纸面石膏板生产工艺技术-混合机石膏浆流速计算方法
磷石膏制纸面石膏板的生产技术

[收稿日期]2009-09-29;[修回日期]2010-05-03[作者简介]陈和全(1968-),男,江西余江人,工程师,现任江西贵溪化肥有限责任公司安环部部长,主要从事公司环保工作。
E-mail :hequan1968@21cn.com磷石膏制纸面石膏板的生产技术陈和全(江西贵溪化肥有限责任公司,江西贵溪335424)[摘要]介绍江西贵溪化肥有限公司100%利用磷石膏生产2000万m 2纸面石膏板的生产工艺,生产过程控制要点:磷石膏脱水温度调控,纸芯粘结调控,湿石膏板干燥速度与温度调控等。
该项目实施,年可利用磷石膏27万t 以上。
该项目投资少,易实施,有推广价值。
[关键词]磷石膏;制纸面石膏板;生产技术[中图分类号]X781.3[文献标识码]B[文章编号]1007-6220(2010)04-0064-0264The production technology of papered gypsum plank from phosphogypsumCHEN He-quan(Guixi Chemical Fertilizer Co.,Ltd ,Guixi ,Jiangxi 335424,China )Abstract :The production process of 20million m 2papered gypsum plank from phosphogypsum (100%utilization )in Guixi Chemical Fertilizer Co.,Ltd ,and the process control points including adjusting dehydration temperature of phosphogypsum ,the sticking of paper-core,the drying rate and temperature of wet gypsum plank etc.are introduced.After the implementation of the project ,the annual use of phosphogypsum is more than 270000t ,the project is less investment ,easy to implement and valuable.Key words :phosphogypsum ;production of papered gypsum plank ;production technology 磷石膏是湿法磷酸生产过程中的工业副产物,主要成分是二水硫酸钙。
纸面石膏板生产工艺技术-石膏板成型和凝固
第十五章石膏板成型和凝固宽度,厚度和边缘轮廓,即板的几何形状,是由板厂湿端决定的。
各种设备的项目是或曾经用来控制板外观形状的概况:1. 边角构成1.1 刻痕机在最早的石膏板厂,石膏板的宽度过大,边缘没有固定,干燥后切成宽度。
在现代板材厂,边是在湿端形成的,不再需要修边。
就在下纸张到达搅拌机之前,它通过一个平行的刻痕机,在纸的两边刻出两个连续的,平行的压痕。
这些压痕允许纸张的边缘翻转,形成石膏板所需的锐利轮廓。
最早的刻痕机(实际上仍在某些行业的专业领域使用)是由一对直径约20厘米的窄金刚砂圆盘组成,直接安装在电机轴上。
在轴上还安装了钢垫片来分离压轮,根据所生产板的厚度选择不同的垫片厚度。
碳化硅圆盘被修整使用金刚石尖端的工具,以提供一个锋利的点,这将只切割第一层的护面纸,从而允许纸张折叠创建一个锋利的边缘。
每个圆盘的直径必须完全相同,否则其中一个压痕会比另一个更深,而且石膏板的边缘不会是正方形。
现代刻痕机使用更小的(75毫米直径),锯齿状的双金属刀片代替了碳化硅盘,独立可调压轮下方的纸张,以控制每根压痕的深度。
INDEPENDENTLYADJUS TABLE ANVILSTWIN CUTTER BLADESS CORERMOTORBOTTOM PAPER各种其他压痕系统已被使用,包括倾斜,高度可调电机,不同的锯齿配置,锯齿盘和压痕盘,而不是刀具。
正如两个压痕机叶片之间的距离控制板的厚度一样,两组压痕机之间的距离(在护面纸的每边各设置一组)控制板的宽度。
1.2 震动器石膏/水的石膏浆从搅拌机通过一个喷嘴或多个喷嘴分配到底部的纸。
然后,在浆料进入挤出机之前,要求浆料完全分散在纸张的宽度上。
在现代工厂的速度下,实现这种传播的时间通常不到两秒钟。
浆体本身的流动特性在实现这种扩散过程中发挥了很大的作用(这就是为什么我们在浆体中使用的水要比半水合物再水化所需的水多得多),但也使用了其他机械手段。
在搅拌机和挤出机之间的湿端部装有各种设计的振动器,以促进浆液的扩散,并有助于去除一些较大的气泡,这些气泡如果留在板芯中,可能会对板的质量造成问题。
石膏板生产工艺流程

石膏板生产工艺流程简介一、工艺原理纸面石膏板是以建筑石膏为主要原料,掺入适量添加剂与纤维做板芯,以特制的板纸为护面,经加工制成的板材。
纸面石膏板具有重量轻、隔声、隔热、加工性能强、施工方法简便的特点。
纸面石膏板的生产技术是基于建筑石膏水化机理。
建筑石膏的主要成分为β型半水石膏,与水结合形成二水石膏,方程式表示为:CaSO 4·1/2H 2O +3/2H 2O CaSO 4·2H 2O 放热二、工艺流程简介待处理锯边封边堆垛图1 纸面石膏板生产工艺流程图1、熟料的制备:我们公司产品采用的主要原料是电厂产出的脱硫石膏,其主要成分为CaSO4·2H2O,其经过回转窑煅烧后可得到β型半水石膏为主建筑石膏,该过程用方程式表示为:加热CaSO4·2H2O CaSO4·1/2H2O +3/2H2O煅烧后的建筑石膏经冷却后,储存于大料仓,以备用。
2、配料部分:备料:①、改性淀粉、缓凝剂、纸浆、减水剂、水等原料经定量计量后放入水力碎浆机搅拌成原料浆,然后泵入料浆储备罐备用;②、发泡剂和水按比例投入发泡剂制备罐搅拌均匀,泵入发泡剂储备罐备用;③、促凝剂和熟石膏粉原料经提升输送设备进入料仓备用;配料:料浆储备罐中的浆料使用计量泵泵入到搅拌机,发泡剂使用动态发泡装置发泡后进入搅拌机,促凝剂和石膏粉使用全自动计量皮带称计量后进入搅拌机,然后所有主辅料在搅拌机混合成合格的石膏浆。
所有主辅料的添加都含括在自动控制系统中,随生产线速度的不同自动调节,以适应大规模、高速度的要求。
图2 纸面石膏板生产线立体形象示意图3、成型输送部分上纸开卷后经自动纠偏机进入成型机,下纸开卷后经自动纠偏机、刻痕机、震动平台进入成型机,搅拌机的料浆落到震动平台的下纸上进入成型机,在成型机上挤压出要求规格的石膏板,然后在凝固皮带上完成初凝、在输送辊道上完成终凝,经过定长切断机切成需要的长度(2400mm、3000mm或其它),经横向机转向,转向后两张石膏板同时离开横向机,然后使用靠拢辊道使两张板材的间距达到要求后,经分配机分配进入干燥机干燥。
纸面石膏板生产工艺技术-凝结时间测试-维卡仪

石膏浆凝结时间测试-维卡仪1.原则按能使混合物保持一种标准测试黏稠度的比例,将水与生石膏混合在一起,就能尽可能地保证每次测试时都只有等量的能量转移到生石膏混合体中。
凝结测试用带有头针和尾针,或者一个5°黄铜锥的维卡仪,按照被测试的生石膏的不同类型确定不同的份量。
2.仪器带有初凝针和终凝针的维卡仪。
5°黄铜锥作为维卡仪活动枝的附件,代替针。
至少40毫米深,容积约150毫升的蜡纸杯或塑料杯。
500克量程的天平,精度为±0.5克。
250毫升量桶,刻度分度值为10毫升。
50毫升配液器,刻度分度值为1毫升。
250~500毫升玻璃大口烧杯。
搅拌棒秒表。
水银温度计。
3.程序3.1 冷却如果石膏浆过热,在测试前将其置于密闭容器内冷却至20摄氏度。
如果是非裁决性工作,允许在使用前置于实验室环境温度下进行冷却.在进行测试前,不得使用其它任何一种冷却方法。
3.2 总纲由于温度对石膏浆的凝结时间有很大的影响,再者为了保证结果的再现性,开始测试时,生石膏与水的温度应当在20℃±2℃。
一般测试用自来水即可,而对于判定性操作,应当使用蒸馏水或去离子水。
一般性操作,允许在常温下估量生石膏和水。
如果需要得到重复结果,一定要仔细清洁仪器。
未能将没有完全加热的石膏块(‘小块’)剔除可能在未凝结的材料中过早形成硬块(‘豌豆大小’),导致难以判定凝结时间。
调和程序对需要测试的生石膏投入相应量的水,在混合容器中倒入一定量的水及相应的的生石膏,使得他们能够倒满一杯(蜡纸杯或塑料杯)并能方便地倒到指定液位(在使用维卡初始凝结针或黄铜锥时,尤其是在凝结时间可能更长一些的时候,可能需要较大量的石膏浆,可以是两杯)。
掐好秒表,用超过10秒的时间将生石膏倒入所需数量的水中,稳定20秒,然后以每秒2~3下的速度搅拌30秒,这样整个混合物就能充分混合了。
此时要目测所测石膏浆的黏度是否正常。
如果不正常,说明水量不对,必须采取进一步试验来造出失败原因。
石膏板的工艺
石膏板的工艺
石膏板工艺是利用石膏粉、纤维和其他辅助材料在石膏板生产线上经过混合、成型、浸涂纸面、烘干、切割等工序制成的一种建筑材料。
石膏板工艺的主要步骤包括:
1.原材料制备:石膏粉与纤维混合后送入混合机中进行混合,同时加入水和其他辅助材料。
2.成型:石膏混合材料经过成型机成型,成型后的石膏板通过传送带送入浸涂机。
3.浸涂纸面:石膏板在浸涂机中被涂上一层厚度约为0.1mm的纸面,保证石膏板的表面平整。
4.烘干:浸涂完纸面的石膏板通过烘干室进行烘干,以去除石膏板中的水分。
5.切割:烘干后的石膏板在切割机上进行切割,同时进行边角打磨,成品经质检后进行包装。
以上就是石膏板工艺的主要步骤。
一种纸面石膏板及其制备方法[发明专利]
![一种纸面石膏板及其制备方法[发明专利]](https://img.taocdn.com/s3/m/0c20add9541810a6f524ccbff121dd36a32dc433.png)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 202010714605.2(22)申请日 2020.07.23(71)申请人 中建材创新科技研究院有限公司地址 102209 北京市昌平区未来科学城七北路9号(72)发明人 刘文君 陈红霞 葛俊巧 张晓菲 冉秀云 杨正波 (74)专利代理机构 北京安信方达知识产权代理有限公司 11262代理人 刘凯强 张奎燕(51)Int.Cl.C04B 28/14(2006.01)B28B 19/00(2006.01)E04F 13/08(2006.01)(54)发明名称一种纸面石膏板及其制备方法(57)摘要一种纸面石膏板及其制备方法,所述纸面石膏板板芯原料按重量份计包括:石膏熟料100份,抗冲击材料0.5‑1.5份;所述抗冲击材料为水溶性富勒烯或羟基化碳纳米管中的一种或两种。
纸面石膏板的制备方法为:首先将抗冲击材料溶于水制得第一料浆;其次将石膏熟料、粘结剂、纤维、改性淀粉、减水剂、发泡剂和水加入第一料浆中搅拌均匀,制得第二料浆;再次将第二料浆浇筑在护面纸上,搭接粘牢成型,制成湿板;最后待湿板凝固后,进入干燥机,经过干燥后即得纸面石膏板。
基于本发明制得的12mm厚纸面石膏板纵横向断裂载荷分别提高55.5%和72.7%,冲击韧性提高了7.89倍,本发明的制备方法工艺简单,适合大规模的推广应用。
权利要求书1页 说明书6页CN 111960787 A 2020.11.20C N 111960787A1.一种纸面石膏板,包括板芯和护面纸,所述板芯的原料按重量份计包括:石膏熟料100份,抗冲击材料0.5-1.5份;所述抗冲击材料为水溶性富勒烯或羟基化碳纳米管中的一种或两种。
2.根据权利要求1所述的纸面石膏板,其中,所述板芯原料按重量份计包括:石膏熟料100份,粘结剂0.5-3份,纤维0.2-1份,抗冲击材料0.5-1.5份,淀粉0.2-1.2份,减水剂0.5-1份,发泡剂0.01-0.05份;可选地,所述减水剂为聚羧酸减水剂或萘系减水剂中的一种或多种。
纸面石膏板生产工艺技术-石膏板重量的计算方法
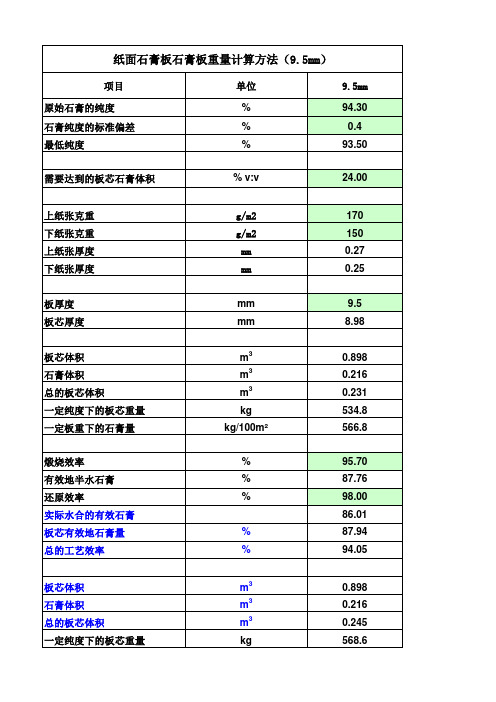
单位 % % %
9.5mm 94.30
0.4 93.50
需要达到的板芯石膏体积
% v:v
24.00
上纸张克重 下纸张克重 上纸张厚度 下纸张厚度
板厚度 板芯厚度
板芯体积 石膏体积 总的板芯体积 一定纯度下的板芯重量 一定板重下的石膏量
煅烧效率 有效地半水石膏 还原效率 实际水合的有效石膏 板芯有效地石膏量 总的工艺效率
g/m2 g/m2
mm mm
mm mm
m3 m3 m3 kg kg/100m²
% % %
% %
170 150 0.27 0.25
9.5 8.98
0.898 0.216 0.231 534.8 566.8
95.70 87.76 98.00 86.01 87.94 94.05
板芯体积 石膏体积 总的板芯体积 一定纯度下的板芯重量
m3
0.898
m3
0.216
m3
0.245
kg
568.6
一定板重下的石膏量 板重标准偏差
最小安全平均板重
kg/100m² kg/100m²
kg/100m²
600.6 5.0
611
纸面石膏板生产工艺技术-水与石膏比基本原理

内容简介
➢ 水石膏比例 ➢ 水石膏比的重要性 ➢ 干板、湿板重量 ➢ 总水量计算
什么是水石膏比例(WSR)
• Water(水) • Stucco (石膏) • Ratio (比率)
百分比 水比上石膏粉
例:S = 100KG R = 68% W = ? KG
水与石膏比的重要性
干板、湿板的重量
• 干板重量的组成 石膏板芯的重量(包括添加剂)+护面纸重量+
自由水重量
• 湿板重量的组成 石膏板芯的重量 (包括添加剂) +护面纸重量+ 自由水重量
• 干湿板重的差异:
自由水重量的差异
水石膏比-总水量计算
• 配方设定熟石膏=5.1kg/m2,水与石膏比=68%, 生产线速度=63膏分子量
生石膏 CaSO4.2H2O
熟石膏 CaSO4.½ H2O
死石膏 CaSO4
172 g/mol
145 g/mol
136 g/mol
15.7%
(27/172)/100
6.2%
( 9 /145) /100
水石膏比的重要性
• 石膏板加工原理
CaSO4·2H2O
CaSo4·0.5H2O+1.5H2O
CaSo4·0.5H2o+1.5H2O
CaSO4·2H2O
水石膏比的重要性
• 还原率 • 保证还原率的要素:
用水量、混合力度、搅拌时间
• 合适的用水量、正确的WSR
• 先进工艺的水石膏比:63%
水石膏比的重要性
• 熟石膏理论需水量 • 18.62% • 27/145=0.1862
1.5H2O/CaSO4.½ H2O
• 每平方的总水量=5.1*0.68=3.468kg/m2
纸面石膏板生产工艺技术-凝结时间和坍塌直径测试

石膏凝结时间和坍塌直径1.范围范围本方法适用于熟石膏,石膏浆的凝结时间和标准稠度用水量的测定。
2.检测工具·稠度仪(由内径φ35±0.1mm,高50±1mm的不锈钢质筒体和240mm×240mm的玻璃板组成)·天平,分度值为0.01g·切刀, 刀片为钢性、矩形边、防腐蚀的刮刀,刀片的最大厚度为0.56mm,宽度为11mm,长度为25mm·初始凝结针,针重113.4±0.5g,尖端直径为2.11±0.2mm ·最终凝结针,针重452.6±0.5g,尖端直径为1.14±0.2mm ·秒表·直尺,精度1mm·量筒·烧杯和搅拌棒·铲子3.检测程序3.1 样品准备·煅烧炉的样品必须放在耐高温的取样瓶中并确保样品密封。
·样品(除石膏浆外)须冷却至室温后进行检测。
3.2 刀凝·先将稠度仪的筒体内部和玻璃板擦净,并保持湿润,将筒体垂直放置与玻璃板上。
·称取100g的样品,在30秒内倒入盛有65毫升水的烧杯中,同时开始计时。
·静置30秒后,用玻璃棒搅拌60秒,排除气泡,得到均匀石膏浆。
·然后边搅拌边迅速注入稠度仪筒体内,并用刮刀刮去溢浆,使浆面与筒体上端面齐平,。
快速垂直地提起筒体。
·如果样品是石膏浆,则直接倒入稠度仪筒体内。
·在一定的时间间隔内,连续用切刀割深10mm、长度不小于50 mm的槽(每一次都应改变切割点),直到最新刻痕的长度和深度能够完全被保持住至少一分钟时,记录割最新刻痕的时间。
3.3 初凝·这个实验在刀凝完成以后进行。
·垂直放下(不要落下)初凝针到浆料表面,然后按一定的时间间隔重复这个操作,每一次都应改变接触点,每次接触后擦干净针尖。
纸面石膏板生产工艺技术-搅拌机

纸面石膏板生产工艺技术-搅拌机
搅拌机
搅拌机(混合机)是石膏板生产过程中的关键设备之一。
搅拌机的主要功能是把熟石膏粉、各种石膏板添加剂和水进行搅拌成一种有一定流动性的石膏浆体,所有的添加料连续不停的
注入到搅拌机里面,搅拌机的出后连续不停的喷出石膏浆体。
搅拌机一般有两种形式的搅拌机,一种是针式搅拌机,一种式刮板式搅拌机。
搅拌机的构造请见下图。
一、针式搅拌机
针式搅拌机
针式搅拌机结构图
二、刮板式搅拌机
刮板式搅拌机
刮板式搅拌机示意图
三、搅拌机的维护
1.搅拌机容易磨损,因此需要建立维护计划,易损件需要建立备件库存,易损件要定期检查和更换
2.搅拌机内部容易产生石膏硬块,硬块出来后会造成断纸停机,因此搅拌机内部的间隙要定期检查,如果间隙大于标准要求,要及时进行调整让其达到标准
3.搅拌机在维修和检查前要确认电源是否已经断开,并已经上锁。
还需要进行验证,验证确认后才可以进行检查和维修。
4.搅拌机在维护过程中务必小心伤手事故,因此尽可能的在转动搅拌机时是单人进行检查和维护。
四、搅拌机使用的注意事项
1.搅拌机容易被石膏堵了。
搅拌机堵了将会产生大量的清洁时间和人力成本在上面,造成停机时间长。
2.搅拌机内部不允许有金属物资进入。
搅拌机是高速运行的设备,一旦金属进入会损坏搅拌机,而且必须马上停机进行清理。
3.搅拌机的搅拌轴上的轴承要及时进行润滑。
这里的轴承一旦坏了也将要造成长时间停机进行更换。
4.搅拌机的转速对石膏浆的性能有很大的影响,因此予以关注。
一般搅拌机有变频进行控制模式。
纸面石膏板生产工艺技术-石膏板生产降低水用量

可作为缓凝剂或促凝剂, 或者中性的
聚羧酸共聚物
多功能作用
大多数减水剂在制作石膏板的石膏浆 中有一些多功能的作用。
根据官能团的不同,许多起到缓凝剂的 作用(乙烯基丙烯酸既可以用作促进剂, 也可以用作缓凝剂,也可以不用作缓凝 剂)
板边空芯 料位难控制 石膏板过烧
可能的解决方法: 降低制程变异 搅拌机的输入
维持进入搅拌机 的压力
改变料位控制
确保稳定的泡泡 输入
搅拌机的设计
减水剂
木质素磺酸盐(钙和铵) 萘磺酸盐(甲醛缩合物) 三聚氰胺磺酸盐(甲醛缩合物) 聚羧酸盐
备注:不同的供应商所供的减水剂效果都 有比较大的差别,现在还有带缓凝效果 的减水剂等。关键是要经过测试找到适 合自己工厂的减水剂
木质磺酸盐
主要类型: 钠、钙、镁和NH4
通过电离作用分散。把负 电荷转移到固体粒子上, 引起相互排斥。
也能降低水溶液的表面张
力
也用作螯合剂
(捕获金属离子)
作为一个化学家族,通常 起延缓作用
萘磺酸盐
甲醛缩合物 在石膏和混凝土
工业中用作增塑 剂 作用机理与木质 素磺酸盐类似
许多减水剂也是螯合剂。这意味着可能 与泡泡有相互作用的特性。
石膏板水的用量
2020-02-18
水的用量
• 需要有准确的计算 • 了解水的成本 • 水用量降低的技术
准确计算水的用量
总进水量与总进石膏量 的比– 简单! 如果要确定真实的进料比?简单还是难? 过程的数据是否真实有效? 熟石膏送料
弹簧震动器(卸料器) 计量皮带称 其它的计量系统 水输送控制 人工控制还是机械控制? 泵的类型 测量系统