QA出货检验报告-
QA出货检验报告参考模板
返工结果:■无不良
□出现不良: 不良现象: 不良数量 合计:2PCS 返工人员:2人
生产组长:日期:
OQC二次验收结果:
■合格 □不合格(再次返工) □让步接受(客户有特殊要求执行)
检验员:审核:QR-048-A/0
客户
型号
订单号
批次/批量
1900PCS
版本
ML-L03-V003
送检人/日期
2
388068030486465
漏贴听筒网
●
3
388068030434533
外观良好、听筒良好,振动正常
4
388068036795689
版本正确、拍照正常、摄像正常
5
388068030970258
外观良好、通话正常、MP3良好
6
38806803076625
外观良好、触摸良好、麦克听筒正常
7
388068030557756
□正常抽样 MAJ=0.65 AC:0 RE:0 ■抽样数: 200PCS MIN=1.5 AC:0 RE:1
检验情况记录和描述
检验
结果
抽检数/不良数
不良率
CRI
MAJ
MIN
判定
结果
■批 合格
□批 不合格
200PCS\2PCS
1%
0
1PCS
1PCS
序号
抽检手机IMEI号
检验情况概略描述
不良等级判定
备注
听筒正常、喇叭良好、LCD正常
8
388068030456786
外观良好、拍照花屏
●
9
388068030454883
外观良好、拍照正常、振动正常
出货检验报告三篇

01与机壳及相关配件配合是否良好,配合缝隙是否符合标准。
跌落测试
01按跌落测试规范或客户要求测试。
合计
QA判定
□合格 □特采 □返工 □不合格
检验员/日期:
备 注
审 核
核 准
篇三:Outgoing Quality Control Report
Inspection Date:
Customer Name
箱体内部无锡渣,螺丝,线头等杂物
锁模组,电源,风扇等螺丝无松动,无漏打现象;接线端子螺丝无松动
警告,接地标识粘贴正确,无漏贴
箱体门在锁上后闭合紧密,无变形
箱体丝印图案字体正确,无丝印不良
拼装
检验
箱体连接片,锁扣使用功能正常
箱体内外,左右,上下电源线网连线正常,无过紧,无连接松动现象
箱体拼装间隙≤像素间距的10%
2
Inner Box
2.1 Damage/ Dirt
Visual Inspection
Visual Inspection
2.2 Length* Width* Height
Check it up with BOM
Calipers
2.3 Content/stickiness/damage of the tags
Check it up with data
Visual Inspection
2.4 Package
Check it up with order
Visual Inspection
3
Ontology
3.1 color/appearance/cleanliness
Visual Inspection
Visual Inspection
出货检验报告模版
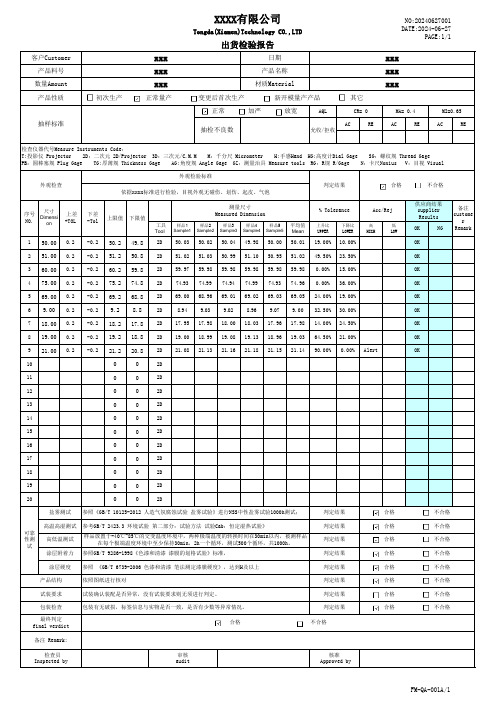
NO:20240627001DATE:2024-06-27PAGE:1/1AQLACREACREACRE工具Tool样品1Sample1样品2Sample2样品3Sample3样品4Sample4样品5Sample5平均值Mean上升比UPPER下降比LOWER高HIGH低LOWOK NG150.000.2-0.250.249.82D 50.0350.0250.0449.9850.0050.0119.00%10.00% OK 251.000.2-0.251.250.82D 51.0251.0350.9951.1050.9551.0249.50%23.50% OK 360.000.2-0.260.259.82D 59.9759.9859.9859.9859.9859.980.00%15.00% OK 475.000.2-0.275.274.82D 74.9374.9974.9474.9974.9374.960.00%36.00% OK 569.000.2-0.269.268.82D 69.0068.9669.0169.0269.0369.0524.00%19.00% OK 69.000.2-0.29.28.82D 8.949.039.028.969.079.0032.50%30.00% OK 718.000.2-0.218.217.82D 17.9517.9818.0018.0317.9617.9814.00%24.50% OK 819.000.2-0.219.218.82D 19.0018.9919.0819.1318.9619.0364.50%21.00% OK 921.000.2-0.221.220.82D 21.0821.1321.1621.1821.1521.1490.00%0.00%Alert OK10002D 11002D 12002D 13002D 14002D 15002D 16002D 17002D 18002D 19002D 202D抽检不良数下差-Tol上限值下限值允收/拒收备注customer Remark抽样标准外观检查判定结果合格 不合格最终判定final verdict 合格 不合格备注 Remark: 检查员Inspected by审核audit 核准Approved by试装要求试装确认装配是否异常,没有试装要求则无须进行判定。
出货检验QA报告

GB2828-2003 Single/ Normal/ Level ⅡAQLITEM项目CRITICAL(关键)(QTY 数量) MAJOR(严重)(QTY 数量)MINOR(轻微)(QTY 数量)OTHERS (其他)Model 型号规格:PO QTY 订单数量:Driver 驱动型号电流:LENS 透镜:Model 型号规格:PO QTY 订单数量:Driver 驱动型号电流:LENS 透镜:Model 型号规格:PO QTY 订单数量:Driver 驱动型号电流:LENS 透镜:Model 型号规格:PO QTY 订单数量:Driver 驱动型号电流:LENS 透镜:Model 型号规格:PO QTY 订单数量:Driver 驱动型号电流:LENS 透镜:SHIP MARK& Silk SCREEN(箱唛&丝印):Checker/ date : Approver/date :Base Spec 灯头型号: Pins Length 插针长度:QA 检 验 报 告SALES(业务): INSPECTION DATE (检验日期): Delivery Date(发货日期)DETERMINANT(判定): ACCEPT (接收) Quantity 数量: REJECT (拒收) Quantity 数量:INPUT POWER/INPUT CURRENT 输入功率/输入电流Base Spec 灯头型号: Base Spec 灯头型号:DESCRIPTION OF DEFECT缺陷描述REMARKS 备注:QTY SUBMITTED :递交数量:SUBMISSION:递交次数PRODUCTION LOT (生产批) RMA LOT (退货)Order NO:指令单号: Pins Length 插针长度:CR=0 MA= 0.4 MI= 0.65 OTHERS (其他)QA INSPECTION REPORTINPUT POWER/INPUT CURRENT 输入功率/输入电流Base Spec 灯头型号: Pins Length 插针长度:Sampling Plan INPUT POWER/INPUT CURRENT 输入功率/输入电流INPUT POWER/INPUT CURRENT 输入功率/输入电流Pins Length 插针长度:Base Spec 灯头型号: Pins Length 插针长度:INPUT POWER/INPUT CURRENT 输入功率/输入电流1 2 3 4 5。
QA检验流程

4.1.5.1、如果判定合格,检验员在产品包装盒上贴“QA PASS”标签并在《产品入库报验单》上“OK”区打“√”并签名。若让步接收,检验员在产品包装盒上贴“QA PASS”标签并在《产品入库报验单》上“特采”区打“√”并签名。QA检验员将《产品入库报验单》和检验完毕的产品实物交报验人,报验人入库。
4.1.2、QA检验员对报验产品数量进行确认后方可接收报验产品。
4.1.3、确认报验产品数量无误后,检验员根据相关订单要求检验产品尺寸及出货工单上相关参数及信息,产品尺寸测量记录填写在《QA检验记录表》中.工单检验完毕后,加盖“QA PASS”印章,然后根据对应的外观检验标准进行外观检验.
4.1.4、检验完毕QA检验员填写《QA检验报告》并做出判定后将《QA检验报告》提交QA组长审核,并给出处理意见,品保部经理批准。
4.1.5.2、如果判定不合格,检验员在《产品入库报验单》上“NG”区打“√”并签名。QA检验员将《产品入库报验单》和检验完毕的产品实物退回包装组。如果是一般不符合,包装组做出相应处理并记录结果。如不合格是严重不符,QA组长应填写《纠正和预防措施处理单》,并执行《改进控制程序》中相关内容。
4.2、报表
QA将每次检验的质量情况登记于《QA检验记录表》上,每天统计并在上午之前将前一天检验情况汇报至品质经理及品质文员处,填写《QA出货检验月报告》,交品质经理审核,总监批准。
QA工作流程
文件编号
QA-000
版本号
A0
生效日期
编制
审核
批准
4.3、QA工作流程图:
报验人填写《产品入库报验单》
退回包装组
QA对产品数量进行确认
QA对产品进行100%拆箱核对数量
QA成品出货检验作业规范
QA成品出货检验作业规范文件类型三阶文件
第 1 页共 4 页
一.目的
明确QA成品出货检验流程及品质判定标准,保证产品出货质量,确保客户满意。
二.范围
适用于本公司各类型产成品之成品出货检验作业,若本标准与客户标准相抵触时,则依双方约定为准。
三.参考文件:
《QA成品品质检验项目及判定标准》、《产品条形码编码规则》、《系统软硬件配置表》、产品资料及调试说明、《技术更改通知》、《特采作业办法》、《产品流程单》等。
四.承认样品
对于文字难以叙述清楚或不易判定合格与否的外观缺点,则以样品、图纸及说明图片作为检验时判定的依据。
五.作业程序
1.仓库送检
1.1成品每批次出货前财务部仓库必需开出《出库单》连同该批产品对应之《产品流程单》和
产品一起报送品管部QA检验。
1.2对于急需出货的物料,仓库必须在送检单上标注“急用”字样,并标明出货具体时间。
2.QA抽样检验
2.1 QA接到送检单后,按送检单所述到生产部抽取检验样本至检验台实施检验。
2.2抽样前先确认所抽物料规格型号要与送检单一致,对不符合送检单描述的产品QA可拒绝
检验,并即时反馈仓管确认处理。
2.3抽样计划:(见下表所示)
送检总量正常抽样数量加严抽样数量
5个以下 1 2
5-10 2 4
11-100 4 8
101以上 5 10
当出现以下情况时也可采用加严或全检作业:
技术变更后首次交付;
屡次发生质量问题。
2.4 检验项目:
2.4.1一般包括产品外观、标识、烧录软件、包装及配件的几项或更多内容。
QA表格(L)

Defect Description缺点描述
危险
严重
轻微
Total defective总缺点:
备注:
檢驗結果:
Inspection Result
合格
Pass□
不合格
Reject□
暂不能出货
HOLD□
檢測员:
审核:
核准
Q.A.INSPECTION REPORT
客户:
合同编号:
商标:
报告编号:
产品型号:
客户型号:
销售国:
检验日期:
成品数量:
抽检数量:
不良品数量:
良品数量:
AQL抽样标准:MIL-STD-105EⅡ
AQL: CR(危险缺点) 0
MA(严重缺点) 0.65
MI(轻微缺点)2.5
AC
REJ
一般检查要点:
外观
镜片划伤
2M距离LUX值最少为80 LUX
螺丝花牙、螺丝打滑
包装
OK
NG
NA
弹簧生锈
外箱/中箱纸质,坑纹,印唛
外箱/中箱日期代码,条码
包装方法、数量、封口
结构
OK
NG
NA
彩卡印刷
装入不同电池测试不能入
吸塑壳外观、牢固否
LED偏离中心位
头/杯O令圈配合零件松/紧
手腕绳长度不能大于7.25″
电池盖松/紧
OK
NG
NA
功能
OKБайду номын сангаас
NG
NA
灯头灯身灯尾有披锋
LED电流测试
碰伤、刮花
LED规格
整灯颜色
聚光测试
激光打标及移印
QA成品出货检验报告表
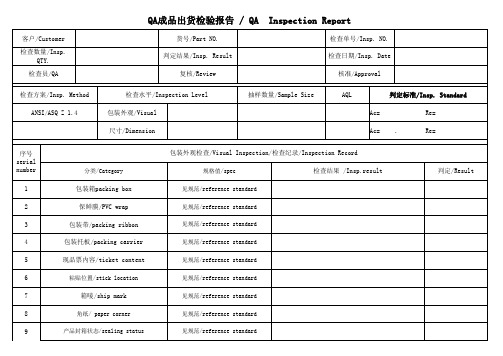
包装外观检查/Visual Inspection/检查纪录/Inspection Record
规格值/spe规范/reference standard
见规范/reference standard
见规范/reference standard
见规范/reference standard
见规范/reference standard
见规范/reference standard
见规范/reference standard
见规范/reference standard
见规范/reference standard
判定/Result
10
11 产 品 如
序号 serial number
1
2
3
4
复核/Review
核准/Approval
检查水平/Inspection Level 包装外观/Visual 尺寸/Dimension
抽样数量/Sample Size
AQL
判定标准/Insp. Standard
Ac=
Re=
Ac= .
Re=
序号 serial number
1 2 3 4 5 6 7 8 9
检查项目 Insp. Item
规格值/spec
检查结果
无 判定/Result
判定/Result
5 6 7 8 9 10
备注 /Remark
分类/Category
包装箱packing box 保鲜膜/PVC wrap 包装带/packing ribbon 包装托板/packing carrier 现品票内容/ticket content
粘贴位置/stick location
出 货 检 验 报 告模板

抽样水平 MIL-STD-105 Level II
正常 单次
检验日期
AQL值 允收数
CR Maj Min 0 0.65 1.0 011
拒收数 0 2 2
NO 检验项目
记录
缺陷
等级区分
描述 不良率 CR Maj Min
1
外观
目视
●
外围尺寸
2
(mm) 8.50X8.50
●
±0.1
3
电阻值(Ω) 22--26Ω
拒收数 0 2 2
NO 检验项目
记录
缺陷
等级区分
不良率
描述
CR Maj Min
1
外观
目视
●
外围尺寸
2
(mm) 8.50X8.50
●
±0.1
3
电阻值(Ω) 22--26Ω
4
磁滯偏差 ≤ 10um
最大行程
5
(um)
200um以上
起始电流 6 (mA)
12-35mA
动态倾斜 (min) 7 5M≤20min 8M≤15min 13M≤9min
8
高度(mm) 4.3±0.1mm
判定状态 备注:
制表:
合格 □
审核:
● ● ● ● ●
●
□ 不合格
核准:
Outgoing Quality Control(OQC)Inspection Report 出货检验报告
表单编号:SM/Form-QA-08 A/1
客户
型号
产品名称
检验员
批号
送检数量
抽检数量
4
磁滯偏差 ≤ 10um
最大行程
5
喷枪类产品QA检验报告

气密性检验
□气量调节失效(调节过程气量无明显变化,螺旋式结构离气流喷嘴10mm处有肌感,90°旋钮式结构离气流喷嘴150mm(小枪类100mm)处有肌感);
□气阀常通(枪头漏气);
□气道接头处、气量调节处、气阀杆处、幅度调节处漏气;
6
液体密封性检验
□料罐与枪体连接处漏液;□料喷嘴、针塞密封螺钉处漏液;
□静置2小时料喷嘴、针塞密封螺钉处漏液(按1%抽检);
QD-QR-COP-8.3-003-5〈0〉保存期限不少于5年
□刻字、印刷标记不清晰、位置错误、有重印、漏刻、刻错等现象;□贴标位置不正确、错误,贴纸有皱纹、翘角;
□包装配件表面有锈斑、损伤
2
外部结构
□有缺件、错件、部件断裂;□配置与要求不符(依生产单要求);□0形圈外露或破裂;□连接件松动;
□罐盖与罐体配合不良;□料罐与枪体配合不良;□定位圈旋入枪体困难;
□定位圈密封圈装配变形;
□扣动扳机有干涉、异响,复位不畅;□左、右摆动大,内壁与枪体有刮擦;□气阀杆、针塞有干涉,复位缓慢;
□幅度调节、针塞调节和气量调节装置用徒手不能有效调节、调节不顺畅;
□气流喷嘴不能周向转动、转动时不顺畅;
□针塞旋钮锁死,扳动扳机针塞有位移;□在扳机尾部加50N推力针塞座有位移(按1%抽检);□针塞与针塞座不同心,不能徒手从枪体内抽出;
喷枪类产品QA检验报告
□出货检验□批量检验□样机□试产品流水号:____________
客户名称
产品名称
型号
判断标准
生产单号
生产线
生产日期
致命缺陷
主要缺陷
次要缺陷
数量
抽样数
Ac
Re
Ac
Re
QA出货检验规范
文件名称
QA出货检验规范
文件编号
版本
2.0
制作日期
修改日期
页次
1/2
1.目的
保证产品出货时的质量要求及所附送的资料与客户的要求相一致,防止产品因出现质量缺陷或资料错误而导致客户抱怨或退货
2.适用范围
适用于公司所有产品的出货检查.
3.工作细则
3.1电子产品出货检验规范:
3.1.1依据仓库开出的《出仓通知单》对出货待检区内的产品外包箱及外包装箱上的标签进行检查;首先检查外包装箱是否有破损、变形的不良现象;其次检查外包装箱标签上的的品名、数量是否与《出仓通知单》上的数量一致.
核准
3.2.5.2 Certificate Of Compliance (产品材质保证书)
3.2.5.3原材料厂家的材质证明书、SGS及MSDS资料.
3.2.5.4 CPK尺寸管控报告(依据户需求)
3.2.5.5特性检测报告如:膜厚测试报告、焊锡测试报告、折弯测及附着力测试报告、盐雾测试报告、硫化钾测试报告(只针对镀银产品)、蒸汽老化测试报告等.(依客户要求附送相关测试报告)
3.1.4在检验产品时,若发现产品存在质量问题应在第一时间内开出MRB单对其进行评审并按照评审方案对其产品进行处理.
3.1.5电子产品在出货时需附送如下资料给客户:
3.1.5.1产品外观及尺寸检ห้องสมุดไป่ตู้报告(成品出货检验报告)
3.1.5.2 Certificate Of Compliance (产品材质保证书)
3.1.2根据抽样计划GB2828-2003Ⅱ级CR=0 MAX=0.4 MIN=0.65的抽样标准对出货产品的外观及尺寸进行检验,并将检验结果记录在《成品出货检验报告》;首先检查产品的外观是否有脏污、变形、压伤等不良现象;其次是依据SIP、CP对产品的重点尺寸进行测量;
海康专用---QA-MAG-004.02A成品出货检验报告

外 线材
观 检
移印
验 压接
1.线身是否无脏污、烧焦、破皮露铜、含杂质、穿孔等; 2.线材安规印字是否正确、无模糊等; 1.内容是否正确;使用颜色是否正确;移印是否无漏印或移位、叠印不良等; 1.排线是否无超长后缩,IDC是否无未压到位; 2.COVER是否无破裂不到位,SR是否无未夹到位、不定位等;
包 装 唛头
不良率
其他
检验 结果
检验 结果
一 式 两
检验结 联
: 第 一 联 ( 白 联 ) 品 保 留 底
第 二 联 ( 红 联 ) 客 人
1. 摆板 栈2.
叠
判定结果
合格
不合格
异常单追溯编号:
附
可靠 性测
核 定 :
记
检 验 员 :
录
表
单
编
号
保存
:
保
期
QA
存
限:
-
部
三年
MA
门
(汽
G-
:
车产
00
日期 :
客户
客户料号
抽 检
采 用:
正常
方
减量
式
免检
检验
电 D项C/目HI-
气
POT COND
性
能
I.R AC/HI-
POT
规格要求
尺
寸
量
测
成品出货检验报告
出货单号 创
亿
品名
NO :
出 货
加严 全检
ATA
样品数 不良级别
主要缺点
次要缺点
F/C
W/H
R/C
接受 POWER
拒收 SATA
线材出货检测报告(电源DC线材试用)

■正常交货 客户
********电子有限公司交货
□在库复检
物料编码
品名规格
□超期重检
送检单号
检验日期
检验员
出货批量
抽检数量
MIL-STD-105E LEVEL II单次抽样
抽样标准 ■正常 □加严 □放宽
允收水准AQL
不良数量
CR 0
MA:0.25
Ac:0 Re:1 Ac:1 Re:2
检验结果 审核
CR MA MI 核准
MRB 会审
计划部 采购部 工程部 品管部 生产部
确认人 确认人 确认人 确认人 确认人
备注
最终 判定
□特采 □挑选使用 □我司加工 □供方加工 □拒收
裁决人
□超期重检
MA:0.25 MI:0.65 Ac:1 Re:2 Ac:2 Re:3 方检测报告 □其它
判定
检验依据
□承认书 □样品 ■工程图纸 □外箱标示 □供方检测报告 □其它
检验项目 检验要求及规格
1 表皮是否有脏污破损
外 观
2 与图纸是否一致 3 浸锡是否有氧化物,拉尖
4
5
检测项目
尺 寸
1 总长:215±10MM 2 剥外皮长:20±3MM
3 浸锡:2.0±1MM
4
性 能
1 导电性 2
3
不
良
描
述
判定 ■合格 □不合格
LED显示屏QA出货检验报告

LED显示屏QA出货检验报告
尊敬的客户
感谢您选择我们的产品,这是有关我公司LED显示屏产品出货检验报告。
本次检查的LED显示屏经过以下检查,结果如下:
1.外观检查:从正面、右侧、左侧、背面四个视角检查产品外观,包
括LED显示屏本身的外形尺寸,及LED的外观尺寸,颜色,密度等是否正确,是否有残缺和破损现象,结果均符合标准并没有残损缺陷。
2.电气性能检查:检查LED显示屏的电气性能指标,包括输入电压,
输出电压,输出电流,电流波动度,电流波动幅度,电抗试验和电气安全
试验等,结果均符合标准。
3.安全性能检查:检查LED显示屏的安全性能,包括绝缘强度,过载,漏电,过热,抗震,防水,抗潮,抗污染,结果均符合标准。
手机QA出货检验报告模版
应符合工程文件要求
6.手机标签
手机标签不清晰 手机标签条码位置偏斜 手机标签内容偏斜 手机标签印刷位移(重影) 手机标签断印/漏印
标签应清晰,可明确辨认其内容 条码左右与标签边缘的距离≥1.5mm 标签内容与标签边缘的距离≥1mm 位移≤0.1mm 断印/漏印处最大直径≤0.2mm,数量≤2
电池卡扣松/紧/变形(不影响产品 功能)
不可缺少保护膜,保护膜上不可有胶等不可清 除的脏污,保护膜不可褶皱
按键内容错误
按键内容应正确,不可出现字母重复的现象
4. 按键/侧键
按键偏斜 按键印刷位移(重影) 按键手感不良
卡键
按键应均匀置中,与壳间隙规格见5.1.3
位移≤0.1mm
用指腹以正常力按按键,应有正常弹性 按键按下后,应能自动恢复原来位置,不应与 外壳产生干涉
5. SIM卡/FLASH卡
按键高/低
按键高低排列应一致
SIM卡和FLASH卡插拔松/紧(不影 响产品功能)
手机漏标签/标签内容错误
SIM卡和FLASH卡易于插入/取出,可固定
应符合工程文件要求,基本包含:防拆标签、 入网证、IMEI条码/SN(包含手机生产日期)、 3C标贴等
手机标签位置/方向错误
铃声正常,无杂音、声音小、声音沙哑
无杂音
振动正常,无无振动、振动死机等不良 不应有异常的机械干涉音,正常/均匀的马达工 作音可接受 用指腹正常力按按键,功能正常(压力大小应 一致)
按键背灯
按键背灯应能点亮
闪光灯/信号灯/装饰灯 按键背灯颜色/亮度
应能点亮且功能正常 按键背灯颜色应正确,颜色/亮度应一致、均匀
电池卡扣弹性正常,电池易于拆装
电池支架扣松/紧/变形(不影响产 品功能)
QA出货检验报告出货检验报告

引言概述:正文内容:一、出货检验的目的和意义1. 确保产品符合质量要求:出货检验的首要目的是确保产品在交付给客户之前符合预定质量要求。
这样可以避免将低质量或有缺陷的产品发送给客户,从而提高客户满意度和品牌声誉。
2. 确保产品安全可靠:出货检验还可以通过检测产品的安全性和可靠性,保证产品在使用过程中不会造成任何损害或危险。
3. 检测供应商的表现:通过出货检验可以对供应商的生产能力和质量管理进行评估,为与供应商的合作关系提供依据。
二、出货检验步骤1. 准备工作:在进行出货检验之前,需要明确检验范围和标准,并准备相应的检验设备和工具。
2. 抽样检验:从批次中抽取样本进行检测。
抽样方法应根据产品特点和出货量进行选择,以保证样本的代表性。
3. 检验项目:根据产品的特性和规定的标准,对样本进行外观检验、尺寸检验、功能性能检验等。
4. 记录检验结果:对于每个样本的检验结果,都应进行准确记录,包括合格、不合格或无效等。
三、出货检验所涉及的质量标准1. 外观标准:外观标准是对产品外观质量的要求,包括表面光洁度、颜色、涂层质量等。
根据不同的产品类型和行业标准,可以制定相应的外观标准。
2. 尺寸标准:尺寸标准是对产品尺寸和形状的要求,可以通过测量工具和设备进行精确检验。
3. 功能性能标准:功能性能标准是对产品性能的要求,包括产品的电气性能、机械性能、耐用性等。
可以通过实验室测试、模拟环境测试等方法进行检验。
四、出货检验中的技术要求1. 检验设备和工具:确保检验设备和工具的准确性和可靠性,例如量具、测量仪器、电气测试设备等。
2. 检验人员的技能和资质:检验人员需要具备一定的技术和专业知识,熟悉产品特性和相关标准,能够准确判断检验结果。
3. 检验环境的要求:为了确保检验的准确性和可靠性,需要提供适当的检验环境,包括温度、湿度、光照等条件的控制。
五、出货检验的优势1. 提高产品质量:通过出货检验可以及时发现并解决产品质量问题,提高产品的整体质量水平。
QA检验规范(DOC 12)

QA检验规范
QA作业流程
一、目的:确保客户收到符合要求的产品,防止不良品流入市场,加强内部沟通,特制定以下内
部流程
二、范围:所有出货成品包括散件均属之
三、职责:1. 品质部:成品的检验; 2. 生产部:产品的生产与追踪;
3. 总经办:产品的最终批准;
四、定义:无流程图
五、流程程序
签名
2. OK后签收并查找相应的《产品图纸》《检验规
范》《作业指导书》《样板》以及测试工具
3. 检查验货单订单号码、数量、箱数、唛头是否
与资料相符,不符时经组长确认与生产部门进行
确认返工
4. 相符后,开始依《检验规范》抽样检验
5. 检验合格后,按箱数填写PASS标签,并贴于外
箱左上角,加盖<按客户要求>QA PASS章,并填
写《QA检验报告》
6. 检验NG时,填写《QA检验报告》之NG内容
交品质主管/经理转生产主管/经理确认返工
7. 返工OK后,QA按程序重新抽检,以确认效果
马达成品检验规范
变压器成品检验规范
包装成品检验规范
老化高低温试验作业指导书
产品落地试验作业指导书
震动试验作业指导书。
QA检查管理规范(含表格)

QA检查管理规范(IATF16949-2016/ISO9001-2015)1.0目的:为规范QA作业流程,保证出货产品的质量满足客户的需求,特制定本检查指引。
2.0适用范围:适用品保课QA检验。
3.0名词定义:QA:指Quality Assurance 品质保证。
是品保课职能部门之一,其依据内部流程和标准,对产线完成品进行抽样检验。
AQL:Acceptable Quality Level。
指允收品质水准,也可称质量允收水平。
OBA:Out of BOX Assurance,指开箱检验:就是在产线的包装工位前或后一工位,按抽样计划要求,随机抽取样本进行检验。
其特点是:通过在线抽检,能以最快速度检验在线生产完成品,发现异常及时处理,并节约品管人员抽检时打开包装及装箱的时间。
4.0职责:品保课负责落实本指引规定相关事宜,各相关部门配合执行。
5.0作业内容:5.1 抽样计划不同客户的产品抽样计划会有差别,具体选择参照《抽样计划》。
5.2 生产线组批原则为:5.2.1 生产尽量按相同人员、机器、设备、物料、方法、环境、时间生产品集合组成检验批;5.2.2 QA在线进行抽检时所抽检的产品数量依据不同产品进行定义,定义的依据是:a.考虑检验单片产品外观、功能及其它检验项目所需的时间。
所属时间长的,抽检数量适量缩小,反之,抽检数量加大;b.考虑制程品质状况和客户品质要求。
制程品质不理想的,抽检数量适当增加,反之缩小;客户品质要求严格的,抽检数量适当加大,反之减少;c.如客户有明确要求的,须按客人要求进行抽样,但必须在《抽样计划》上加以注明.5.3检验标准及要求5.3.1PCBA检查标准按照《外观检验标准》,未尽事宜,参考IPC-A-610D要求。
5.3.2各检验场的光照度标准:工作台面在自然光或日光灯下,光照度标准应在500LM以上,由QA人员使用照度计每天一次检测当工段所有检验工位的光照度,并记录在【光照度测量记录表】中。
QA首件测试报告

日期:深圳市视维科技有限公司QA首件检验报告线别客 户序号结果责任人确认1核对BOM,有无ECN变更( BOM日期: ECN号: )2341电源板输出各组DC电压是否正常(3.3V\2.5V\1.8V\5V\12V\24V)23DC----12V: V 456789音频输出电平 L: -VPP ; R: -VPP 10111213141522K 频率 KHZ;22K 波形幅度 -VPP 16171819202122231组装间隙(<0.5mm)/PCBA是否漏件(DIP)2包装是否合规范 /元件极性是否插反(DIP)3标贴内容是否正确 /元件是否用错或插错位置(DIP)三4点胶\扎带\PVC位置是否正确5外6检查上下盖,脏污 /元件是否浮高,歪斜,脚长(<0.2mm)(DIP)观7无件有无歪斜/焊点是否良好,有无空焊,虚焊(DIP)检8验9遥控接收功能\机器最远红外接收距离 米(45度角).放像功能(SCART 环路测试) 视频,L\R是否正常CA\CI 解密功能是否正常SV色差输出是否正常检验项目高压\拍机\落地\老化测试一基本规格检验PCB版本:软件版本:DISPLAY \ LED 显示是否正常YUV色差分量输出是否正常订单编号机 种RGB基色输出是否正常自动搜台\手动搜台功能是否正常AC90V\240V 测试是否正常默认语言:默认视频制式: 默认RF通道:LNB 电压带载V: H:不良现象描述二功能测试LNB 电压空载V: H:高频头信号输入\输出是否正常MOD(RF 调制器)信号输入\输出是否正常控制板按键功能是否正常4:3\16:9 电压 : V电源线\电源开关\电源端支线安装是否正确排线插座是否安装到位所用螺丝的使用是正确,安装是否到位.PCB外观工艺DISQ 切换功能是否正常同轴\光纤数码音频输出是否正常USB 端口存取功能是否正常TV\VCR\AV 视频输出幅度 : -VPP工作中所有发热器件发热温度是否正常(注:触摸发热器件温度时须断开电源)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
返工结果:■无不良
□出现不良: 不良现象: 不良数量 合计:2PCS 返工人员:2人
OQC二次验收结果:
■合格 □不合格(再次返工) □让步接受(客户有特殊要求执行)
检验员: 审核: QR-048-A/0
客户
型号
订单号
批次/批量
1200PCS
版本
ML-L03-V003
送检人/日期
线别/班次
4
388068030467989
版本正确、拍照正常、摄像正常
5
388068030809058
外观良好、通话正常、MP3良好
6
3880680304178825
外观良好、触摸良好、麦克听筒正常
7
38806803048096
听筒正常、喇叭良好、LCD正常
8
388068030415546
外观良好、拍照花屏
●
检验情况记录和描述
检验
结果
抽检数/不良数
不良率
CRI
MAJ
MIN
判定
结果
■批 合格
□批 不合格
200PCS\2PCS
1%
0
1PCS
1PCS
序号
抽检手机IMEI号
检验情况概略描述
不良等级判定
备注
CRI
MAJ
MIN
1
388068030417831
外观良好、通话正常、LCD正常听筒良好,振动正常,包装OK,条形码OK
CRI
MAJ
MIN
判定
结果
■批 合格
□批 不合格
200PCS\2PCS
1%
0
1PCS
1PCS
ห้องสมุดไป่ตู้序号
抽检手机IMEI号
检验情况概略描述
不良等级判定
备注
CRI
MAJ
MIN
1
388068030417831
外观良好、通话正常、LCD正常听筒良好,振动正常,包装OK,条形码OK
全功能的抽检记录一般仅记录表格所容许的5-10台左右的详细情况,不需要全部记录
返工结果填写栏:
返工结果:■无不良
□出现不良: 不良现象: 不良数量 合计:2PCS 返工人员:2人
生产组长:日期:
OQC二次验收结果:
■合格 □不合格(再次返工) □让步接受(客户有特殊要求执行)
检验员:审核:QR-048-A/0
客户
型号
订单号
批次/批量
1900PCS
版本
ML-L03-V003
送检人/日期
客户
型号
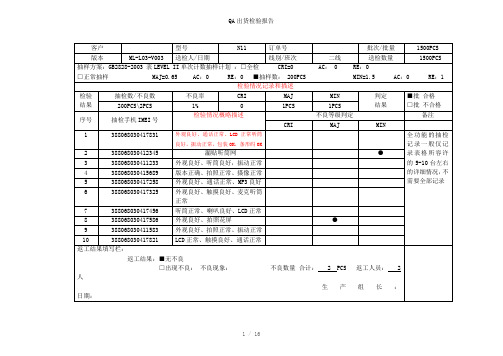
N11
订单号
批次/批量
1500PCS
版本
ML-L03-V003
送检人/日期
线别/班次
二线
送检数量
1500PCS
抽样方案:GB2828-2003 表LEVEL II单次计数抽样计划 :□全检CRI=0AC:0RE:0
□正常抽样MAJ=0.65AC:0RE:0■抽样数: 200PCS MIN=1.5 AC:0 RE:1
线别/班次
二线
送检数量
1900PCS
抽样方案:GB2828-2003 表LEVEL II单次计数抽样计划 :□全检 CRI=0 AC: 0 RE:0
□正常抽样 MAJ=0.65 AC:0 RE:0 ■抽样数: 200PCS MIN=1.5 AC:0 RE:1
检验情况记录和描述
检验
结果
抽检数/不良数
不良率
●
9
388068036811583
外观良好、拍照正常、振动正常
10
388068030413821
LCD正常、触摸良好、通话正常
返工结果填写栏:
返工结果:■无不良
□出现不良: 不良现象: 不良数量 合计:PCS 返工人员:2人
OQC二次验收结果:
■合格 □不合格(再次返工) □让步接受(客户有特殊要求执行)
全功能的抽检记录一般仅记录表格所容许的5-10台左右的详细情况,不需要全部记录
2
388068030423345
漏贴听筒网
●
3
388068030411543
外观良好、听筒良好,振动正常
4
3880680304T689
版本正确、拍照正常、摄像正常
5
388068030417958
外观良好、通话正常、MP3良好
检验情况记录和描述
检验
结果
抽检数/不良数
不良率
CRI
MAJ
MIN
判定
结果
■批 合格
□批 不合格
200PCS\2PCS
1%
0
1PCS
1PCS
序号
抽检手机IMEI号
检验情况概略描述
不良等级判定
备注
CRI
MAJ
MIN
1
388068030417831
外观良好、通话正常、LCD正常听筒良好,振动正常,包装OK,条形码OK
听筒正常、喇叭良好、LCD正常
8
388068030456658
外观良好、拍照花屏
●
9
388068030414668
外观良好、拍照正常、振动正常
10
388068030417821
LCD正常、触摸良好、通话正常
返工结果填写栏:
返工结果:■无不良
□出现不良: 不良现象: 不良数量 合计:2PCS 返工人员:2人
□正常抽样 MAJ=0.65 AC:0 RE:0 ■抽样数: 200PCS MIN=1.5 AC:0 RE:1
检验情况记录和描述
检验
结果
抽检数/不良数
不良率
CRI
MAJ
MIN
判定
结果
■批 合格
□批 不合格
200PCS\2PCS
1%
0
1PCS
1PCS
序号
抽检手机IMEI号
检验情况概略描述
不良等级判定
备注
OQC二次验收结果:
■合格 □不合格(再次返工) □让步接受(客户有特殊要求执行)
检验员: 审核: QR-048-A/0
客户
型号
订单号
批次/批量
1500PCS
版本
ML-L03-V003
送检人/日期
线别/班次
二线
送检数量
1500PCS
抽样方案:GB2828-2003 表LEVEL II单次计数抽样计划 :□全检 CRI=0 AC: 0 RE:0
CRI
MAJ
MIN
1
3880680304EWT31
外观良好、通话正常、LCD正常听筒良好,振动正常,包装OK,条形码OK
全功能的抽检记录一般仅记录表格所容许的5-10台左右的详细情况,不需要全部记录
2
388068030456845
漏贴听筒网
●
3
388068030687833
外观良好、听筒良好,振动正常
MAJ
MIN
判定
结果
■批 合格
□批 不合格
200PCS\2PCS
1%
0
1PCS
1PCS
序号
抽检手机IMEI号
检验情况概略描述
不良等级判定
备注
CRI
MAJ
MIN
1
388068030879831
外观良好、通话正常、LCD正常听筒良好,振动正常,包装OK,条形码OK
全功能的抽检记录一般仅记录表格所容许的5-10台左右的详细情况,不需要全部记录
检验情况记录和描述
检验
结果
抽检数/不良数
不良率
CRI
MAJ
MIN
判定
结果
■批 合格
□批 不合格
200PCS\2PCS
1%
0
1PCS
1PCS
序号
抽检手机IMEI号
检验情况概略描述
不良等级判定
备注
CRI
MAJ
MIN
1
388068030412551
外观良好、通话正常、LCD正常听筒良好,振动正常,包装OK,条形码OK
□正常抽样 MAJ=0.65 AC:0 RE:0 ■抽样数: 200PCS MIN=1.5 AC:0 RE:1
检验情况记录和描述
检验
结果
抽检数/不良数
不良率
CRI
MAJ
MIN
判定
结果
■批 合格
□批 不合格
200PCS\2PCS
1%
0
1PCS
1PCS
序号
抽检手机IMEI号
检验情况概略描述
不良等级判定
备注
检验员: 审核: QR-048-A/0
客户
型号
订单号
批次/批量
1500PCS
版本
ML-L03-V003
送检人/日期
线别/班次
二线
送检数量
1500PCS
抽样方案:GB2828-2003 表LEVEL II单次计数抽样计划 :□全检 CRI=0 AC: 0 RE:0
□正常抽样 MAJ=0.65 AC:0 RE:0 ■抽样数: 200PCS MIN=1.5 AC:0 RE:1
9
3880680304547663
外观良好、拍照正常、振动正常
10
3880680304137566
LCD正常、触摸良好、通话正常
返工结果填写栏:
返工结果:■无不良
□出现不良: 不良现象: 不良数量 合计:2PCS 返工人员:2人
OQC二次验收结果:
■合格 □不合格(再次返工) □让步接受(客户有特殊要求执行)