提高丝光羊毛纱线染色的一次成功率
怎样染色才能让丝光羊毛纱线一次成功或提高它的成功率

怎样染色才能让丝光羊毛纱线一次成功或提高它的成功率1丝光羊毛特性羊毛的丝光处理,即防缩处理,主要是通过对毛条或毛纱的特殊处理,提高羊毛产品的防缩性能,获得良好的尺寸稳定性和如蚕丝一般的光泽和手感。
目前宏其化工处理的方法主要有3类:化学降解法(氧化法),聚合物沉积法(树脂法),酶处理法。
氧化法指通过氧化剂的氧化作用,部分或全部剥蚀羊毛的鳞片层。
树脂法指在羊毛的表面施以高分子聚合物,使之沉积在羊毛纤维表面,限制和制约纤维的相对运动。
酶处理法指通过蛋白酶与羊毛鳞片层中蛋白质大分子作用,部分剥蚀羊毛的鳞片层。
无论是通过氧化法、树脂法、酶处理法或三者联合处理过的羊毛,与常规未处理的羊毛相比较,有5个特性:①防缩性能提高;②对染料的亲和力提高;③纤维的pH值降低;④羊毛的手感变滑,光泽变亮;⑤染色的色牢度降低。
2提高染色的砌玎系统工程经过丝光处理后的毛纱,对染料的吸附性能提高以及纤维pH值降低的特性,增大了染色色花的机率;由于丝光羊毛产品多数是机可洗产品,染色色牢度降低的特性使要满足国际羊毛局对机可洗产品的高色牢度要求变的更难。
要一次成功的生产出色泽均匀、色牢度良好、满足机可洗要求的染色产品,对于丝光毛纱的染色提出了更高的要求。
提高丝光羊毛纱线染色的RFT是一个系统工程,该工程包括纱线前处理、染色、后处理等与染色相关的工艺过程,以及所有参与人员和相应的全部物资资源如羊毛固色剂、羊毛匀染剂等。
要实现这个系统工程,正确仿样是前提,稳定生产是关键,二者的联结点是大小样的符样率。
3正确仿样客户确认和车间顺利生产是正确仿样的两大目的。
二者均要兼顾,不能偏重一面。
只求客户确认,不顾车间生产的可行性;只顾大生产的需要,而忽视客户的要求都是不可取的。
4客户确认为了得到客户的确认,要关注以下5点:①客户使用的对色光源。
客户一般不特别提出,通常使用D65光源;如果使用双光源,应特别注意灯光跳色现象,及时与客户沟通相关情况。
②客户对水洗、摩擦、耐氯、耐汗光等色牢度的要求和其他环保要求,尤其是针对特殊用途的产品对色牢度的不同要求。
染色车间一次成功率讨论

染色一次成功率讨论
染色一次成功率
ENTERPOINT管理系统是针对印染行业开发的管理系统。
其主要目的,为企业搭建一个信息管理平台,简化企业内部的管理流程,提高实际管理能力,加强各部门的沟通。
我们从几个方面讨论一下,ENTERPOINT是如何提高企业的染色一次成功率:
1.从原材料的质量上进行控制,我们对每一次染料和白坯的入库进行质量检验,当发
现质量问题时,及时进行反馈。
避免因原材料的质量问题而影响生产的成功。
最后需要反复回修才能达到预先的色泽要求。
2.进行虚拟库存管理,根据订单进行选纱,既每个订单的白坯领用只能选纱进行出库,
这样可以尽量避免在领纱时发生的混批现象,提高车间的一次成功率。
3.在车间实施计件工资和奖惩制度。
清晰的工资制度,提高员工的工作积极性和责任
心。
4.明确的交接班记录,避免交接不清,造成生产过失。
其目的为提高车间的生产成功
率。
5.提供半成品检验,既络筒完成后的质量检验。
尽量保证纱线入缸前达到质量要求,
从而提高生产一次成功率。
6.在车间内,有准确的生产质量报表,统计前段时间的质量情况,找出前段时间哪些
工序、染缸有严重质量问题的原因,方便以后的在那些环境做着重控制,提高生产一次成功率。
7.工艺处方方面,包括小样中样等。
提高羊毛染色小样与大样色光重现性的对策

实际生产中染色小样与大样之间总存在着一定的色差,即色光重现性问题。
色光重现性问题一直以来是国内外染色行业普遍存在的难题。
染色过程中因涉及化学染料的配比、化学助剂的使用等不可控因素较多,存在误差的放大效应,造成染色小样与大样间的色光差异。
具体影响因素有原材料、染料的质量及种类、助剂的种类及质量、染色配方、染色温度、pH 、浴比以及染色时间等。
要在染色过程中控制好各项因素,是一件非常困难的事情。
本研究课题以兰纳素染料和兰纳洒脱染料染羊毛为例,对兰纳素染料和兰纳洒脱染料染色羊毛从打小样到生产放大样的流程进行跟踪观察,分析影响染色小样与大样色光重现性的因素及机理,得出解决问题的措施。
此研究课题为以后解决色光重现性问题作出参考,为企业解决该问题贡献微薄的力量。
1实验1.1材料及设备提高羊毛染色小样与大样色光重现性的对策摘要:采用兰纳素、兰纳洒脱系列毛用活性染料对羊毛小样、大样进行染色,分析样品的色光重现性。
分析羊毛的染色原理,优化工艺步骤,染出符合设计要求的羊毛小样和大样。
用电脑测色仪进行测色,然后分析小样和大样的数据,找出影响染色小样与大样色光重现性的因素,提出提高色光重现性的具体措施。
关键词:羊毛;兰纳素染料;兰纳洒脱染料;色光重现性中图分类号:TS193.5文献标志码:A 文章编号:1005-9350(2023)06-0027-04Abstract:Enlarged and small samples of wool are dyed with Lanasol and Lanaset series wool reactive dyes,andthe chromatic reproducibility of test samples is analyzed.The dyeing principle of wool is analyzed,the process steps are op⁃timized,and the small and enlarged samples of wool that meet the design requirements are dyed.The color measurement is carried out with a computer color meter,then the data of the small and enlarged samples is analyzed to find out the factors that affected the chromatic reproducibility of small and enlarged samples of wool.Finally,the specific measures to enhancethe chromatic reproducibility are proposed.Key words:wool;Lanasol dye;Lanaset dye;chromatic reproducibilityCountermeasure for improving the chromatic reproducibility ofsmall and enlarged samples in wool dyeing收稿日期:2023-03-13基金项目:烟台南山学院青年科技基金(2021QKJ13)作者简介:王娟(1965—),女,工程师,本科学士,主要研究方向为纺织品染整工艺,E-mail :****************。
效率+质量是纺织染色企业取胜的关键
效率+质量是纺织染色企业取胜的关键印染工艺是纺织文化的重要组成部分,随著时代的发展,印染技术不断革新。
如今,人们的生活水平明显提升,对纺织品的品质也提出了更高的要求。
在这一背景下,印染行业掀起了改革的浪潮,从理念到技术的持续革新,改变了行业的发展面貌。
对于纺织染色加工企业来说,意味着将迎来绝佳的发展机会。
此时,唯有加强对现代科技的运用,兼顾效率和质量,才能在竞争激烈的市场中占有一席之地,实现自身的进一步发展。
嘉兴市正丰染色有限公司是现代纺织染色加工企业的优秀代表,在董事长陆朝芬的带领下,公司与时俱进,在印染工艺的革新以及纺织染色的研究方面取得了突出成绩。
TAweekly:作为印染行业内的优秀人才,你在技术研发以及企业管理方面均取得了突出成绩,请回顾一下你的从业历程?陆朝芬:印染工艺起源于民间,传统的手工印染具有浓厚的艺术特色。
在科技尚不发达的年代里,手工印染工艺在人们的不断探索过程中实现了持续革新,与其说它是一种工艺技术,不如说它代表了人们对美好生活的向往。
艳丽的色彩、丰富的图案,正是人们追求高品质生活的真实写照。
了解了纺织染色加工领域的发展历史后,我对印染工艺充满了兴趣,同时内心产生了一种使命感。
我希望自己能够在这个领域里有所成就,推进印染工艺的进一步发展,更好地满足人们对纺织产品提出的要求。
TAweekly:据悉你一直都非常注重改进纺织染色工艺,能分享一下取得的成果吗?陆朝芬:传统的纺织染色工艺存在一些弊端,例如染色效果有待改进,易掉色,染色过程会产生大量废水等。
针对这些问题,我尝试对传统的工艺做出改进。
当然这其中经历了无数次试验,我对采用的方法以及所取得的效果做了详细的对比,最终推出了一系列新型染色工艺,比如“染色牢靠的纺织品印染工艺”和“节能环保的少水染色工艺”。
如今这些工艺已经被应用在公司的纺织染色工作中,值得一提的是,新技术具有染色牢靠、节能环保等优势,在保证染色质量的同时,可降低对生态环境的污染。
z2008-双氧水处理对丝光羊毛织物染色性能的影响
— 9 —
双氧水处理对丝光羊毛织物染色性能的影响
胡玉波1 ,徐卫林2 ,于伟东1 ,3
(11 东华大学纺织材料与技术实验室 ,上海 201620 ; 21 武汉科技学院纺织研究所 ,湖北 武汉 430074 ; 31 武汉科技学院纺织与材料学院 ,湖北 武汉 430074)
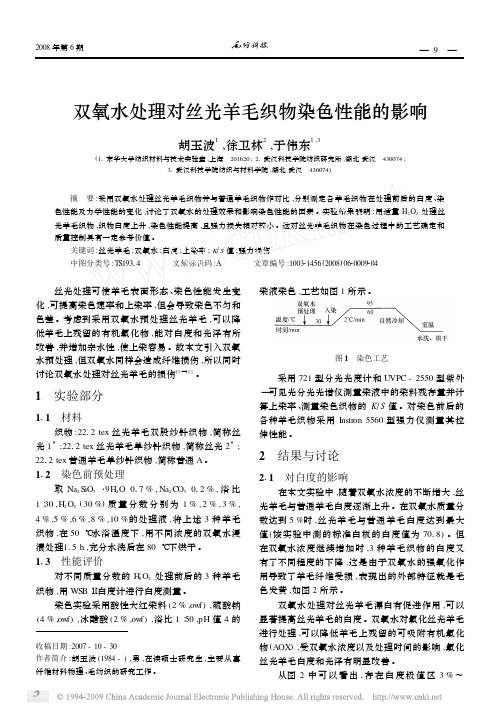
摘 要 :采用双氧水处理丝光羊毛织物并与普通羊毛织物作对比 ,分别测定各羊毛织物在处理前后的白度 、染 色性能及力学性能的变化 ,讨论了双氧水的处理效果和影响染色性能的因素 。实验结果表明 :用适量 H2O2 处理丝 光羊毛织物 ,织物白度上升 ,染色性能提高 ,且强力损失相对较小 。这对丝光羊毛织物在染色过程中的工艺确定和 质量控制具有一定参考价值 。
从图 3 可以看出 ,丝光羊毛染色 50 min 左右就 有很高的上染率 ,而且丝光 2 # 上染速率明显快于丝 光 1 # ,尤其在初始阶段 ,上染速率过快导致其染色 不匀 ,丝光 1 # 上染率曲线较平滑 ,上染速率正常 ,较 少有染花现象 。实际中可选择丝光 1 # 进行生产 ,同 时可以适当缩短染色时间 ,较常规染色省时约 40 % ,还可减少染色损伤 。普通羊毛则需按常规染 色 80 min 以上 。上染速率的加快和染色时间的缩 短往往导致染色不匀 ,在实际生产中需加入适当匀 染剂 ,以克服快速上染带来的染花问题 。
113 性能评价
对不同质量分数的 H2O2 处理前后的 3 种羊毛 织物 ,用 WSB Ⅱ白度计进行白度测量 。
染色实验采用酸性大红染料 (2 % ,owf) ,硫酸钠 (4 % ,owf) ,冰醋酸 (2 % ,owf) ,浴比 1∶50 ,pH 值 4 的
收稿日期 :2007 - 10 - 30 作者简介 :胡玉波 (1984 - ) ,男 ,在读硕士研究生 ,主要从事 纤维材料物理 、毛纺织的研究工作 。
提高针织物绳状染色的一次性成功率
实 现分 时间 、 阶段 、 量 和注 人 分 计 速度控制 , 被染织物在最短 时间 让
内达到匀染 。 通常是将编好的程序
写人 到染色工艺 中去 , 由染 色机 的
相关控制 系统 自动完成 。
2 浴 比控制 I 4 浴 比是被 染 物 的重量 与 染液
短 的时 间内达 到一致 , 就成 为设 备
维普资讯
20 0 7年 2月
针 织 工 业
No2 .
提 高针 织物 绳状 柒 色的 一次性 成功 率
刘 江 坚
( 阳纺 织机械 有限责任 公司 , 邵 湖南 邵 阳 4 2 0 ) 2 00
摘要 : 针织物绳状染 色具有匀染性好 、 张力低及手感好 的特 点, 但是也存在缸 差、 管差、 条花和褶皱等
绳状 方式 在 间歇式 染 色机 中进 行
文献标 识码 : B
文章 编号 :0 0 4 3 (0 7 0 — 0 9 0 10 — 0 3 2 0 )2 0 3 —4 1 织 物丰满 、 - 3 手感好 众所周知 , 织物 采用间歇式松
式绳 状染 色要 比平 幅染 色 获得 的
的染色机 的性能有 机结 合 , 有效控 制染色 的全过程 , 可提高染 色的 则
上 染开 始直 到 固色结 束 的全 过程 中。从 这种意义上来讲 , 不会 出现
平 幅染 色 中数 , 温度 的设定 和温度 的变化率对染化料 的吸附 、 扩散 和
进行 修色 、改 色或 者 回染加 以解 决 。这 样 做不 仅降 低 了织 物 的品 质, 而且增加 了能耗成本 。
次性成功率 。
1 织物绳状染色的主要特点 1 匀染性好 . 1 织 物在 绳状染色过程 中 , 主要
影响染色一次成功率的因素—前处理篇
影响染色一次成功率的因素—前处理篇影响染色一次成功率的因素—前处理篇,详细介绍了前处理对染色一次成功率的影响。
影响染色一次成功率的因素—前处理篇染色一次成功率(Do It Right The First Time),简称DIRFT(或DRF)。
染色一次成功率对于印染企业来说,其高低直接影响工厂效率、质量、成本三大指标。
DIRFT是一个染厂技术与管理水平的重要体现。
记住一句话:好的前处理是成功染色的一半!本文从前处理影响染色一次成功率的因素出发,探讨提高染色一次成功率的办法,如有不对之处,敬请指正。
1原坯(或纱线)的批次管理咦,不是说前处理的吗?的确,染厂前处理的质量好坏直接影响染色的稳定性和质量,而管理,却又不得不放在第一位来说。
有专家说:三分技术、七分管理;也有专家说:二分技术、八分管理。
在染整这个应用化学的行业,当技术发展到一定程度时,管理则决定了一个企业的水平。
因此,在说前处理之前,强调一下原坯(或纱线)的批次管理,相同批次的按同一工艺染色,而更换批次时,必须有一个打样和跟踪程序,被染物批次更换后,要根据打样对比情况,及时调整工艺,好的批次管理控制体现了一个染厂水平的高低。
2退浆退浆是针对上浆的梭织物的,为了便于织造,大部分梭织物需要经过上浆后织造。
说到退浆,不得不提一下纺织浆料界的三大浆料:淀粉及衍生物、聚乙烯醇(PVA)、丙烯酸类浆料。
PVA因环保问题已逐步淘汰,而现在使用的大多是淀粉与丙烯酸类浆料配合使用。
常用的四大退浆方法:热水退浆、碱退浆、酶退浆、氧化退浆。
现在使用较多的是酶退浆和碱退浆,而酶退浆(淀粉酶)主要针对淀粉浆料。
退浆效果的好坏一般用退浆级别来评价,三大浆料中,丙烯酸浆料比较容易去除,而淀粉浆和PVA均有简单快速的测试方法(如碘/碘化钾法。
退浆不充分,染色时会影响染料的上色率,或引起织物的手感变差。
羊毛的染色现状研究报告
羊毛的染色现状研究报告羊毛的染色现状研究报告摘要:羊毛作为一种常见的纤维材料,被广泛用于服装、家居用品等领域。
羊毛的染色是其加工过程的一个关键环节。
本报告通过对当前羊毛的染色现状进行研究,包括传统染色方法和新兴染色技术的应用情况。
通过搜集和分析相关数据,报告总结了羊毛染色的主要问题,并提出了未来羊毛染色的发展趋势和建议。
一、传统染色方法传统染色方法主要包括槽染、静态染、纺纱级染色等。
这些方法具有染色效果好、颜色持久等优点,并且经验丰富的染色工艺师能够通过调整染料、染房温湿度等因素来控制羊毛染色的效果。
然而,这些传统染色方法存在着染料的浪费、环境污染等问题。
这些问题使得传统染色方法逐渐被新兴染色技术所取代。
二、新兴染色技术新兴染色技术主要包括水染色、染色酸废水处理、电子束辐照染色等。
水染色是一种新型的染色方法,具有节能、环保的优点。
染色酸废水处理是针对传统染色方法产生的酸废水进行处理,以减少环境污染。
电子束辐照染色是一种利用电子束辐照羊毛纤维使其变色的方法,无需染料及化学药剂,有效地减少了染料的浪费和环境污染。
三、羊毛染色存在的问题羊毛染色虽然有了诸多发展,但仍然存在一些问题。
首先,染色过程中一些化学药剂的使用会对环境造成污染。
其次,染色过程中的能耗较高,导致染色成本增加。
此外,染色后的颜色持久性不佳,易褪色。
上述问题制约了羊毛染色的发展。
四、羊毛染色的发展趋势和建议羊毛染色的发展趋势是追求低能耗、低污染、高效率的染色技术。
建议在以下几个方面进行研究和改进:首先,开发绿色染料,减少对环境和人体的危害。
其次,探索新型染色工艺,减少染色过程中的能耗和染料的浪费。
此外,加强染色后整理工艺的研究,提高羊毛染色后的色牢度和光牢度。
最后,加强相关政策和法规的制定,推动羊毛染色行业的规范发展。
结论:羊毛染色是羊毛加工过程中的一个关键环节。
本报告对羊毛染色的传统方法和新兴技术进行了研究,总结了羊毛染色存在的问题,并提出了未来羊毛染色的发展趋势和建议。
提高纱线染色一次成功率
板单到批量生产 的计划单 , 最容易产 生的问题 有大小 样差异大 、 生产工艺不稳定 、 一次合格率不高等。
针 织物 加工 主要采 用 间歇式 圆筒 或开 幅式 绳 状染
2 5~3 0 5. . 8~6 5 . . 7 O~8 O 9 0~ l 5 . . 0. 』艺 筒纱染 色 . 二 总 时 间/ 溢流染色 . 3 3 6 4~ . . 8 899~l. h 2 7~ . . 7 2 7 7~ . . I6
印
染 (0 8N . 1 20 o2 )
WWW. . 0 0 珊. D C
≤ 差 圣圣 兰≥
提高纱线染色一次成功率
董 勤霞
( 上海题桥 纺织染纱有 限公 司, 上海 2 1 1 ) 0 14
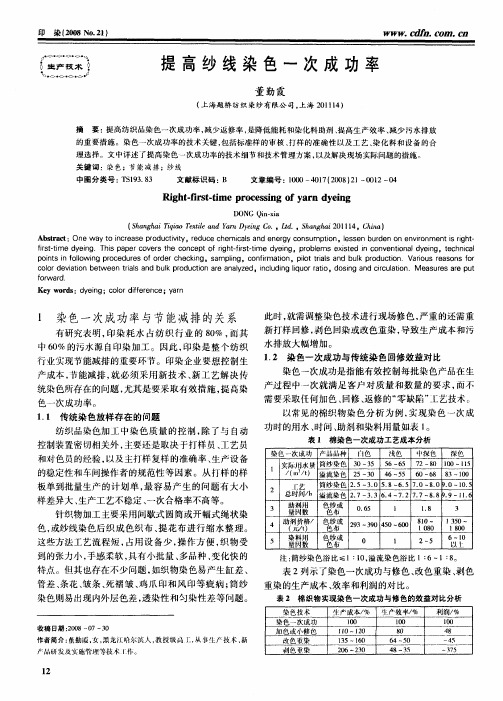
摘 要 : 提高纺织 品染色一次成功率 , 减少返修率 , 是降低 能耗 和染化料助剂 、 提高生产效率 、 减少污水排放 的重要措施 。染色一 次成 功率的技术关键 , 括标 准样 的审核 、 包 打样的准确性 以及工艺 、 染化料 和设 备的合 理选择。文中详述了提高染色 一次成功率 的技术 细节 和技术管理方案 , 以及解决现场实际问题的措施
l 染色一次成功率与节能减排 的关系
此时 , 就需调 整染 色技 术进行 现场 修 色 , 重 的还需 重 严
剥 导致 生 产成 本 和污 有研究表明, 印染耗水 占纺织行业的 8 % , 0 而其 新 打样 回修 , 色 回染或 改 色重染 , 中 6 % 的污水 源 自印染 加 工 。 因此 , 0 印染 是 整 个 纺织 水排 放大 幅增加 。 12 染色一 次成 功与 传统染 色 回修效益对 比 . ห้องสมุดไป่ตู้业实现节能减排的重要环节。印染企业要想控制生 产成本 , 能减 排 , 必 须采 用 新 技 术 、 工 艺 解 决 传 节 就 新 染色 一次成功 是指 能有效 控制 每批 染 色产 品在 生 产过 程 中一次就 满 足 客 户对 质 量 和 数 量 的要 求 , 不 而
浅析巨型卷染机染色一次成功率控制
浅析巨型卷染机染色一次成功率控制摘要:本文根据卷染生产和小样之间的工艺条件差异,具体分析了浴比、温度、时间、中性盐用量、纯碱用量、水质、后整理布面PH等各个因素对最终颜色的影响,指出了控制的要点和解决方法,提高卷染染色的一次成功率。
关键词:卷染染色一次成功率巨型卷染机染色浴比小,所以用水量少,染化料利用率高,水洗负担也相应的减小,自然就节约水、电、汽,符合节能、减排、降耗。
现在的市场变化快,品种多,每单的数量小,而卷染机加工灵活多变,恰好能够满足市场的要求,所以卷染机染色被多数印染厂采用。
但染色时烧杯样和实际生产工艺条件差距较大,存在大货的生产一次成功率不高的难题。
而在巨型卷染机内进行调色,很容易产生头尾色差和左中右色差,色花等此病,同时,浪费水电汽和人工,生产效率也大大的降低。
所以,提高卷染染色的一次成功率RFT(Right-First-Time)就显得更为重要。
本人在卷染加工生产实践中,把自己的一些体会和思考阐述出来,供同行进行探讨和交流。
1.制定合理的生产工艺要小样和实际生产颜色吻合,必须找出小样和生产之间工艺条件的差异,进行比较和分析,根据小样的工艺条件和处方,进行准确的判断,制定出合理的生产工艺和处方,保证生产的颜色和小样符合。
印染厂接到生产订单后,一般要进行打小样确认,客户一旦确认小样,那么生产就按小样的颜色作为标准。
所以在打小样时就应该考虑到后续生产的稳定性,因为打小样是为生产服务的。
如果小样颜色很准确,但不能进行实际的大生产,也没有意义。
反而,客户一旦确认烧杯样颜色,却不能实际生产出大货,给经营也会带来一些不必要的麻烦。
所以,在制定小样的工艺条件和处方时,一定要考虑到大生产的可行性和稳定性。
首先小样在制定处方时,对染料要进行合理的选择和组合。
活性染料品种繁多,色谱较齐全,正常的颜色供选择的品种还是比较多的,那么一个合理的染料组合对实际的生产起到很大的帮助,相反,一个不合理的染料组合,会给实际大生产带来很大的麻烦,增加很多负担。
提高丝光羊毛纱线染色的一次成功率
客户确 认 和车间顺 利生 产是正 确仿 样 的两 大 目 的 。二者均 要兼 顾 , 能偏重 一 面 。只求 客户 确认 , 不
不顾 车间 生产 的可行性 ; 只顾 大 生 产 的需 要 , 忽 视 而
1 丝 光 羊毛 特 性
羊 毛 的丝 光处理 , 防缩处理 , 即 主要是 通过 对毛 条 或毛纱 的特殊 处理 , 提高 羊毛产 品 的防缩性 能 , 获 得 良好 的尺寸稳 定 性 和如 蚕 丝 一般 的光 泽 和手 感 。 目前处理 的方法 主要 有 3类 : 化学 降解法 ( 氧化法 ) ,
聚合物沉 积法 ( 脂法 ) 酶 处 理法 。氧 化 法 指通 过 树 ,
氧 化剂 的氧化作 用 , 分或 全部剥 蚀羊 毛 的鳞 片层 。 部
2 1 正 确 仿 样 .
.
树脂 法指 在羊 毛 的表 面施 以高 分 子 聚合 物 , 之沉 使 积在 羊毛 纤 维 表 面 , 制 和 制 约 纤 维 的 相 对 运 动 。 限
并 提供 了提 高 丝 光 毛 纱 染 色 的 一 次 成功 率 的可 行 方 案 。
关键 词 : 光 羊 毛 ; 色 ; 统 工 程 ; 次 成 功 率 丝 染 系 一 中 图分 类 号 :S 9 T 13 文 献 标 识 码 : B 文 章 编 号 :0 3 15 I 0 8 0 .0 8 3 10 .4 6 2 0 ) 1 1. 0 0
客户 的要求 都是 不可取 的。
2 1 1 客 户 确 认 ..
法、 树脂 法 、 酶处 理 法或 三 者 联 合处 理 过 的 羊毛 , 与
八大因素决定染色一次性成功率
八大因素决定染色一次性成功率未来印染企业竞争,靠的是低成本染色技术。
这就迫使要改变传统的染色加工和管理方式,向一次性染色OK准确化方向发展。
怎样才能做到一次性染色OK呢?织物一次性染色是一个复杂的而系统的工程,影响因素非常,据统计有100多个。
从大的方面分析企业的技术和管理水平,漂染工程师的整体素质和仪器、设备级别则是关键因素。
科学的管理技术和先进的设备可以综合各种因素,扬长避短,建立一套科学而严密的保证体系,确保一次性准确化染色OK。
为了保证针织布一次性准确化染色OK,我们从染色时间、温度、染料重现性、染色体系、织物布底、化验室配方、设备运行稳定性、定水位等方面进行了分析,提出了一次性准确化染色OK重点是要加强定水位的准确性从而准确定染缸水位,提高染色重现性。
并建议采用流量法来定水位并加强电导率和SG值对染色的影响。
八大因素决定染色一次性的成功率1. 染色时间一般来说,时间的长短对颜色的深浅影响很大。
但是这点上实行准确控制是不难的,只要我们对活性料的SEFR值掌握好,相信每个染厂都能控制得好。
2.染色温度从目前的温控技术来看,染色温度基本上是能较准确控制好,但存在整体液体的温度是否平均问题,因为现在的染色普遍存在个“成本压力”;所以一般500P以下的缸都会在20min升到100℃左右,升温速率是如此之快.但热传递需要一定的时间才能完成的,基于这个问题在理论和实践中都容易把握好,因而在染色设备的设计上,这对矛盾是可以解决的。
3. 染料的稳定程度(即重现性的好坏)对于这个问题,我们在做染色直通时必须要考虑,它是我们一次性染色成功的重要参考因素,但我们只是作为参考染料重现性能的好坏,这点可以由染料公司研究解决,在这里就不作详细解说。
4. 色体系在活性料染色时,我们的染色体系中有大量的电解质、碱剂、各种类型表面活性剂等各种助剂在染色体系中的SG值(密度值)和电导率对一次性染色成功率影响很大。
但各类助剂的质量我们在收货时已经监控,只要是助剂质量的稳定性把关好,其它事宜应由助剂供应商来处理了。
提高丝绸一次成功染色的生产技术措施

提高丝绸一次成功染色的生产技术措施
沈建琴
【期刊名称】《丝绸》
【年(卷),期】2010(000)002
【总页数】2页(P65-66)
【作者】沈建琴
【作者单位】浙江喜得宝丝绸科技有限公司,杭州,311100
【正文语种】中文
【相关文献】
1.提高丝光羊毛纱线染色的一次成功率 [J], 吴宗其
2.轧余率在线检测系统,大大提高平幅染色一次成功率 [J],
3.提高全棉筒子纱染色一次性成功率的生产实践 [J], 杨青;郑晴;杨金金
4.如何提高拉毛布染色的一次成功率 [J], 郁颂伟; 杜少波
5.轧余率在线检测系统显著提高平幅染色一次成功率 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
提高成功率
提高纺织面料新产品试样的一次成功率[关键词] 面料新产品试样一次成功率1 面料新产品试样类型和作用面料新产品试样一般分手掌样和匹样两个步骤。
其中手掌样是由专门的小样织布机和染整小试设备完成的,由于小样织造染整的生产技术条件与实际生产的差别很大,所以试制手掌样的作用主要是评估面料的样品实物与原设计构思预想的效果是否吻合并初步检查、验证新产品的设计在结构参数等方面是否存在问题。
但通常说来,手掌样在外观上只能反映大货样80%左右的水平;而在手感方面由于受到染整小试设备功能的限制,因而缺少参考价值。
因此在手掌样得到确认后,一般都要进行匹样试制,其作用除了弥补手掌样试制的上述不足之外,还能通过试制探索现场生产工艺技术条件,从而匹样试制的意义比手掌样要重要得多,下文所提及的试样均指面料的匹样试制。
2 试样一次成功率的含义对于试样一次成功率的含义,指的是:试织布经印染整理加工后其风格(包括外观与手感)符合设计意图;织物品质达到A级标准;织机效率达到企业能够接受的水平,如90%以上。
只有同时满足上述三个要求,才是技术意义上的新产品试样成功。
3 试样一次成功率低下的弊端诚然,试样与批量生产有着根本意义上的区别,允许失败,允许重复进行,但事实上,提高试样一次成功率有着很重要的意义,一次成功率低会给企业造成各种直接损失和潜在的负面影响,主要表现在以下几个方面。
3.1 不利于抢占市场先机就当今时代企业之间的竞争而言,仅传统的成本和质量竞争已远远不足以使企业之间拉开距离,因此企业都开始在时间上争取优势。
时间上的竞争包括快速交货、按时交货和新产品的开发速度,尤其是在新产品的开发速度方面,由于产品寿命周期越来越短,纺织面料尤其如此,因此谁的产品能抢先投放市场,谁就能在竞争中赢得主动。
反之如果产品试样的一次成功率低下,不断进行重复试样,必然不利于抢占市场先机,从而损害企业的市场竞争力。
3.2 打击研发和现场人员的信心前文已述,试样允许失败,也允许重复,但我们必须牢记生产现场的试样毕竟不同于在实验室中进行的基础科学实验,两者在结果的确定性方面存在很大的差别。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
提高丝光羊毛纱线染色的一次成功率
目前,市场对纺织企业的染色提出注重环保和生态效益;低能耗、低成本;高重现性、高生产效率、高质量、高效益以交期准确等新要求。
染色一次成功率作为满足上述要求的较好选择,能确保染色产品从投产到产出正常顺序流动,不做任何回修。
丝光羊毛纱线染色,因其特殊性在提高染色一次成功率上较普通毛纱和毛条染色更加艰难。
羊毛的丝光处理主要是通过对毛条或毛纱的特殊处理,提高羊毛产品的防缩性能,获得良好的尺寸稳定性和如蚕丝一般的光泽和手感。
提高丝光羊毛纱线染色的RFT(Right First Time)是一个系统工程,该工程包括纱线前处理、染色、后处理等与染色相关的工艺过程,以及所有参与人员和相应的全部物资资源。
要实现这个系统工程,正确仿样是前提,稳定生产是关键。
正确仿样
客户确认和车间顺利生产是正确仿样的两大目的。
二者均要兼顾,不能偏重一面。
客户确认
为了得到客户的确认,要关注:客户使用的对色光源;客户对水洗、摩擦、耐氯、耐汗光等色牢度的要求和其他环保要求,尤其是针对特殊用途的产品对色牢度的不同要求;客户检测所引用的标准以及各类测试方法和合格品要求的区别;客户对染色后处理的特殊处理要求和客户对色纱后续加工的整理要求。
大生产接口
为了能与大生产接口,仿样应注意:
1)小样用坯纱应与大生产用坯纱同厂家、同配比、同支数、同批号。
2)染料的选用。
染料要求具有优异的匀染性和重现性,对染色工艺参数变化的低敏感性,优异的可洗涤性,良好的色牢度。
拼色三原色中,各个染料的配伍性要好,其上染曲线、固色曲线要相近,各项色牢度基本一致。
配方尽
量使用三原色拼色,减轻染料间的相互干扰,保证上色的均匀和稳定。
3)充分合理运用电脑测配色系统,快速准确地确定小样配方。
尽管每个工厂都有大量的色样及对应的配方,但有些颜色借助电脑测配色系统可以更加轻松、快捷的得出符合要求的配方。
通过来样的测色数据,该系统能计算出多个配方,每个配方在不同光源下与标样的色差、色光偏向、深度等一系列数据都会列出,可以选出既符合客户要求又满足大生产的配方。
如果客户下单颜色就以数据形式在网上传递,没有电脑测配色系统就根本无法接下这样的定单。
电脑测配色系统不受外界光源的影响,避免了人的视觉差异,可在较短的时间里找到最合理、最经济的染色配方,使色彩管理和质量检测更加科学化、客观化和现代化。
4)仿样时操作要规范,计量要准确。
标准液的配制、染液的吸取、打样用纱的称取、各类助剂的吸取、浴比的控制都需严格规范,染液的配制和吸取最好使用自动配液、滴液系统。
打样用水、前处理工艺、染色工艺统一明确,确保仿样不会因人而易、因时而易,复样时重现性好。
5)小样获得客户确认后,在进入车间生产前需要复样,复样要按照大生产计划安排的坯纱、大生产所用的染料、助剂,在实验室尽可能全面模仿大生产重现小样的颜色。
若发现色光不符,需查明原因,然后进行调整,直到和客户确认样色差达到4~5级方可转入生产工序,这样可以确保进入大生产的处方的正确可靠性。
对于投量较大或色光要求高的定单,在大批量生产前,生产部和打样间要联合进行放样。
放样时,打样间和生产部的相关技术人员必须全部到场,全程跟踪,记录相关数据,掌握第一手资料,全面了解大小样间的色光偏向。
根据放样的颜色,分析产生差异的原因,对处方进行恰当的调整,方可进行大批量生产。
如果放样颜色与小样差异较大,查明原因后,有必要时需再次放样。
通过放样,可以积累很多数据,长期的积累就形成了可以借鉴的经验,这样可以更好地把握大小样的色光走向,从而减少放样,更快更好地进行大生产。
稳定生产
提高染色的一次成功率,就是要建立“零缺陷”的管理体系,每个工序的作业标准、染色过程的监查、染色参数的在线管理与记录、坯纱与染色用助剂的核对方法、染色产品的质量控制方法。
在完善的管理体系下,各个生产环节才能做到有序顺利的流转,整个生产得以稳定持续的运作。
只有生产稳定了,染色的一次成功率才能有保证。
对于丝光毛纱的大生产,管理上要明确以下4
个方面:
①各生产工序都要有详尽的作业指导书,操作工人和相关管理人员必须熟练掌握,严格按作业指导书进行生产,确保现场生产人员的正常准确操作和设备的正常运转。
②染色前处理工艺、入染的pH值、入染的温度、染色浴比、加染料、助剂的时间、温度、数量、速度,染色升温、保温的曲线、后处理的工艺等。
有关染色的每一步都要有记录,且可随时查看,确保染色过程处于全程监控之中。
一旦发现异常,及时采取措施,防止问题扩大化。
③坯纱、染料、各类助剂、染色用水的检测核查要常抓不懈。
坯纱进货的检测要完善,主要包括强力、条干、支数、捻度、回潮、pH值、黄白、手感等方面。
使用过程中出现的问题,如断头、纱结、成形不良等,要及时上报。
染料、助剂新进批号要检测批差,生产过程中正在使用的染料助剂也要定期抽查。
染色用水的硬度、色度以及杂质的含量每天检测记录。
使用过程中的坯纱、染料助剂每个使用者必须认真核查验对,严格按生产传票领用,确保准确无误。
④染色产品的质量控制。
染前预处理工序和入染阶段出现问题而导致的染色疵点占很大比例,所以与染色相关的关键工序必须严格控制。
预处理要充分合理,对预处理后的半成品,进行pH值检测;入染的pH值和入染的温度都需严格检测和控制,否则成品的质量就无法保证。
毛纱成品的质量控制主要是:色差、色牢度、色花、手感和织造性能,5个方面都要严格把关,缺一不可。
正确的仿样和稳定的生产是提高丝光毛纱染色一次成功率必不可少、相辅
相成的2个步骤,没有正确的仿样就谈不上生产的稳定,没有稳定的生产就很难正确仿样。
只有正确快速的仿样,确保生产的稳定,丝光毛纱染色的RFT
才能稳步提高。
提高染色的RFT后,染色企业才能在获得最大利润的基础上,充分及时地满足客户需求,获得更多商机,在市场竞争中立于不败之地。