日本立邦 电泳讲座-中文版
电泳培训教材-PPG2005
•上海汽车制动器公司 •合肥美菱洗衣机有限公司 •约翰.迪尔天拖有限公司 •摩托罗拉 •卡特彼勒 •诺基亚 •西门子 •Dell •Logitech •索尼-爱立信 •LG
8
PPG涂料(天津)有限公司
第二部分:电泳涂装的历史
• 福特汽车公司从1957 年就着手研究电泳涂装 • 福特公司的第一个用于车轮涂装的生产槽在1961年7月
闭阳极液循环。
• 轴封系统使用超滤液,不允许有电泳漆渗漏。 • 如果发现内部管路有严重损坏,需要立即维修,以确保槽液没有
沉淀。
2019/11/26
33
现场管理注意事项
• 加料速度控制在7升每分钟,加料结束后 加入100升纯水清洗管路。
• 循环系统和制冷系统必须保持连续运转。 • 主槽和附槽保持3-5厘米的液位差。 • 阳极系统在生产过程中连续运转。
第五部分:槽液参数调整
注意: 本文所述仅作为基本调整措施的参 Nhomakorabea性指引。
如遇较严重或重复发生的问题,请与PPG技术服务代表商讨解决。
原因 固体份 – 低 1. 正常消耗 2.槽内沉淀 3.高液位 4.检测结果不准
固体份 – 高 1.低液位 2.加入过量的颜料与树 脂 3.检测结果不准
对策
1.按规定比例加料 2.查明槽内是否有沉淀 3.降低液位 4.确保适当的烘烤温度 – 重测
料,平板玻璃,玻璃纤维产品,连续拉伸玻璃纤维,工业化 工产品及特殊化工产品。
• PPG涂料(天津)有限公司生产、销售适用于汽车、工业和 其他领域的涂料工业产品,并从事售后服务。
2019/11/26
5
PPG涂料(天津)有限公司
PPG 天 津
• 於1993年在天津开发区注册成立 • 1996年迁入新厂房 • 在中国第一家获取QS9000认证的汽车涂料生
立邦涂料有限公司前处理讲习资料

图解
Concrete
H2PO4
图例注释
Worker
The Worker (DHP) who has a pickax and concrete (Zinc DHP) is waiting for a job (Body) at an employment security office (Phosphate Bath).
3Zn2+ + 2H2PO4-
Zn3(PO4)2 + 4H+
(1)
当基体浸入化成液时,磷酸会溶解基体 (铁) 表 面.
阳极 e 阴极
+
Fe
Fe2+ + 2e-
a
(微电池)
铁在阳极区溶解.
-
2H+ + 2e-
H2↑
b
氢离子在阴极区得到电子生成氢原子(氢气).这样会使阴极区 由于氢离子浓度减少,PH值上升.
Dihydrogenphosphate
(DHP)
Zinc Dihydrogenphosphate
Dihydrogenphosphate
(2) 工件进入化成槽 工件进入化成槽.
铁被游离酸溶解 .
Accumulated Earth and Sand (Iron DHP, H2 Gas) Digging (Etching) The worker started digging as soon as he had a job. Then, earth and sand (Iron DHP, H2 Gas) is accumulating around the worker.
亲水基 亲油基
7
什么是表调?
这个过程促进清洁表面的磷化能力, 改善表面条件,使得到细小和高质量 的磷化晶体成为可能.
水性运用涂料讲座第一讲
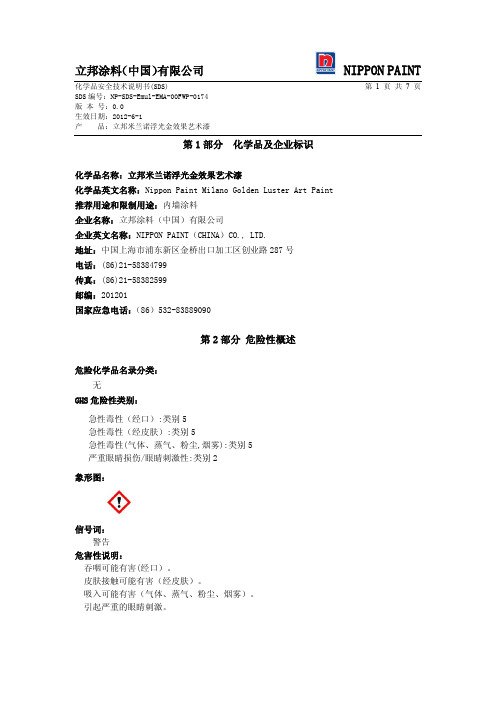
1.为何是水性涂料呢?(1)地球正被腐蚀在美国因大气污染导致公害问题开始是在1958年(昭和33年)。
到至今已有47年多了,在这期间,美国以及欧洲制定了各种严格的规定。
表1显示的是在美国制定的环境法规的流程。
而在日本,成立了关于碳酸氢钠的环境基准专门委员会。
之后,1974年颁布了大阪府条令,1975年制定了神奈川县碳酸氢纳排出规定,1986年在千野县以及1988年在绮玉县出台了有关碳酸氢纳的对策方针.在表2中体现出这些法规的流程.针对这些公害规定进行的涂料的应对的推移,首先是将现行溶剂型涂料转变为高固体份,然后,再逐步向水性或粉体涂料发展.这之后,地球高温化,臭氧层的破坏,对流圈臭氧层的增加等成为国际性话题,日本于1991年在环境白皮书上`揭示了对这些问题采取的对策案.如果对全球环境不进行改善投资而任其自由发展下去,我们推断不仅是工业生产会衰退,人的寿命也会急剧缩短.(参照1.2图)1997年12月,在日本东京召开了防止全球高温化的会议.所谓全球高温化是指以碳酸气体为主的沼气,一氧化二碳,对流圈臭氧层,以及其他气体引起的温室效应,而导致地球越来越暖和.从时代潮流来看碳酸气体增加趋势,从18世纪的英国开始的产业革命开始逐步增加,从1939年的第二次世界大战争到1988年这50年中急剧增加,它的量和产业革命时期相比大约为1.3倍.在这种背景之中,于1985年首次召开了全球高温化会议,这之后,又陆续于1989年和1992年召开了西方首脑会议.在外务省,环境厅,新闻社等赞助下,在京都率先召开了以环境NGO(民间活动团体)为主体的致力活动的会议.其中,孟加拉国的参加者阐述了(高温化引起海面上升导致17%的国家被水淹没)的危机恐怖.推定随地球高温化使南极的冰川等开始融化,海面高度将达到72M.日本的海面上升1M的话,东京的下街的零海拔高度地带将会浸入海面中.并,随高温化,粮食和小麦等农作物的影响也将出现.在讨论21世纪的粮食问题的今日,高温化带给人类影响也是最重大的.作为全球高温化的具体现象,最近,报纸上刊登了以下的新闻,(最近,以北极为目标进行挑战的人越来越多,受地球高温化的影响,北极的冰开始融化,在冰山上活动也变得越来越困难,这应该就是他们迫切的心情的表现吧)虽然没有明确说出真正意图,但可以看出作者的言下之意.(2)高温化的原因一氧化二碳,流圈臭氧层等因工厂生产所喷出的有机化合物,或这些成为发生原因的物质导致全球高温化.在日本的工业生产开始繁荣的1970年,频繁抱怨眼睛疼,头疼等症状就是大气污染严重的时候。
立邦米兰诺浮光金效果艺术漆-MSDS
第 8 部分 接触控制和个体防护
立邦涂料(中国)有限公司
化学品安全技术说明书(SDS) SDS 编号:NP-SDS-Emul-EMA-00FWP-0174 版 本 号:0.0 生效日期:2012-6-1 产 品:立邦米兰诺浮光金效果艺术漆
第 9 部分 理化特性
物态、形状和颜色:亚光光泽,均匀粘稠的流体,颜色均在色卡的标准范围。 气味:略有氨味。 PH 值:7.0-9.0(100g/l,20℃) 熔点/凝固点:不适用 沸点、初沸点、沸程:沸点>100 ℃ 闪点:不适用 爆炸极限:无资料 蒸汽压:无资料 蒸汽密度:无资料 密度:0.98-1.08 g / ml(水为 1) 溶解性:微溶于清水。 n-辛醇/水分配系数:无资料 自燃温度:不适用 分解温度:无资料
第 10 部分 稳定性和反应性
稳定性:稳定 危险反应:聚合危害:不聚合 应避免的条件:可穿戴防护用品 不相容的物质:无资料 危险的分解产物:二氧化碳,微量一氧化碳
第 11 部分 毒理学信息
立邦涂料(中国)有限公司
化学品安全技术说明书(SDS) SDS 编号:NP-SDS-Emul-EMA-00FWP-0174 版 本 号:0.0 生效日期:2012-6-1 产 品:立邦米兰诺浮光金效果艺术漆
司处置。
第 16 部分 其他信息
参考文献: 1. 日本涂料工业会编集(原材料物质基准资料) 2. 全球化学品统一分类和标签制度(全球统一制度)GHS 第二修订版 3. 关于危险货物运输的建议书 - 规章范本 第十五修订版
编制时间:2012 年 6 月 1 日 编制部门:乳胶漆技术本部 数据审核单位:乳胶漆技术本部 修改说明:当产品配方改变、原材料变更使得理化特性等技术信息有变化或法规信息有变更 会影响到产品安全特性时,对本 SDS 的内容进行修订 备注:
新编日语第一册
写在前面:本包子包含《新编日语》第一册除每课的语法点和练习之外的全部内容,由yanshancz录入。
注:第一课为50音,未录入。
仅供学习交流使用,禁止任何商业用途。
更多资料,请关注沪江日语包子铺。
2006年03月目录:第二課初めまして (2)第三課部屋 (3)第四課大学 (4)第五課上海のまち (6)第六課大学の生活 (8)第七課日曜日 (11)第八課年月日 (14)第九課家族 (17)第十課夏休み (19)第十一課趣味 (22)第十二課試験 (25)第十三課希望 (28)第十四課あいさつの言葉 (31)第十五課アルバイト (34)第十六課クリスマス (37)第十七課元旦 (40)第十八課料理 (43)第十九課インタビュー (46)第二十課冬休み (50)第二課初めまして前文わたしは魯です。
あなたは李さんです。
あの人は顧さんです。
わたしは日本語科の一年です。
李さんは日本語科の二年です。
顧さんは日本語科の三年です。
これは服です。
それも服です。
あれは本です。
会話李:すみません。
あなたは魯さんですか。
魯:はい、わたしは日本語科一年の魯です。
あなたはどなたですか。
李:わたしは日本語科二年の李です。
魯:初めまして。
李:初めまして。
魯:よろしくお願いします。
李:よろしくお願いします。
魯:あの人はどなたですか。
李:あの人は日本語科三年の顧です。
顧さん、こちらは魯さんです。
顧:初めまして。
魯:初めまして。
顧:よろしくお願いします。
魯:こちらこそよろしくお願いします。
李:これはあなたの荷物ですか。
魯:はい、それはわたしの荷物です。
李:これは何ですか。
魯:それは服です。
李:それは何ですか。
魯:これも服です。
李:本はどれですか。
魯:本はあれです。
李:では、案内します。
魯:お願いします。
第三課部屋前文魯さんの部屋は二階にあります。
部屋に机や椅子などがあります。
机が三つあります。
椅子が六つあります。
ベッドが四つあります。
电泳涂装及其原理
创作时间:二零二一年六月三十日前处置电泳班工艺知识讲义之樊仲川亿创作编制:王立维校对:李立志电泳工艺知识电泳涂装时一种特殊的涂膜形成方法.仅使用于与一般涂料分歧的电泳涂装专用的水性涂料.简称电泳涂料.它是将具有导电性的被涂物浸渍在装满水稀释的浓度比力低的电泳涂料槽中作为阳极(或阴极).在析出均一.水布溶的涂膜的一种涂装方法.根据涂物的极性和电泳涂料的种类.电泳涂装分为两种.阳极电泳涂装法和阴极电泳涂装法一.电泳原理电泳涂装过程陪伴着电解.电泳.电堆积.渗透等四种化学物理作用组合.形成涂膜.树脂液.颜料浆.溶剂(-03.-04)PH值调节剂.去离子水.电泳槽—UF1—UF2—新鲜纯水洗—转挂—电泳烘干炉.电泳槽分为主槽和进主槽流向辅槽.电泳涂装的其它一切装置都为本槽服务.——1250us/cm3.固体份:16—18%4.工作时间;2—4分钟5.工作温度:30—32度6.电泳的工作条件:分两段式供给:高压100——40秒.高压230—300V.时间控制在150-160秒.—电导率:100—300us/cm工艺设备:电泳槽加料.超滤系统.UF1工艺参数及技术要求—6.0 电导率600—100us/cm——0.1MP2时更换过滤袋.2.检查喷嘴的喷淋情况.按期更换.四.电泳加料系统设备作用:及时补加电泳漆资料.以坚持电泳槽液的参数稳定及特殊情况及时调整.工艺要求:补加完后用少量纯水冲刷管路和泵件.以免泵被梗塞.加料设备:2台气动隔膜泵加料要求:1加料时树脂.颜料浆.不能用一个泵加.2.检查好资料的商标.牌号.批次.以免加错料.造成事故.防止磕碰.翻开桶盖时一定要认真仔细防止资料被污染.五.电泳阳极系统设备作用:维持槽液中的酸度平衡工艺要求:1阳极液电导率1000—3000us/cm—六.电泳循环过滤系统设备作用:坚持槽内电泳漆均一, 防止颜料沉淀.除去扩散的电解气泡.过滤失落溶入槽内的异物.车中尘埃颗粒.—0.1MP2时更换过滤袋.七.电泳制冷机组作用:满足电泳漆的恒温要求(±2度)八.超滤系统作用:将电泳槽内的漆分离成两部份.一部份为电泳漆(树脂和颜料浆).另一部份为超滤液.组成:循环泵.过滤膜.超滤膜.九.UF2工艺参数及技术要求——1000us/cm—技术要求:1.—0.1MP2时更换过滤袋.2.检查喷嘴的喷淋情况按期清理.十.泳后纯水洗工艺参数及技术要求:工艺—<50us/cm—十一.新鲜去离子水:—<10us/cm—0.1MP2时更换滤袋.2.检查喷嘴的喷淋情况, 按期清理十二, 电泳烘干设备作用:保证电泳漆发生固化反应.提高漆膜腐蚀性能. 工艺参数及技术要求:烘干温度170—180度烘干时间30分钟十三.强冷:工艺参数及技术要求:强冷时间5分钟强冷后温度<45度罕见漆膜缺陷及消除方法缺陷消除方法低膜厚增加电压.检查和检测阳极液电量.缩孔检查预处置条件增加槽温.检查前处置去油效果针孔清洗或调整喷嘴调节压力添加乳液降低颜基比.调整电泳电压调整槽容量气泡修理泵密封处前处置一、工艺流程.预处置, 高压水洗, 预脱脂, 脱脂, 水洗2, 表调, 磷化, 水洗3, 水洗4, 纯水洗, 沥水.二.预处置:工序内容:1擦净 2装置卡具 3按期对工件与吊具的接触点进行处置1擦净:用旧布将工件内外概况的灰尘, 油污用力擦拭一遍, 完全清理工件上的杂物(如焊渣, 铜屑, 油污等.)擦净顺序: 1 对整个工件内外概况进行擦净2 整个擦净顺序由前到后, 由上到下, 由里到外2 装置卡具:将到位的车身牢固, 防止工件在生产过程中松动, 影响生产质量3 吊具按触点导电良好, 正常脱一次/每月.当发现导电不良影响漆膜厚度时立即脱漆处置.四.高压水清洗:调整好压力, 温度, 对合格白车进行冲刷冲刷顺序:1先对车身底板两侧纵梁内腔进行冲刷.2对车身前仓内, 坐仓内及后仓的焊缝进行全面冲刷.3对前盖, 后盖, 顶盖内侧周边焊缝进行全面冲刷.4对四门内侧周边夹缝进行冲刷.5对两侧流水槽和油箱盖内侧着重冲刷.6对整个车身外概况按畴前到后顺序冲刷设备工具及原资料:高压泵、高压水枪、换热系统、隔膜加药泵、清洗剂.工艺参数:压力表控制在3-8MPa, 水温为室温.技术要求:1冲刷时间控制在两分钟之内2清洗后车身无灰尘、焊渣3如果冲刷效果不理想可用隔膜泵加碱处置五.预脱脂:工艺参数:1温度45-55℃±0.05)MPa3 滤袋更换进出口压力≥4 游离碱度:8-12pt槽液检测方法:1 用移液管移取10毫升槽液放入锥形瓶中, 用50毫升去离子水稀释.2 加2-3滴酚酞指示剂搅拌均匀, 溶液呈粉红色.H cl溶液至“0”刻度边摇边滴定, 使颜色酿成无色时即到达终点.记下所消耗的量, 即为游离碱点数.罕见故障现象及处置方法故障现象对策泡沫过多 1 添加适量消泡剂2 检查设备的压力是否过年夜3 提高槽液温度除油欠好 1提高游离碱度2更新槽液六.脱脂:同预脱脂七.水洗2:工艺参数:1温度:室温±0.05)MPa∠PH∠八.表调:工艺参数:1温度:室温±0.05)MPa±0.05)%技术要求:1 表调剂加入时应在槽液搅拌循环时缓慢均匀分散加入, 防止表调剂在水中结块而影响表调效果2 槽液内溶液使用周期为处置300台车时更换九.磷化:工艺参数:1 温度50±2℃2 总酸度20-25点±槽液分析方法:(1)总酸: 移取10毫升槽液至锥形瓶中, 加入几滴的NaOH滴定.直至获得稳定的粉红色.(2)游离酸:移取10毫升槽液至锥型烧杯中.加直至颜色从黄色转酿成浅蓝色(3)增进剂点数: 取50毫升槽液至发酵管中, 从管口加入2克(1/2茶匙)的氨基磺酸试剂封住管口, 然后颠倒使氨基磺酸进入封闭端, 把发酵管正放在桌面上, 等3分钟或待气体停止释放时, 保管在垂直封闭端聚集的气体毫升数即为增进剂的点数.罕见故障现象及处置方法故障现象处置方法黄锈提高磷化温度补加增进剂补加中和剂降低游离酸度挂灰强冷后将灰擦净更换槽液排渣处置降高温度(加水或循环)补加磷化液更换新鲜水黑色膜停止补加增进剂膜层粗年夜补加增进剂提高总酸度排渣处置膜不全检测浓度、温度、喷淋效果、提高槽液清洁度十.水洗3:工艺参数:1 温度:室温2 人工冲刷压力8-11MPa创作时间:二零二一年六月三十日3 更换周期:污染度超越或处置500台车时更换槽液十一.水洗4:工艺参数:温度:室温十二.纯水洗:工艺参数:电导率∠30us/cm十三纯水沥水:工艺参数:1 温度:室温2 滴水电导率≤50us/cm创作时间:二零二一年六月三十日。
电泳涂装基础知识
第二章:电泳涂料的基础知识
1、一种在水性底漆的基础上开发的,仅适 用于电泳涂装法的专用水溶性(或水乳化)涂料;在 水中能离解出带电荷的成膜聚合物,并在直流电场的 作用下向相反的电极(被涂物)移动,最终在其表面 上沉积析出。可根据被涂物所处极性位臵的不同,分 为阳极电泳漆(又称阴离子电沉积涂料)、阴极电泳 漆(又称阳离子电沉积涂料)。所采用的电源为直流 电源。
8
.
2、电泳涂料的发展过程
电泳涂装的原理发明于二十世纪三十年代。二十世纪 五十年底,汽车制造厂商们注意到传统的浸涂法虽然 能使涂料进入汽车内部、夹缝,但是在烘干过程中, 油漆因溶剂蒸发而被洗掉。所以美国福特汽车公司在 George Brewer 博士的领导下,从1957 年着手研究电 泳涂装。这个计划是开发一种改善车身难涂部位防腐 蚀性的方法,开发小组努力去开发一种在施工过程中 溶剂可以从涂膜中被排除掉的涂料,他们的工作开创 了电泳涂装。
25
.
3、除锈 作用:除去工件表面的锈蚀以及氧化皮。 除锈的方法 1)喷砂、抛丸除锈,一般适用于车架等承重件; 2)手工除锈:用砂布、铲刀等,适合小面积除锈; 3)酸洗除锈:如硫酸、盐酸、磷酸等进行除锈,这种 方式比较常见。
26
.
常用的酸 1)硫酸:成本低、挥发少、效果好,当浓度下降时,可升高温度来 保持除锈能力,但温度过高时回会产生氢脆和过蚀;一般浓度为 10-15%的水溶液、T=50~60℃、t=5-10min。 2)盐酸:常温,t=10-20 min,浓度为10-15%的水溶液,Fe含量< 120g/L。但由于盐酸挥发快,产生大量的酸雾,影响生产环境及 破坏设备,故很少单独使用。 3)磷酸:不产生过腐蚀和氢脆,可以得到一层有一定防锈能力的膜。 但成本较高,严重的锈蚀不易除去,溶解Fe的能力差,当Fe3+> 10g/L时,会产生大量的FeSO4沉淀,而影响除锈效果,需提高浓 度来解决;一般浓度为15-20%、T=40-60℃、t=5-10min,[Fe2+] < 50g/L。另外对磷化有一定的坏影响。 备注:都要使用酸用缓蚀剂,避免底材过度腐蚀。
立邦儿童漆-化学品安全技术说明书
产品名称: 立邦儿童漆(按照GB/T 16483、GB/T 17519编制)修订日期: 2019.05.15SDS编号: H833000002最初编写日期 :2015.2.1版本1.1_________________________________________________________________________________ 1. 化学品及企业标识产品名称: 立邦儿童漆产品名称(英文): Nippon Kid's Odour-Less All In One Interior EmulsionPaint制造商或供应商信息制造商: 立邦涂料(中国)有限公司制造商地址: 上海市浦东新区金桥出口加工区创业路287号201201电话号码: +862158384799传真: +862158384882电子邮件地址: ***********************.cnSDS责任部门电话: +86-21-38719988-629881应急咨询电话: +86-532-83889090(24h);国家化学事故应急咨询专线(已签委托协议)推荐用途和限制用途推荐用途: 内墙涂料。
限制用途: 无。
2. 危险性概述GHS标签要素危险性说明: 根据全球化学品统一分类和标签制度(GHS),该产品为非有害品,无GHS分类。
根据现有经验和资料,在采取合适防范措施进行正常使用情况下,无不利的环境健康影响,请用户在使用前请参阅化学品安全技术说明书。
产品名称: 立邦儿童漆(按照GB/T 16483、GB/T 17519编制)修订日期: 2019.05.15SDS编号: H833000002最初编写日期 :2015.2.1版本1.1_________________________________________________________________________________防范说明: P101如需求医:随手携带产品容器或标签。
电泳涂料及涂装知识培训讲义
OH-
+
烘干
-OOCHN
+ ROH
-OH 基体树脂
NHCOO R OH- 固化树脂
热
NHCOO-
(NCO封闭物)
(固化触媒) 架桥构造
奇瑞公司标准教材-公司级教材
电泳基本知识培训
术语介绍:
固体份 *表示在涂料中的树脂及颜料的重量比率(%)。 (NV) NV过高时出现的问题有:二次流痕、膜厚增加、涂料回收率下降。
通 带电入槽 阳
电
极
方
面
式 入槽通电 积
管式阳极为浸入有效面积 板式、弧型浸入正面面积 与工件面积比:>1:4 ~ 6
极 手动控制 液 管 理 自动控制
奇瑞公司标准教材-公司级教材
电泳基本知识培训
电泳涂装设备-后冲洗系统
• 电泳后冲洗系统包括半UF喷淋、UF浸洗、纯水洗或EDRO水洗。
• 后冲洗水与槽液的总体平衡系统是保证系统正常支行的关键。故对关键 性液位控制系统的加强管理十分重要。
ED主槽
UF-1冲洗
UF-2浸洗
DIW冲洗
浓缩液回主槽或UF洗槽 新鲜UF液
EDRO
奇瑞公司标准教材-公司级教材
电泳基本知识培训
后冲洗-涂料回收效率
涂料回收率=
﹝1-(最后回收水NV / 槽液NV)﹞×100%
一般 UF 水洗系统的回收率: 95 ~ 97% UF水洗﹢RO系统的回收率: 98 ~ 99%
一般电泳初期电流大,随着涂膜析出,涂膜电阻增加,电流值急剧下降, 在某个电压以上电泳时,电流值过大,急剧产生H2,从而破坏析出膜, 破坏电压 使涂膜发生显著异常。通常将产生这种现象的最低电压叫破坏电压。 影响破坏电压的因素有:溶剂含量、MEQ、ASH、NV、电导率、槽温、 杂离子含量、分极值、极间距、通电条件等。
阴极电泳涂料涂装基础知识
PPT文档演模板
阴极电泳涂料涂装基础知识
电泳涂装的四个过程
•●电解:水在通电时产生分解,在阴极上放出 氢气,在阳极上放出氧气。 •●电泳:带正电荷的胶体树脂粒子和颜料粒子 在电场的作用下向阴极移动。 •●电沉积:涂料粒子在电极上沉积析出的现象。 •●电渗:在电场的作用下,涂膜内部所含的水 分从涂膜中渗析出来而移向槽液,使涂膜脱水。
PPT文档演模板
阴极电泳涂料涂装基础知识
•CED用语(2)-灰分(ASH)
•★表示固体份中颜料的重量比率(%)。
•由于槽内颜料沉淀导致ASH下降时,涂膜易产生颗
粒,过滤器易堵塞。
•●ASH过高出现的问题有:膜厚降低,涂 膜水平面失光、涂膜粗糙。 •●ASH过低出现的问题有:抗缩孔能力下 降,泳透力下降。
○ 由多种金属组合成的被涂物,如电泳特性不一样,也不宜采用电泳涂装; ○ 不能耐高温的被涂物,也不能采用电泳涂装; ○ 对颜色有限定要求的涂装也不宜采用电泳涂装,变化涂膜的颜色须分槽涂装; ○ 对小批生产的场合也不宜推荐采用电泳涂装,因槽液的更新速度太慢,槽液容
易老化;
PPT文档演模板
阴极电泳涂料涂装基础知识
PPT文档演模板
阴极电泳涂料涂装基础知识
•CED用语(3)-PH值
•★是氢离子的浓度指数,值越小酸性越强。
•PH范围:0-14,PH=7是中性,通常CED在6.06.7之间,为弱酸性溶液。
•●PH值过高出现的问题有:槽液的稳定性降低 →涂料沉淀、凝聚→堵塞过滤,产生颗粒。
•●PH值过低出现的问题有:腐蚀涂料循环管道 等设备,库仑效率降低、破坏电压降低,用U/F 水洗出现再溶解。
组成 特殊功能颜料、填料、分散树脂及助剂 树脂、助剂 有机酸 调整溶剂
水性运用涂料讲座 第四讲
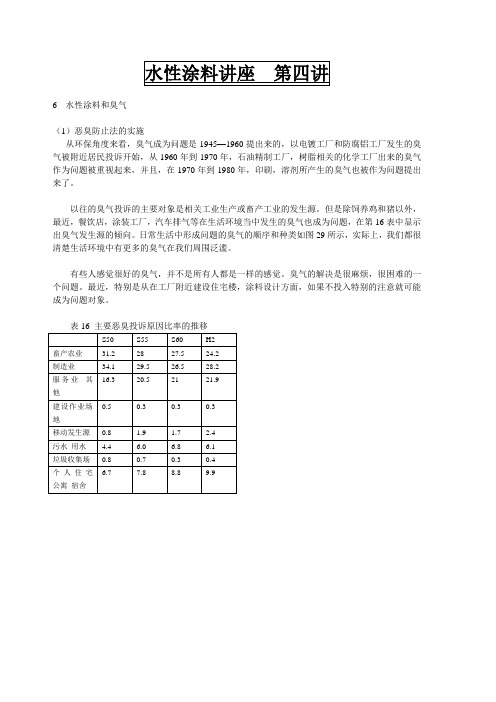
6 水性涂料和臭气(1)恶臭防止法的实施从环保角度来看,臭气成为问题是1945—1960提出来的,以电镀工厂和防腐铝工厂发生的臭气被附近居民投诉开始,从1960年到1970年,石油精制工厂,树脂相关的化学工厂出来的臭气作为问题被重视起来,并且,在1970年到1980年,印刷,溶剂所产生的臭气也被作为问题提出来了。
以往的臭气投诉的主要对象是相关工业生产或畜产工业的发生源。
但是除饲养鸡和猪以外,最近,餐饮店,涂装工厂,汽车排气等在生活环境当中发生的臭气也成为问题,在第16表中显示出臭气发生源的倾向。
日常生活中形成问题的臭气的顺序和种类如图29所示,实际上,我们都很清楚生活环境中有更多的臭气在我们周围泛滥。
有些人感觉很好的臭气,并不是所有人都是一样的感觉。
臭气的解决是很麻烦,很困难的一个问题。
最近,特别是从在工厂附近建设住宅楼,涂料设计方面,如果不投入特别的注意就可能成为问题对象。
表16 主要恶臭投诉原因比率的推移在这种情况下,1996年4月,限制了特定恶臭气物质和恶臭原因物质的恶臭防止法开始实施。
作为特定恶臭物质如17表中所示的对象。
从第17表可知,以往的溶剂型涂料所使用的主要溶剂包含了甲苯和二甲苯。
加上地球高温化防止对策,大气公害,要求涂料进行对应。
臭气问题不是单改变了所指定的溶剂就可以解决的问题。
恶臭种类因人而异,降低涂料中的溶剂量是基本的做法。
从这个宗旨出发,开发出了降低涂料中的溶剂量,增加固体份的高固体份涂料,完全不含溶剂的粉末状的粉体涂料,以水为主要溶剂的水性涂料,从而对臭气的改善做出贡献。
但是现状仍是溶剂型涂料的使用比率大,从大的含义上讲就是还没有达到真正解决问题的程度。
从在第1项中所示的溶剂型涂料,低溶剂型涂料的推移我们知道,溶剂型涂料的使用明显减少,逐步向低溶剂型涂料过度的时代到来了。
在这个时候,我们是不是感觉到了看到了改善的效果。
水性涂料的情况下,从是以水为主要溶剂的这一点来看。
臭气就多少会得到改善,如水性涂料的溶剂项目中说明的一样,水性涂料中包含了乙醇类或二醇醚,还使用了作为中和剂的氨类,所以必须花费足够的时间和费用来选择进行涂料设计。
涂料行业-立邦-立邦产品介绍-销售
涂料的组成 次要成膜物质
颜料/填料
辅助成膜物质 助剂/溶剂
2020/7/14
立邦工程事业部
涂料的组成:
树脂/乳液 颜料 填充料 助剂
水/稀释剂
2020/7/14
百分含量
助剂 8%
填料 15%
水/稀释剂 12%
颜料 25%
乳液/树脂 40%
乳液/树脂 颜料 填料 助剂 水
模拟配方比例演示
立邦工程事业部
2020/7/14
立邦工程事业部
溶剂型基料——丙烯酸树脂
纯丙、苯丙、醋丙和有机硅改性丙烯酸树脂 具有较宽的施工温度范围,较好的流平性 溶剂价格贵,污染环境 丙烯酸酯树脂
卓越耐光性能和户外耐老化性能,较好的耐酸、碱、 盐的腐蚀性及耐沾污性,外观色浅、水白、透明 硅丙树脂 高耐候性、耐热性、保光性,抗沾污性 苯丙树脂 涂膜易于泛黄,抗腐蚀、耐污染,成本降低
2020/7/14
立邦工程事业部
溶剂型基料——聚氨酯树脂
优异的物理机械性能(硬度、附着力、耐磨性、耐热 性、耐沾污性、耐碱性和耐溶剂性等性能非常好)
涂膜光亮丰满,装饰效果好 聚氨基甲酸酯是由多异氰酸酯与含羟基树脂反应生成 异氰酸酯树脂
氨酯加成物,缩二脲HDI,三聚体 含羟基丙烯酸树脂
高羟基丙烯酸树脂,聚酯改性羟基丙烯酸树脂,多羟 基丙烯酸多元醇树脂
着色颜料主要对涂膜起到着色作用,其品质优劣 会对涂料的遮盖力、颜色的均一性;以及涂膜的保色 性和耐粉化性等产生很大影响。
2020/7/14
立邦工程事业部
次要成膜物质:
填料:涂料的次要组成部分,属于次要成膜物质。
类型:高龄土、滑石粉、BaSO4等。 主要作用:
填料对于涂料的漆膜起到了填充作用;以及在涂装时涂料 的涂刷性、流平性、抗流挂性、喷涂作业性、立体花纹形成等 有影响;此外对于漆膜的光泽也有影响。
电泳培训资料
36
供电系统
PPG Confidential Material-E-Coat
37
电泳基理
PPG Confidential Material-E-Coat
38
供电系统
PPG Confidential Material-E-Coat
39
带电入槽
PPG Confidential Material-E-Coat
• 阳极 – 保持电导
PPG Confidential Material-E-Coat
14
PPG Confidential Material-E-Coat
15
槽液循环
PPG Confidential Material-E-Coat
16
槽液循环
PPG Confidential Material-E-Coat
B20加入浓缩的杀菌剂 机械剪切
解决方案
清洁树脂储存槽 专用加料系统加料 查明泡沫来源 控制水源电导小于 25 微欧 将杀菌剂加入超滤系统 事先稀释 提高流量
更换过滤袋
主槽金属
去除金属
修补槽衬
主槽PH值太高
加酸
PPG Confidential Material-E-Coat
62
问题
过滤
问题解决 主槽脏粒
29
超滤系统主要作用
• 提供闭环清洗超滤液 • 提供滤出水溶性污染物的方法
PPG Confidential Material-E-Coat
30
超滤膜功能
• 提取水及小分子 • 保留大分子物质 (树脂和颜料)
PPG Confidential Material-E-Coat
31
超滤系统
电泳培训
电泳涂装学习资料电泳涂装1、何谓电泳涂装?被涂物浸于水性涂料中,被涂物与电极间通电流,在电力的作用下得到涂膜的涂装方法叫做电泳涂装。
2、特点①形状复杂的被涂物也可得到均一的涂膜(膜厚)。
②防锈性优良。
③泳透性良好。
④易于自动化。
⑤作业线保养容易a.补给作业简单,无需特别补给装置。
b.酸浓度控制、管理容易。
⑥涂装作业性良好(缺陷:流漆、针孔等涂装异常较少)。
⑦经济实惠因具有UF回收装置(方式)涂料回收率极高(90%以上)。
⑧低公害溶剂含量较少故空气污染少。
⑨因系水性涂料没有火灾顾虑。
电泳涂装的用途1、汽车车体------小汽车、卡车、巴士2、汽车部品------各种汽车零件,操舵部品,驱动部品,水箱,弹璜等3、机车------各种机车、零件4、产业机械------耕耘机、油缶车、工程车5、电机------冷气机、空气压缩机、自动贩卖机、变电机配电盘等6、建设材料------预铸钢架、门窗等电泳涂料的特征与要点电泳(ED)涂装方法是使水性涂料带电荷,将被涂物浸渍其中,被涂物与电极之间通以直流电流,析出(涂装)涂膜的方法,荷电方式有下列二种方法:等,积极采用为底涂或单次涂装之用。
现在已成为世界上极高普及率的涂装方法。
日本国内汽车业界初期是阴离子型电泳涂,现在已移行至防锈性较高的阳离子型电泳涂装。
目前在车体涂装方面几乎100%的生产线都采用阳离子型电泳涂装了。
阳离子电泳涂装的架构1、电泳架构阳离子电泳涂料是盐基性树脂(Amino变成Epoxy树脂)以有机酸中和成水溶性(乳胶化)的涂料,涂料粒子具有正电荷,将被涂物浸渍在这涂料中,被涂物为负极而对极为正,而通直流电流,那么具有正电荷的涂料之粒子被被涂物所吸引而附着。
同时涂料粒子在被涂物上得到负电荷而放出酸变成不溶性而涂着经不断重复形成涂膜。
此种过程亦可以说,酸性涂料粒子在经电气作用变性碱性的被涂物表面凝集的现象。
(涂料的溶解)R1R1R1R~N+AH→R~N·AH→R~N·H++A-2R2R2(阳极反应)(阴极反应)4OH-→O2+ 2H2O + 4e-2H2O + 2e →2OH-+ H2↑2H2O →O2+ 4H++ 4e-R1R1A-+ H+→ AN R~N·H+ + 2OH-→R~N(漆膜形成) +H2O(一部排出) R2R22、烘烤架构电泳涂料的树脂中配合含有有所谓封闭型异氰酸酯(Blocked Isocyanate·Bl)的硬化剂。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
灰分 (%)
pH
凹陷 缩孔 边缘遮盖力降低
设备腐蚀 涂膜溶解 外观粗糙 耐气孔性降低 涂料稳定性降低 MEQ ( meq/100gsolid ) 凝聚 电导度 (μS/cm)
溶剂量 (%)
· 外观粗糙 · 平滑性降低 · 膜厚降低 · 耐气孔性降低
第三章 槽内涂料的管理 • 槽内涂料的管理
~补给要因.涂装条件和涂料参数.外观品质等之间的关系~
21
第四章 异常与处理
ED区 (2)
异常
1. 因裸电形成的颗粒(褐色颗粒)
处理
1. 强化对裸电极的搅拌(管道方向) 2. 确认精密过滤器的压差(替换) 3. 定期清扫时完全除去粘着物。 裸电极的析出物左右生产量(电极负荷)褐搅拌状态 特别要注意对负荷高的入槽部电极的搅拌,另外断定裸电极 不需要的部分最好切掉。 1. 确认出槽雾状喷淋状态 2. 排气扇的运动状态 空气的流动。 1. 定期清扫时完全除去。 确认吊架和托盘的干涉。 1. 调整补给装置(罐内的污垢) 调整F-1、F-2的补给比率。 1.极液回流管道堵塞或隔膜破损 (极液溢流、ED槽液面提高) 2.确认裸电极是否劣化或导通不良 3.极液电导度计的不良 *主要是要定期测定隔膜电流比率,掌握流到各电极的电流值
15
第三章 槽内涂料的管理
• 槽内涂料的管理(1)~涂料・涂膜的成分概念图~
涂料浴液
未硬化涂膜 顔料
封 闭 剂 树脂 封 闭 剂
中
硬化涂膜
顔料
树脂
顔料
树脂 烘烤
ED(电泳涂装)
溶 剤 中 和 剤 溶
水
水
从涂膜中蒸发
补充
补给涂料
封 闭 剂
F-1
顔料
树脂
溶 剤
F-2
封
中 溶 剤
溶
水
中
树脂
封 闭 剂
中 和
NV Ash
涂料参数 MEQ pH
Cond
膜厚
外观
耐缩孔
耐气孔
泳透
F-2 补给 F-1补给 溶剂补给 酸补给 废弃UF滤液 浴温上升 浴温下降 电压上升 电压下降
是重要项目
19
第四章 异常与处理
前处理区
异常 1. 因脱脂、化成后变干而形成的污垢 1. 确认防干用的喷淋状态 1. 调整表面流 2. 使用钢板(确认有无批号的变化) 1. 调整吊架用的空气吹干机(方向、量) 2. 确认最终纯水量以及水质 1. 确认最终的纯水量以及水质 2. 调整空气吹干机(或实施) 定期清扫(别是移载部) 确认化成出槽喷淋(水平部) 最终纯水量以及水质的确认(喷淋、车体流挂水) . 1. 确认源水、纯水过滤器的堵塞状况 2. 确认、清扫纯水槽管道类 处理
PN-310 経済性、低VOC PN-110 无鉛、低VOC 低温硬化性
POWERTOP V系列
低加熱減量 低VOC 高温烘烤型
1980 1960 1800
·
POWERTOP U系列 阳离子电泳的实用化
阴离子电泳的实用化本之木
电泳现象的发现
电泳涂装是什么? 含有带电荷涂料粒子的液体中,浸泡被涂物, 被涂物与对极之间通过直接电流,被涂物表面就会析出涂料粒子的涂装法。 涂料粒子带负电叫阴离子电泳,带正电叫阳离子电泳。
水 溶剂 酸 离子成分等
滤液的成分是只能通 过过滤网的上述低分 子物质
:半透膜(滤网)受压的方向 :水・离子・低分子物质 :涂料粒子
UF滤液
浓缩涂料液返回本槽 流往滤液槽或UF水洗间 或涂料本槽
半透膜(UF过滤器)过滤出的只有、水及离子或溶剤等低分子物质。 次成分的过滤液称为UF滤液。 用除去了涂料粒子的UF滤液清洗车身、既可以保证涂料的回收、又 可以充分利用涂料中所含的其他成分。
2.出槽部到回收时车体由于干燥而产生大 理石花纹 3. 来自输送链、托盘的掉落物(缩孔) 4. 灰分的剧烈变化(包含N V) 5. 酸浓度MEQ的急剧变化
22
第四章 异常与处理
ED区 (3)
异常
1.电流密度高部位的Zn气孔。
处理
1.确认通电的控制方法(投产) 2. 确认电源波动率
通常多使用低于电源容量的电压,这种情况下, 波动率会变得非常高—通过电容器连接进行改良。
水
水
16
第三章 槽内涂料的管理 • 槽内涂料的管理(3)~参数管理~
管理项目
加热残分 (%)
管理方法 提高的方法
补给涂料 补给 F-1 F-2
补给、调整的大概标准
下降的方法
纯水补给 减少补给量
涂料 以每 10t 计算
固体分 10kg 补给/ 消耗 N.V.0.1 %提高/ 降低
灰分 (%) pH
补给颜料(F-1) F-1增多补给设定
构成电泳涂料的主要品种
颜料部分补给用涂料 为了保持涂料的稳定,含有少量的树脂。 通常NV56%(灰色)、48%(黑色) 树脂部分补给用涂料 不含有颜料 通常NV大约36% 双方都含有溶剂· 水· 添加剂· 封闭剂。
F-1 F-2
F-1· F-2是通过颜料和树脂的比所设定的规定值进行混合,加上 水,调制成所规定的固体分浓度。
酸酸酸酸- 酸-
+
+
+
+ +
酸酸酸-
酸-
+
+
+
酸-
+
酸-
+ 酸- + +
酸-
+
酸-
+ +
酸-
+
酸-
+
酸-
+
酸-
树脂
酸-
+
+
酸-
酸-
颜料
8
Байду номын сангаас
第一章 电泳涂料的基础
• 电泳涂装的结构学(2)
阳离子电泳涂料的涂着结构
+ 樹
酸 酸
脂 H+ H+
、 顔
料
涂料液体通电后,带正电 的涂料粒子往负极、带负 电的氧离子往正极移动。
13
电泳涂装设备
电泳涂装流程
乾燥工程
电泳槽
UF过滤器
UF水洗
UF水洗
純水洗
UF滤液
14
第三章 槽内涂料的管理 • 槽内涂料的管理(2)~电泳涂料参数~
检测对象
加热残分 (%) 计算方式
固体分/涂料量×100
管理项目
备 注 表示为 NV(non volatile)
涂料固体分 ※105℃×3H
灰化残分/固体分×100 表示为 Ash
被涂物只限有通电性 的东西 更换涂料、颜色困难 有必要注意杂离子、油 等的混入
作业性
4
第一章 电泳涂料的基础
· 1—2 电泳涂装的特征(3)
长 处 短 处 由于是水性涂料,几乎没有 有必要注意高电流 火灾、溶剂危害的危险。 含有一部分重金属 (Pb,Sn等) 环境负荷小 无重金属化 (因为涂料可回收,所以可 减少排水和溶剂挥发、大气 污染小)
电泳涂装
第1章 第2章 第3章 第4章 电泳涂料的基础 电泳涂装的成套设备 槽内涂料的管理 涂装异常及处理 日本涂料株式会社
汽车涂料事业本部 电泳技术部
2004年7月1日
1
第1章 电泳涂料的基础
· 电泳涂装是什么?
新世纪型电泳
高泳透性(内板10/外板15) 高经济性
电泳涂装的系谱
1990
2000
POWERNICS
20
第四章 异常与处理
ED区
异常
1. 因入槽部的气泡产生段差 (泡迹)
(1)
处理
1.调整表面流量、压力(方向) 2.液面的高度 (距溢流有0~5cm的 差距) 3.有侧面溢流槽的话,调整ED槽与溢流槽的之间的高度
入槽时不能有泡沫 被涂物全浸没后正上方有泡沫液没关系 为了除除入槽部的气泡有时候可能使用电风扇。
樹脂补给 (F-2) F-2增多补给设定 添加酸
※ 和 MEQ连动的项目 不是直接的管理项目 添加1kg的添加剂A MEQ值提高0.6 (醋酸中和的情况下)
MEQ 添加酸 (meq/100gsolid ) 调整隔膜与裸电极的比率 / (减少隔膜) 电导度 (μS/cm ) 溶剂量 添加 5292 添加剂 ( %)
为电泳涂料添加而调制的混合溶剂。 添加剂A 为电泳涂料添加而调制的醋酸水溶液。
参考日常的涂料检测数值,根据需要使用上述的添加剂。
7
第一章电泳涂料的基础
• 电泳涂装的结构学(1)
电泳涂料的树脂?
R
OH O O n
胺化
N R
还没有水溶性
环氧树脂
(没有水溶性)
通过酸中和让其带电(变成水溶性)
电泳涂料粒子的模式图
摄取酸并将他排到系外这就是 隔膜系统。
往系外
H+ 酸-
OH-H+ H+ OH-
极液槽 极液槽的纯水 补给是通过电 导度来控制的
纯水
只能通过酸根离子、带 负电荷的杂离子。 具有除出杂离子的作用。
隔膜(阴性膜)
12
第二章 电泳漆涂装设备
• UF(限外过滤)水洗系统
原液(从涂料本槽流入) 半透膜
UF滤液的成分
2. 因入槽部的搅拌不足而造成水平面 外观不良 1.调整入槽部喷嘴的压力。 2.确认精密过滤器的压差。
3. ED槽整体搅拌不足的不良情况 (因沉 1.惛确认精密过滤器的压差。 淀而引起的颗粒、泡孔、水平面的无光 2. 调整本槽升降机的方向、流量(排除搅拌死角) 泽等) 为了稳定全体的搅拌量,精密过滤器比起压差管理定期管理 更佳,另外在入槽处设置泵循环系统,进行主体性过滤。 重物不会流到溢流槽里。
2. 化成处理大理石花纹
3. 因从吊架上滴落的污水而造成的污垢 4. 因车体的水干燥花纹而造成的污垢