检维修风险分析记录表格
设备设施风险分析表(SCL)+评价记录

设备设施风险分析表(SCL)+评价记录编制:审核:批准:高青和财木业有限公司年月日安全检查表分析(SCL)+评价记录风险点:生产一车间、生产二车间、生产三车间、生产四车间岗位:木工岗位设备设施:砂光机№:SCL-001 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产一车间、生产二车间、生产三车间岗位:木工岗位设备设施:立砂机№:SCL-002 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产一车间岗位:木工岗位设备设施:线钻机№:SCL-003 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产一车间、生产二车间、生产三车间、生产四车间岗位:木工岗位设备设施:压刨机№:SCL-004 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产一车间、生产二车间、生产三车间、生产四车间岗位:木工岗位设备设施:电刨机№:SCL-005 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产一车间、生产二车间、生产三车间岗位:木工岗位设备设施:电锯机№:SCL-006 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产一车间、生产四车间岗位:木工岗位设备设施:排钻机№:SCL-007 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产一车间岗位:木工岗位设备设施:多片锯№:SCL-008 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产一车间、生产二车间、生产三车间、生产四车间岗位:木工岗位设备设施:立刨机№:SCL-009 分析人:日期:审核人:日期:审定人:日期:风险点:生产一车间岗位:木工岗位设备设施:工作台№:SCL-010 分析人:日期:审核人:日期:审定人:日期:风险点:生产一车间、生产二车间、生产四车间岗位:木工岗位设备设施:压力机№:SCL-011 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产一车间、生产四车间岗位:木工岗位设备设施:开槽机№:SCL-012 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产一车间、生产二车间、生产三车间、生产四车间岗位:木工岗位设备设施:单边锯№:SCL-013 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产一车间、生产二车间、生产三车间岗位:木工岗位设备设施:带锯机№:SCL-014 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产一车间、生产二车间、生产三车间、生产四车间岗位:木工岗位设备设施:修边机№:SCL-015 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产二车间、生产三车间、生产四车间岗位:木工岗位设备设施:接木机№:SCL-016 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产二车间、生产三车间岗位:木工岗位设备设施:打空机№:SCL-017 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产三车间岗位:木工岗位设备设施:电钻№:SCL-018 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产三车间、生产四车间岗位:木工岗位设备设施:平刨机№:SCL-019 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产三车间岗位:木工岗位设备设施:单片锯№:SCL-020 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产四车间岗位:雕刻岗位设备设施:雕刻机№:SCL-021 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产四车间岗位:木工岗位设备设施:镂铣机№:SCL-022 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产四车间岗位:木工岗位设备设施:磨光机№:SCL-023 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产四车间岗位:木工岗位设备设施:修角机№:SCL-024 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产四车间岗位:木工岗位设备设施:双头钻№:SCL-025 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产四车间岗位:木工岗位设备设施:精密锯№:SCL-026 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产四车间岗位:木工岗位设备设施:拼板机№:SCL-027 分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:生产四车间岗位:木工岗位设备设施:木工车床№:SCL-028 分析人:日期:审核人:日期:审定人:日期:风险点:厂区岗位:叉车岗位设备设施:叉车№:SCL-029分析人:日期:审核人:日期:审定人:日期:风险点:厂区岗位:公用设施岗位设备设施:螺杆压缩机№:SCL-030分析人:日期:审核人:日期:审定人:日期:安全检查表分析(SCL)+评价记录风险点:厂区岗位:公用设施岗位设备设施:UV光氧催化废气机№:SCL-031 分析人:日期:审核人:日期:审定人:日期:。
作业安全风险评估分析示例(高处、动火、检维修)

9.配备的摄录设备已到位,且防爆级别满足安全要求;
10.按要求设置作业现场围栏、警戒线、警告牌;
11.作业现场夜间应有充足的照明。
序号
作业 步骤
危险有害因素 及可能的事故后果
控制措施
若作业人员无相关资 质、风险分析不到位、 未办理相关作业票证 等,可能发生火灾、爆 炸、中毒窒息、高处坠 落、触电等事故。
若应急处置方案不完 善、演练不到位、应急 物资和器材配备不全, 可能造成事故后果扩大 或发生次生事故。
应急 处置 措施
1.制定有针对性的应急处置方案;
2.设置应急疏散通道并保持畅通;
3.准备好消防器材、消防水龙带、防火毯、沙土等应急物资和器材。
2
作业 过程
若存在现场监管缺失、 作业人员安全技能不 足、动火设备存在缺陷 等,可能发生火灾、爆 炸、中毒窒息、高处坠 落、触电等事故。
工程 措施
1.作业前对设备进行吹扫置换,对工艺物料管线加盲板隔离或断开;
2.设备电源应可靠断电,在电源开关处加锁并加挂安全警示牌;
3.恢复常温常压,消除残余能量。
风险分析不到位、未 办理相关作业票证 等,可能发生人身伤 害等事故。
管理 措施
1.开展作业危害分析,制定相应的安全风险管控措施,交叉作业已明 确协调人;
作业安全风险评估分析示例(高处、动火、检维修)
示例
序号
作业 步骤
危险有害因素 及可能的事故后果
控制措施
1
作业
准备
若脚手架、防护网、围 栏等设置不规范,可能 发生高处坠落、物体打 击等事故。
工程 措施
1.现场搭设的脚手架、防护网、围栏符合安全规定;
2.垂直分层作业中间有隔离设施;
安全检查表分析(SCL+LS)评价记录

安全检查表分析(SCL+LS)评价记录单位:风险点(区域/装置/设备/设施):风机(记录受控号)№: 001序号检查项目检查标准未达标准的主要后果现有安全控制措施L S R评价级别管控级别建议新增(改进)措施备注工程技术管理措施培训教育个体防护应急处置1 基础无裂痕、无沉降设备损坏规范施工定时巡查、出现问题及时加固2 3 6 4 黄提高防范意识2 电压正常不缺相设备损坏配备电压表认真检查电盘、电表刻度清晰,定期检测定期风机操作规程培2 3 6 4 黄3 风机外壳密封无破损设备损坏选型符合要求定时巡检、维护定期风机操作规程培安全帽、防护服、防护鞋、护目镜1 3 3 5 蓝4 联轴器无破损设备损坏安装规范、找正定时巡检安全帽、防护服、防护鞋、护目镜1 3 3 5 蓝5 轴承无异声烧毁电机轴承配套定时巡检,重点检查轴承室温度安全帽、防护服、防护鞋、护目镜2 2 4 4 黄6 润滑油无变质、油位正常设备损坏选择质量好的油品、制定定时巡检,检查油位并及时添加1 2 2 5 蓝7 进出风道无破损、无异声设备损坏规范安装定时巡检,及时维护安全帽、防护服、防护鞋、护目镜2 2 4 4 黄分析人员:日期:审核人:日期:审定人:日期:安全检查表分析(SCL+LS)评价记录单位:风险点(区域/装置/设备/设施):变压器(记录受控号)№: 002序号检查项目检查标准未达标准的主要后果现有安全控制措施L S R评价级别管控级别建议新增(改进)措施备注工程技术管理措施培训教育个体防护应急处置1 瓷套清洁设备损伤采购规范的设备定期清扫,保持瓷套表面清洁开展用电安全知识培训。
正确穿戴绝缘劳保用品。
1 4 4 4黄2 油箱无渗漏设备损伤采购规范的设备定时检查,维护保养得当2 3 6 4黄3 接地良好设备损坏按规范接地定时检查,维护保养得当开展用电安全知识培训。
正确穿戴绝缘劳保用品。
2 3 6 4黄4 风雨罩完好设备损坏风雨罩进行固定安装定时检查,保持各部件无锈蚀2 3 6 4黄5 温度计灵敏完好设备损坏选择量程适合的温度计定时检查,按期检定1 4 4 4黄6 接线盒完好设备损坏有电工按时检查,维护开展用电安全知识培训。
检维修作业风险分析和安全措施最新文档

检维修作业风险分析和安全措施最新文档(可以直接使用,可编辑最新文档,欢迎下载)检维修作业风险分析和安全措施工程质量保证措施1、工程质量管理目标确保优良,争创省优。
分项优良率达到90%以上,分部工程优良率达到80%以上.2、程质量管理保证体系建立以GB/T 19002-IS0 9002:1994为标准的质量体系,并使之有效运行。
成立以项目经理为首的TQC委员会,开展群众性的全面质量管理模式。
项目经理部质量检查科,业务上实行双向管理既要受项目经理部的领导,也受公司质量安全处的管理。
各专业施工队设专职质量检查员,生产班组设兼职质量检查员,使工地形成“纵向到底,横向到边”的质量管理网络3、保证工程质量措施〈1〉建立由公司总工程师直接领导下的项目总工程师--责任工程师--责任人员的三级质量保证体系。
〈2〉对施工全过程(以上五个环节)进行质量管理控制,制订各分部分项工程施工流程图及施工方案,设置控制点进行工序质量控制。
〈3〉加强质量意识教育,提高全体施工人员的质量意识和自身素质,执行自检,互检和专检的“三检”制度和质量否决权制度,以全体施工人员的工作质量来保证工程的总体质量目标。
〈4〉以工法为依托,使施工程序化、规范化。
〈5〉建立健全现场各项质量管理岗位责任制和规章制度,严格执行施工技术规范。
开工前必须有施工方案,专业责任工程师及工长必须对施工班组进行技术交底,并作好施工记录,使全体施工人员对设计技术要求,质量标准作到心中有数,创优质工程的目标一致。
〈6〉专业责任工程师和质检员在开工前针对工程情况设置的质量控制点,应全面了解,在施工中严格按质量控制点进行监检,对材料、机具、各工序、各项检测进行质量控。
对存在的问题及时解决。
〈7〉在工程施工的全过程中,质保工程师定期组织专业责任工程师进行质量检查,质检人员和生产技术、质量、安全管理部组织人员,不定期对工程进行工程质量的监督检查,通过检查,对发现的质量事故和隐患下达“质量整改通知单”,责成有关责任人员限期整改达标。
检维修工作危害分析JHA评价表(含LSR评分说明)

工作危害分析(JHA)评价表
编制:
审核:
日期:二〇二〇年九月二十七日
工作危害分析法(JHA)说明
本方法适用于检维修工作,以作业项目为单元,对作业过程伤害人的工作危害分析,由项目分管部门、项目负责人、检修人员、安全员等完成。
具有工作危害的10大作业均有安全规程,评价分析过程予以执行。
工作危害分析:
事故发生的可能性L;
事故后果的严重性S;
风险等级R,用公式表示:R= L×S
1.发生事故的可能性L判定准则,按表1取值:
表1
2.事故后果严重性S判定准则,按表2取值:
表2
3.
表3
工作危害分析(JHA)评价表。
设备维修危险源辨识和风险评价表

01
评价标准
根据行业规范、企业标准等,制 定危险源辨识和风险评价的具体 标准。
等级划分
02
03
临界值确定
将危险源按照风险大小划分为不 同等级,如高风险、中风险、低 风险等。
针对每个等级,制定相应的风险 临界值,作为判断危险源风险大 小的依据。
风险矩阵图应用
风险矩阵图绘制
以危险源发生概率和后果严重程度为坐标轴,绘 制风险矩阵图。
02
设备维修危险源辨识
危险源定义与分类
危险源定义
可能导致人员伤亡、财产损失、环境 污染等不良后果的设备、设施、场所 、作业活动或管理缺陷。
危险源分类
根据危险性质可分为物理性、化学性 、生物性、心理性和行为性等类别; 根据危险源存在状态可分为固有危险 源和动态危险源。
辨识方法与步骤
辨识方法
采用经验法、类比法、专家评议法等方法进行辨识。
对设备维修过程中出现的问题进行详细记录和分析,找出问题的根本原因和解决方法, 避免类似问题再次发生。
完善设备维修管理制度和操作规程
根据设备维修过程中出现的问题和总结分析结果,对设备维修管理制度和操作规程进行 完善和优化,提高设备维修工作的效率和质量。
加强维修人员培训和管理
针对设备维修过程中暴露出的维修人员技能和安全意识不足的问题,加强维修人员的培 训和管理,提高其专业技能和安全意识水平。
07
总结与展望
本次项目成果回顾
危险源辨识体系建立
成功构建了针对设备维修领域的危险源辨识 体系,实现了对各类危险源的全面、系统识 别。
风险评价模型开发
基于设备维修数据,开发了高效、准确的风险评价 模型,为风险管理提供了有力支持。
实际应用效果
检维修工作危害分析和风险评价表

工作任务:检维修作业
序号
工作步骤
危害或潜在事件
主要后果
现有安全措施
可能性
L
后果严重性S
风险度R
建议改进措施
分值
等级
1
制定检修计划
未制定检修计划
人员伤害
制定检修计划
1
2
2
可忽略
按五定要求制定计划
2
确定检修项目状况
是否意外带电
人员伤害
验电,挂告示牌
1
5
5
可容忍
是否影响生产
影响生产
检修前对其进行确认
1
2
2
可忽略
3
选择培训人员
未确定安全负责人
人员伤害
确定安全负责人
1
5
5
可容忍
未确定监护人
人员伤害
确定监护人
1
5
5
可容忍
4
作业前
准备
未制定安全防范措施
人员伤害
制定安全措施
1
5
5
可容忍
照明不充足
人员伤害
接临时照明灯
1
5
5
可容忍
停车后未经冷却进行维修
人员灼伤
检修前对其进行确认
1
3
3
可容忍
压力容器未经放空泄压
人员伤害
检修前对其进行确认
1
5
5
可容忍
5
检修
登高无防患措施
人员伤害
安全教育监督
1
3
3
可忽略
阀门关闭不严
泄漏
检修前对其进行确认
1
3
3
可忽略
检维修风险分析

检维修风险分析标题:检维修风险分析引言概述:检维修是指对设备、机器等进行定期检查和维修,以确保其正常运行和延长使用寿命。
然而,在进行检维修过程中,可能会面临各种风险,包括安全风险、质量风险和时间风险等。
因此,进行检维修前必须进行风险分析,以避免潜在的问题和危险。
一、安全风险分析1.1 检维修过程中可能存在的安全隐患,如设备损坏、电气故障等。
1.2 检维修人员可能面临的安全风险,如电击、火灾等。
1.3 采取措施避免安全风险,如佩戴防护装备、遵守操作规程等。
二、质量风险分析2.1 检维修可能导致设备质量下降,影响设备正常运行。
2.2 检维修人员技术不足可能导致质量风险,如错误操作、误判故障等。
2.3 采取措施确保质量,如培训检维修人员、使用优质配件等。
三、时间风险分析3.1 检维修可能耗时较长,影响设备的正常使用。
3.2 检维修进度受外部因素影响,如零部件供应不足、天气条件恶劣等。
3.3 采取措施减少时间风险,如提前备货、做好预案等。
四、成本风险分析4.1 检维修可能导致额外成本支出,如更换零部件、增加人力成本等。
4.2 检维修过程中可能出现不可预料的费用支出,如紧急维修、延误损失等。
4.3 采取措施降低成本风险,如制定详细预算、选择合适的维修方案等。
五、环境风险分析5.1 检维修可能对环境造成影响,如废弃物排放、噪音污染等。
5.2 检维修可能导致资源浪费,如能源消耗、物料浪费等。
5.3 采取措施减少环境风险,如合理利用资源、做好废弃物处理等。
结论:通过对检维修风险的分析,可以更好地预防和应对潜在问题,确保检维修过程的顺利进行。
同时,检维修单位应该建立完善的风险管理机制,定期评估和更新风险分析,以提高检维修工作的效率和质量。
A检维修方案及记录示例
有限公司
轧机检维修作业场所风险分析记录表
有限公司
车床、砂轮机检维修作业场所风险分析记录表
轧机检维修方案
编制人:审核人批准人:
时间:
冷床、顶钢机以及出钢机检维修方案
编制人:审核人批准人:
时间:
车床、砂轮机检维修方案
编制人:审核人批准人:
时间:
检维修记录
维修负责人签字:
轧机检维修记录
维修负责人签字:
冷床、顶钢机以及出钢机检维修记录
维修负责人签字:
XXX有限公司安全管理文件WF A/R8.
车床、砂轮机检维修记录
维修负责人签字:。
危化风险评价JHA分析

危化企业
风险评价记录表(工作危害分析(JHA))
(供企业参考)
本节包含了四部分:
一:作业危害分析评价每年进行一次
二、检查表法分析评价每年一次
三、检维修作业风险分析评价检修、抢修前随时评价
四、危害因素清单
以下提参的模板企业供考供:
一、作业危害分析
1、列出全厂作业层人员作业活动清单
按JHA表格逐个评价(车间)
工作危害分析(JHA)记录表
单位:
工作任务:合成装置开车工作岗位:氯化岗位分析人员及岗位:日期:
工作危害分析(JHA)记录表单位:
工作任务:合成装置开车工作岗位:蒸馏岗位分析人员及岗位:日期:
工作危害分析(JHA)记录表单位:
工作任务:合成装置停车检修工作岗位:氯化、蒸馏岗位分析人员及岗位:日期:
工作危害分析(JHA)记录表
单位:
工作任务:装置巡检工作岗
位:合成岗位分析人员及岗位:日期:
工作危害分析(JHA)记录表
单位:
工作任务:初分塔开车工作岗位:分离、精制岗位分析人员及岗位:日期:
工作危害分析(JHA)记录表
单位:
工作任务:对氯甲苯塔、精对氯甲苯塔开车工作岗位:分离、精制岗位分析人员及岗位:日期:。
安全检查表(SCL)分析记录表

安全检查表(SCL)分析记录设备名称: 压缩机 区域:精处理车间评价人员: 审 核: 时间: 年 月 日 保存期限 年安全检查表( ☹)分析记录表设备名称: 真空泵缓冲罐、压缩机缓冲罐 区域:精处理车间评价人员:审 核: 时间: 年 月 日 保存期限 年安全检查表( ☹)分析记录表设备名称: 蒸煮釜 区域:精处理车间评价人员:审 核: 时间: 年 月 日 保存期限 年安全检查表( ☹)分析记录表设备名称:盐酸高位槽 区域:精处理车间评价人员:审 核: 时间: 年 月 日 保存期限 年安全检查表( ☹)分析记录表设备名称:液碱高位槽 区域:精处理车间评价人员:审 核: 时间: 年 月 日 保存期限 年安全检查表( ☹)分析记录表设备名称:包装器 区域:精处理车间评价人员:审 核: 时间: 年 月 日 保存期限 年安全检查表( ☹)分析记录表设备名称:盐酸、液碱储罐 区域:精处理车间评价人员:审 核: 时间: 年 月 日 保存期限 年安全检查表( ☹)分析记录表设备名称:纯水储罐 区域:精处理车间评价人员:审 核: 时间: 年 月 日 保存期限 年 安全检查表( ☹)分析记录表设备名称:液碱泵、纯水泵 区域:精处理车间评价人员:审 核: 时间: 年 月 日 保存期限 年 安全检查表( ☹)分析记录表设备名称:盐酸泵 区域:精处理车间评价人员:审 核: 时间: 年 月 日 保存期限 年安全检查表( ☹)分析记录表设备名称:树脂处理柱 区域:精处理车间评价人员:审 核: 时间: 年 月 日 保存期限 年 安全检查表( ☹)分析记录表设备名称:配碱罐 区域:精处理车间评价人员: 审 核: 时间: 年 月 日 保存期限 年 安全检查表( ☹)分析记录表设备名称:配酸罐 区域:评价人员: 审 核: 时间: 年 月 日 保存期限 年安全检查表( ☹)分析记录表 设备名称:压口机 区域:评价人员: 审 核: 时间: 年 月 日 保存期限 年 安全检查表( ☹)分析记录表设备名称:缠膜机 区域:精处理车间评价人员:审 核: 时间: 年 月 日 保存期限 年 。
6.6.1检维修记录表格(一套)

按要求进行清理
检查情况
10
检查人
检查时间
检修生产线/设施/设备:
检维修负责人
检维修交付生产手续
使用负责人
名称
型号
数量
备注
更换零配件情况
检维修项目 完成情况
使用注意事项
检维修现场 处理情况
电器安全、警示 标志情况
交付人
接受人
交付意见 技术设备部 工程管理部
安全部
签字: 日期:
备注
签字: 日期:
签字: 日期:
□是□否
2
检修设备已经与生产系统可靠断开,加盲板 封堵。
□是□否
工 艺
3
已经利用蒸煮、吹扫、置换或水洗等措施将 设备内部清理干净,达到动火条件。
□是□否
设
备 设
4
现场易燃物品、障碍物及废弃物等已经清 理。
□是□否
施 情
5
现场消防设施完好,通信照明设施有效,满 足检维修需要。
□是□否
况
6
介绍检修作业现场和检修过程中可能存在 的危险因素和可能出现的问题及相应对策。
检修人员
作业时间
年 月 日 时 分至 年 月 日 时 分
涉及的其他 特殊作业
□动火□临时用电□盲板抽堵□高处作业□受限空间□动土□断路作业□吊装
风险辨识:见 JHA、SCL 风险分析表
序号
1
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
设备检修作业安全措施
对检修作业人员进行检修前的安全教育,作业人员掌握检修现场有危险、有害因素 及其防护措施 检修使用的工具、安全防护用具均符合安全要求 办理相关安全作业证,并落实相应防范措施。 将待修压力设备(管道)内的压力降至常压 转动设备已断开电源,并悬挂“禁止操作”警示牌。 带料设备(管道)已经清洗,置换。有毒、可燃气体经采样分析合格 有效切断与检修设备相连的管道 检查并清理检修现场,确保安全通道畅通 检修作业人员配备足够适用的劳动防护用具,并正确佩带和使用。 作业现场设专职监护人,落实联络措施 临时用电符合安全规定,行灯电压≤36 伏,潮湿环境下,电压≤12 伏 桁架上部的管道检修作业,备逃生梯,就近上下。 作业现场夜间有充足的照明,设置夜间警示灯。 涉氯管道(设备)的检修,检修人员必须佩带防毒面具 涉酸、碱等物料管道(设备)的检修,检修人员必须佩带防护面罩。 检查检修现场周边环境,消除安全隐患,严禁交叉施工作业。 其他补充措施
安全检查表(SCL)分析记录表

安全检查表(SCL)分析记录设备名称:压缩机区域:精处理车间评价人员:审核:时间:年月日保存期限:3年安全检查表(SCL)分析记录表设备名称: 真空泵缓冲罐、压缩机缓冲罐区域:精处理车间评价人员:审核:时间:年月日保存期限:3年安全检查表(SCL)分析记录表设备名称:蒸煮釜区域:精处理车间评价人员:审核:时间:年月日保存期限:3年安全检查表(SCL)分析记录表设备名称:盐酸高位槽区域:精处理车间评价人员:审核: 时间:年月日保存期限:3年安全检查表(SCL)分析记录表设备名称:液碱高位槽区域:精处理车间评价人员:审核:时间:年月日保存期限:3年安全检查表(SCL)分析记录表设备名称:包装器区域:精处理车间评价人员:审核:时间:年月日保存期限:3年安全检查表(SCL)分析记录表设备名称:盐酸、液碱储罐区域:精处理车间评价人员:审核:时间:年月日保存期限:3年安全检查表(SCL)分析记录表设备名称:纯水储罐区域:精处理车间评价人员:审核:时间: 年月日保存期限:3年安全检查表(SCL)分析记录表设备名称:液碱泵、纯水泵区域:精处理车间评价人员:审核:时间:年月日保存期限:3年安全检查表(SCL)分析记录表设备名称:盐酸泵区域:精处理车间评价人员:审核: 时间:年月日保存期限:3年安全检查表(SCL)分析记录表设备名称:树脂处理柱区域:精处理车间评价人员:审核:时间: 年月日保存期限:3年安全检查表(SCL)分析记录表设备名称:配碱罐区域:精处理车间评价人员:审核: 时间:年月日保存期限:3年安全检查表(SCL)分析记录表设备名称:配酸罐区域:评价人员:审核: 时间:年月日保存期限:3年安全检查表(SCL)分析记录表设备名称:压口机区域:评价人员:审核:时间:年月日保存期限:3年安全检查表(SCL)分析记录表设备名称:缠膜机区域:精处理车间评价人员:审核:时间:年月日保存期限:3年。
挖掘机安全检查表分析(SCL)+评价记录

害 2、无法修复的紧 维护保养记录进行检查。
固件进行更换。
8
动力性能良好,运转正 发动机 常,外观检查无漏油、
漏水等现象。
油液泄 漏
火灾、 爆炸
设备使用前检查发动机有 无漏油现象。
9
液压系 统
外观检查无损坏,试运 转无异常声响,锁销润 滑到位。
损坏
机械伤 害
使用前对液压管路进行检 查。
1 15 3 45 4 蓝 班组 1 15 3 45 4 蓝 班组 1 15 3 45 4 蓝 班组
挖掘机工作状态。
5
驾驶室 防护装
置
1、防护罩外观完好无 损坏; 2、防护罩与机械的连 接牢靠,不松动。
缺失或 损坏
机械伤 安装质量可靠的 害 防护罩。
1、设备使用前对防护罩 进行检查; 2、制定设备检查制度。
1、使用前对铲斗进行检
6
铲斗
外观检查无变形开焊, 变形或 铲板螺栓紧固无松动 损坏
机械伤 定期对铲斗进行 害 检维修。
失灵或 损坏
1、对操作装置维 行检查;
机械伤 护与保养;
2、维修人员定期检查操
害 2、零部件损坏后 作装置的可靠性;
及时更换。
3、管理人员现场查看操
作装置是否操作正常。
ቤተ መጻሕፍቲ ባይዱ
仪器、仪表外观检查完
4
仪器、 好,无损坏,数值显示 异常或 仪表 正常,能够准确的显示 损坏
机械伤 害
定期维护保养。
使用前检查仪器、仪表数 值显示是否正常。
查; 2、管理人员巡查时查看
铲斗状态。
3 15 3 135 3 黄 班组
1 15 3 45 4 蓝 班组 3 15 3 135 3 黄 车间 1 15 3 45 4 蓝 班组
检维修作业安全风险分析记录表

检维修作业安全风险分析记录表分析人员: 日注:2 、当风险评价结构中岀现重大及以上等级风险时,应停止本次作业活动;待采取有效控制措施后进行重新评估,评估合格方可作业。
检维修作业安全风险分析记录表分析人员: 落实人: 验收人: 年 月日落实人: 验收人:注:2 、当风险评价结构中岀现重大及以上等级风险时,应停止本次作业活动;待采取有效控制措施后进行重新评估,评估合格方可作业。
检维修作业安全风险分析记录表分析人员:落实人:验收人:年月注:2 、当风险评价结构中岀现重大及以上等级风险时,应停止本次作业活动;待采取有效控制措施后进行重新评估,评估合格方可作业。
检维修作业安全风险分析记录表分析人员:落实人:验收人:年月注:2 、当风险评价结构中岀现重大及以上等级风险时,应停止本次作业活动;待采取有效控制措施后进行重新评估,评估合格方可作业。
检维修作业安全风险分析记录表分析人员:落实人:验收人:年月日2 、当风险评价结构中岀现重大及以上等级风险时,应停止本次作业活动;待采取有效控制措施后进行重新评估,评估合格方可作业。
检维修作业安全风险分析记录表注:2 、当风险评价结构中岀现重大及以上等级风险时,应停止本次作业活动;待采取有效控制措施后进行重新评估,评估合格方可作业。
检维修作业安全风险分析记录表分析人员: 日分析人员:落实人: 验收人:落实人: 验收人:注:2 、当风险评价结构中岀现重大及以上等级风险时,应停止本次作业活动;待采取有效控制措施后进行重评估合格方可作业。
检维修作业安全风险分析记录表分析人员:落实人:验收人:年月注:2 、当风险评价结构中岀现重大及以上等级风险时,应停止本次作业活动;待采取有效控制措施后进行重评估合格方可作业。
检维修作业安全风险分析记录表分析人员: 落实人: 验收人:年 月日注:1、危害发生的可能性L,严重性S及风险等级评定标准:L*S数值越高,风险越大。
2、当风险评价结构中岀现重大及以上等级风险时,应停止本次作业活动;待采取有效控制措施后进行重新评估,评估合格方可作业。
检维修风险分析

检维修风险分析标题:检维修风险分析引言概述:检维修是指对设备、机器或系统进行检查、维护和修理的过程。
在进行检维修时,可能会面临各种风险,如安全风险、质量风险、时间风险等。
因此,进行风险分析是非常重要的,可以帮助我们识别和管理潜在的风险,确保检维修工作的顺利进行。
一、安全风险1.1 人身安全风险:检维修过程中可能会发生意外伤害,如被电击、被机械夹伤等。
1.2 环境安全风险:检维修可能会对周围环境造成污染或危害,如化学品泄漏、噪音扰民等。
1.3 设备安全风险:检维修操作不当可能导致设备损坏或失效,进而影响生产和工作。
二、质量风险2.1 误操作导致质量问题:检维修人员操作不规范或不专业可能导致设备质量问题,影响设备正常运行。
2.2 零部件质量问题:使用劣质零部件或配件进行检维修可能导致设备故障率增加,影响设备寿命。
2.3 检维修过程控制不严:检维修过程中质量控制不严格可能导致遗漏或失误,影响检维修效果。
三、时间风险3.1 检维修周期延长:由于各种原因导致检维修周期延长,可能会影响生产计划和设备正常运行。
3.2 检维修过程中断:检维修中遇到问题或意外情况导致工作中断,可能会延误整个检维修进程。
3.3 检维修计划变更:由于各种因素导致检维修计划变更,可能会影响其他相关工作和生产计划。
四、成本风险4.1 人力成本增加:检维修过程中可能需要增加人力投入以确保工作顺利进行,增加了人力成本。
4.2 材料成本增加:使用高质量的零部件或配件可能会增加检维修成本,影响企业经济效益。
4.3 检维修延误导致损失:检维修延误可能导致生产损失或生产计划无法正常执行,带来经济损失。
五、管理风险5.1 人员管理风险:检维修团队管理不善可能导致人员冲突或不合作,影响检维修效率。
5.2 过程管理风险:检维修过程管理不当可能导致流程混乱或重复工作,影响检维修效果。
5.3 风险管理不足:对检维修风险缺乏有效的管理和控制可能导致风险失控,影响企业长期发展。
检维修作业风险分析和安全措施表
检维修作业风险分析和安全措施表一、前言在检维修作业中,由于工作环境和作业条件的限制,可能会出现各种危险和风险,对工作人员的身体健康和安全构成威胁。
因此,为了保障工作人员的人身安全和生命安全,必须系统分析和评估风险,制定相应的预防和控制措施,以减少或消除潜在的危险和风险,确保作业安全和顺利进行。
二、作业风险分析1. 危险源识别根据检维修作业的实际情况,主要的危险源有:•触电、电击和电火灾危险;•烟雾、有毒气体和氧气不足危险;•高空坠落、物体打击和淤积危险;•热力、化学和机械危险等。
2. 危害评价以上危险源可能会造成的危害和风险包括:•电击伤害和电火灾损失;•中毒和窒息导致的伤害和死亡;•坠落、撞击和挤压等伤害;•烧伤、化学灼伤和机械劳损等伤害。
3. 危险等级划分根据危害的严重程度和可能性,可将作业危险等级划分为:•红色:致命或可能致命的严重危险;•橙色:严重伤害可能性较大的危险;•黄色:中等伤害可能性较大的危险;•蓝色:一般伤害可能性较大的危险。
4. 风险评估和控制计划针对不同等级的危险,制定相应的风险评估和控制计划,确保作业过程中人员的安全和健康,具体措施如下:1.红色等级危险:•作业前应全面审查和验证供电网络的电压等级和状态;•确保设备绝缘安全性,并使用必要的安全工具和设备;•作业中设一人负责全面监控和管理;•作业结束后进行严格的设备和现场检查。
2.橙色等级危险:•在作业前先进行现场检查和评估;•确保通风和空气流通,设置必要的防护措施;•作业前应进行紫外线和气体成分监测;•使用合适的个人防护装备并作好应急预案。
3.黄色等级危险:•作业前应制定详细的作业程序和安全流程;•确保作业区域和工作场所的安全性;•使用必要的防护设施和工具;•按照操作规程执行作业流程。
4.蓝色等级危险:•作业前应提供必要的培训和临时指导;•使用必要的防护工具并确保其完好;•作业前应进行全面的检查和评估;•严格执行作业规程和安全流程。
检维修作业风险辨识
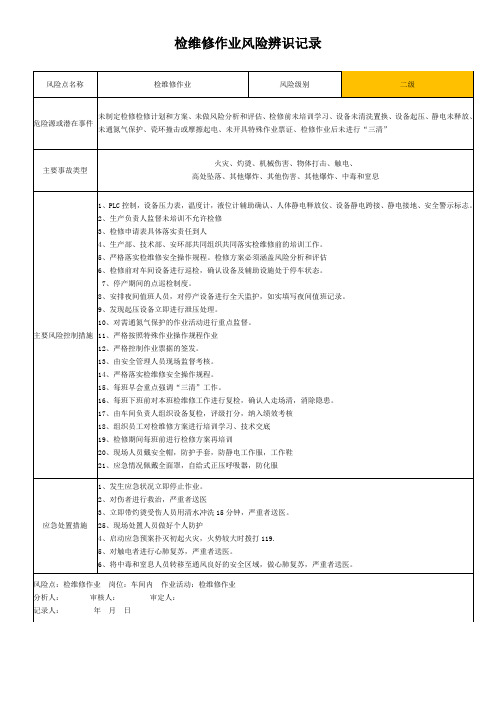
1、PLC控制,设备压力表,温度计,液位计辅助确认、人体静电释放仪、设备静电跨接、静电接地、安全警示标志。
2、生产责人监督未培训不允许检修
3、检修申请表具体落实责任到人
4、生产部、技术部、安环部共同组织共同落实检维修前的培训工作。
5、严格落实检维修安全操作规程。检修方案必须涵盖风险分析和评估
风险点名称
检维修作业
风险级别
二级
危险源或潜在事件
未制定检修检修计划和方案、未做风险分析和评估、检修前未培训学习、设备未清洗置换、设备起压、静电未释放、未通氮气保护、瓷环撞击或摩擦起电、未开具特殊作业票证、检修作业后未进行“三清”
主要事故类型
火灾、灼烫、机械伤害、物体打击、触电、
高处坠落、其他爆炸、其他伤害、其他爆炸、中毒和窒息
风险点:检维修作业 岗位:车间内 作业活动:检维修作业
分析人: 审核人: 审定人:
记录人: 年 月 日
检维修作业风险辨识记录
21、应急情况佩戴全面罩,自给式正压呼吸器,防化服
应急处置措施
1、发生应急状况立即停止作业。
2、对伤者进行救治,严重者送医
3、立即带灼烫受伤人员用清水冲洗15分钟,严重者送医。
25、现场处置人员做好个人防护
4、启动应急预案扑灭初起火灾,火势较大时拨打119.
5、对触电者进行心肺复苏,严重者送医。
6、将中毒和窒息人员转移至通风良好的安全区域,做心肺复苏,严重者送医。
6、检修前对车间设备进行巡检,确认设备及辅助设施处于停车状态。
7、停产期间的点巡检制度。
8、安排夜间值班人员,对停产设备进行全天监护,如实填写夜间值班记录。
9、发现起压设备立即进行泄压处理。