968的规定。
丝锥的类型及特点、用途

挤牙丝攻(无沟丝锥、非圆丝攻)HRT、NRT特点:1)攻牙时不会产生切屑,因没有切屑适合于盲孔的螺纹加工且可以省去切屑的处理时间;2)没有切屑槽,丝锥断面积较大,故耐力、扭力强度大、丝锥寿命较长,亦没有切削的干扰故不易折损;3)内螺纹之加工面为压造面外观美丽、光滑、材料纤维连续没切断,螺纹强度约增加30%精度安定;4)母螺纹塑性流动成形面粗度良好,有效经之偏差较少。
5)以塑性加工方法作为母螺纹的加工用工具,适用于延展性良好的的材料,适用范围:铝、红铜、锌、黄铜、低碳钢材、不锈钢及非铁金属攻牙作业。
螺旋丝锥SFT特点:对不通孔被削材之攻牙作业,螺旋丝锥与一般手用丝锥不同的是,普通的手用丝锥之沟槽成直线型,而螺旋丝锥是成螺旋型,螺旋丝锥在攻牙时,以其螺旋槽的上升旋转作用能轻易地把铁屑排出孔外,以免铁屑残留或堵塞于沟槽内,而造成丝锥折断,刃部崩裂,因此能增长丝锥的寿命与切削出最高精度之螺纹,切削速度可较直槽丝锥加快30 -50%。
螺旋丝锥适用于适用范围:切削高韧性之材料(碳素钢、合金钢及非铁金属),而不适合铸铁等切屑成细碎之材料等盲孔加工。
螺帽丝攻NT.SNT特点:螺帽丝锥,主要适用于螺帽的加工攻牙,根据螺帽的加工特性考虑丝锥的牙部、柄部比较长,其食付倒角(吃入部)占整个牙长的75%。
使用时柄部需焊接故一般都不是方柄适用范围:主要用于攻45#钢、调质钢等螺帽。
直槽丝攻(手绞丝锥)HT特点:手绞丝锥直沟形一般广泛使用最普遍,HT一组包括三支不同切削部长度的丝锥有分第一攻(9山),第二攻(5山)与第三攻(1.5山),HT通常个别使用,但有时亦会成套使用。
适用范围:一般用于碳素钢、合金钢及非铁金属先端丝攻(前倾角丝攻、下螺旋丝攻)POT特点:对通孔切削的攻牙作业,先端丝锥将发挥其很好的切削效果,迅速、顺利地为您切削出最高级的螺纹,先端丝锥具有一般手用丝锥相同的直线沟槽,但在其切削部前端有经特殊设计的螺旋沟槽,籍以旋转推送切屑从孔的下方排出,由于先端丝锥具有旋转排出切屑的功能,除可保持沟槽的清洁从而减少切削时的抗力外,并能避免切屑堵塞而造成丝锥的损害,因此先端丝锥可采用比一般的手用丝锥更快速度来切削高精密的螺纹。
丝锥基础介绍_2
The Tool Company
加工盲孔时丝锥的反转退出过程 (四槽)
• 残留的切屑会使丝锥崩牙甚至断裂 (图C) • 这在扭矩图上会有一冲击峰值 by Xu-Hanguang
The Tool Company
丝锥扭矩分布图 加工通孔时
e: 退刀时剪切残留切削的扭矩峰值 by Xu-Hanguang
by Xu-Hanguang
The Tool Company
不同倒角长度的切削分配
D型 – 倒角长度4 个螺纹
C型 – 倒角长度2个螺纹
by Xu-Hanguang
The Tool Company
攻丝过程的不同阶段 (通孔)
• 首先倒角部份切 入工件
by Xu-Hanguang
• 其次整个丝锥进 入工件
The Tool Company
残留的切屑
by Xu-Hanguang
The Tool Company
丝锥没有切削刃径向后角的情形
理论上丝锥没有切削刃径向后角在反转退刀时是最有利的 by Xu-Hanguang
The Tool Company
丝锥有切削刃径向后角的情形
残留切削在丝锥反转时对刀背的挤压最容易使刃口崩刃 by Xu-Hanguang
柄径 =公称直径 > M5 - M10
柄径 <公称直径
by Xu-Hanguang
The Tool Company
通孔 和 盲孔的不同形式
丝锥的形式及丝锥导向部分的长度的选择 要依据工件的材料和螺孔的形式来确定. by Xu-Hanguang
The Tool Company
应用举例1
by Xu-Hanguang
The Tool Company
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高速化的条件
机床
(1)普通的NC机床
・进给和旋转分别控制,所以有进给误差 ・由于进给误差导致切削量增加而使丝锥损伤,
为了消除进给误差需要采用攻丝浮动夹头
(2)有同步进给机能的NC机床
・经常检查进给和旋转来修正误差保持进给和旋转一致
刀夹
选用攻丝浮动夹头
切削液
切削液稀释倍率5%-10%,耐久性是最佳; 18
3
直槽丝锥
切削刃数=沟槽数量×切削锥牙数(例:4沟槽×2牙=切削刃数8)
← 向下排屑
– 特征
・直的沟槽、刃尖强度高
・容易选定切削锥长→1.5・5・9牙
・容易再研磨 ・对应螺纹尺寸可选择性大; • 1:在高硬度的加工材料,易引起 • 刀具磨损的材料,攻丝深度短的通孔 • 很好的效果;(刚性强) • 2:切削锥部分可以有2、4、6牙,用 • 于不通孔,长锥用于通孔。只要底孔 • 足够深,就应尽量选用切削锥长一些的 • ,这样分担切削负荷的齿多一些,使用 • 寿命也长一些
7
切削丝锥・无沟槽丝锥的区别
丝锥的种类
切削丝锥
HT・SFT・POT
挤压丝锥
NRT
螺纹的形状 底孔的尺寸
JIS2级的 底孔尺寸
底孔比以上 尺寸大约大 1/2个螺距
例如 M8X1.25 JIS2级的情况
底孔径
底孔公差
6.65~ 6.91
7.34~ 7.41
0.26
大概是以上尺寸 的1/4~1/3左右
0.07
12
螺纹后刀面形状(导向)
既然不切削为什么需要导向呢?
无减少
同心部(刃带)
减少
刃尖开始减少
•M10以内的小径丝锥 •自己导向性优
同心偏心复合后刀面
•M10以上的丝锥 •与内螺纹的接触少 •自己导向性优
偏心后刀面
•与内螺纹的接触最少 •适合于不锈钢・高硬材料
•适合于同步进给
•自己导向性差
13
丝锥加工的特点
4
刃倾角丝锥
• 特征
• 刃倾角式沟槽 • 切屑向前排除 • 切屑不容易缠绕 • 抗折损强度高 • 切削性能好
• 用途
切屑容易形成卷曲状的材料
只能用于通孔→切削未 完成就反转容易折断
←向下排屑
5
螺旋槽丝锥
• 特征
• 螺旋沟槽 • 能够加工到盲孔的底部 • 不残留切屑 • 容易进行螺纹加工 • 切削性能好
⇒另外・・・丝锥进给方向由于惰性而前进的量也需要考虑!!
9
切削丝锥上沟槽的作用
• 沟槽的三大要素
1 切削刃的形成
2 冷却液对切削部位的供给
3 切削碎片的收纳和排出
• 丝锥通过沟槽的形状分类
手用丝锥
刃倾角丝锥
螺旋槽丝锥
无沟槽丝锥
10
前角
软材→前角 大
前角 大 切削状态 良
前角 小 刃尖刚性 良
硬材→前角 小
丝锥的基础知识
1
什么叫丝锥
与丝锥的导程相匹配的进给下,在底孔上形成 螺纹的工具
2
丝锥的种类
种类:1.按驱动不同分:手用丝攻和机用丝 锥;
2. 按加工方式分:切削丝攻和挤压丝 锥;
3. 按被加工螺纹分: 公制粗牙丝攻, 公制细牙丝攻,管螺纹丝锥等 ;
4.根据其形状分为直槽丝攻,螺旋 槽丝攻和 刃倾角丝锥,挤压丝锥;
径向浮动、震动、进给速度、机床丝杠;
• 选择丝锥不合理;
底孔的简单计算方法:切削丝锥:外径-螺距(底孔越大,丝锥寿命越长) 无沟槽丝锥(挤压丝锥):外径-1/2螺距
8
盲孔螺纹加工时底孔
=有效螺纹长+切削锥部长+(丝锥顶尖长) (不完全螺纹长)
工件
无顶尖
有顶尖丝锥
螺栓(外螺纹)
有效螺纹长
顶
尖
长
度
切
切
削
削ห้องสมุดไป่ตู้
锥 部丝锥加工深度锥 长
钻 头 顶 尖 长
钻头加工深度
→ 向上排屑
用途
切屑呈卷曲状材料; 盲孔;
通孔也可以使用
6
挤压丝锥
• 特征
塑性变形无屑↓
• 通过金属的塑性变形加工螺纹
• 没有切屑
• 内螺纹精度好
• 抗折损
• 螺纹顶部牙形形成凹槽,
• 内陷,与切削丝锥有区别
• 底孔管理严格
• 加工扭力大
也被称之为 无槽丝锥 无屑丝锥 挤压丝锥
用途 延展性好的材料(铝合金・铜件・低,中碳钢) 盲孔・通孔兼用 采用挤压成形工艺加工出的螺纹孔,抗拉、抗剪强度高,加工表面的粗糙度 也较好;
如果螺纹没有精度
根
本
无
困惑中
法
拧
入
小了点,就这样 算了吧
螺母工厂 A社
大了点,没关系, 马马虎虎得了
用户 C
螺栓工厂 A公司
螺栓工厂 B社
19
有了精度之后会怎样?
无论从哪里买来的螺母及螺栓都可以很好的配合使用
请按照规定范围 严格制作
是!
用户 C
螺母工厂 A社 是!
JIS规格 螺栓工厂 B公司
这样就够放 螺母工厂心了A社
11
丝锥切削锥部
• 实际进行切削加工的只有切削锥部・・・用P或者山表示 • 磨去先端的外径部分加工而成 • 加工成形成不完全螺纹
切削锥部长→刃多⇒每刃负荷小 →不完全螺纹长
切削锥短→切削刃少⇒每刃负荷大 →不完全螺纹短
只起导向作用 (不切削)
→再螺纹长度受限定的加工中
确保螺纹的有效长度够・・盲孔用SFT(螺旋丝锥)
OH1
OH4
1a级
-6
基准中径 9.026
16
丝锥加工主要的问题点
一:切削丝锥问题点 1:切削锥部的修磨
2:钻头修磨的偏移量 →
3:回转与进给不同步 • 4:丝锥转数过快过慢 二:挤压丝锥问题点
1:底孔要求严格; 2:切削丝锥上述四点
₱ 造成止规过的主要原因是回转与进给不同步 (简单的说就是是否采用浮动夹头,程序,机床刚性主轴丝杠有直接关系;
螺栓工厂 B社
20
丝锥容屑槽的作用
容屑槽
容屑槽的充分确保很难
・切削排除不良
容易导致崩刃和丝锥折断 ・切削液润滑是否充分
丝锥
影响粘刀和磨损
外径
底孔
21
内螺纹止规过的原因
• 切屑缠绕;
丝锥的选定、底孔大、底孔长度长、切削液
• 粘刀;
表面处理、抗粘刀的切削液、前角 →
• 进给与转数不同步;(主要原因)
• 1:可以进行高精度的螺纹加工; • 2:加工容易不需要熟练; • 3:可以在复杂的形状上,大的工件上进行
简单的螺纹加工; • 4:可以用机械和手动加工; • 5:丝锥可以量产,所以便宜;
14
丝锥的各部分名称
15
+180 +160 +140 +120
中 径 +100
+80
+60
+40
+20
内螺纹精度
+210
+224
NP
M10X1.5的情况
IP WP
3 级 2 级
1 级
GP
JIS丝锥精度
OH丝锥精度
7 6H H 5 H
GP
+120
+98
+100 OH6
ISO 3
+80 OH5
+55
+40 3级
+22 +7
1b级
2级
+7
+15
+20
ISO 1
ISO
+70
+60
2
+42
+40 OH3
+20 OH2
+14