Etalon激光跟踪干涉仪介绍
激光跟踪仪讲解

概述1.1激光跟踪测量系统(LaserTrackerSystem)是工业测量系统中一种高精度的大尺寸测量仪器。
它集合了激光干涉测距技术、光电探测技术、精密机械技术、计算机及控制技术、现代数值计算理论等各种先进技术,对空间运动目标进行跟踪并实时测量目标的空间三维坐标。
它具有高精度、高效率、实时跟踪测量、安装快捷、操作简便等特点,适合于大尺寸工件配装测量°SMART310是Leica公司在1990年生产的第一台激光跟踪仪,1993年Leica公司又推出了SMART310的第二代产品,其后,Leica公司还推出了LT/LTD系列的激光跟踪仪,以满足不同的工业生产需要。
LTD系列的激光跟踪仪采用了Leica公司专利的绝对测距仪,测量速度快,精度高,配套的软件则在Leica统一的工业测量系统平台Axyz下进行开发,包括经纬仪测量模块、全站仪测量模块、激光跟踪仪测量模[8。
]块和数字摄影测量模块等[8]激光跟踪系统在我国的应用始于1996年,上飞、沈飞集团在我国第一次引进了SMART310激光跟踪系统;2005年上海盾构公司引进了Leica公司的一套LTD600跟踪测量系统,应用于三维管模的检测。
[52激]光跟踪测量系统的基本原理1.2近年来,激光跟踪测量系统的应用领域在不断扩大,很多公司都相继推出了各自品牌的激光跟踪仪,但所有的激光跟踪测量系统基本都是由激光跟踪头(跟踪仪)、控制器、用户计算机、反射器(靶镜)及测量附件等组成的。
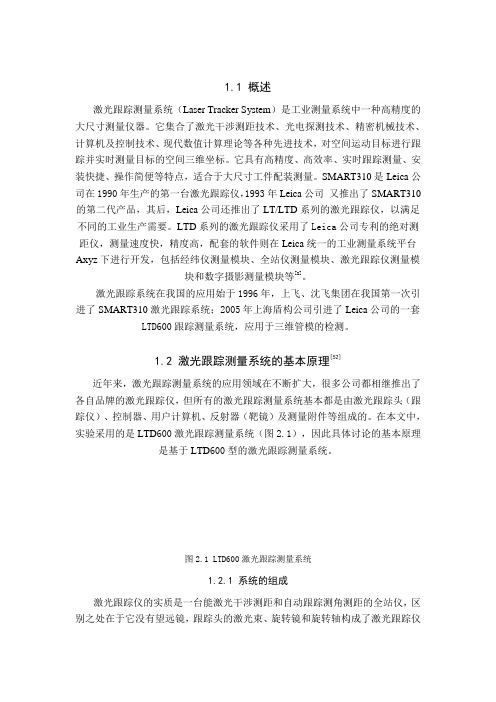
在本文中,实验采用的是LTD600激光跟踪测量系统(图2.1),因此具体讨论的基本原理是基于LTD600型的激光跟踪测量系统。
图2.1LTD600激光跟踪测量系统系统的组成1.2.1激光跟踪仪的实质是一台能激光干涉测距和自动跟踪测角测距的全站仪,区别之处在于它没有望远镜,跟踪头的激光束、旋转镜和旋转轴构成了激光跟踪仪的三个轴,三轴相交的中心是测量坐标系的原点。
它的结构原理如图2.2所示。
激光跟踪仪
《机械制图》教案《机械制图》教案导学问题1.一张完整的零件图主要包括哪些内容?2. 机械图样中,表示可见轮廓线和中心线的线型各是什么?3. 简述表面结构代号的组成及其识读方法?教学内容项目1 平板类零件图的识读与绘制任务1 识读减速器透视盖零件图课时 2教学目标通过识读如图1-1-1所示的减速器透视盖零件图,让学习者大概粗略地掌握零件图的内容,按时完成率90%以上,正确率达到80%以上。
教学重点与难点教学重点:零件图内容的识读教学难点:零件图内容的理解教学设计与组织教学地点多媒体教室(机房)教学仪器设备计算机与投影仪和手机教学环节教学内容与资源方法手段课前根据教学资源库实训任务的要求与目标,学习规定内容并进行课前检测与实践。
任务驱动翻转课堂信息化手段课中45分钟25分钟15分钟5分钟一、学生小组讨论学习一幅完整零件图的内容及识读零件图的方法与步骤,教师实时指导二、小组代表汇报并小结,教师实时评价三、教师归纳总结零件图的内容及识读零件图的方法与步骤四、任务检测讨论法任务驱动法归纳总结法归纳总结法分层教学课后一、拓展练习与自我评价二、考核评价与任务布置根据学生提交的实施任务和拓展任务的质量进行评价并预习项目1中任务2的相关知识讲解法教学反思教研室主任签名累计课时 2《机械制图》学习领域教案NO:3 班级电气1-5班周次10时间2020年10月9日26日27日节次5-8/5-8课程思政1.人民不能没有面包而生活,人民也不能没有祖国而生活。
——雨果2.爱国的主要方法,就是要爱自己所从事的事业。
——谢觉哉导学问题1. 技术制图》国家标准规定的2种图框格式和5种图纸幅面各是什么?2. 机械图样中,如何画圆中心线?3. 如何画两已知直线的圆弧连接?教学内容项目1 平板类零件图的识读与绘制任务2 抄画减速器透视盖垫零件图课时 2教学目标通过抄画如图1-2-1所示的一级圆柱斜齿齿轮减速器透视盖垫的零件图,让学习者掌握铅笔、图板、三角尺、丁字尺、圆规等常用绘图工具的使用方法,图纸幅面、图框格式、标题栏、比例、图线、汉字、字母、数字的相关标准,图样绘制的基本方法和步骤;绘制图样时能准确选用图幅、图框类型、比例和各种线型,能正确绘制图形、标注尺寸和填写标题栏,按时完成率90%以上,正确率达到80%以上。
激光跟踪仪
激光干涉仪
从激光器发出的光束,经扩束准直后由分光镜 分为两路,并分别从固定反射镜和可动反射镜反射 回来会合在分光镜上而产生干涉条纹。当可动反射 镜移动时,干涉条纹的光强变化由接受器中的光电 转换元件和电子线路等转换为电脉冲信号,经整形、 放大后输入可逆计数器计算出总脉冲数,再由电子 计算机按计算式式中λ为 激光波长(N 为电脉冲总数), 算出可动反射镜的位移量L。使用单频激光干涉仪 时,要求周围大气处于稳定状态,各种空气湍流都 会引起直流电平变化而影响测量结果 。
13
1 测前准备工作
(1)考察测量现场; (2)跟踪仪设置; (3)作出测量汁划
14
2 建立工装坐标系
确定测量坐标系可采用两种 方式。一种方式采用迭代法建立 坐标系,可在被测表面拾取多个 基准点,然后计算生成坐标系坐 标原点。所选6个基准点建立了 该表面的测量坐标系 6个基准点 分布另一种方式是采用外加基准 板或采用飞机制造基准面方式确 定测量坐标系,在基准板或飞机 制造基准面上选取三个以上基准 点进行测量坐标系建立。如果是 对整个机身测绘,要进行内外表 面全部的多角度多方位测量,则 采用第一种坐标系建立方式;若 要测量的型面仅是飞机的部件, 则采用第二种坐标系建立方式
❖ 两个角编码器自动测量靶标相对于跟踪仪的水平方位角和垂直 方位角;靶标与激光跟踪仪之间的距离由激光干涉仪测量。这些 信息经传感器电缆传给激光跟踪仪控制机,跟踪仪控制机整理计 算后,一部分信息经马达电缆反馈回激光跟踪仪,控制伺服马达, 使激光束始终锁定移动中的靶标;另一部分信息经局域网传输给 应用处理机,储存在数据库中。
在空中运动的点, 由此形成球坐标测量系统, 并测得三个位置参量
α、β、γ即可确定目标直角坐标系的位置矢量P = (x, y, z)。
Etalon激光跟踪仪产品介绍
Etalon激光跟踪仪产品介绍背景:数控机床由于其本身的运动比较复杂,因此其运动过程中产生的各种误差相对来说也比较复杂。
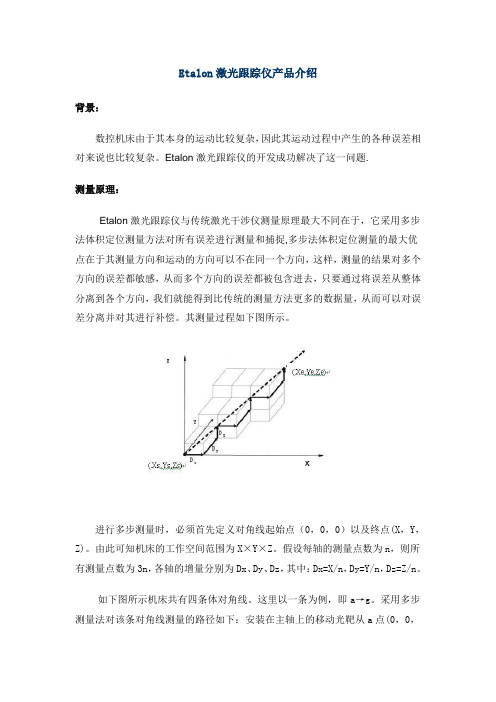
Etalon激光跟踪仪的开发成功解决了这一问题.测量原理:Etalon激光跟踪仪与传统激光干涉仪测量原理最大不同在于,它采用多步法体积定位测量方法对所有误差进行测量和捕捉,多步法体积定位测量的最大优点在于其测量方向和运动的方向可以不在同一个方向,这样,测量的结果对多个方向的误差都敏感,从而多个方向的误差都被包含进去,只要通过将误差从整体分离到各个方向,我们就能得到比传统的测量方法更多的数据量,从而可以对误差分离并对其进行补偿。
其测量过程如下图所示。
进行多步测量时,必须首先定义对角线起始点(0,0,0)以及终点(X,Y,Z)。
由此可知机床的工作空间范围为X×Y×Z。
假设每轴的测量点数为n,则所有测量点数为3n,各轴的增量分别为Dx、Dy、Dz,其中:Dx=X/n,Dy=Y/n,Dz=Z/n。
如下图所示机床共有四条体对角线。
这里以一条为例,即a→g。
采用多步测量法对该条对角线测量的路径如下:安装在主轴上的移动光靶从a点(0,0,0)开始,移动Dx后,暂停,暂停过程中,软件会自动采集数据,而后在Y方向以相同的进给率以及暂停时间移动Dy,最后在Z轴方向以相同的进给率和暂停时间移动Dz,重复上述步骤一直到移动到体对角线的另一点g。
对于其它三条对角线而言,要分别改变起始点和各轴的增量来进行测量。
从上面的过程可以看到,主轴每次移动到体对角线方向上的一个新的位置,使用多步测量法能够测量出三个位移误差。
而且沿每个轴方向测量到的数据仅仅是由于主轴沿该轴方向运动独立产生的,这样就可以将所测量到的误差数据分离为三个轴方向运动独立产生的,从而达到误差分离的目的。
测量前提及补偿前后效果对比:以下是采用Etalon激光跟踪仪捕捉到的误差进行校正前后的效果对比图:Etalon激光跟踪仪的主要技术参数:激光跟踪仪是专门为机床及三坐标测量仪而开发的测量仪器,此激光跟踪仪是一种具有温度稳定性的仪器,其主要技术参数如下所示:分辨率:0,001 µm长度测量误差:0,2 µm + 0,3 µm/m (2 sigma)测量范围:10m,超过10m可通过数学叠加方式进行扩展产品优势:使用Etalon激光跟踪仪进行误差检测及捕捉具有如下优势:高效性:普通技术对于机械偏差的捕捉通常需要1周时间, 而使用Etalon 激光跟踪仪设备,首次校正最多2天,以后每次捕捉根据不同环境与条件从2.5小时到8小时不等, 机械偏差的捕捉可以节约80%的时间.创新性:使用激光跟踪仪能在机床或三坐标测量仪整个工作空间内进行完整测量完整性:所有现存机床几何误差的捕捉、评估及可视化灵活性:根据客户需求可将测量到的误差转化成AFM格式校正数据产品照片:。
激光跟踪仪介绍课件
案例一:激光跟踪仪在汽车制造中的应用
总结词
精确测量、提高效率
详细描述
激光跟踪仪在汽车制造中主要用于对车身各部件进行精确测量,以确保它们符 合设计要求和规格。通过使用激光跟踪仪,制造商可以快速、准确地获取测量 数据,减少误差和返工,从而提高生产效率。
案例二:激光跟踪仪在航空航天领域的应用
总结词
高精度、安全性
THANK YOU
感谢聆听
更新软件
保持仪器软件更新至最新版本,以获得更好的性能和稳定性。
常见故障排除
01
02
03
测量失准
检查仪器是否校准,检查 连接线缆是否完好,重新 启动仪器尝试。
仪器无法开机
检查仪器电源是否正常, 检查电池是否需要充电或 更换。
线缆破损
如有线缆破损,及时更换 新的线缆。
05
激光跟踪仪的发展趋势与展望
技术创新
详细描述
在航空航天领域,激光跟踪仪被广泛应用于飞机和航天器的制造与维护。它能够提供高精度的测量 数据,确保零 部件的精确安装和整体结构的稳定性。此外,激光跟踪仪还可以用于检测飞机表面的平滑度和光泽度,从而提高 飞行的安全性和舒适性。
案例三
总结词
高效检测、降低成本
详细描述
在大型设备安装与调试过程中,激光跟踪仪能够快速、准确地检测设备的各项参数,如设备的几何尺 寸、位置和姿态等。通过使用激光跟踪仪,工程师可以减少传统测量方法所需的时间和人力成本,提 高工作效率,同时确保设备安装的准确性和稳定性。
02
激光跟踪仪的组成与性能
激光头
激光发射器
产生高精度、高稳定的激光束,用于测量和跟踪目 标。
光束控制装置
对激光束进行调制、整形和准直,确保光束质量和 稳定性。
激光跟踪仪原理
激光跟踪仪原理
激光跟踪仪是一种使用激光束来跟踪目标物体的仪器。
它的工作原理基于激光的特性以及光的传播规律。
激光跟踪仪的主要组成部分包括激光发射器、接收器和信号处理器。
激光发射器发射一束激光光束,经过透镜成为平行光束,并照射到目标物体上。
当激光光束碰撞到目标物体上时,会产生反射或散射。
这些反射或散射的光被接收器接收,并转换成电信号。
接收器将电信号传输给信号处理器进行处理。
在信号处理器中,会对接收到的电信号进行分析和处理,以确定目标物体的位置、方向和运动状态。
通过计算出目标物体相对于激光跟踪仪的偏移角度和距离,可以实现对目标物体的精确定位和跟踪。
激光跟踪仪的工作原理基于三角测量原理和光的传播速度。
通过测量激光光束从激光发射器到目标物体再到接收器的时间差,可以计算出目标物体与激光跟踪仪之间的距离。
结合光束在空间中的角度信息,可以计算出目标物体的具体位置。
激光跟踪仪具有精确度高、反应速度快、适用于远距离测量等优点,在工业、航空航天等领域有着广泛的应用。
通过激光跟踪仪可以实现目标物体的检测、定位、跟踪和测量等功能,为各种应用提供了可靠的技术支持。
激光跟踪仪原理
激光跟踪仪原理激光跟踪仪是一种常用于测量和追踪目标运动的仪器。
它利用激光束的特性,通过发射、接收和处理光信号来实现对目标的跟踪。
本文将介绍激光跟踪仪的原理和工作过程。
激光跟踪仪的原理基于激光的特性。
激光是一种特殊的光束,具有单色、单行波、高亮度和相干性等特点。
这些特性使得激光在目标跟踪中具有很大的优势。
激光跟踪仪首先通过激光发射器产生一束激光束,然后将其发射到目标上。
当激光束照射到目标表面时,部分光束被目标表面反射回来,称为反射光。
这些反射光中包含了目标的信息,如目标的形状、大小和位置等。
接下来,激光跟踪仪通过接收器接收反射光,并将其转换为电信号。
接收器通常由光电二极管或光电倍增管等光电器件组成。
光电器件可以将光信号转换为电信号,以便进一步处理和分析。
接收到的电信号经过放大和滤波等处理后,被送入信号处理器进行处理。
信号处理器根据接收到的信号,可以计算出目标的距离、角度和速度等信息。
这些信息可以用来描述目标的位置和运动状态。
在信号处理的过程中,激光跟踪仪通常采用一些特殊的算法和技术来提高跟踪的精度和稳定性。
例如,自适应滤波、卡尔曼滤波等算法可以用来抑制噪声和滤除干扰,从而提高跟踪的准确性。
激光跟踪仪的工作过程可以分为三个主要步骤:发射、接收和处理。
在发射阶段,激光跟踪仪通过激光发射器产生激光束,并将其发射到目标上。
在接收阶段,激光跟踪仪通过接收器接收目标反射回来的光信号,并将其转换为电信号。
在处理阶段,激光跟踪仪通过信号处理器对接收到的电信号进行处理和分析,从而得到目标的位置和运动状态。
激光跟踪仪在许多领域中都有广泛的应用。
例如,它可以用于航天、航空、船舶、汽车和机器人等领域中的目标跟踪和定位。
通过激光跟踪仪,可以实时监测目标的位置和运动状态,从而提高系统的安全性和可靠性。
激光跟踪仪是一种利用激光束进行目标跟踪的仪器。
它通过发射、接收和处理光信号,可以实现对目标的跟踪和定位。
激光跟踪仪在许多领域中都有广泛的应用,对提高系统的安全性和可靠性起着重要的作用。
激光跟踪干涉仪安全操作及保养规程
激光跟踪干涉仪安全操作及保养规程激光跟踪干涉仪是一种高精度的测量仪器,广泛应用于制造、科研、医疗等领域。
为了保证激光跟踪干涉仪的安全运行和延长其使用寿命,我们应该掌握正确的操作方法和保养规程。
操作规程1. 前置准备在开始操作激光跟踪干涉仪之前,应先进行以下准备工作:•确保所使用的电压、频率、电流等参数符合激光跟踪干涉仪的要求;•确保使用环境温度、湿度、气压等参数符合激光跟踪干涉仪的要求;•穿戴好防护设备,如护目镜、手套等。
2. 操作步骤1.开机前,应检查所有设备连接是否正确、激光管是否损坏、激光器是否处于正常工作状态。
2.打开电源,启动激光跟踪干涉仪程序。
3.进行校准,使激光跟踪干涉仪处于最佳工作状态。
4.将待测物品放置于测量平台上,调整位置,确保测量平台处于水平状态。
5.点击测量按钮,开始进行测量。
6.测量结束后,关闭激光跟踪干涉仪程序,关闭电源。
3. 安全注意事项在操作激光跟踪干涉仪时,应注意以下安全事项:1.不要直接注视激光光束,以防伤害眼睛。
2.使用防护设备,如护目镜、手套等。
3.禁止在激光跟踪干涉仪周围吸烟、放火或使用易燃气体。
4.禁止将手指、头发等物品伸入激光光束中。
5.关闭电源和激光跟踪干涉仪程序后,禁止再次触碰设备。
保养规程1. 日常保养1.清洁激光跟踪干涉仪与测量平台表面的灰尘,使用干净的软布进行擦拭。
2.定期清理激光管和激光器表面的灰尘。
3.定期清理激光跟踪干涉仪程序缓存、测量记录等数据。
2. 定期维护1.检查激光管和激光器是否需要更换或维修。
2.定期检查仪器的接口、电源线等连接是否松动。
3.检查激光跟踪干涉仪程序是否需要更新。
3. 特殊注意事项在进行维护时,应注意以下事项:1.断开电源,等待仪器冷却后再进行维护。
2.在维护过程中,禁止使用含有石棉的清洁剂。
3.维护期间,禁止触碰未知电源和设备。
总结通过本文,我们了解了激光跟踪干涉仪的安全操作和保养规程。
遵守这些规程可以保证激光跟踪干涉仪的安全运行和延长其使用寿命。
激光跟踪仪和便携解读
工作条件
绝对跟踪仪是Leica工业测量系统推出的
Hale Waihona Puke 3、工作原理一款便携式测量系统,它利用激光进行精 确的测量和检测,其测量范围可以包容直 径达160米的球形测量空间 。 绝对激光跟踪仪通过跟踪一个带镜面的 小球,也就是大家所熟知的反射球,测得 物体的三维坐标。 通过手持式反射球,操作人员可以对被 测物体进行自由采点检测,同时得到实际 值与理论值之间偏差的实时反馈。
160m
水平方向
垂直方向
360º
+45º
U xyz = +/-10µm + 5µm/m(2.5x5x10m范围内) U xyz = +/-15µm + 6µm/m(整个量程) 分辨率:0.32µm 精度:0.5µm/m 分辨率:0.1µm
全量程160米范围不超过10µm
3000点/秒 >4米/秒 >6米/秒 >2g 无限大 工作温度 存放温 度 相对湿度 操作海拔高度 0℃ - 40℃ -10℃ - 60℃ 10 - 90%,无凝结 0-5,000米
激光跟踪仪和便携式 关节臂测量机的简介
一、激光跟踪仪
1、厂家及型号 海克斯康测量技术(青岛) 有限公司 Leica AT901-B激光跟踪
2、基本参数
最大测量距离(直径) 测量范围 测量精度 激光干涉仪(IFM)精度 绝对测距仪(ADM)精度 数据采集速率 横向跟踪速度 径向跟踪速度 横向加速度 径向加速度
4、应用范围
激光跟踪仪广泛应用于航空 航天、汽车、造船、风电等行业。 可实现对原型机制造、加工检验、 工件装配的检验;可对精密的工装、 夹具和检具进行检测。 对大型物体(比如飞机)和小型物体 都可以实现精度达到微米级的精密 测量。
激光跟踪仪介绍资料讲解

激光跟踪仪的外观
激光跟踪系统坐标
x
如图,设P(x,y,z)为被测空间点, 假设点P 到点O 的距离为L,OP与z轴 夹角及x轴夹角已知,则有如下关系:
x L sin cos y L sin sin z L cos
测等
角度测量部分
包括方位角和高度角的角度编码器。 其工作原理类似于电子经纬仪、马达驱 动式全站仪的角度测量装置,包括水平 度盘、垂直度盘、步进马达及读数系统, 由于具有跟踪测量技术,它的动态性能 较好。
激光跟踪控制部分
由光电探测器(PSD)来完成。反 射器反射回的光经过分光镜,有一部分 光直接进入光电探测器,当反射器移动 时,这部分光将会在光电探测器上产生 一个偏移值,光电探测器根据偏移值会 自动控制马达转动直到偏移值为零,实 现跟踪反射器的目的。因此当逆反射器 在空间运动时,激光跟踪头能一直跟踪 逆反射器。
测量电路部分
该部分用于读出距离变化量和两个编码器的输出 脉冲数。与计算机之间进行大量的数据交换,计算机 进行数据处理,实时显示运动目标的三维位置。激光 跟踪器头围绕着两根正交轴旋转。每根轴具有一个编 码器用于角度测量和一只直接供电的DC电动机来进行 遥控移动。传感器头包含了一个测量距离差的单频激 光干涉测距仪(IFM),还有一个绝对距离测量的装 置(ADM)。激光束通过安装在倾斜轴和旋转轴交叉 处的一面镜子直指反射器。激光束也用作为仪器的平 行瞄正轴。挨着激光干涉仪的光电探测器(PSD)接 收部分反射光束,使跟踪器跟随反射器。
其中角度值由安装在跟踪头上的两个 编码器给出,距离值由跟踪头中的激 光干涉仪给出
激光跟踪仪工作原理
目标靶镜原理
入射靶镜的光束将沿原路返回
激光跟踪仪测量原理

激光跟踪仪测量原理
激光跟踪仪是一种光学测量仪器,可以实现对移动物体的实时测量和跟踪,支持千兆
米的精准定位,在工业自动化测量中有着广泛的应用。
1、激光发射一束恒定的光线,激光发射器由激光二极管(LD)、光学元件、电源控
制器等组成。
将光源聚焦成一束点聚焦在物体表面上,形成一个可视的小点,用于测量移
动物体的位置和距离。
2、当移动物体出现在小点上时,会反射回一个亮点。
准直镜片将反射回来的光线准直,然后投射到近处的接收仪上。
接收仪上装有探测器,将光信号转换成电信号,然后获
取移动物体的位置信息。
3、激光跟踪仪发射的光线亮度分为定点和移动。
当物体表面发生变化时,它会发出
光波,将反射回来的光波传递到接收仪,然后检测移动物体的位置,实现跟踪。
4、激光跟踪仪经过显示器将信息传输到中央处理器,实时记录和处理移动物体的位置。
由于它可以实时跟踪,所以拥有良好的测量精准性,这又是一种非常有效的测量工具。
总之激光跟踪仪可以实时记录和处理物体的位置信息,具有高精度、实时性和可靠性
等特点,在工业自动化测量中有着广泛的应用。
激光跟踪仪原理
激光跟踪仪原理
激光跟踪仪是一种利用激光技术进行目标跟踪的设备,它在军事、航空航天、船舶、地质勘探等领域都有着重要的应用价值。
激光跟踪仪的原理是基于激光束的发射、接收和信号处理,通过测量目标与仪器之间的距离和方向,实现对目标的精确定位和跟踪。
首先,激光跟踪仪通过激光器发射一束激光束,这个激光束经过光学系统的聚焦和调整后,形成一个细小的光斑,然后照射到目标物体上。
目标物体表面的反射光被接收器接收后,经过光电探测器转换成电信号,再经过信号处理系统进行放大和滤波处理,最终得到目标物体的位置信息。
其次,激光跟踪仪的原理还涉及到光电探测器的工作原理。
光电探测器是将接收到的光信号转换成电信号的装置,它通常由光电二极管、光电倍增管或光电二极管阵列等组成。
当激光束照射到目标物体上并反射回来时,光电探测器会将接收到的光信号转换成电信号,并传输给信号处理系统进行进一步处理。
另外,激光跟踪仪的原理还包括信号处理系统的工作原理。
信号处理系统是将接收到的电信号进行放大、滤波、数字化等处理的
装置,它可以有效地提取出目标物体的位置信息,并进行数据处理和分析。
通过信号处理系统,激光跟踪仪可以实现对目标物体的精确定位和跟踪,为后续的应用提供了可靠的数据支持。
总的来说,激光跟踪仪的原理是基于激光技术和光电技术相结合的成果,它通过激光束的发射、接收和信号处理,实现了对目标物体的精确定位和跟踪。
激光跟踪仪在军事、航空航天、船舶、地质勘探等领域都有着重要的应用前景,它为相关领域的研究和应用提供了重要的技术支持,具有着广阔的发展前景。
激光跟踪仪的使用方法及精度评定
激光跟踪仪的使用方法及精度评定激光跟踪仪是一种用于测量物体运动的高精度设备。
它利用激光束对目标进行跟踪和测量,可以广泛应用于工业、医疗、科研等领域。
本文将介绍激光跟踪仪的使用方法及精度评定。
一、激光跟踪仪的使用方法1. 设置仪器:首先,将激光跟踪仪安装在稳固的支架上,并调整好仪器的角度和高度,以确保激光束能够准确照射到目标上。
2. 校准仪器:使用仪器自带的校准装置对激光跟踪仪进行校准,以保证测量结果的准确性。
3. 瞄准目标:将激光束对准需要跟踪的目标,确保激光束能够准确照射到目标上,并调整仪器的焦距,以获得清晰的图像。
4. 开始测量:启动激光跟踪仪,并开始对目标进行跟踪和测量。
仪器会记录下目标的运动轨迹和相关数据。
5. 数据处理与分析:将测量得到的数据导入计算机,利用专业的软件对数据进行处理和分析,得出目标的运动参数和轨迹。
二、激光跟踪仪的精度评定1. 测量精度:激光跟踪仪的测量精度是评估其性能的重要指标。
一般来说,测量精度是指测量结果与真实值之间的偏差。
通过与其他高精度设备的对比测量,可以评定激光跟踪仪的测量精度。
2. 稳定性:激光跟踪仪的稳定性是指在长时间测量过程中,仪器的测量结果是否稳定不变。
通过连续测量同一目标的运动轨迹,并分析测量结果的稳定性,可以评定激光跟踪仪的稳定性。
3. 重复性:激光跟踪仪的重复性是指在多次测量同一目标时,测量结果的一致性程度。
通过多次测量同一目标,对比测量结果的差异,可以评定激光跟踪仪的重复性。
4. 环境适应性:激光跟踪仪在不同环境条件下的测量性能也需要评定。
例如,在强光干扰下或者震动环境下的测量精度是否受到影响等。
激光跟踪仪的使用方法包括设置仪器、校准仪器、瞄准目标、开始测量和数据处理与分析。
而其精度评定则包括测量精度、稳定性、重复性和环境适应性等方面的考量。
通过合理使用和评估激光跟踪仪的性能,可以提高测量的准确性和稳定性,确保其在各个领域的应用效果。
etalon f-p标准具
法布里-珀罗标准具(Fabry-Perot Etalons)是一种光学干涉仪,常用于激光光谱学和光学测量等领域。
其工作原理基于光的干涉现象,通过将光线通过两个平行的反射镜,产生干涉光束,从而实现对光波长的精确测量和校准。
法布里-珀罗标准具具有高精度、高分辨率和高稳定性的特点,能够实现纳米级的光波长测量和校准,因此在激光雷达、光谱分析、光学通信等领域得到广泛应用。
法布里-珀罗标准具的参数主要包括自由光谱范围(FSR)、精细度(Fitness)和半高宽(Full width at half maximum,FWHM)等。
其中,自由光谱范围指的是标准具能够测量的光波长范围,精细度指的是标准具能够分辨的最小波长差,半高宽则指的是干涉峰的宽度。
这些参数决定了法布里-珀罗标准具的性能和应用范围。
总之,法布里-珀罗标准具是一种高精度、高分辨率和高稳定性的光学干涉仪,在激光光谱学和光学测量等领域得到广泛应用。
其工作原理基于光的干涉现象,通过将光线通过两个平行的反射镜,产生干涉光束,从而实现光波长的精确测量和校准。
Etalon 激光跟踪仪
TRAC-CAL
Error mapping and compensation
Testing and qualification
© Etalon AG
The Principle:
“GPSPrinciples” for machine calibration
Interferometrical length measurement from 4-6 positions
© Etalon AG
Geometry deviations of a Cartesian Machine
Notation according to VDI 2617-3
Source: PTB
© Etalon AG
The ETALON solution
LaserTRACER TRAC-CAL ® TRAC-CHECK ®
© Etalon AG
Summary Error Mapping with TRAC-CAL
Highest accuracy All deviations solely based on the wavelength of a stabilized laser For linear axes: linear position, straightness, pitch, yaw, roll, squareness For polar axes: angular positioning, axial motion, radial motions, tilt motions, squareness Suitable for error mapping of CMMs and machine tools Applicable for any size of working volume Fast execution: CMMs 3 - 4 h, machine tools 2 - 3 h Simple setup and data handling Included uncertainty calculation by Monte Carlo methods Interfaces and error mapping format for many CMMs and machine tool controllers available (and library is expanding)
激光跟踪仪工作原理
激光跟踪仪工作原理
激光跟踪仪是一种用于实时跟踪运动物体的设备。
它的工作原理主要包括以下几个步骤:
1. 发射激光:激光跟踪仪内部装有激光发射器,通过控制电路向外发射一束红激光束。
这束激光经过透镜系统后形成一条细长的光线。
2. 照射物体:将激光光线照射到需要跟踪的物体上。
物体表面被激光照射后会反射部分光线,形成一个光斑。
3. 接收光线:激光跟踪仪内部配有接收器,用于接收物体反射回来的光线。
4. 光信号处理:接收器将接收到的光信号转换为电信号,经过一系列信号处理电路进行放大、滤波等处理,以提高信号质量和稳定性。
5. 光斑分析:对接收到的光信号进行分析,从中提取出物体位置信息。
这一过程可以通过计算光线在像平面上的位置或通过计算光斑在图像上的位置来实现。
6. 数据输出:经过计算分析后,激光跟踪仪将跟踪到的物体位置数据输出给用户。
可以通过数字接口(如USB)或模拟接口(如电压输出)将数据传输给计算机或其他设备。
通过不断地发射、照射、接收和分析光信号,激光跟踪仪可以
实时准确地跟踪物体的位置和运动轨迹。
这种技术在虚拟现实、运动分析、工业自动化等领域有着广泛的应用。
雷尼绍激光干涉仪安全操作及保养规程
雷尼紹激光干涉仪安全操作及保养规程1. 前言雷尼紹激光干涉仪是一款利用激光干涉原理进行测量的仪器。
在使用过程中,为了保证操作人员的安全以及仪器的正常运行,需要遵从以下安全操作及保养规程。
2. 安全操作规程2.1 保护眼睛激光干涉仪使用时产生的激光具有一定的强度和能量。
长时间暴露于激光光束中会对人眼造成损伤。
因此,使用雷尼紹激光干涉仪时必须戴上专业防护眼镜或其他形式的眼睛防护器材。
2.2 防止触电雷尼紹激光干涉仪在使用时需要接通电源,因此需要防止触电。
为此,有以下注意事项:•在插拔电源时,一定要先关闭开关按钮,避免电器内部元件带电•在插拔电源时,不要懈怠使用保险套或者是带开关的插排等有保护装置的插头电器产品•使用雷尼紹激光干涉仪的开关按钮时,要轻按,以免产生损坏2.3 限制辐射使用雷尼紹激光干涉仪时,需注意避免将它放置在容易导致人体受辐射的地方,例如,要放置在防护隔离柜内等位置。
如果需要在较长时间内使用激光干涉仪,则需要额外进行辐射防护措施,以保护身体健康。
2.4 防区域污染使用雷尼紹激光干涉仪时,需注意过程中引起的尘埃、粉末、气体等物质都必须在特定的设备中包含并组织掉。
因此,在使用激光干涉仪时,切记不要使用自己的空气净化器、抽风机等电器产品来等效吸附粉尘,从而避免危及到健康。
2.5 注意造成噪声污染雷尼紹激光干涉仪本身的机械运动以及工作过程中会产生噪音,在使用激光干涉仪时,要注意避免过分且长时间在其附近活动或工作,特别是工作人员,更不能将装饰品放在其周边影响工作人员安全使用。
2.6 防因工具失控引起安全问题雷尼紹激光干涉仪本身是一款高精度的仪器,其传感器和传感器各组成部分都非常精细,任何物体的碰撞都会对其造成较大的损害。
因此,在安装、调试和使用激光干涉仪时,要保证操作人员对其环绕物体以及操控工具的掌握,以确保工作人员的操作精准且有序。
也可以提前进行准备工作,安装一些防护罩和其他避免高压等故障的装备来保护雷尼紹激光干涉仪。
激光跟踪仪工作原理 -回复

激光跟踪仪工作原理-回复激光跟踪仪是一种用激光束追踪目标物体并测量其位置、速度和方向的仪器。
它广泛应用于航空航天、工业制造、机器人等领域。
本文将详细介绍激光跟踪仪的工作原理,从激光的发射和接收到数据处理的各个环节逐步解析。
一、激光发射激光跟踪仪的第一步是通过激光器产生一束窄束的激光光束。
激光光束具有高能量密度、高定向性和单色性等特点,使其能够长距离传输并保持较小的束腰直径。
激光器通常采用半导体激光器或固体激光器,可以根据不同的应用需求选择合适的光源。
二、光束整形与对准激光光束发出后,需要经过光束整形系统进行整形和对准。
光束整形系统通常由凸透镜、凹透镜和光学透镜组成,它的主要作用是调整激光光束的径向和切向尺寸,并将光束调整到与被跟踪对象重合的位置。
这样可以确保光束能够在被跟踪对象表面形成一个可以被接收器接收到的明亮点,从而提高测量的准确性。
三、光束发射经过光束整形系统整形的激光光束被发射到被跟踪目标物体上。
在目标物体表面,激光光束被反射或散射,并形成一个明亮的点。
这个点代表了激光光束的投射点,它的位置和运动信息可以通过测量来获取。
四、光束接收接收到反射或散射光线后,光束需要进一步经过光学系统捕获和聚焦到接收器上。
光学系统通常包括凸透镜、光电二极管等元件,它们的作用是将接收到的光线集中到接收器上,并转换为电信号。
光电二极管是最常用的光电转换器件之一,它可以将光信号转换为可测量的电压信号。
五、信号处理接收器将电光信号转换为电信号后,需要经过信号处理模块进行进一步的处理和解码。
信号处理模块通常包括放大器、滤波器、模数转换器等,它们的作用是增加信号的强度、滤除噪声和将模拟信号转换为数字信号。
数字信号可以通过计算机或嵌入式系统进行进一步的分析和处理。
六、数据处理最后一步是对接收到的数据进行处理。
数据处理可以根据具体的应用需求而定,可以是实时显示和分析,也可以是导入到其他软件或系统进行进一步的处理和应用。
通过对接收到的信号进行处理,可以得到目标物体的位置、速度和方向等关键信息,从而实现激光跟踪仪的目的。
激光跟踪仪讲解
1.1 概述激光跟踪测量系统(Laser Tracker System)是工业测量系统中一种高精度的大尺寸测量仪器。
它集合了激光干涉测距技术、光电探测技术、精密机械技术、计算机及控制技术、现代数值计算理论等各种先进技术,对空间运动目标进行跟踪并实时测量目标的空间三维坐标。
它具有高精度、高效率、实时跟踪测量、安装快捷、操作简便等特点,适合于大尺寸工件配装测量。
SMART310是Leica公司在1990年生产的第一台激光跟踪仪,1993年Leica公司又推出了SMART310的第二代产品,其后,Leica公司还推出了LT/LTD系列的激光跟踪仪,以满足不同的工业生产需要。
LTD系列的激光跟踪仪采用了Leica公司专利的绝对测距仪,测量速度快,精度高,配套的软件则在Leica统一的工业测量系统平台Axyz下进行开发,包括经纬仪测量模块、全站仪测量模块、激光跟踪仪测量模块和数字摄影测量模块等[8]。
激光跟踪系统在我国的应用始于1996年,上飞、沈飞集团在我国第一次引进了SMART310激光跟踪系统;2005年上海盾构公司引进了Leica公司的一套LTD600跟踪测量系统,应用于三维管模的检测。
1.2 激光跟踪测量系统的基本原理[52]近年来,激光跟踪测量系统的应用领域在不断扩大,很多公司都相继推出了各自品牌的激光跟踪仪,但所有的激光跟踪测量系统基本都是由激光跟踪头(跟踪仪)、控制器、用户计算机、反射器(靶镜)及测量附件等组成的。
在本文中,实验采用的是LTD600激光跟踪测量系统(图2.1),因此具体讨论的基本原理是基于LTD600型的激光跟踪测量系统。
图2.1 LTD600激光跟踪测量系统1.2.1 系统的组成激光跟踪仪的实质是一台能激光干涉测距和自动跟踪测角测距的全站仪,区别之处在于它没有望远镜,跟踪头的激光束、旋转镜和旋转轴构成了激光跟踪仪的三个轴,三轴相交的中心是测量坐标系的原点。
它的结构原理如图2.2所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
The LaserTRACER –以亚微米精度进行校准和检定Z公司概况Z The LaserTRACERZ TRAC-CAL 作误差图和补偿Z TRAC-CHECK 作精度检定Z当前发展Z我们的客户Etalon公司概况National Metrology InstituteOf GermanyEtalons 的业务伙伴:西门子给予机床的空间补偿系统(VCS)Z Etalon 软件可以直接生成西门子Sinumerik 控制器的空间补偿数据Z以ETALON 技术生成的补偿数据都经Siemens在各种设备测试验证Z于2008年四月Etalon 成为Siemens 方案伙伴成为蔡Etalon 成为蔡斯在三坐标测量仪补偿的业务伙伴Z蔡斯利用Etalon 技术为其不同的产品系列作校准Z蔡斯作为客户和服务提供者认证Etalon格式斯和合作进步开发技术Z蔡斯和Etalon合作进一步开发Etalon技术法拉克海德汉和其他机床控制器生产厂家的深入合作三坐标测量机和机床的精度Z对三坐标测量机和机床精度是一项关键指标对坐标测量机和机床精度是项关键指标Z没有数字补偿,最高的精度无法经济地达到Z15年了,机床领域现在也已开正当完整的误差补偿已成功应用于三坐标测量机始使用Z传统的误差图方法耗费时间并要求操纵者具多年的经验首先搞清楚21项误差是那些误差;因为测量机都直角坐标机床的几何偏差首搞清楚项是那为测机都是气浮的,按照气浮的误差产生种类分为转动误差和平动误差,按照不同的旋转轴向和平动方向每轴共有6项误差,三轴共18项,加上三轴的垂直度共计21项VDI 2617-3标识来源: PTB机械误差力丰制造科技有限公司力丰制造科技有限公司ETALON 方案LaserTRACER 补偿TRAC ‐CAL ®检定TRAC ‐CHECK ®TRAC ‐CAL误差图和补偿检测与标定力丰制造科技有限公司Th LaserTRACER The L TRACERZ 干涉仪具 0,001 微米分辨率 (1) Z 拥有专利的标准球(2具形状偏差< 0 0,050微米 050微米 Z 针对气温,气压和湿度的环境补偿 长度测量不确定度: U= 0.2 µm + 0.3 µm/m力丰制造科技有限公司规格重量和尺寸 LaserTRACER重量 控制器重量 LaserTRACER高度 操作范围 仰轴角度范围 旋转轴角度范围 测量范围 精度 24小时激光频率稳定度 标准球稳定度 干涉仪分辨率 不确定度(k=2) 2∙10‐8 ± 0.1 微米 0,001 微米 0.2 微米+0.3 微米/米 ‐ 20° 至+ 85° ± 200° 0.2 米 up to 15 米 approx. 12 公斤 approx. 10 公斤 200 毫米力丰制造科技有限公司ETALON 方案补偿 TRAC‐CAL ®LaserTRACER检定 TRAC‐CHECK ®TRAC‐CAL误差图和补偿检测与标定力丰制造科技有限公司原理:“全球定位系统原理” 作机器校准Z 仅基于长度数据的完全误差评定 仅基 长度数据的完全 差评定 Z 利用干涉原理的长度测量在4-6个不同位置进行 Z LaserTRACER 的位置和盲点不必清楚力丰制造科技有限公司TRAC CAL模拟动画片 TRAC-CAL模拟动画片力丰制造科技有限公司TRAC-CAL短片 AC CA 短片力丰制造科技有限公司立式加工中心: 校正前后对比力丰制造科技有限公司卧式铣床: 校正前后对比力丰制造科技有限公司高精度三坐标测量机经 TRAC-CAL校正后用垂直球板 测量复核 测量测头偏置150毫米 偏差 < 0.4 微米 偏差小于球板的校准不确定度!力丰制造科技有限公司与传统激光跟踪仪的接口就最高精度的要求而言, Etalon由于其独 特的技术会是首选. 对轴行程达数米的设备,传统激光跟踪仪 是能满足的. 是能满足的 Etalon赋予它的软件方案与传统激光跟踪 仪的接口. Z徕卡 Z法如精度比较LaserTRACER vs Lasertracker以TRAC-CAL作误差图总结Z最高的精度定位直线度仰角偏转翻转垂直度:全部基于稳定化的激光波长Z定位, 直线度,仰角, 偏转,翻转, 垂直度: 全部基于稳定化的激光波长Z适合三坐标测量机和数控机床的误差图确定Z可用于任何工作体积Z快速(三坐标测量机3-4 小时, 机床2-3 小时)Z简单的准备和数据处理简单的准备数据处Z包含以蒙地卡罗方法作的不确定度计算Z多种数控系统和三坐标机接口和误差图格式供使用(library 扩展中)应用范例ETALON 方案LaserTRACER补偿TRAC ‐CAL ®检定TRAC ‐CHECK ®TRAC ‐CAL误差图和补偿检测与标定球棒激光干涉仪球板传统方法笨重的标准齐定期标定如球棒, 激光干涉仪, 球板笨重的标准齐, 需定期标定. 对每个测量方向,人工找正不可避免.以TRAC-CHECK作设备测试原理:The LaserTRACER 工作方式为“静止模式” ,而测量方向是设备运动自动找正Z激光位移测量于各方向不需人手找正Z数据评估根据ISO 10360(三坐标机) 或ISO 230(机床)进行ISO10360(三坐标机)或ISO230TRAC-CHECK原理AC C C原理以TRAC-CHECK测试设备总结Z最高精度Z半自动的过程Z干涉仪不需找正Z快速执行: 完整几何测试在30分钟完成快速执行:完整几何测试在30分钟完成Z完整的报表功能满足最高的索源要求Z三坐标机方面: 符合下版本的ISO10360标准三坐标机方面:符合下一版本的ISO-10360标准Z机床方面:符合下一版本的ISO 230-2和6标准符合转台精度测试(TRAC-CHECK)Z 符合ISO 230-4 Z 最高精度(仅基于围拢极稳定的中心并按干涉原理的距离测量)Z 没有耗费时间的找正Z 旋转半径可达12 米Z 无需增加硬件不间断测量Z更快的标定Z更高的取样速度运用LaserTRACER高精度实时三维定位系统运用L TRACER高精度实时三维定位系统自我标定精度达微米Z自我标定, 精度达0.2微米ETALON的客户Z Over 35 systems sold in Europe, USA, Japan and KoreaO t ld i E USA J d KZ Customers in the CMM branch:‐CarlZeiss IMT GmbH/Germany‐Physikalisch‐Technische Bundesanstalt (PTB) / Germany‐National Physical Laboratory (NPL)‐Volkswagen GermanyAG/‐Eumetron GmbH / Germany‐Optical Gaging Products INC. (OGP) / USAFundação (Centros de Refêrencia em Tecnologias Inovadoras) / Brazil ‐CERTI‐INTI (Instituto Nacional de Tecnolog¡a Industrial) / Argentina‐Stanford University /USA (SLAC)Customers in the machine tool branch :‐Dr. Johanners Heidenhain GmbH / Germany‐Röders TEC GmbH / Germany‐Airbus‐Fraunhofer Institute IPT, IPK, IWU / Germany‐Universität Darmstadt (PTW) / Germany‐University of Huddersfield / Großbritannien‐AfM Technology GmbH (service provider for machine tools) / Germany ‐Sigma 3D GmbH (service provider for machine tools) / Germany‐Axist (service provider for machine tools) / Italy‐HIT Automotive / Korea‐YKT / JapanGebüde e e asc e ab e‐Gebrüder Heller Maschinenfabriken谢谢!。