纸面石膏板生产工艺技术-破碎和研磨(清晰整齐)
纸面石膏板生产工艺技术-破碎和研磨

第六章破碎和研磨粉碎和筛分1.介绍许多石膏工厂利用脱硫石膏提供一个合适大小的煅烧平台,仍有一些石膏工厂提供天然石膏的大小,这样它必须破碎,才能进入下一步处理。
粉碎是指通过施加物理力将任何物质分解成更小的碎片。
破碎和研磨是粉碎的形式选矿是一个术语,适用于通过去除材料的一些杂质来提高其质量,通常是通过物理方法而不是化学方法,虽然化学方法经常用来辅助物理方法。
2.目标我们的主要粉碎目标是用最少的能源消耗和最少的极细粉尘,将石膏石膏矿粉碎后送去煅烧或出售所需的大小。
另一个目标是粉碎石膏,例如在管磨中,改变其一些物理性质。
我们的选矿目标是将废石膏以最低的成本和最低的损失,将矿物石膏提高到轧机的质量。
更有利可图的目标有时可能是生产可销售的“废物”,例如用于水泥石的低级石膏。
3. 愿景处理的材料尺寸范围很广。
有的采石场最大的石块可达2米长,重达5吨,而典型的煅烧炉用料平均颗粒大小为0.05至0.1毫米,重约0.001毫克。
显然,粉碎设备的范围必须适应这些极端之间的巨大物理差异。
4.原理4.1 粉碎主要依靠四个基本原则:压缩对岩石施加压力,直到它像胡桃夹子一样破碎。
颚式破碎机是一种典型的以这种方式工作的机器。
∙张力用楔子或凿子把岩石撬开。
冲压式地下破碎机就是根据这一原理工作的。
∙冲击用锤子敲打岩石。
锤磨机在转子上使用大量的锤来完成这一工作。
∙磨损用砂纸擦去材料的表面。
该原理适用于磨粉机、磨石机和细磨管机。
在实践中,一些机器结合了这四个原则。
此外,应用的原则在很大程度上取决于要破碎的碎片的大小。
凿子式的作用对于大的块状物很好,但对于小的块状物就不实用了;同样,大颗粒的磨损是不切实际的,但对小颗粒却非常有效,这些小颗粒可以在湍流中相互磨损。
4.2 筛分依赖于广泛的原则,但我们在石膏行业关注的两个是:∙重力石膏比它的许多杂质都轻。
这一原理在许多工厂中得到了应用。
∙粒径分布天然石膏中的杂质在某些粒径上比在其他粒径上收集得多。
纸面石膏板生产工艺
纸面石膏板生产工艺
纸面石膏板是一种广泛应用于室内装饰、建筑墙体和天花板、隔墙等领域的材料,它由石膏芯材和纸面组成。
下面是纸面石膏板生产工艺的简要介绍。
首先,原材料准备。
生产纸面石膏板所需的原材料主要包括石膏粉、纤维增强剂、缓凝剂、防水剂、纸浆等。
这些原材料需要按照一定的比例进行混合配制。
其次,石膏芯材生产。
石膏芯材是纸面石膏板的主体,它需要通过石膏粉与纤维增强剂的混合来制备。
首先,在搅拌机中加入适量的石膏粉和纤维增强剂,搅拌均匀。
然后,将混合后的石膏芯材浆料均匀地倒入成型机中,通过振动和压缩来使芯材浆料形成均匀的板状。
接下来,纸面处理。
纸面石膏板需要在两侧贴上纸面,常用的是纸浆纸面。
首先,将浆料制备好,然后,将一张纸浆纸面放到成型机上的传送带上,再将石膏芯材板放在纸面上。
经过一系列的传送、压紧、烘干等步骤,石膏芯材与纸面粘合在一起。
然后,再贴上另一张纸浆纸面,两侧纸面都与芯材粘合。
最后,切割和包装。
为了得到符合要求的纸面石膏板,需要对成品进行切割。
切割机会根据需要的尺寸将大板切割成合适的大小。
然后,通过传送带将切割好的纸面石膏板送入包装机,进行包装。
总的来说,纸面石膏板的生产工艺包括原材料准备、石膏芯材
生产、纸面处理、切割和包装等过程。
通过这些工艺步骤,能够得到优质、符合要求的纸面石膏板产品。
纸面石膏板生产工艺技术-石膏板成型和凝固

第十五章石膏板成型和凝固宽度,厚度和边缘轮廓,即板的几何形状,是由板厂湿端决定的。
各种设备的项目是或曾经用来控制板外观形状的概况:1.边角构成1.1刻痕机一在最早的石膏板厂,石膏板的宽度过大,边缘没有固定,干燥后切成宽度。
在现代板材厂,边是在湿端形成的,不再需要修边。
就在下纸张到达搅拌机之前,它通过一个平行的刻痕机,在纸的两边刻出两个连续的,平行的压痕。
这些压痕允许纸张的边缘翻转,形成石膏板所需的锐利轮廓。
最早的刻痕机(实际上仍在某些行业的专业领域使用)是由一对直径约20厘米的窄金刚砂圆盘组成,直接安装在电机轴上。
在轴上还安装了钢垫片来分离压轮,根据所生产板的厚度选择不同的垫片厚度。
碳化硅圆盘被修整使用金刚石尖端的工具,以提供一个锋利的点,这将只切割第一层的护面纸,从而允许纸张折叠创建一个锋利的边缘。
每个圆盘的直径必须完全相同,否则其中一个压痕会比另一个更深,而且石膏板的边缘不会是正方形。
CARBORUNDUM DISCSHARPENED TO A POINTTWIN DISCSDIAMOND-TIPPEDDISC DRESSING TOOL现代刻痕机使用更小的(75毫米直径),锯齿状的双金属刀片代替了碳化硅盘,独立可调压轮下方的纸张,以控制每根压痕的深度。
各种其他压痕系统已被使用,包括倾斜,高度可调电机,不同的锯齿配置,锯齿盘和压痕盘,而不是刀具。
正如两个压痕机叶片之间的距离控制板的厚度一样,两组压痕机之间的距离(在护面纸的每边各设置一组)控制板的宽度。
1.2震动器石膏/水的石膏浆从搅拌机通过一个喷嘴或多个喷嘴分配到底部的纸。
然后,在浆料进入挤出机之前,要求浆料完全分散在纸张的宽度上。
在现代工厂的速度下,实现这种传播的时间通常不到两秒钟。
浆体本身的流动特性在实现这种扩散过程中发挥了很大的作用(这就是为什么我们在浆体中使用的水要比半水合物再水化所需的水多得多),但也使用了其他机械手段。
在搅拌机和挤出机之间的湿端部装有各种设计的振动器,以促进浆液的扩散,并有助于去除一些较大的气泡,这些气泡如果留在板芯中,可能会对板的质量造成问题。
纸面石膏板生产工艺技术-石膏板天花板质量控制方法

天花板是一般是安装在一座室内顶部表面的地方。
在室内设计中,天花板可以写画、油漆
美化室内环境及安装、光管、、开天窗、装空调,改变室内照明及空气流通的效用。
是对装
饰室内屋顶材料的总称。
天花板经特殊工艺处理,抗静电,不落尘,不沾尘,能彻底满足高精度电子厂房、医院手
术室、等高无尘、高洁净场所的要求。
天花板有不同规则尺寸:595*595mm,600*600mm,603*603mm,603*1209mm 。
石膏板天花板是以熟石膏为主要案原料掺入添加剂与纤维制成,具有质轻、绝热、吸声、
阻燃和可锯等性能但石膏板,容易裂和变形。
多用与商业空间科学,一般采用600*600规格,有明骨和暗骨之分,龙骨常用铝或铁。
天花板质量的控制,我们一般需要测试天花板的长度、宽度、厚度、外观质量主要看包装
是否完好,无碰撞问题。
内在质量需要测试重量,含水率、干粘结、强度等质量指标。
现在的石膏天花板的生产设备已经很先进,产量高,质量稳定。
但是天花板的质量很大一
部分石来自纸面石膏板的质量。
因此纸面石膏板的质量如尺寸,表面平整度,粘结好,强度
稳定等。
纸面石膏板生产工艺技术-石膏板接缝纸带质量判定方法

石膏板接缝纸带,一般是用白色的大纸卷经过专用的拉毛设备制作而成,有气孔和中央预折痕,与嵌缝膏一同使用,作石膏板的平面接缝、阴角和阳角的接缝处理,增强接缝的强度。
如何判定接缝纸带的质量:1.印刷质量:产品正面圆形标贴和侧面的不干胶标贴印刷无发花重印,字体和图案清晰。
底色和标准封样颜色一致。
产品的卷芯内的文字和图案印刷清晰,无重印发花。
无明显胶水印迹。
产品外包装纸箱的印刷无露底,发花。
LOGO颜色与标样颜色一致,套位准确。
2.包装质量:产品包装的塑料收缩袋,收缩均匀到位,无气泡,破口等现象。
包装的正反面不允许有塑料收缩膜的接口,产品侧面允许有接口,接口处收缩平整,无破口,裂开等缺陷产品侧面的不干胶标贴,标贴粘贴位置居中平整。
外包装纸箱包装完整,无受潮变形。
3.产品质量:包装内的产品干燥,清洁,无杂质。
纸芯切割整齐,切割面不允许粗糙和毛刺,无变形损坏。
卷面无明显褶皱,整卷无明显蹀形和纸芯突出,不允许有卷绕引起的褶皱。
各卷产品之间颜色基本一致。
石膏板接缝纸带的使用方法:1.施工前先进行板缝的表面处理除去浮尘、疏松物及各种不利于黏结的物质。
然后用泥刀将调和好的石膏嵌缝膏抹在楔形边缘接缝处。
确定接缝纸带的位置,再用泥刀将接缝纸带在上端粘牢。
2.然后用泥刀自上向下挤出多余的石膏嵌缝膏,使纸带牢牢地与石膏板粘牢,将纸带的中心线与板缝对齐。
用泥刀将石膏嵌缝膏薄薄地涂抹在接缝纸带表面,将接缝纸带完全涂满。
用批刀刮掉多余的接缝膏。
凝固后如需要可用细砂纸将其打磨平整。
3.用泥刀抹上薄薄的第二层石膏嵌缝膏,两边分别宽出第一层约50㎜,干燥后再用细砂纸打磨平整。
纸面石膏板生产工艺技术-石膏板供料系统
第十四章湿端(添加)设备1. 介绍原有石膏板厂的湿端与现代石膏板厂的湿端有很大的不同。
石膏板的制造是一个批处理过程,首先在一个搅拌机中混合干燥的成分,标准的混合是:8 包石膏粉2 包木屑1 小罐的缓凝剂.在混合的过程中,湿端搅拌机的工作人员会向水泥搅拌机中加入适量的水,以备干燥后使用。
根据需要调整浆料的稠度(目测),然后将湿拌料倒在一个钢制托盘上,从托盘上把湿拌料推到底层的纸上。
现代高速石膏板厂所使用的设备必须能够连续、可靠、准确地长时间运行,同时不需要维护部门的注意。
2. 喂料器2.1 固体喂料器2.1.1 石膏供料器石膏的流动特性随石膏的存放时间、温度和来源的不同而变化很大。
刚从煅烧炉中取出的石膏通常会像水一样流动,而在筒仓中放置数小时的石膏会顽固地拒绝移动,尽管有机械筒仓排放系统的最大努力和/或用大锤“敲击”。
尽管如此,我们的操作要求将石膏精确、准确和一致地送入搅拌器里。
固体处理系统最简单的形式之一是螺旋输送机:对于大多数运输系统,螺旋输送机是由安装在传动轴上的金属片或塑料螺杆组成。
装配好的螺杆在槽或圆柱体中旋转,旋转时将固体材料沿槽推进。
运动的方向取决于螺杆的形状和轴的旋转方向。
螺旋输送机操作简单,最初用于水平运输,但现在也用于将材料向上倾斜。
螺旋输送机的特殊形式的计量螺杆,螺杆之间的间隙和周围的管的紧,有容积的材料在运输这交付率成正比的速度旋转的螺旋。
计量螺杆是石膏给料器的标准形式。
它们有时水平安装,有时倾斜安装。
有时进料系统由一个计量螺杆组成,而在其他地方则采用双螺杆串联,第一个螺杆比第二个螺杆输送稍多一点:在诸如上述的系统中,通过使用热石膏或冷石膏,松散盒被用来平衡石膏体积密度的变化。
第一个计量螺杆的输送量将略高于工厂的要求,溢流将返回到主石膏系统。
石膏冲过螺杆或卡死螺杆的任何倾向都是有限的,因此第二个计量螺杆的供应是相当均匀的。
因此,第二螺杆可以实现对搅拌器石膏的合理稳定送料。
在20世纪60年代和70年代,研究了几种不同的石膏给料系统,包括称重皮带给料机。
纸面石膏板的制作工艺流程

纸面石膏板的制作工艺流程英文回答:The manufacturing process of paper-faced gypsum board involves several steps. First, gypsum rock is mined from quarries and crushed into a fine powder. This powder is then mixed with water to form a slurry. Next, the slurry is poured onto a layer of paper and covered with another layer of paper. The paper acts as a facing material, providing strength and stability to the board.After the slurry is sandwiched between the layers of paper, it is passed through a set of rollers to remove excess water and flatten the board. This step is crucial in ensuring the board's dimensional stability and uniform thickness. The board is then cut into desired lengths and transferred to a drying chamber.In the drying chamber, the boards are subjected to high temperatures to remove any remaining moisture. This processis known as calcination, and it causes the gypsum to undergo a chemical reaction, transforming it into a hard, solid material. The drying time can vary depending on the board thickness and environmental conditions.Once the boards are fully dried, they are inspected for quality control. Any defective boards are discarded, and only the ones that meet the required standards are packaged and prepared for distribution. The finished boards are typically bundled together and wrapped in plastic or paper to protect them during transportation.中文回答:纸面石膏板的制作工艺流程包括几个步骤。
纸面石膏板生产工艺及应用
纸面石膏板生产工艺及应用纸面石膏板是由石膏、纤维等材料融合而成的一种建筑材料。
它不仅具有良好的隔音、隔热、防火等性能,而且还具有良好的装饰性能。
在现代建筑中,纸面石膏板已经成为一种常见的建筑材料。
下面我们来了解一下纸面石膏板的生产工艺及应用。
纸面石膏板的生产工艺主要分为以下几个步骤:1. 石膏粉的准备:石膏粉是纸面石膏板的主要原材料之一。
在生产之前,需要对石膏粉进行筛选、计量等处理,以保证石膏粉的质量和稳定性。
2. 短纤维的加入:短纤维是纸面石膏板的另一个主要原材料。
短纤维的加入可以提高纸面石膏板的强度和韧性。
在加入石膏粉的同时,将短纤维均匀地撒在石膏粉上,然后进行充分的搅拌和混合。
3. 纸面的制备:在纸面石膏板的生产过程中,需要用到两种不同类型的纸张。
一种是背板,用于制作纸面石膏板的背部;另一种是面纸,用于制作纸面石膏板的表面。
在制备纸面时,需要进行涂胶、抗张等处理,以保证纸张的质量和稳定性。
4. 复合生产:将纸面和石膏混合后,用特殊的生产设备将其压制、烘干等处理,形成成型。
最后,将背板与纸面石膏板复合,定型成为最终的产品。
纸面石膏板的应用非常广泛。
它主要用于室内隔断、天花板、墙面等装饰和隔音隔热等方面。
具体应用领域包括:1. 室内隔断:纸面石膏板具有良好的防火、隔音和隔热性能,非常适合用于室内隔断。
它可以有效地隔离不同的房间,创造舒适的居住和工作环境。
2. 天花板:纸面石膏板的质地轻盈,安装方便,可以使用各种造型设计,呈现出美观的视觉效果。
它还可以通过加入吸声材料等处理,增强其隔音隔热性能。
3. 墙面装饰:纸面石膏板的表面可以进行各种不同的装饰处理,如喷涂、贴壁纸等。
它不仅可以在视觉上提升房间的美观度,还具有保温和噪声隔绝等功能。
4. 其他装饰:除了以上应用领域外,纸面石膏板还可以用于其他的装饰方面,如柜子、石膏线条、壁板等。
这些产品可以温和而有效地点缀和丰富空间装饰。
总之,纸面石膏板是一种具有多种功能的优质建筑材料。
纸面石膏板石膏板技术篇

纸面石膏板石膏板技术篇正文:《介绍篇》纸面石膏板是以石膏为基材,掺入少量添加剂及增强纤维,并在板面、板背各粘结一层护面纸而成。
纸面石膏板最初在1890年由美国发明生产,1917年传入欧罗巴洲,由于其具有质轻、保温隔热、防火、隔音、施工方便、绿色环保等诸多长处,纸面石膏板在建筑中的应用得到迅速发展,产量不断增长。
据统计,1997年美国纸面石膏板年产量已达19亿米2,约有80%墙体材料应用纸面石膏板,且在美国100%的住宅建筑均采用纸面石膏板作为内部隔墙材料,日本产量也超过7亿米2。
以人均消费量计,加拿大为米2/人年,美国为米2/人年,日本和法国米2/人年,英国米2/人年,而我国仅为不到米2/人年,远远低于其它国家的消费水平。
石膏板之所以能得到迅速的推广应用,并在一百多年的进程中不被淘汰,与其优胜的机能分不开,总的归纳为以下十点:1.生产能耗低,生产效率高:生产同等单位的纸面石膏板的能耗比水泥节省78%。
且投资少生产能力大,便于大规模生产,外洋已经有年生产量可达到4000万平方米以上的生产线。
2.轻质:用纸面石膏板作隔墙,重量仅为同等厚度砖墙的1/15,砌块墙体的1/10,有利于布局抗震,并可有效减少基础及布局主体造价。
3.保温隔热:由于石膏板的多孔布局,其导热系数为,与灰砂砖砌块)相比,其隔热机能具有显著的优势。
4.防火机能好:由于石膏芯本身不燃,且遇火时在释放化合水的过程中会吸收大量的热,延迟四周环境温度的升高,因此,纸面石膏板具有良好的防火阻燃机能。
经国家防火检测中心检测,纸面石膏板隔墙耐火极限可达4小时。
5.隔音机能好:纸面石膏板隔墙具有独特的空腔布局,大大提高了系统的隔声机能。
6.装饰功能好:纸面石膏板表面平整,板与板之间通过接缝处理形成无缝表面,表面可直接进行装饰。
7.可施工性好:仅需裁制刀便可随意对纸面石膏板进行裁切,施工非常方便,用它做装饰,可以摆脱传统的湿法作业,极大的提高施工效率。
纸面石膏板生产工艺技术-生产过程简介
纸面石膏板生产过程简介纸面石膏板整个生产过程是比较复杂的过程,主要的步骤可以分为以下几个大的区域:石膏粉煅烧区、干添加区、湿添加区、混合区、成型区、刀区、干燥区、成品区、包装区。
以上可以有不同的分区方法。
根据各自工厂的功能模块可以合并或拆分。
一、石膏粉煅烧区按照石膏粉的输送过程又可以分成如下几个工序:石膏原料堆场、磨碎&烘干、煅烧、冷却、研磨、储存。
煅烧前石膏是二水石膏为主要成份,煅烧是二水石膏转化成半水石膏的过程,煅烧后的石膏是半水石膏为主要成份。
二、干添加区根据添加料的种类包括:石膏粉、淀粉、促凝剂、缓凝剂、耐火材料、水泥等等,各种添加料的功能都不同,有个别的添加料也可以不用,但是也并不是只有这几种添加料,这里就没有一一列举了。
一般性工厂前三种添加剂是必不可少的。
三、湿添加区也是根据添加料的种类包括:水、减水剂、皂液、皂液水、空气、胶水系统、耐水剂等等,其中皂液、皂液水、空气是产生泡泡的一个系统,湿添加基本都是通过管道,泵、流量计进行输送到搅拌机里面。
任何的干添加料和湿添加料最终都是输送到搅拌机里面进行充分的搅拌成石膏浆。
四、混合区根据设备的排布和流程包括下面的主要项目:纸张支架、接纸平台、储纸机构、拉纸滚轮、纸张张力、纸张纠偏与定位、纸张打印或印刷、纸张刻痕、搅拌机、成型平台、挤压机。
如今随着自动接纸机的普及,纸张准备工序变得比较简单,减少了人为失误,接纸成功率越来越高。
搅拌机是整个石膏板生产线的主要设备之一,因此对搅拌机的维护和保养特别重要,主要为了降低因为搅拌机产生的停机时间。
从石膏粉进入搅拌机开始就开始从半水石膏逐步转换成二水石膏,一直到干燥机进口都在进行水合过程,而且是逐步转换成二水石膏,一直到成品干石膏板的主要成份是二水石膏。
五、成型区主要包括:凝固皮带、凝固皮带清洗装置、皮带纠偏器、锥形带、走纸轮、粘结水、成型压板、成型压脚、喷雾水等,成型的石膏板在凝固皮带上逐步凝固达到可以分切的要求。
石膏板生产工艺流程
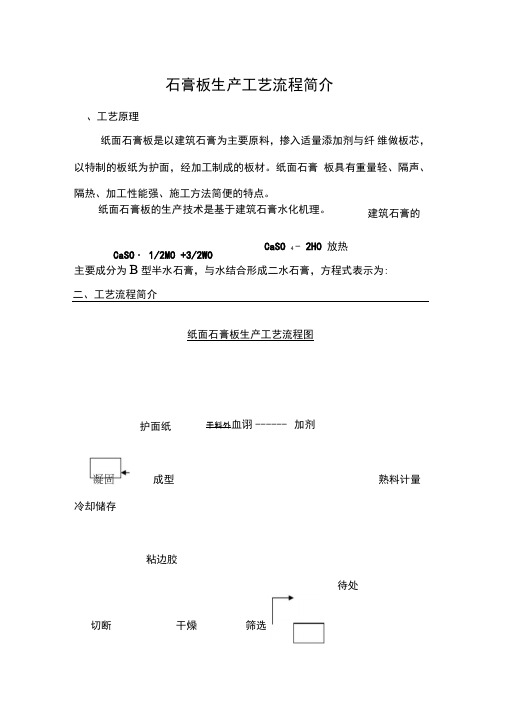
纸面石膏板的生产技术是基于建筑石膏水化机理。
建筑石膏的CaSO ・ 1/2M0 +3/2WOCaSO 4 - 2H0 放热 护面纸 干料外血诩 ------ 加剂熟料计量冷却储存 粘边胶待处切断 干燥 石膏板生产工艺流程简介、工艺原理纸面石膏板是以建筑石膏为主要原料,掺入适量添加剂与纤 维做板芯,以特制的板纸为护面,经加工制成的板材。
纸面石膏 板具有重量轻、隔声、隔热、加工性能强、施工方法简便的特点。
主要成分为B 型半水石膏,与水结合形成二水石膏,方程式表示为:二、工艺流程简介纸面石膏板生产工艺流程图成型筛选料场石膏•磨料一锯边一k封边堆垛图1 纸面石膏板生产工艺流程图1、熟料的制备:我们公司产品采用的主要原料是电厂产出的脱硫石膏,其主要成分为CaSQ・ 2H2O,其经过回转窑煅烧后可得到B型半水石膏为主建筑石膏,该过程用方程式表示为:加执CaSO・ 2H2O —CaSO八''4 • I/2H2O +3/2H 2O煅烧后的建筑石膏经冷却后,储存于大料仓,以备用。
2、配料部分:备料:①、改性淀粉、缓凝剂、纸浆、减水剂、水等原料经定量计量后放入水力碎浆机搅拌成原料浆,然后泵入料浆储备罐备用;②、发泡剂和水按比例投入发泡剂制备罐搅拌均匀,泵入发泡剂储备罐备用;③、促凝剂和熟石膏粉原料经提升输送设备进入料仓备用;配料:料浆储备罐中的浆料使用计量泵泵入到搅拌机,发泡剂使用动态发泡装置发泡后进入搅拌机,促凝剂和石膏粉使用全自动计量皮带称计量后进入搅拌机,然后所有主辅料在搅拌机混合成合格的石膏浆。
所有主辅料的添加都含括在自动控制系统中,随生产线速度的不同自动调节,以适应大规模、高速度的要求。
图2 纸面石膏板生产线立体形象示意图3、成型输送部分上纸开卷后经自动纠偏机进入成型机,下纸开卷后经自动纠偏机、刻痕机、震动平台进入成型机,搅拌机的料浆落到震动平台的下纸上进入成型机,在成型机上挤压出要求规格的石膏板,然后在凝固皮带上完成初凝、在输送辊道上完成终凝,经过定长切断机切成需要的长度(2400mm 3000mn或其它),经横向机转向,转向后两张石膏板同时离开横向机,然后使用靠拢辊道使两张板材的间距达到要求后,经分配机分配进入干燥机干燥。
纸面石膏板生产工艺技术-生产过程产品检验标准

石膏板生产过程质量检验标准1.目的为保证产品在加工过程中质量符合要求,明确过程所要的检验要求、检验频率和质量标准。
各工厂可以根据自己的测试仪器配置和控制需求可以有选择的进行测试。
2.范围本标准适只用于在石膏板加工的过程质量控制。
3.检验对象按工厂目前产品分类和生产工艺流程划分检验控制区域和确定检验控制对象。
3.1区域划分如下:石膏板生产线:混合区、刀区和出板区3.2区域主要检验对象如下:混合区:石膏浆、促凝剂、熟石膏粉和泡沫水等刀区:湿板外观质量和湿粘结等成品区:成品石膏板外观质量(包括包装)和干粘结以及内在质量等4.检验人员过程控制主要由各区域的操作工或实验员来实施完成。
5.检验频率过程检验频率按工艺控制的重要性制定,异常时可以临时增加检验频率或者检测项目的增加等。
6.合格评判标准6.1 过程检验中必须达到检验规定的要求。
成品板的标准基本是参照GB/T9775-2008,自己的厂标一般是需要控制在国标里面为原则来制定。
6.2检验结果根据规定的范围要求,判定本批成品是否合格。
同一样品有不止一个不合格项时,无需累加不合格品数。
6.3不合格产品根据相关的规定进行特殊的流程进行处理。
6.4 特殊订单的产品遵循特殊板的检验规范,只作为临时规范。
6.5如测试结果超出“质量标准范围”,须立即复测并汇报上级领班/主管,并视复测结果,决定是否调整工艺。
备注:如生产时间较短,低于检验频率,至少有一次检验项目的记录。
备注:如生产时间较短,低于检验频率,至少有一次检验项目的记录。
注明: 1)如生产时间较短,低于检验频率,至少有两次检验项目的记录。
2)测试后的剩余样品保留一个工作日(以常日班为准)。
3)在开机和换品种情况下,需要测试两次。
第一次为换品种和开机后第一架板的全面测试;第二次为正常后,第三架板中,前10张中,最轻的板,需要做粘结测试。
4)每次换品种时必须将第一架板复检,由检测人员测试。
5)每次换纸后,做一次粘结测试,记录在备注栏。
纸面石膏板生产工艺技术-石膏板厂热能消耗分析
纸面石膏板厂热能耗分析纸面石膏板厂从石膏粉或矿石采购进来,到最终的成品石膏板生产出来是需要耗大量的能耗。
因此进行整个工厂的热能耗分析是很有必要的。
石膏板厂提供热能的方式有烧煤、重油、天然气、蒸汽、电能等。
各种提供热能的方式都有其优点和缺点,这需要我们在建厂前进行细致的评估,评估需要根据地理位置,能耗的供给、原料的产地,市场的重要因素来确定。
天然石膏的原材料一般是需要进行破碎、研磨、煅烧主要步骤来达到我们需要的生产石膏板用的熟石膏粉。
脱硫石膏的原材料一般需要进行干燥,煅烧主要步骤来提供生产石膏板用的熟石膏粉。
在制粉的工序上主要的热能耗受石膏粉的含水量和纯度的影响最大,一般性是含水量越高的石膏需要更多的热能耗来烘干石膏粉,纯度高的石膏粉一般也需要消耗较多的热能耗。
因此在制粉或者说煅烧这工序就要严格控制石膏的水分含量和纯度,得到稳定的水分含量和稳定纯度的石膏粉是我们需要追求的目标。
要达到这个目标一般是通过石膏的均化设备来达到这个目标。
但是一般的工厂都没有独立安装均化设备。
这样石膏的稳定性就比较难控制。
但是也有的工厂会通过运输料的翻斗车进行拌料,也就是把不同纯度和水分含量的石膏粉按照不同的配比,进行多次的反复进行翻炒来达到名义上均化。
最终也是为了达到比较稳定的熟石膏质量。
利于后期纸面石膏板的生产稳定。
制粉工序一般是烘干或煅烧多少吨的石膏粉消耗多少吨的煤和多少立方的天然气等来计量和核算成本,最终都可以转化成KWh/吨来统一评估和核算能耗的消耗量。
板线上的热能耗分为石膏板的烘干、压缩空气、叉车耗油或耗电等。
干燥机主要是通过燃料产生热能,热能加热干燥空气后进入到干燥室里面把石膏板里面多余的水分进行蒸发而达到石膏板干燥的目的。
干燥机主要通过干燥效率(kwh/kg/H2O)来评估干燥机的耗能。
而干燥机的热能消耗量(kwh/m2)来进行评估和核算。
通过每种产品的平均蒸发水量和产品的平均干板重量的分析热能消耗量(kwh/m2)。
纸面石膏板生产工艺
纸面石膏板生产工艺
纸面石膏板是一种广泛应用于墙壁和天花板的轻质、高强度建筑材料。
其生产工艺复杂,通常包括以下步骤:
1.石膏粉的制备:石膏是纸面石膏板的主要原材料,其主要成分为硫酸钙。
石膏粉可以通过石膏矿脉的矿石破碎、筛分、脱水和煅烧等步骤制备而成。
2.纸面的制备:纸面是纸面石膏板的表面材料,用于增强板材的强度和防火性能。
通常采用无纺布或玻璃纤维纸等材料制成。
3.混合石膏浆:制备石膏浆的过程通常包括将石膏粉和水混合在一起,研磨、搅拌,然后加入填充剂、增稠剂、改性剂等助剂,以调整石膏浆的性能。
4.浆液的涂布和卷压:制备纸面石膏板通常先在纸面上涂布一层石膏浆,再将纸面和石膏浆一起卷压在一起,形成一种“三明治”结构。
5.切割和硬化:将卷好的纸面石膏板切割成所需长度,并将其置于加热室中,在高温下进行脱水和硬化,以确保板材具有足够的强度和防火性能。
6.包装和存储:将制成的纸面石膏板进行包装和存储,以便将其运往各个建筑工地。
通常将板材分别打包成适当的大小和形状,以防止板材在运输过程中受到损坏。
总之,纸面石膏板的生产工艺需要经过多个步骤的加工和处理,在质量和性能上经过精心的调整和控制。
这使得纸面石膏板成为了一种优良的轻质建筑材料,为建筑工程的发展提供了重要的支持。
石膏板生产工艺技术-石膏板护面纸

第十二章石膏板护面纸1. 介绍古埃及人被认为发明了最早的书写材料,他们用生长在尼罗河岸边的芦苇(纸莎草)制成。
他们从植物的外表面剥去一层层的皮,像剥洋葱一样,并排放在一块石板上。
其他的层被放置在上面,每一层都与前一层成直角,然后整个物体被湿润,压平,晾干,然后用石头打磨。
纸莎草纸的使用持续了几百年,直到公元前170年左右才逐渐被动物羊皮纸所取代。
大约在公元前100年,中国人就开始用纤维纸浆造纸。
直到1799年第一台造纸机发明之前,他们的造纸工艺——手工造纸——一直没有改变。
造纸过程中的原纤维原料取决于成品的最终用途和质量要求,可以是高质量的木浆,也可以是经过多次精炼过程的废纸。
对于石膏板护面纸的生产,原材料主要是废纸,其生产过程可分为:•用水大力搅拌废纸,使纤维分离•(分几个阶段)去除污垢和异物•去除一些水,使纸浆变稠•适当的化学处理•形成多层或多层的纸网•进一步脱水和压榨•干燥和最终表面处理•绕组、修边和复绕组石膏板使用的上纸(灰色)和下纸(象牙色)护面纸都是由回收的废纸纤维制成,这些废纸纤维来自纸箱、瓦楞纸箱和杂志。
对于象牙衬垫的表面,使用一种更清洁、颜色更浅但更昂贵的废料等级,以便成品表面适合接受装饰。
现代轻质护面纸一般由四到五种不同的层板组成,所有这些层板都经过特殊设计,为现代高速石膏板生产线提供了必不可少的特性2. 一般要求纸张成本约占石膏板原材料成本的50%,随着对石膏板需求的增加,造纸厂提供更多、更好、更便宜护面纸的需求也随之增加。
石膏板的制造需要一个上纸(灰色)和下纸(象牙色)护面纸,这对于今天的板材工厂来说,必须严格按照规格来制造,并且必须紧密配合,以确保最终的板材是必要的质量。
这些护面纸的大部分是由再生废纸纤维制成的纸箱板,瓦楞纸箱和杂志。
象牙内衬的表面是用一种更清洁、颜色更浅但更昂贵的废料制成的。
纸张的污物结块可能会脱落,导致石膏漏浆,无粘性的夹杂物可能导致凝结快慢,导致波浪,而焦油或蜡可能会融化和渗滤石膏板表面在石膏板干燥过程导致粘结问题。
纸面石膏板的生产流程
纸面石膏板的生产流程1.首先,原料如石膏粉、纸浆和添加剂被送至搅拌机。
First, raw materials such as gypsum powder, pulp and additives are sent to the mixer.2.搅拌机将原料充分搅拌均匀,形成石膏浆。
The mixer mixes the raw materials thoroughly to form gypsum slurry.3.然后,将石膏浆倾倒到预制模具中。
Next, the gypsum slurry is poured into prefabricated molds.4.模具中的石膏浆经过震动和流平处理,以去除气泡并变得平整。
The gypsum slurry in the molds is vibrated and leveled to remove air bubbles and become smooth.5.接着,经过一段时间的固化,石膏板开始形成。
After a period of curing, the gypsum boards begin to take shape.6.成型的石膏板被送入烤箱中进行干燥。
The formed gypsum boards are sent to the oven for drying.7.烤箱中的石膏板经过高温烘烤,使其硬化和变得坚固。
The gypsum boards in the oven are high-temperature baked to harden and strengthen them.8.烘烤后的石膏板被送入切割机,切割成所需的尺寸。
The dried gypsum boards are sent to a cutting machine to be cut into the desired sizes.9.切割完成后,石膏板经过检验和包装,准备出厂。
现代纸面石膏板生产技术与设备
现代纸面石膏板生产技术与设备说到现代纸面石膏板生产技术和设备,可能大部分人第一反应就是:哦,这个跟建筑行业有关吧?其实不止如此,石膏板可真是无处不在啊,家里装修,办公室装饰,甚至学校的教室里,大家几乎每天都能和它打交道。
你看,这东西轻便、易加工,最重要的是能帮我们把墙壁做得又直又美,甚至还能隔音隔热,真的是装修神器。
今天咱们就来聊聊这背后的“高科技”,这些纸面石膏板到底是怎么诞生的?它又是怎样在咱们身边默默“工作”的?得说说生产技术了。
这技术可不简单啊,真不是你想象的简单用水和石膏粉搅拌一下就能成型的事儿。
石膏板的生产其实是个复杂的工艺流程,需要把多种材料配合好。
你知道,纸面石膏板之所以叫“纸面”,就得靠那层纸来固定石膏,这纸的质量直接影响到石膏板的强度和表面效果。
所以生产线上的设备就得把石膏、纸和水这三种主角精确配比,搅拌均匀,然后通过一系列的模具压制成型,最后还得加热烘干,确保板材没有任何水分。
你想啊,石膏粉、纸面、加热、压制,几乎每个步骤都精细得让人头疼。
说到设备,现代的生产线已经变得越来越智能化,咱们不再是靠传统的人工操作,而是借助了高科技的机械设备。
这些设备可以根据需求精确控制每个环节的温度、湿度、速度,保证每块石膏板的质量都一样。
比如压制机就是核心设备之一,它能把搅拌好的石膏浆料平稳地送入模具中,经过高压后形成一个平整的板面,再通过传送带运送到烘干区。
这一系列动作可不是简单的“上料下料”那么简单,而是得精准到毫米,才能做到完美的产品。
你可能会问,这么精细的机器设备,岂不是很贵?其实这可不完全是个坏事。
虽然设备初期投入比较大,但从长远来看,自动化生产不仅能提高效率,还能减少人工成本,甚至能够确保石膏板的品质更加稳定可靠。
想象一下,之前人工操作容易出错,今天机器一来,大家伙儿一个个都听话多了,不仅生产速度提高,质量也得到了保障。
整个过程几乎全自动,想想就觉得科技感十足。
至于石膏板的质量,也越来越能满足不同市场需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第六章
破碎和研磨
粉碎和筛分
1.介绍
许多石膏工厂利用脱硫石膏提供一个合适大小的煅烧平台,仍有
一些石膏工厂提供天然石膏的大小,这样它必须破碎,才能进入下一步处理。
粉碎是指通过施加物理力将任何物质分解成更小的碎片。
破碎和研磨是粉碎的形式
选矿是一个术语,适用于通过去除材料的一些杂质来提高其质量,通常是通过物理方法而不是化学方法,虽然化学方法经常用来辅助物理方法。
2.目标
我们的主要粉碎目标是用最少的能源消耗和最少的极细粉尘,将石膏石膏矿粉碎后送去煅烧或出售所需的大小。
另一个目标是粉碎石膏,例如在管磨中,改变其一些物理性质。
我们的选矿目标是将废石膏以最低的成本和最低的损失,将矿物石膏提高到轧机的质量。
更有利可图的目标有时可能是生产可销售的“废物”,例如用于水泥石的低级石膏。
3. 愿景
处理的材料尺寸范围很广。
有的采石场最大的石块可达2米长,重达5吨,而典型的煅烧炉用料平均颗粒大小为0.05至0.1毫米,重约0.001毫克。
显然,粉碎设备的范围必须适应这些极端之间的巨大物理差异。
4.原理
4.1 粉碎主要依靠四个基本原则:
•压缩对岩石施加压力,直到它像胡桃夹子一样破碎。
颚式破碎机是一种典型的以这种方式工作的机器。
•张力用楔子或凿子把岩石撬开。
冲压式地下破碎机就是根据这一原理工作的。
•冲击用锤子敲打岩石。
锤磨机在转子上使用大量的锤来完成这一工作。
•磨损用砂纸擦去材料的表面。
该原理适用于磨粉机、磨石机和细磨管机。
在实践中,一些机器结合了这四个原则。
此外,应用的原则在很大程度上取决于要破碎的碎片的大小。
凿子式的作用对于大的块状物很好,但对于小的块状物就不实用了;同样,大颗粒的磨损是不切实际的,但对小颗粒却非常有效,这些小颗粒可以在湍流中相互磨损。
4.2 筛分
依赖于广泛的原则,但我们在石膏行业关注的两个是:
•重力石膏比它的许多杂质都轻。
这一原理在许多工厂中得到了应用。
•粒径分布天然石膏中的杂质在某些粒径上比在其他粒径上收集得多。
筛子和筛子被用来利用这一事实,也被用于粉
碎,以分离足够小的颗粒和需要进一步破碎的颗粒。
5.粉碎设备
5.1 地下破碎
当使用炸药时,岩石的破裂从岩石表面开始。
在这一阶段,块状物料的大小可以装出设备,但对于用带式输送机运送到地面工厂来说太大了。
第一破碎阶段由三种主要类型的面粉碎机进行:
•颚式破碎机
颚式破碎机一种颚式破碎机,侧卧在其一侧,由重型链式
输送机送入,输送机通过颚式破碎机的下方并将产品移出。
它既适用于压缩原理,也适用于拉伸原理,因为它的齿状颚
既能咬碎岩石,又能像一个巨大的胡桃夹子一样把大块岩石
压碎。
一个爪固定,另一个在液压驱动的枢轴上振动。
较细
的物料(< 50mm)通常会落入链式输送机,并绕过破碎爪。
•滚轮式破碎机
这台破碎机使用一个重型滚轮,配有一系列镐来破碎岩石,就像颚式破碎机一样,是由重型链式输送机牵引通过破
碎区。
细粒有向岩流底部迁移的趋势,但在穿越破碎带时仍
有被镐压碎的趋势。
•齿辊破碎机
这是在颚式破碎机和辊轮破碎机之间。
滚筒是垂直安装的,上面有齿,用来代替镐,镐可以在一面固定的、有波纹
的侧壁上敲碎岩石。
重型链式输送机将岩石输送到机器内部,
但输送到机器底部的细颗粒会错过破碎区。
所有这些破碎机都是独立的,易于移动的单位,以便他们可以转移,以跟上矿山的工作。
我们的采石场不需要它们,因为运输是由自卸车到主破碎机,在那里一个大液压镐做任何必要的预破碎。
5.2 初始破碎
这个术语用来描述较大的破碎机的工作,这些破碎机接受岩石高达1立方米,并产生小于150毫米的产品。
主要类型有颚式破碎机、回转式破碎机和冲击式破碎机。
颚式破碎机我们通常使用的类型是一个单一的拨动装置,使用偏心驱动的顶部枢轴在移动的颚压缩和粉碎岩石对一个固定的颚。
移动颚的底部由一个可移动的拨动板约束,该拨动板可调整颚的间隙,从而调整产品的尺寸。
该开关还有一个内置的弱点,将剪切如
果一个不容易破碎的金属片进入破碎机。
这些机器可以通过节流给料。
最好在粉碎前将细颗粒清除,以避免在颚部堆积,尤其是在潮湿的情况下。
重型双肘杆装置用于坚硬的岩石,如花岗岩。
在这种类型中,振动颚部的偏心运动通过连接杆传递给切换机构,以避免在颚部顶部枢轴上发生非常大的载荷。
5.2.1 回转破碎机
这也是一个颚式破碎机,它的开口延伸成一个圆。
固定爪为外锥体,摆动爪为偏心传动轴内锥体。
它们通常是每小时几百吨的大型机器,通常被认为来说太大了。
5.2.2冲击式破碎机
这种机器是快速旋转的,非常重的转子有固定的吹杆,它锤击进料岩石,直到它被扔向两个悬挂的帘子板,在那里进一步发生断裂。
最终,这种材料在25到50毫米时足够小,可以通过窗帘和转子之间的可调间隙逃脱。
超载或不定期的金属将导致窗帘被迫回到自己的重量。
这些机器的一些版本是加热,使干燥发生,一些机器有两个转子串联处理大块状下降到12mm在一个操作高输出率。
这台机器相对于颚式破碎机的优势是更大的喉道开口,吞吐量和减少率(从供料到产品的尺寸)在相同的投资成本,但需要是更多的。