过程设备强度软件SW6使用培训课件 PPT
Solidworks培训PPT

图等。
工作区
用于显示和编辑模型的 区域。
草图绘制
01
02
03
04
直线
使用直线工具绘制直线,可以 通过输入坐标或选择两点来绘
制。
圆
使用圆工具绘制圆形,可以通 过输入半径或选择三点来绘制
。
弧
使用弧工具绘制弧形,可以通 过输入起始点和结束点来绘制
。
中心线
使用中心线工具绘制中心线, 用于辅助绘制其他几何图形。
培训反馈
学员满意度
大部分学员对SolidWorks培训 的课程设置、讲师水平、学习效 果等方面表示满意,认为培训内 容贴近实际需求,有助于提高他
们的技能水平。
知识掌握程度
通过培训,学员们普遍掌握了 SolidWorks的基本操作、建模 技巧、工程图绘制等方面的知识, 能够独立完成简单的机械设计任
务。
特征建模
拉伸
通过选择草图并输入拉伸距离 或选择拉伸方向来创建特征。
旋转
通过选择草图并输入旋转角度 或选择旋转轴来创建特征。
扫描
通过选择草图并定义扫描路径 来创建特征。
放样
通过选择多个草图并定义放样 路径来创建特征。
装配体设计
装配体文件
创建一个新的装配体文件,将其他零件添加 到装配体中。
爆炸视图
将装配体中的零件进行拆分,以展示装配体 的组成和结构。
检查网络连接
确保网络连接正常,以便 访问在线帮助和更新。
优化建议
定期更新软件
及时更新SolidWorks软件, 以获取最新的功能和修复 已知问题。
学习使用快捷键
掌握常用的SolidWorks快 捷键,提高工作效率。
《Solidworks培训》PPT课件

➢注解的标注 ➢注解的编辑更改
内容案例详见培训模型4.1/4.4、 《知识点》P9
5.出图技巧
简单零件图自动尺寸标注 装配图零件序号标注技巧 正确的出图习惯 内容案例详见培训模型4.5/4.1、
《知识点》P9-10
6.多配置的出图方法
确认零件/装配体的配置状态 定第一配置状态,出第一张图 复制第一张图,指向第二配置 添加或修改不同的尺寸部分 内容案例详见培训模型4.1、《知
识点》P10
7. BOM表的导出
单个BOM表的导出 工艺BOM表的导出 内容案例详见培训模型4.1、
《知识点》P10
8.打印设置
绘图仪、打印机设置 局部打印 内容案例详见培训模型4.8、
《知识点》P10
谢 谢!
3.零件的命名、赋值及相关更改
零件的命名、赋值及更改在Solidworks Explorer 中进行: 启动Solidworks Explorer:工具- Solidworks Explorer Explorer中的命名及更改能保证零件、装配 体、工程图之间始终保持关联 培训知识点详见《知识点》P3 案例详见培训模型2.3
2.零件图/装配图的出法
内容案例详见培训模型4.1、 《知识点》P8
1.出工程图的基本步骤
内容案例详见培训模型 4.1、《知识点》P8
3.非标准视图的出法
剖面视图 局部视图 局部剖视图 辅助视图(向视图) 内容案例详见培训模型4.1/4.3、
《知识点》P9
4.尺寸、注解标注
尺寸标注
➢线性尺寸和尺寸链的标注 ➢其余尺寸标注:直径、半径、倒角、角度等 ➢尺寸添加和编辑 ➢块和特殊符号添加
SolidWorks培训
公司内部培训资料
《Solidworks培训》PPT课件

3.装配体中的零件操作
零件的信息显示 零件的旋转移动 零件的复制、随配合复制 零件的编辑、隐藏、压缩、配合、属性、外
观 新零件的产生、设计 使用子装配体 内容案例详见培训模型3.1、《知识点》P6-7
4.装配体中的关联设计
用于装配体中零件有尺寸关联的情况 在装配体中产生新零件 新零件的初始草图设计 新零件与原始零件间的关联尺寸设计 新零件保存 关联设计的注意事项 内容案例详见培训模型3.1、《知识点》
切除、圆角、倒角、阵列、镜 像等特征 为零件“避雷针”建立三维模 型
三.装配体
1. 装配体设计的基本步骤 2. 装配约束的应用及技巧 3配体的命名、赋值及相关更改 6. 干涉检查和质量计算 7. 装配体中配置的应用 8. 爆炸图的制作 9. 紧固件的装配方法
识点》P7
8.爆炸图的制作
爆炸图的应用 爆炸图的制作步骤 爆炸图的使用方法 内容案例详见培训模型3.1、
《知识点》P8
9.紧固件的装配方法
单个紧固件装配方法 紧固件装配体装配方法 沉头螺钉的装配方法 内容案例详见培训模型3.9
四.工程图
1. 出工程图的基本步骤 2. 零件图、装配图的出法 3. 非标准视图的出法 4. 尺寸、注解标注 5. 出图技巧 6. 多配置零件、装配体的出图方法 7. BOM表的导出 8. 打印设置
ToolBox的概念、应用 ToolBox的使用 内容案例详见《知识点》P5、
培训模型2.8
9.零件的输入输出
Solidworks可以进行各种三维、二 维格式文件的输入输出
在三维实体中插入DXF或DWG文件 内容案例详见《知识点》P5、培训
模型2.9
10.零件作业
选作: 建立一个零件,同时具有拉伸、
SW6-2011过程设备强度计算软件用户手册
SW6-2011过程设备强度计算软件用户手册热心网友整理目录一、概述 (1)二、运行环境、安装及启动 (4)三、材料性能及其数据库 (10)四、四个基本受压元件 (16)五、卧式容器 (42)六、立式容器 (48)七、固定管板换热器 (54)八、浮头式及填料函式换热器 (80)九、U形管式换热器 (84)十、高压设备 (88)十一、塔设备 (96)十二、球形储罐 (107)十三、非圆形容器 (113)十四、零部件 (120)十五、非对称双鞍座及多鞍座卧式容器 (148)附录A SW6-2011安装说明 (161)附录B SW6-2011常见问题说明 (169)一、概述1.1 前言20世纪80年代,全国化工设备设计技术中心站(以下简称“中心站”)组织部分高等院校教师及工程技术人员开发,并在1985年正式推出了能在SHARP PC1500计算机上使用的国内第一套较为系统的承压容器常规设计计算程序。
该程序由于计算内容丰富、计算结果正确快捷等优势,很快得到了行业认可。
随着计算机硬件设备及应用技术的不断更新,20世纪90年代初,中心站发行的“IBM-PC 兼容机压力容器设计计算软件包”(简称为“SW2”),其在开发之处就注意了界面的用户友好性,发行前又通过了全国压力容器标准化技术委员会、化学工业部的审查、鉴定,获得了相应的审批号,成为行业中正式推荐使用的计算机应用程序。
该程序经过多次升级换版,分别增加了新版标准、规范的设计计算内容,以及能分别生成中、英文“设计计算书”的功能,适应了改革开放、与国际接轨、合作设计的时代潮流,成为行业中应用最广、拥有用户最多的软件。
该技术成果因此多次得到国家有关部委的奖励。
随着GB150、GB151等一系列与承压容器、化工设备设计计算相关的国家标准、行业标准全面更新和颁布,以及计算机技术的不断发展和软件应用平台的转变,在1998年10月下旬中心站推出了以windows为操作平台的“过程设备强度计算软件包”(简称为“SW6-1998”)。
sw6-用户手册
新版的GB150和GB151在材料、外压锥壳计算、高压静密封、U形管换热器管板等方面 都作了较大的修改。SW6-1998当然对这部分计算内容进行了必要的修改以同国标相一致。同 时,考虑到在工程上设计人员有时需对国标GB150和GB151 中未列入的压力元件进行设计 计 算,SW6-1998在保留原SW6中有关HGJ16-89的内容外,又增加了一些零部件的计算内容, 如无垫片密封焊、非圆形法兰、卡箍、内压弯头、三通和Y形管的计算等。在SW6-1998中, 单独有一个另部件计算程序对那些不常使用的另部件进行设计计算。SW6-1998同SW6相比 , 另一个较大的改进在于使用方法上。SW6-1998的使用和数据存放都是以一个设备为基础。在 SW6-1998中,包含了10个设备计算程序(见1.4节)。每一个设备计算程序既可以进行设备的整 体计算,也可以进行该设备中某一个零部件的单独计算。这使得有经验的设计人员在应用本 软件时可以有较大的自由度,又能很方便地进行多种方案的比较。可以说,SW6-1998的这一 结构具有相当的灵活性,兼顾了一般和资深设计人员的要求。另外,象原SW6一样,SW61998并不限制用户必须使用GB150所提供的材料。如果设计人员选用GB150的材料,则SW61998提供材料各种性能数据库,即这些数据将不要求用户自己输入。用户还可以通过两种方 法 来 使 用 GB150以 外 的 其 它 任 何 材 料 。 一 种 方 法 是 用 户 可 自 行 建 立 材 料 性 能 数 据 库 (SW61998提供了一个操作极其方便的用户材料数据库管理程序),那么程序在运行时将象GB150的 材料一样处理。第二种方法是用户可在数据输入时将所有计算所需要的材料性能数据都通过 键盘输入。
SW6精华讲义讲解
pT Di e 0.9 s 水 压 试 验 T 2 e 0.8 s 气 压 试 验
在标准GB150-1998中对外压容器的试验压力有如下的
规定:
液压试验: pT = 1.25 p 气压试验: pT = 1.15 p
带夹套的容器,当夹套内压力为正时,其内筒即为外压容器
进行承压设备设计需要达到的目的: 1)保证足够的安全性 2)满足设备所需要的运行性能 3)降低设备的造价 强度或刚度设计方法的主要步骤: 1)得到结构中的应力分布状态 2)确定合适的强度或刚度条件并进行校核
工程规范中一些计算方法的说明
椭圆封头的设计计算公式:
KpDi t 2 0.5 p 适用范围 1 Di 2.6 2h
按照JB/T 4734-2002 (p.17) 和JB/T 4755-2006 (p.20) 的规定 和说明,SW6所给出的铝和铝合金、铜和铜合金的许用应力 均为退火状态的值 ( 6A02为T4焊状态下的值 )
用户材料数据库的建立
当一种材料需要两种以上的强度数据时,应将同一材料名 对应的每一种强度数据当作为一种独立材料名对应的数据
按两个新颁布的材料标准《JB/T4755-2006 铜制压力容器》 和《JB/T4756-2006 镍及镍合金制压力容器》,扩充了材料数据 库。 增加了塔器程序的计算功能: 1) 允许对多腔塔进行设计计算; 2) 可以对由两段不同材料制成的裙座进行计算。
增加了按GB150-1998附录B进行超压泄放装置的校核计算内容。
3.3MPa 150℃ 16MnR 0mm 300 12 1200 2000 12
总体薄膜应力强度: SI = 177.87
sw6过程设备强度计算书
mg 4
44.7769
L 3 hi
F 1 mg 173411 2
F 1 mg 112682 2
F maxF,F 173411
工作时
筒体弯矩计算
圆筒中间处截 面上的弯矩
M1
F L 4
1
2
Ra2 1
hi2 4hi
/ L2
4A L
=
8.83621e+07
3L
压力试验
MT1
F L 4
1
2
Ra2 1
hi2 4hi
/ L2
4A L
=
5.74174e+07
3L
操作工况:
支座处横 截面弯矩
M2
FA1
1
A L 1
Ra2 hi2
耐热层质量
m5 0
kg
总质量 单位长度载荷
支座反力
工作时, m m1 2 m2 m3 m4 m5 35346.7
压力试验时, m m1 2 m2 m3 m4 m5 22968.1
mg 68.9091 q 4
L 3 hi
q
封头名义厚度 hn
封头厚度附加量 Ch
两封头切线间距离 L 鞍座垫板名义厚度 rn
中航一集团航空动力控制系统研究所 简图
MPa ℃
MPa MPa MPa
147 1830 1000 2200 10 2 1 10 2 4299.7 10
MPa kg/m3 kg/m3
过程设备强度软件SW6使用培训课件
SW6操作探讨和交流 螺栓垫片结构参数
1、低压无毒介质选用平面密封形式;有中
度危害介质、中低压容器和中高压容器法 兰密封面选用突面或凹凸面密封面形式; 极度危害高度、中高压容器和中度危害介 质、超高压容器选用榫槽面密封面形式。 2、垫片的材料选用根据介质和压力而定。 缠绕垫片选用的碳钢或不锈钢内外环、填 充物为石棉橡胶。
1)标准椭圆形封头标准GB/T
25198和JB/T4746的范围均为: 159mm≤DN≤6000mm,如封头超 过此范围需要跟业主和封头制造 厂商定相应的制造检验尺寸。
2)腐蚀裕量=封头减薄率+ 腐蚀裕量; 159mm≤DN≤6000mm, 6mm≤δn≤60mm的标准椭圆形封头的减薄 率参照GB/T25198 -2010附录表J.1或JB/T4746-2002 附录表A.1,如超出此范围 需要和封头制造厂商定。
a)当圆筒内径Di≤1500mm时,开孔直径dop ≤ 0.5 Di ,且dop ≤520mm;
当圆筒内径Di>1500mm时,开孔直径dop ≤ Di/3 ,且dop ≤1000mm; b) 凸形封头或球壳封头最大开孔直径dop ≤ 0.5 Di ;
c)锥形封头最大开孔直径dop ≤ Di /3; Di为开孔处的锥体内直径;
SW6操作探讨和交流
1.3.3.5 锥形封头的输入
锥形封头的半顶角不大于600;半顶角≤ 300时,大小端都允许没有折 边; 300 ≤半顶角≤ 450时,大端应有折边,小端可以没折边;450 ≤半顶
角≤ 600时,大小端都应有折边; 600 ≤半顶角,按平盖设计。大端折边
过渡半径不小于大端内径的10%,且不小于3倍的封头厚度;小端折边过 渡半径不小于小端内径的5%,且不小于3倍的封头厚度 。
SW6压力计算.pptx
计算压力:指在相应设计温度下,用以确定元件 厚度的压力,其中包括液柱静压力。 当元件所承受的液柱静压力小于5% 设计压力时,可忽略不计。
试验压力:指在压力试验时,容器顶部的压力
2.温度
设计温度:指容器在正常工作情况下,设定的元 件的温度(沿元件金属截面的温度平 均值)。设计温度和设计压力一起 作为设计载荷条件。
表7-1;螺栓材料的许 用应力选取的依据可按表7-2
表7-1
材料 碳素钢、低合金钢
许用应力 取下列各值中的最小值,MPa
σ σ σt σt σt
b
s
s
b
n
3.0 1.6 1.6 1.5 1.0
高合金钢
σ σ σ
b
s 0.2
σt σt 1) s 0.2
—钢材在设计温度下经10万小时断裂的持久强度
D
的平均值
σt n
—钢材在设计温度下经10万小时蠕变率为1%的 蠕变限
在设计中,如需计入复层材料的强度时, 其设计温度下的许用应力按下式确定:
σt
σ1tδ1 σt2δ2
δ 1
δ2
σt ——设计温度下符合钢板的许用应力,MPa
σ1t ——设计温度下基层钢板的许用应力,MPa σt ——设计温度下复层材料的许用应力,MPa
下面我们谈谈这些类型的钢材在压力容器中使用 过程中的一些规定。
1.钢板 碳素沸腾钢,和碳素镇静钢适用范围
钢材名称 使用压力 MPa 使用温度℃ 使用厚度 mm
不得使用场合
Q235-A·F
≤0.6
0~250
≤12 易燃介质,中、高或极度毒性
sw6过程设备强度计算书
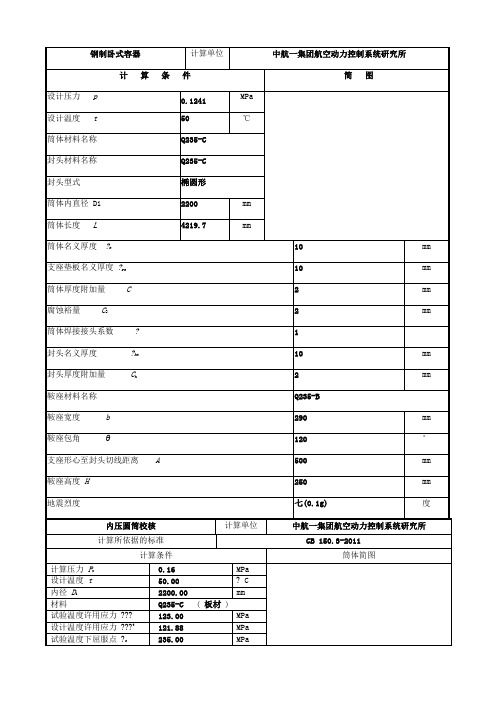
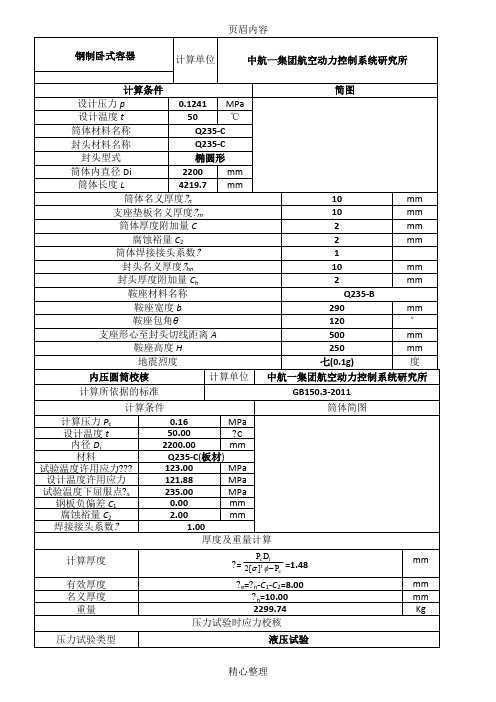
s w6过程设备强度计算书(总18页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除钢制卧式容器计算单位中航一集团航空动力控制系统研究所计算条件简图设计压力p0.1241MPa设计温度t50℃筒体材料名称Q235-C封头材料名称Q235-C封头型式椭圆形筒体内直径 Di2200mm筒体长度L4219.7mm筒体名义厚度δn10mm 支座垫板名义厚度δrn10mm 筒体厚度附加量C2mm 腐蚀裕量C22mm 筒体焊接接头系数Φ1封头名义厚度δhn10mm 封头厚度附加量 C h 2mm 鞍座材料名称Q235-B鞍座宽度 b290mm 鞍座包角θ120°支座形心至封头切线距离A500mm 鞍座高度H250mm 地震烈度七(0.1g)度计算所依据的标准GB 150.3-2011计算条件筒体简图计算压力 P c 0.16 MPa设计温度 t 50.00 ︒ C 内径 D i 2200.00mm 材料Q235-C ( 板材 ) 试验温度许用应力 [σ]123.00 MPa 设计温度许用应力 [σ]t121.88 MPa 试验温度下屈服点 σs 235.00 MPa 钢板负偏差 C 1 0.00 mm 腐蚀裕量 C 2 2.00 mm 焊接接头系数 φ1.00厚度及重量计算计算厚度 δ = P D P c it c 2[]σφ- = 1.48 mm 有效厚度 δe =δn - C 1- C 2= 8.00 mm 名义厚度 δn = 10.00 mm 重量 2299.74Kg压力试验时应力校核压力试验类型 液压试验试验压力值 P T = 1.25P [][]σσt = 0.2045 (或由用户输入)MPa 压力试验允许通过 的应力水平 [σ]T [σ]T ≤ 0.90 σs = 211.50MPa试验压力下 圆筒的应力 σT = p D T i e e .().+δδφ2 = 28.22 MPa校核条件 σT ≤ [σ]T 校核结果合格压力及应力计算最大允许工作压力 [P w ]= 2δσφδe t i e []()D += 0.88315MPa 设计温度下计算应力 σt= P D c i e e()+δδ2= 22.58 MPa [σ]tφ121.88 MPa校核条件 [σ]tφ ≥σt结论合格计算所依据的标准GB 150.3-2011计算条件椭圆封头简图计算压力P c 0.16MPa设计温度 t 50.00︒ C内径D i 2200.00mm曲面深度h i 550.00mm材料 Q235-C (板材)设计温度许用应力[σ]t 121.88MPa试验温度许用应力[σ] 123.00MPa钢板负偏差C1 0.00mm腐蚀裕量C2 2.00mm焊接接头系数φ 1.00压力试验时应力校核压力试验类型液压试验试验压力值P T = 1.25P ct][][σσ= 0.2045 (或由用户输入)MPa压力试验允许通过的应力[σ]t[σ]T≤ 0.90 σs = 211.50MPa试验压力下封头的应力σT =φδδ.2)5.0.(eeiTKDp+= 28.17MPa校核条件σT≤[σ]T校核结果合格厚度及重量计算形状系数 K =⎥⎥⎦⎤⎢⎢⎣⎡⎪⎪⎭⎫⎝⎛+2ii2261hD = 1.0000计算厚度δh =KP DPc itc205[].σφ- = 1.48mm有效厚度δeh =δnh - C1- C2= 8.00mm 最小厚度δmin = 3.30mm右封头计算计算单位中航一集团航空动力控制系统研究所计算所依据的标准GB 150.3-2011计算条件椭圆封头简图计算压力P c 0.16MPa设计温度 t 50.00︒ C内径D i 2200.00mm曲面深度h i 550.00mm材料 Q235-C (板材)设计温度许用应力[σ]t 121.88MPa试验温度许用应力[σ] 123.00MPa钢板负偏差C1 0.00mm腐蚀裕量C2 2.00mm焊接接头系数φ 1.00压力试验时应力校核压力试验类型液压试验试验压力值P T = 1.25P ct][][σσ= 0.2045 (或由用户输入)MPa压力试验允许通过的应力[σ]t[σ]T≤ 0.90 σs = 211.50MPa试验压力下封头的应力σT =φδδ.2)5.0.(eeiTKDp+= 28.17MPa校核条件σT≤[σ]T校核结果合格厚度及重量计算形状系数 K =⎥⎥⎦⎤⎢⎢⎣⎡⎪⎪⎭⎫⎝⎛+2ii2261hD = 1.0000计算厚度δh =KP DPc itc205[].σφ- = 1.48mm有效厚度δeh =δnh - C1- C2= 8.00mm 最小厚度δmin = 3.30mm卧式容器(双鞍座)计算单位中航一集团航空动力控制系统研究所计算条件简图计算压力p C0.1241MPa设计温度t50℃圆筒材料Q235-C鞍座材料Q235-B圆筒材料常温许用应力 [σ]123MPa圆筒材料设计温度下许用应力[σ]t121.875MPa圆筒材料常温屈服点σ235MPa鞍座材料许用应力 [σ]sa147MPa 工作时物料密度Oγ1830kg/m3液压试验介质密度γT1000kg/m3圆筒内直径D i2200mm 圆筒名义厚度δn10mm 圆筒厚度附加量C2mm 圆筒焊接接头系数φ1δ10mm 封头名义厚度hn封头厚度附加量 C h2mm 两封头切线间距离L4299.7mm 鞍座垫板名义厚度δrn10mm 鞍座垫板有效厚度δre10mm 鞍座轴向宽度 b290mm 鞍座包角θ120°鞍座底板中心至封头切线距离A500mm 封头曲面高度h i550mm 试验压力p T0.2045MPa。
sw6过程设备强度计算书
圆筒中心至基础表面距离 1360
mm
轴向力
27745.7
N
, -5.28104
MPa
,
MPa
|sa|<1.2[bt]=176.4合格
地脚螺栓应力
拉应力
43.5785
MPa
bt<1.2[bt]=176.4MPa合格
剪应力
MPa
bt<0.8Ko[bt]=117.6MPa合格
计算厚度
= =1.48
mm
有效厚度
e=n-C1-C2=8.00
mm
名义厚度
n=10.00
mm
重量
2299.74
Kg
压力试验时应力校核
压力试验类型
液压试验
试验压力值
PT=1.25P =0.2045(或由用户输入)
MPa
压力试验允许通过
的应力水平T
T0.90s=211.50
MPa
试验压力下
圆筒的应力
T= =28.22
min=3.30
mm
名义厚度
nh=10.00
mm
结论
满足最小厚度要求
重量
424.20
Kg
压力计算
最大允许工作压力
[Pw]= =0.88476
MPa
结论
合格
右封头计算
计算单位
中航一集团航空动力控制系统研究所
计算所依据的标准
GB150.3-2011
计算条件
椭圆封头简图
计算压力Pc
0.16
MPa
设计温度t
68.12
mm
接管连接型式
插入式接管
SW6精华讲义
关于法兰选用和设计计算
标准容器法兰的最大允许工作压力应按 JB/T 4700 的表6和表7确定
标准容器法兰的公称压力是以板材16MnR在常温下的 强度为依据而制定
标准容器法兰选用举例: 法兰材料:锻件20钢; 设计温度:250 如选用压力等级为 0.25 MPa 的甲型平焊法兰,则该 法兰的最大许用工作压力为 0.17 MPa
平盖的补强计算 1)平盖上开孔可用两种方法进行计算:整体补强法和等
面积法; 2)标准法兰盖上开孔后,需进行法兰盖厚度校核和开孔
补强计算
关于不需另行补强的开孔 凡不符合GB150-1998 中8.3节条件的都需考虑补强及进
行补强计算(特别需注意表8-1的条件)
外压壳体上的大开孔补强尚没有标准所提供的常规计算 方法
设计压力 设计温度 材料 腐蚀裕量 椭圆封头内表面高度[短半轴]b 椭圆封头厚度 t1 筒体内直径[长轴]d 筒体高度 h 筒体厚度 t
总体薄膜应力强度: SI = 177.87
3.3MPa 150℃ 16MnR 0mm 300 12 1200 2000 12
碟形封头的设计计算公式:
有力矩理论的分析结果表明:最大应力在折边区
在假定接管厚度与壳体厚度相等的条件下,要使得压力面积 法的有效补强范围大于等面积法的有效补强范围的条件是:
d
2
Di
0.25
Di
1
0.25
d
Di
d Di
Di
0.1 0.002
0.2 0.008
0.3
0.4
0.017 0.045
一般性结论: 1)在小直径接管的情况下( d 0.25),等面积法的有效
sw6-1998过程设备强度计算软件包用户手册.
SW6-1998过程设备强度计算软件包用户手册全国化工设备设计技术中心站2003.01.SW6-1998过程设备强度计算软件包用户手册全国化工设备设计技术中心站2003.01.目录一、概述 (1)二、运行环境、安装及启动 (4)三、材料性能及其数据库 (8)四、四个基本受压元件计算 (15)五、卧式容器 (32)六、立式容器设计 (36)七、固定管板换热器 (46)八、浮头式及填料函式换热器 (52)九、U形管式换热器 (56)十、高压设备 (57)十一、塔设备 (63)十二、球形储罐 (70)十三、非圆形容器 (75)十四、零部件计算 (80)附录A SW6-1998的安装 (92)一、概述1.1前言多年以来,SW6作为一个工程设计计算软件在化工设备设计领域为广大工程师提供了巨大的帮助,已成为设备设计人员进行设备设计、方案比较、在役设备强度评定等工作所不可缺少的重要工具。
随着国标GB150、GB151及其其它相关标准的更新改版,SW6的计算内容也必须进行更新。
另外,近些年来计算机的软、硬件技术已取得了很大的进展,基于DOS系统的SW6在用户界面上已显得陈旧,因此,也有必要在这方面对其进行改进。
这次新推出的过程设备计算软件包SW6-98即是在最新改版的国标基础上,对计算内容和用户界面都作了较大的更新和修改。
在内容上,本软件包增强了设备计算的功能,并增加了一些HGJ18-89(即将颁布的HG20582-1998)中的压力元件计算内容。
SW6-98对SW6的更直观的改进在于用户界面,SW6-98的运行环境为Windows系统。
象众多的Windows应用软件一样,SW6-98将使用户感受到直观、方便、灵活的特性。
新版的GB150和GB151在材料、外压锥壳计算、高压静密封、U形管换热器管板等方面都作了较大的修改。
SW6-98当然对这部分计算内容进行了必要的修改以同国标相一致。
同时,考虑到在工程上设计人员有时需对国标GB150和GB151中未列入的压力元件进行设计计算,SW6-98在保留原SW6中有关HGJ16-89的内容外,又增加了一些零部件的计算内容,如无垫片密封焊、非圆形法兰、卡箍、内压弯头、三通和Y形管的计算等。
《Solidworks培训》ppt课件

3.装配体中的零件操作
零件的信息显示 零件的旋转挪动 零件的复制、随配合复制 零件的编辑、隐藏、压缩、配合、属性、
外观 新零件的产生、设计 使用子装配体 内容案例详见培训模型3.1、?知识点?P6-7
4.装配体中的关联设计
用于装配体中零件有尺寸关联的情况 在装配体中产生新零件 新零件的初始草图设计 新零件与原始零件间的关联尺寸设计 新零件保存 关联设计的本卷须知 内容案例详见培训模型3.1、?知识点?P7
3.零件的命名、赋值及相关更改
零件的命名、赋值及更改在Solidworks Explorer 中进展: 启动Solidworks Explorer:工具- Solidworks Explorer Explorer中的命名及更改能保证零件、装配 体、工程图之间始终保持关联 培训知识点详见?知识点?P3 案例详见培训模型2.3
加参数化配置 案例详见培训模型2.5
6.特殊零件的设计
对称零件的设计 特征插入零件的设计 弹簧的设计 内容案例详见?知识点?P4、培
训模型2.6
7.特征库的设计使用
特征库概念、应用 库特征的创立、添加 库特征的使用 特征库一样可以编辑 内容案例详见?知识点?P4-5、
培训模型2.7
8.ToolBox的使用
4.零件模型的更改
在FeatureManager设计树中进展更改 零件设计树的回退 零件特征的更改 零件草图的更改 通过注解-特征尺寸直接更改 其它介绍:压缩特征、隐藏特征、退回特征、
放大所选范围、正视于、外观渲染 操作的撤销 案例详见培训模型2.4
5.参数化零件的设计
参数化零件的概念介绍 参数化零件的设计方法:详见?知识点?P3 参数化零件的命名赋值 参数化零件的编辑更改:增加零件特征、增
sw6过程设备强度计算书

钢制卧式容器计算单位中航一集团航空动力控制系统研究所计算条件简图设计压力p0.1241 MPa设计温度t50 ℃筒体材料名称Q235-C封头材料名称Q235-C封头型式椭圆形筒体直径Di 2200 mm筒体长度L 4219.7 mm筒体名义厚度δn 10mm 支座垫板名义厚度δrn10mm 筒体厚度附加量C2mm 腐蚀裕量C2 2 mm 筒体焊接接头系数Φ1封头名义厚度δhn10mm 封头厚度附加量C h 2mm 鞍座材料名称Q235-B鞍座宽度b290mm 鞍座包角θ120°支座形心至封头切线距离A500mm 鞍座高度H 250mm 地震烈度七(0.1g)度计算所依据的标准GB 150.3-2011计算条件筒体简图计算压力 P c 0.16 MPa设计温度 t 50.00 ︒ C 径 D i 2200.00mm 材料Q235-C ( 板材 ) 试验温度许用应力 [σ]123.00 MPa 设计温度许用应力 [σ]t121.88 MPa 试验温度下屈服点 σs 235.00 MPa 钢板负偏差 C 1 0.00 mm 腐蚀裕量 C 2 2.00 mm焊接接头系数 φ1.00厚度及重量计算计算厚度 δ = P D P c it c 2[]σφ- = 1.48mm 有效厚度 δe =δn - C 1- C 2= 8.00 mm 名义厚度 δn = 10.00 mm 重量2299.74Kg压力试验时应力校核压力试验类型 液压试验试验压力值 P T = 1.25P [][]σσt= 0.2045 (或由用户输入) MPa 压力试验允许通过 的应力水平 [σ]T [σ]T ≤ 0.90 σs = 211.50MPa试验压力下 圆筒的应力 σT = p D T i e e .().+δδφ2 = 28.22MPa 校核条件 σT ≤ [σ]T 校核结果合格压力及应力计算最大允许工作压力 [P w ]= 2δσφδe t i e []()D += 0.88315MPa 设计温度下计算应力 σt= P D c i e e()+δδ2= 22.58 MPa [σ]tφ 121.88 MPa校核条件 [σ]tφ ≥σt结论 合格计算所依据的标准 GB 150.3-2011计算条件 椭圆封头简图计算压力 P c 0.16 MPa 设计温度 t 50.00 ︒ C 径 D i 2200.00 mm 曲面深度 h i 550.00 mm 材料 Q235-C (板材)设计温度许用应力 [σ]t121.88 MPa 试验温度许用应力 [σ]123.00 MPa 钢板负偏差 C 1 0.00 mm腐蚀裕量 C 2 2.00 mm焊接接头系数 φ1.00 压力试验时应力校核 压力试验类型 液压试验试验压力值P T = 1.25P c t ][][σσ= 0.2045 (或由用户输入)MPa 压力试验允许通过的应力[σ]t [σ]T ≤ 0.90 σs = 211.50MPa 试验压力下封头的应力 σT = φδδ.2)5.0.(e e i T KD p += 28.17MPa校核条件 σT ≤ [σ]T 校核结果合格厚度及重量计算形状系数 K = ⎥⎥⎦⎤⎢⎢⎣⎡⎪⎪⎭⎫ ⎝⎛+2i i 2261h D = 1.0000 计算厚度 δh = KP D P c it c 205[].σφ- = 1.48mm 有效厚度 δeh =δnh - C 1- C 2= 8.00 mm 最小厚度 δmin = 3.30 mm 名义厚度 δnh = 10.00mm 结论 满足最小厚度要求 重量424.20Kg压 力 计 算最大允许工作压力 [P w ]= 205[].σφδδt ei e KD += 0.88476MPa结论 合格计算所依据的标准 GB 150.3-2011计算条件 椭圆封头简图计算压力 P c 0.16 MPa 设计温度 t 50.00 ︒ C 径 D i 2200.00 mm 曲面深度 h i 550.00 mm 材料 Q235-C (板材)设计温度许用应力 [σ]t121.88 MPa 试验温度许用应力 [σ]123.00 MPa 钢板负偏差 C 1 0.00 mm腐蚀裕量 C 2 2.00 mm焊接接头系数 φ1.00 压力试验时应力校核 压力试验类型 液压试验试验压力值P T = 1.25P c t ][][σσ= 0.2045 (或由用户输入)MPa 压力试验允许通过的应力[σ]t [σ]T ≤ 0.90 σs = 211.50MPa 试验压力下封头的应力 σT = φδδ.2)5.0.(e e i T KD p += 28.17MPa校核条件 σT ≤ [σ]T 校核结果合格厚度及重量计算形状系数 K = ⎥⎥⎦⎤⎢⎢⎣⎡⎪⎪⎭⎫ ⎝⎛+2i i 2261h D = 1.0000 计算厚度 δh = KP D P c it c 205[].σφ- = 1.48mm 有效厚度 δeh =δnh - C 1- C 2= 8.00 mm 最小厚度 δmin = 3.30 mm 名义厚度 δnh = 10.00mm 结论 满足最小厚度要求 重量424.20Kg压 力 计 算最大允许工作压力 [P w ]= 205[].σφδδt ei e KD += 0.88476MPa结论 合格卧式容器(双鞍座)计算单位中航一集团航空动力控制系统研究所计算条件简图计算压力p C0.1241 MPa设计温度t50 ℃圆筒材料Q235-C鞍座材料Q235-B圆筒材料常温许用应力[σ] 123 MPa圆筒材料设计温度下许用应力[σ]t 121.875 MPa圆筒材料常温屈服点σ235 MPa鞍座材料许用应力[σ]sa147 MPa工作时物料密度Oγ1830 kg/m3液压试验介质密度γT1000 kg/m3 圆筒直径D i2200 mm 圆筒名义厚度δn10 mm 圆筒厚度附加量C 2 mm 圆筒焊接接头系数φ 1δ10 mm 封头名义厚度hn封头厚度附加量C h 2 mm 两封头切线间距离L4299.7 mm 鞍座垫板名义厚度δrn10 mm 鞍座垫板有效厚度δre10 mm 鞍座轴向宽度b290 mm 鞍座包角θ120 °鞍座底板中心至封头切线距离A500 mm 封头曲面高度h i550 mm 试验压力p T0.2045 MPa 鞍座高度H250 mm 腹板与筋板组合截面积A sa37092 mm2腹板与筋板组合截面断面系数Z r 1.16752e+07 mm3地震烈度7(0.1g)圆筒平均半径Ra 1105 mm 物料充装系数φ0.9o一个鞍座上地脚螺栓个数 2地脚螺栓公称直径24 mm 地脚螺栓根径20 mm 鞍座轴线两侧的螺栓间距1380 mm 地脚螺栓材料Q235-A。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.3.4.2标准法兰螺栓与垫片结构参数表 1、如采用非金属垫片和金属 包裹垫时,垫片与密封面接触 的内外径为垫片的内外径,如 选用缠绕垫时,垫片与密封面 接触的内外径是充填物部分的 内外径,即内环的外直径和 外环的内直径;查JB/T4704、 JB/T4705和JB/T4706。 2、垫片的材料根据介质选择,300mm≤DN≤3000mm的非金属垫和金属 包裹垫应分别按JB/T4704和JB/T4706选用, 300mm≤设备内径DN≤2000 mm的金属缠绕垫应按JB/T4705选用。
试验能满足就选用液压试验,如果容器结构没 法进行液压试验时,焊缝系数必须有1.0。
1.3.2筒体数据输入 1) 液柱压力计算为:
液柱压力=0.01*ρ*H; ρ为介质与水的比重,H为液位高度;当液柱压 力小于设计压力的5%时,可以不考虑液柱压力。 2)壳体长度为实际的壳体长度,不含封头直边。 3)钢板负偏差不用指定为0; 4)材料根据项目具体情况 选用,尽量不选用在设计温 度区域材料使用变化较大的 材料。比如设计温度≥200℃ 尽量不选用Q245R和Q345R。
1.3.4 设备法兰的输入
1、因为软件只考虑承受流体 静柱压力及垫片的压紧力, 对于气包因风载等因素附加 弯矩和轴向拉伸载荷时,需 要设计者在对话框里输入。 2、如无特殊工况,选用 JB/T4700的法兰免予计算。
1.3.4.1标准法兰结构数据对话框
1、法兰材料根据介质和压力 选用,最好选用锻件。法兰 的材料应该与壳体有良好的 焊接性能,物理性能和化学 性能应与筒体材料相同或相 近。
• 1.1 编制依据
• 主要是以容规、GB150、JB/T4731-2005和HG/T20580以及HG/T20582
• 1.2 适用范围
• 内压为0.1~100MPa,或真空度为:-0.02~-0.1 MPa; • 筒体内径≥150mm; • 设计温度为-269℃~900℃
• 1.3 内压计算
• 1.3.1主体设计参数输入 如果为指定试验压力可以不输入;如果液压
1.3.3.4 蝶形封头的输入
蝶形封头的球面直径不大于封头内直径,一般情况下取0.9倍的封头 的内直径,过渡圆转角半径不小于封头内直径的10%,且不小于封头厚 度的三倍。当球面半径与过渡转角半径比值≤5.5时,其有效厚度不小于 封头内直径的0.15%,其他蝶形封头的有效厚度不小于封头内直径的 0.3%。当确定封头厚度已考虑因内压下弹性失稳问题时,可不受此限制。 (见GB150.3-2011的第5章第4节)
• 1.3.3.2半球形封头的输入
• 腐蚀裕量=封头减薄率+腐蚀裕量;封头的减薄率以前我们是按照名义厚 度的15%。
1.3.3.3 平盖的类型选择
平面法兰选12、突面法兰选 用13,凹凸面和榫槽面法兰选 用14。平盖上有法兰接管时, 同一截面上开孔之和的最大之 和就根据实际开口计算,只是 螺栓孔无需输入。
图1、非金属垫片简图
图2、金属包裹垫片简图
图3、金属缠绕垫片简图
1.3.4.3选用JB/T4700标准法兰注意事项: 1、当法兰、螺栓、垫片都是选用的JB/T4700~4707标准法兰时,可免计算。 JB/T4700适用的范围是0~6.4MPa,-70~450℃碳素钢和低合金钢钢制压力容 器法兰。JB/T4701工作温度为:-20~300℃,JB/T4702工作温度为:-20~ 350℃,JB/T4703的工作温度为:-70~450℃。有衬环的法兰的工作温度根 据具体情况而定。详见JB/T4700。 2、带颈法兰应采用热轧或锻件机加工而成,加工后的法兰的轴线须与原热 轧或锻件轴线平行。 3、采用钢板制造法兰,应符合下列要求: a)钢板应超声检测,无分层缺陷; b)应沿钢板轧制方向切割出板条,经弯制,并使钢板的表面成为环的侧面; c)圆环的对接接头应采用全焊透结构; d)圆环的对接接头经焊后热处理并100% RT-II合格或UT-I合格; 4、碳素钢或低合金钢钢制法兰有任何一情况必须正火热处理: a)法兰面断面厚度大于50mm(法兰环的厚度); b)锻制法兰; 5、所有焊制法兰必须焊后热处理 6、螺栓的公称直径应 不小于M12,M48以上的螺栓应细牙螺纹。螺柱的该也有点累了,稍作休息
大家有疑问的,可以询问和交流
螺栓垫片结构参数
1、低压无毒介质选用平面密封形式;有中 度危害介质、中低压容器和中高压容器法 兰密封面选用突面或凹凸面密封面形式; 极度危害高度、中高压容器和中度危害介 质、超高压容器选用榫槽面密封面形式。 2、垫片的材料选用根据介质和压力而定。 缠绕垫片选用的碳钢或不锈钢内外环、填 充物为石棉橡胶。
159mm≤DN≤6000mm,如封头超
过此范围需要跟业主和封头制造
厂商定相应的制造检验尺寸。 2)腐蚀裕量=封头减薄率+
腐蚀裕量; 159mm≤DN≤6000mm, 6mm≤δn≤60mm的标准椭圆形封头的减薄 率参照GB/T25198 -2010附录表J.1或JB/T4746-2002 附录表A.1,如超出此范围 需要和封头制造厂商定。
过程设备强度软件SW6使用培训课件
目录
• 第一部分 卧式设备的计算 • 第二部分 立式设备的计算
第一部分 SW6卧式设备的操作
• 1.1 软件编制依据 • 1.2 适用范围 • 1.3 内压计算 • 1.3.1 主体设计参数输入 • 1.3.2 筒体数据输入 • 1.3.3 封头数据输入 • 1.3.4 设备法兰数据输入 • 1.3.5 鞍座数据输入 • 1.3.6 接管开口补强输入 • 1.4 外压计算
1.3.3.5 锥形封头的输入
锥形封头的半顶角不大于600;半顶角≤ 300时,大小端都允许没有折 边; 300 ≤半顶角≤ 450时,大端应有折边,小端可以没折边;450 ≤半顶 角≤ 600时,大小端都应有折边; 600 ≤半顶角,按平盖设计。大端折边 过渡半径不小于大端内径的10%,且不小于3倍的封头厚度;小端折边过 渡半径不小于小端内径的5%,且不小于3倍的封头厚度 。
1.3.3 封头数据输入
中、低压压力容器的封头形式宜优先使用标准椭圆形封头,必要时可以选用
碟形封头、锥形封头或半球形封头,标准封头可按《压力容器封头GB/T25198-
2010和《钢制压力容器用封头》 JB/T4746-2002 。
1.3.3.1椭圆形封头的输入
1)标准椭圆形封头标准GB/T
25198和JB/T4746的范围均为: