齿轮滚刀知识总汇
齿轮滚刀刀具简介
齿轮滚刀刀具简介(一)齿轮滚刀的形成齿轮滚刀是依照螺旋齿轮副啮合原理,用展成法切削齿轮的刀具,齿轮滚刀相当于小齿轮,被切齿轮相当于一个大齿轮,如图9-24所示。
齿轮滚刀是一个螺旋角β0很大而螺纹头数很少(1~3个齿),齿很长,并能绕滚刀分度圆柱很多圈的螺旋齿轮,这样就象螺旋升角γz很小的蜗杆了。
为了形成刀刃,在蜗杆端面沿着轴线铣出几条容屑槽,以形成前面及前角;经铲齿和铲磨,形成后刀面及后角,如图9-25所示。
(二)齿轮滚刀的基本蜗杆齿轮滚刀的两侧刀刃是前面与侧铲表面的交线,它应当分布在蜗杆螺旋表面上,这个蜗杆称为滚刀的基本蜗杆。
基本蜗杆有以下三种:1.渐开线蜗杆渐开线蜗杆的螺纹齿侧面是渐开螺旋面,在与基圆柱相切的任意平面和渐开螺旋面的交线是一条直线,其端剖面是渐开线。
渐开线蜗杆轴向剖面与渐开螺旋面的交线是曲线。
用这种基本螺杆制造的滚刀,没有齿形设计误差,切削的齿轮精度高。
然而制造滚刀困难。
2.阿基米德蜗杆阿基米德蜗杆的螺旋齿侧面是阿基米德螺旋面。
通过蜗杆轴线剖面与阿基米德蜗螺旋面的交线是直线,其它剖面都是曲线,其端剖面是阿基米德螺旋线。
用这种基本蜗杆制成的滚刀,制造与检验滚刀齿形均比渐开线蜗杆简单和方便。
但有微量的齿形误差。
不过这种误差是在允许的范围之内,为此,生产中大多数精加工滚刀的基本蜗杆均用阿基米德蜗杆代替渐开线蜗杆。
3.法向直廓蜗杆法向直廓蜗杆法剖面内的齿形是直线,端剖面为延长渐开线。
用这种基本蜗杆代替渐开线基本蜗杆作滚刀,其齿形设计误差大,故一般作为大模数、多头和粗加工滚刀用。
(三)滚刀的齿形误差用阿基米德蜗杆代替渐开线基本蜗杆作滚刀,切制的齿轮齿形存在着一定误差,这种误差称为齿形误差。
由基本蜗杆的性质可知,渐开线基本蜗杆轴向剖面是曲线齿形,而阿基米德基本蜗杆轴向剖面是直线齿形。
为了减少造型误差,应使基本蜗杆的轴向剖面直线齿形与渐开线基本蜗杆轴向剖面的理论齿形在分度圆处相切。
阿基米德滚刀基本蜗杆轴向剖面齿形角αx0,应等于渐开线蜗杆轴向剖面齿形的分度圆压力角,如图9-26所示。
齿轮滚刀的角度模型资料
a)直槽滚刀 b)螺旋槽滚刀 c)滚刀容屑槽的导程
!
滚刀每转过一个刀齿,轴向铲齿一次,产削量为K,这样加工出来的滚刀侧后刀符合对齿轮滚刀侧后刀面的要求。
铲齿形两侧;铲好一侧后用角度样板检验齿形角,然后再铲另一侧,再检验齿形角及齿厚。
滚刀每转过一个刀齿,轴向铲齿一次,产削量为K,这样加工出来的滚刀侧后刀符合对齿轮滚刀侧后刀面的要求。
增大滚刀直径可增大内孔直径,可提高滚刀的加持刚度,从而可采取更大的进给量,提高切削效率;
前角γ :齿轮滚刀为了便于制造和测量,一般都采用零度前角。
齿轮滚刀是利用螺旋齿轮啮合原理来加工齿轮的,在加工过程中,滚刀相当于一个螺旋角很大的斜齿圆柱齿轮,与被加工齿轮作空间
啮合。
但在通常情况下,应尽量保证滚刀刚度前提下,尽可能减少滚刀外径。
但滚刀直径过大,也会降低滚齿生产率;
所以根据滚刀分圆直径d0与螺旋升角λ0的关系:
sin λ0 mnz0 d0
外径的选用原则:在要求精度高或被切齿数较多 时,外径要大些,以减小其螺旋升角,从而减小齿形 误差。但在通常情况下,应尽量保证滚刀刚度前提下, 尽可能减少滚刀外径。
齿轮滚刀的结构参数
2、容屑槽:
1.铲齿顶;铲刀通常从齿顶的后部开始切削金属,然后逐渐移向
前面,为了加大切削量,采用较小的走刀量(不使用原来的螺纹 挂轮)而加大切削深度,m<4的滚刀一次就可产去齿顶全部的铲 背量,m>4的滚刀经过两次铲背。铲刀上可以磨成两个阶梯形的 切削刃。
2.铲齿形两侧;铲好一侧后用角度样板检验齿形角,然后再铲
滚齿加工工作原理
齿轮滚刀的角度模型
1.滚刀基本蜗杆
根据滚切原理知, 滚刀基本蜗杆的端面 齿形应是渐开线,法 向模数和压力角应分 别等于被切齿轮的法 向模数和压力角。
齿轮工艺员必备的滚刀知识
齿轮工艺员必备的滚刀知识一、齿轮滚刀概念△齿软滚刀实质上是一个渐开线圆柱斜齿轮,其齿数很少(常见的为一齿),而螺旋角很大(接近90度),故外型不象齿轮而呈蝸杆状(该蝸杆称之为滚刀的基本蝸杆)。
△常见的大部份滚刀的基本蝸杆为阿基米德蝸杆。
△齿轮滚刀端面上标志m α 是为mn αn HSS为高工钢 D+F为切深。
△滚齿时滚刀转一圈,齿轮转n齿(n为滚刀头数常为1)。
△滚刀常用精度为AA A B 可加工7至9级齿轮。
精度有GB JB 企标之分,以GB精度最高(与ISO等效)。
△加工齿数较多的齿轮时,滚刀应长些,否则刀子易磨损,若用较短的滚刀则应增加切削锥,以减轻负荷。
△标谁齿轮滚刀是用来加工ha*=1 C*=0.25 αn=20度的渐开线圆柱外齿轮。
齿轮可以是变位的或不变位的,可以是斜齿或直齿。
△只要滚刀的基节和工件的基节相等,且滚刀齿深足够,且该滚刀就可加工该工件,不必拘宜于非要m α 对应相等。
二、普通齿轮滚刀的结构尺寸表一国内工具厂常用的小结构尺寸 mm模数Module 外径Oustside Dia 长度Overall Length 孔径Hole Dia1 50 40 221.251.5 55 451.752 502.25 602.5 65 552.753 70 60 273.25 75 653.5 703.75 80 704 754.25 85 804.5 855 90 905.5 100 95 326 105 1006.5 1107 115 1058 125 1159 140 130 4010 150 135表二GB6084规定的结构尺寸(普通型) mm 模数Module 外径Outside Dia. 长度Overall Length 孔径Hole Dia.1 50 32 221.251.5 401.75 63 50 2722.25 71 552.52.75 6333.25 80 71 323.53.75 90 8044.5 905 100 1005.5 112 112 4066.5 118 1187 1258 125 1329 140 15010 150 170 50三、滚刀常用材料1. 钨钢(硬质合金)2、普通高速钢(M2)3. 钴高速钢(M35 M42)(SKH55)4. 粉末冶金高速钢:1) ASP 2030(ASP30)2) ASP 2052(ASP52)3) ASP 2060(ASP60)四、涂层种类No 涂层材料微硬度(HV)* 针对钢材的摩擦系数(干性)内应力(Gpa)* 最大适用温度(摄氏)* 涂层颜色涂层结构1 TIN 氮化鈦2300 0.40 -2.5 600 金黄色单层2 AlCrN氮铬化铝3200 0.35 -3.0 1100 蓝灰色单层3 TiCN碳氮化钛3000 0.40 -4.0 400 蓝灰色多层,倾斜的4 WC/C碳化钨/碳1000/2000 0.10-0.20 -1.0 300 黑灰色薄板状的5 CrN氮化铬1750 0.50 -1.5/-2.0 700 银灰色单层6 多晶体金刚石8000-10000 0.15-0.20 600 浅灰色单层7 TiAlN氮铝化钛3300 0.30-0.35 -1.3/-1.5 900 紫灰色纳米-结构8 TiCN+TiN碳氮化钛+氮化钛3000 0.40 -4.0 400 金黄色多层,倾斜的9 TiAlN+ WC/C氮铝化钛+碳化钨/碳3000 0.15-0.20 -1.7/-2.0 800 深灰色多层的,薄板状的10 DLC(a-C:H) 2500 0.10-0.20 350 黑灰色单层11 TiAlN氮铝化钛3300 0.25 -1.3/1.5 900 紫灰色纳米-结构12 TiAlN氮铝化钛3300 0.40 -3.0/-3.5 900 蓝灰色纳米-结构13 TiAlN氮铝化钛3500 0.40 -4.0 800 紫灰色单层*依赖于应用于测试条件五、刀具在使用前后及镀层前后的速度关系表(以一般碳钢为例)刀具滚削转速m/min 刮削转速m/min钨钢+镀层150-250 150-180钨钢磨后不镀120-150 100-120ASP60+镀层120-180ASP60 磨后不镀80-120ASP60 不镀80-100ASP30+镀层100-150ASP30 磨后不镀70-100ASP30 不镀60-90M35+镀层70-80M35 磨后不镀60-70M35 不镀50-60六、滚齿工艺误差分析齿轮的加工误差来源于齿坯-机床-刀具工艺系统的各误差。
齿轮滚刀的切削原理及应用
齿轮滚刀的切削原理及应用一、齿轮滚刀的切削原理齿轮滚刀是一种常用的切削工具,它通过齿轮与工件的啮合来实现切削加工。
齿轮滚刀的切削原理主要包括以下几个方面:1.齿轮的啮合原理:齿轮滚刀的切削过程是通过齿轮与工件的齿形啮合来完成的。
在切削过程中,齿轮滚刀的齿与工件的齿形相互配合,形成一种滚动的切削运动。
由于齿轮齿形的精度较高,滚刀的刀尖接触点不断移动,从而实现对工件的精确切削。
2.滚刀的角度选择:齿轮滚刀的切削性能受到滚刀角度的影响。
滚刀的角度包括分度角、压力角和顶角等。
分度角是指滚刀与齿轮的齿形线之间的夹角,压力角是指滚刀刀尖与工件齿形线之间的夹角,顶角是指滚刀刀尖与工件齿形线的交角。
通过合理选择这些角度,可以提高齿轮滚刀的切削效果。
3.滚动切削的优势:与传统切削方式相比,齿轮滚刀具有一些独特的优势。
首先,滚刀的切削力分布均匀,可以减少切削时的振动和噪声。
其次,由于滚动切削的运动方式,滚刀与工件之间的摩擦大大减小,提高了切削效率。
此外,滚刀还可以实现对工件的高效率、高精度切削。
二、齿轮滚刀的应用领域齿轮滚刀的应用领域非常广泛,以下列举了一些常见的应用场景:1.齿轮制造:齿轮滚刀在齿轮制造中有着广泛的应用。
由于滚刀的刀尖与齿形线的接触点不断移动,可以实现齿轮的高精度加工。
齿轮滚刀不仅可以切削直齿轮,还可以切削斜齿轮、圆柱齿轮和锥齿轮等。
2.汽车制造:在汽车制造过程中,齿轮滚刀被广泛应用于发动机传动系统、变速器和传动轴等部件的制造。
齿轮滚刀能够提供高效率、高精度的切削,确保齿轮在使用过程中的可靠性和稳定性。
3.机床制造:齿轮滚刀在机床制造中起着重要作用。
通过滚刀的切削,可以制造出高精度的齿轮传动和滚珠丝杆等机床零部件。
这些零部件对于机床的运转稳定性和精度要求非常高,因此齿轮滚刀在机床制造中得到了广泛应用。
4.航空航天:在航空航天领域,齿轮滚刀同样具有重要的应用。
航空发动机、飞机减速器和航天器的传动系统等都需要使用高精度的齿轮。
《滚刀基本知识》课件

06 滚刀的发展趋势与展望
滚刀技术的发展趋势
01
智能化发展
随着科技的进步,滚刀技术正朝着智能化方向发展。智能化滚刀可以实
现自动化调整、智能监控和故障诊断,提高加工效率和精度。
THANKS FOR WATCHING
感谢您的观看
切削热控制
采用冷却液、改变切削参 数和刀具涂层等方法可以 降低切削热,提高加工稳 定性和刀具寿命。
04 滚刀的参数与选择
滚刀的参数
切削角度
包括前角、后角和侧角,这些角 度影响切削效果和切削力。
齿数和螺旋角
齿数决定了切削效率,螺旋角影响 切削深度和切削力。
刀刃长度和容屑槽
刀刃长度影响切削宽度,容屑槽设 计影响排屑效果。
切削力的测量与控制
通过测量和控制切削力,可以优化加 工参数和提高加工精度。
切削力影响因素
切削速度、切削深度、进给量、刀具 材料和工件材料等都会影响切削力的 大小。
切削热
切削热产生
切削过程中,由于切削刃 与材料摩擦和挤压,产生 大量的热量。
切削热的影响
切削热会导致刀具磨损和 工件热变形,影响加工精 度和表面质量。
详细描述
根据不同的切削需求,滚刀有多种类型。其中,直齿滚刀是最常用的一种类型,它具有切削效率高、使用寿命长 的特点。斜齿滚刀则适用于切削较硬的金属材料,具有切削力小、切削平稳的优点。锥度滚刀则适用于加工锥面 或斜面的金属材料,能够实现精确的切削效果。
02 滚刀的结构
刀体
01
02
03
04
刀体是滚刀的基本结构,通常 由高强度材料制成,如合金钢
滚刀基本知识(行业精制)

专业类别
3
滚刀的种类 (1)按结构可分为整体与镶齿两类
整体齿轮滚刀,较小 模数,一般m≤10
镶片齿轮滚刀,加工大模 数,一般m>10
专业类别
4
滚刀的种类
(2)按结构可分为小模数(m=0.1—1.5mm),中模数 (m=1.5—10mm)和大模数(m=10—100mm)三类。 (3)按切削部分材料可分为高速钢滚刀和硬质合金滚刀。 (4)按加工用途可分为粗加工滚刀,精加工滚刀,剃前滚刀。 (5)按容屑槽可分为直槽滚刀和螺旋槽滚刀
专业类别
15
滚刀的安装
左旋滚刀加工 右旋齿轮
专业类别
16
专业类别
11
滚刀的安装
1.滚切直齿轮 滚刀的安装角δ只取决于滚刀的螺旋升角λ。
右旋滚刀
专业类别
左旋滚刀
12
滚刀的安装 2.滚切斜齿轮 滚刀的安装角δ只取决于滚刀的螺旋升角λ。和被加工齿轮的螺 旋角β1
右旋滚刀加工 右旋齿轮
专业类别
13
滚刀的安装
右旋滚刀加工 左旋齿轮
专业类别
14
滚刀的安装
左旋滚刀加工 左旋齿轮
2.阿基米德螺旋线蜗杆 轴向截面齿形是直线,端面齿形是阿基米德螺旋线。 阿基米德螺旋线滚刀虽然切不吃正确的渐开线齿形,但误差可 控制在一定范围内,且制造方便,大量应用于生产中。
专业类别
7
齿轮滚刀的基本蜗杆
3.法向直廓基本蜗杆 法向截面齿形是直线,端面齿形是延伸渐开线。
专业类别
8
滚刀的基本尺寸及参数
专业类别
5
齿轮滚刀的基本蜗杆
1.渐开线基本蜗杆 基本蜗杆的螺纹表面若为渐开螺旋面(端面为渐开线),则称为 渐开线基本蜗杆,相应的滚刀称为渐开线滚刀。 用渐开线齿轮滚刀可以切出理论上完全正确的渐开线齿形。但 是,由于制造困难,生产中用得很少。但是,由于制造困难, 生产中用得很少。
齿轮滚刀知识总汇

36
1°05′
0.75
34
1°10′
0.8
32
1°10′
0.85
30
1°15′
0.9
28
1°20′
0.95
27
1°25′
0.977
26
1°25′
1.0
25
1°30′
1.05
24
1°35′
1.1
23
1°40′
1.15
22
1°45′
1.2
21
1°50′
1.25
20
1°55′
1.388
18.3
2°07′
1.4
8000-10000 0.15-0.20
多晶体金刚石
7
TiAlN 氮铝化钛
3300
0.30-0.35
8
TiCN+TiN
碳氮化钛+氮化钛
9
TiAlN+ WC/C
氮铝化钛+碳化钨/碳
10 DLC(a-C:H)
3000 3000 2500
0.4 0.15-0.20 0.1-0.2
TiAlN
11
氮铝化钛
12
9. 适当的润滑 z 实施充分的润滑。 z 粘度高的润滑油噪音较低。
10. 低速运转及低负荷 z 齿轮的转速尽量压低,负荷尽量减轻可减少噪音。
第6页
40mm
32mm
24mm
进刀角度 进刀角度 进刀角度
0.1
250
8′
0.15
120
13′
0.2
125
17′
0.25
100
20′
0.27
滚齿相关知识

滚齿相关知识滚齿相关知识1.滚齿加工原理和工艺特点滚齿是应用一对螺旋圆柱齿轮的啮合原理进行加工的。
所用刀具称为齿轮滚刀。
滚齿是齿形加工中生产率较高、应用最广的一种加工方法。
滚齿加工通用性好,既可加工圆柱齿轮,又可加工蜗轮;既可加工渐开线齿形又可加工圆弧、摆线等齿形;既可加工小模数、小直径齿轮,又可加工大模数、大直径齿轮。
滚齿原理滚齿的加工精度等级一般为6~9级,对于8、9级精度齿轮,可直接滚齿得到,对于7级精度以上的齿轮,通常滚齿可作为齿形的粗加工或半精加工。
当采用AA级齿轮滚刀和高精度滚齿机时,可直接加工出7级精度以上的齿轮。
2.滚齿加工精度分析在滚齿加工中,由于机床、刀具、夹具和齿坯在制造、安装和调整中不可避免的存在一些误差,因此被加工齿轮在尺寸、形状和位置等方面也会产生一些误差。
这些误差将影响齿轮传动的准确性、平稳性、载荷分布的均匀性和齿侧间隙。
滚齿误差产生的主要原因和采取的相应措施见下表3.齿轮滚刀齿轮滚刀一般是指加工渐开线齿轮所用的滚刀。
它是按螺旋齿轮啮合原理加工齿轮的。
由于被加工齿轮是渐开线齿轮,所以它本身也应具有渐开线齿轮的几何特性。
齿轮滚刀从其外貌看并不象齿轮,实际上它仅有一个齿(或二个、三个齿),但齿很长而螺旋角又很大的斜齿圆柱齿轮,因为它的齿很长而螺旋角又很大,可以绕滚刀轴线转好几圈,因此,从外貌上看,它很象一个蜗杆。
如图所示。
为了使这个蜗杆能起切削作用,须沿其长度方向开出好多容屑槽,因此把蜗杆上的螺纹割成许多较短的刀齿,并产生了前刀面和切削刃。
每个刀齿有一个顶刃和两个侧刃。
为了使刀齿有后角,还要用铲齿方法铲出侧后面和顶后刀面。
但是各个刀齿的切削刃必须位于这个相当于斜齿圆柱齿轮的蜗杆的螺纹表面上,因此这个蜗杆就称为滚刀的基本蜗杆。
标准齿轮滚刀精度分为四级:AA、A、B、C。
加工时按照齿轮精度的要求,选用相应的齿轮滚刀。
AA级滚刀可以加工6~7级齿轮;A级可以加工7~8级齿轮;B级可加工8~9级齿轮;C级可加工9~10级齿轮。
滚刀基础知识

E G m b H / G e a r i n g / h o b p r o f i l eHobs –Gear Cutting toolsThe Technology TeamLMT Technology Group Dipl.-Ing. Stephan WegerE G m b H / G e a r i n g / h o b p r o f i le•Hobs –Gear Cutting Tools 滚刀—齿轮切削刀具E G m b H / G e a r i n g / h o bpr o f i l eLMT Fette –Gear Cutting Tools 齿轮切削刀具Gashing Cutter齿轮铣刀HSS / PM / SPEED CORE ///Carbide 硬质合金Soldered Carbide hob镶刀片或刀条的硬质合金滚刀Carbide 硬质合金HSS / PMmodule 模数0,8 -3,25External gears 外齿轮module 0, 8 -42module 模数>3,25 -6module 模数>6 -42ICI Hob 刀片滚刀HSS / PM Hob 重切滚刀Hob 滚刀Roughing +finishing 粗切+精切1 start 1头HSS / PM Gashing Cutter 整体齿轮铣刀ICI Gashing Cutter 机夹可转位齿轮铣刀Internal gears 内齿轮module 5 -60Modul 模数>42 -60E G m b H / G e a r i n g / h o b p r o f i l eGear hob characteristics 齿轮滚刀特性Gear hobs according to:齿轮滚刀分类齿轮滚刀分类,,按如下:•Structures 结构•Types of gearing to be manufactured 被加工齿轮的类型•Quality of the gearing or machining stage 被加工齿轮的精度或加工工序•Surface treatment 表面处理•Structures:按结构分:•Solid type gear hobs 整体齿轮滚刀precision tooth hobs, roughing hobs 精滚刀, 粗滚刀Cutting materials: High-speed steel (conventional, PM), carbide, Speedcore 刀具材料: 高速钢(传统HSS, 粉末), 硬质合金, 速切王•Multi-part gear hobs 装配式滚刀ICI Hobs, Gear hobs with soldered carbide insertsor carbide strips 刀片滚刀, 镶刀片或刀条的硬质合金滚刀E G m b H / G e a r i n g / h o b p r o f i l eGear hob characteristics 齿轮滚刀特性Quality of the gearing or machining stage:按被加工齿轮精度等级分:•Gear hobs for roughing Requirements:High chip removal rate,different quality requirements depending on the following machining process(honing, shaving, grinding, skive hobbing).•粗加工齿轮滚刀•要求:高的切屑去除率,根据后序加工工艺,有不同的质量要求(如珩齿、剃齿、磨齿、刮削)•Gear hobs for finishingRequirements: Defined precision (e.g. Q6).•精加工齿轮滚刀要求: 已知的齿轮精度(例如:Q6).•Surface treatment:按表面处理方法分:•Coatings 涂层E G m b H / G e a r i n g / h o b p r o f i l eUse of gear hobs at different machining stages 齿轮滚刀在不同的加工工序中的用途Hobbing 滚齿Shaving 剃齿Rough milled with gear hob 齿轮滚刀作粗加工用Heat treatment 热处理(annealing) (退火)Heat treatment (hardening, tempering)热处理(淬火, 回火)Grinding 磨齿Toothing finish milled or rough milled for grinding 精滚齿或磨齿前的半精滚齿Skiving 刮削E G m b H / G e a r i n g / h o b p r o f i l e•Hobs –Gear Cutting Tools 滚刀–齿轮切削刀具Information about the size of the tool 与刀具外形尺寸有关的参数E G m b H / G e a r i n g / h o b p r o f i l eBasic hob profile滚刀基本齿形E G m b H / G e a r i n g / h o b p r o f i l e导程前刀面键槽容屑槽螺旋线轴向齿距容屑槽的螺旋角螺旋升角切削长度刀具总长装夹端面齿厚压力角/addendum 齿顶高全齿高齿根高齿根圆弧半径齿顶圆弧半径Gear hobbing terminology 齿轮滚刀术语E G m b H / G e a r i n g / h o b p r o f i l eDirection of starts –left or right hand 螺旋方向–左旋或右旋E G m b H / G e a r i n g / h o b p r o f i l eDirection of starts –left or right hand 螺旋方向–左旋或右旋left hand -1 Start 左旋-1 头E G m b H / G e a r i n g / h o b p r o f i l eDirection of starts –left or right hand 螺旋方向–左旋或右旋E G m b H / G e a r i n g / h o b p r o f i l eDirection of starts –left or right hand 螺旋方向–左旋或右旋right hand -1 Start 右旋-1头E G m b H / G e a r i n g / h o b p r o f i l eDrive驱动方式E G m b H / G e a r i n g / h o b p r o f i l eGear hob clamping 齿轮滚刀的装夹Keyway轴向键槽Concentricity test face 同心度检测面Holding and support faces 安装定位面Clamping force 夹紧面E G m b H / G e a r i n g / h o b p r o f i l eGear hob clamping 齿轮滚刀的装夹Drive slot on both sides两端端面键Concentricity test face 同心度检测面Holding and support faces 安装定位面Clamping force 夹紧面E G m b H / G e a r i n g / h o b p r o f i l eGear hob clamping 齿轮滚刀的装夹Drive slot on one side一端端面键Concentricity test face 同心度检测面Holding and support faces 安装定位面Clamping force 夹紧面E G m b H / G e a r i n g / h o b p r o f i l eGear hob clamping 齿轮滚刀的装夹Cylindrical shaft锥柄及直柄Concentricity test face 同心度检测面Holding and support faces 安装定位面Clamping force 夹紧面E G m b H / G e a r i n g / h o b p r o f i l eGear cutting tools 齿轮切削刀具Shank type hobs 柄式滚刀Advantages:•Excellent concentricity •max. 0.003 mm•Shank-type tools can be used on bore-type hobbing machines •Fast tool changing优点:•极高的同心度•max. 0.003 mmFETTE expansion chuck 热胀卡头HSK 63E G m b H / G e a r i n g / h o b p r o f i l eThree-start gear hob 3 头齿轮滚刀3 2 1E G m b H / G e a r i n g / h o b p r o f i l eThree-start gear hob 3 头齿轮滚刀E G m b H / G e a r i n g / h o b p r o f i l eNumber of starts of a hob滚刀的头数E G m b H / G e a r i n g / h o b p r o f i l eSolid-type gear hob 整体式齿轮滚刀Gear hob dimensions:e.g. 50 x 16/22 x 22滚刀尺寸:如:50 x 16/22 x 22Catalogue, page 16目录, page 16E G m b H / G e a r i n g / h o b p r o f i l eSolid steel gear hob 整体式齿轮滚刀Catalogue, page 17目录,第17页E G m b H / G e a r i n g / h o b p r o f i l eHeavy Duty Roughing hobs粗加工重切滚刀E G m b H / G e a r i n g / h o b p r o f i leCutting proportions:Tooth tip corresponds to area F1 approx. 75 %Root corresponds to area F2 approx. 25 %切削比例:齿顶对应于F1区域,大约75 %Heavy Duty Roughing hobs 粗加工重切滚刀E G m b H / G e a r i n g / h o b p r o f i l eFace projection of a Heavy Duty Roughing hob重切滚刀的端面形状Section B-0Section A-0E G m b H / G e a r i n g / h o b p r o f i l eRoughing hob with indexable inserts 粗加工刀片滚刀Cat. 2163 | p. 39E G m b H / G e a r i n g / h o b p r o f i l eParts of an ICI Hob 刀片滚刀的各个部分Segment 刀条End ring 固定环Body 刀体E G m b H / G e a r i n g / h o b p r o f i l eTooth segment刀条E G m b H / G e a r i n g / h o b p r o f i l eRelief machining at the gear hob 齿轮滚刀的铲背加工Turn the worm thread螺旋线的车削Relief turning 铲背加工i = number of gashes h r = relief machining feedd a0= gear hob external diameter αk = tip clearance angleh rαkRelief machining curve = Archimedean spiral 铲背曲线= 阿基米德螺旋线tan αk = h r · i/(d a0· pi)i = 容屑槽数h r = 铲背量d a0= 滚刀外径αk = 齿顶后角E G m b H / G e a r i n g / h o b p r o f i l eRelief grinding 铲背的磨削• A hob and his relief turning curves •滚刀和它的铲背曲线E G m b H / G e a r i n g / h o b p r o f i l eRake angle at the gear hob 齿轮滚刀的前角Adjusting the gauge stylus a) positive rake angle b) negative rake angle 调节检测仪的测头a) 正前角b)负前角a) rake angle 0°b) negative rake angle c) positive rake angle a) 前角0°b) 负前角c) 正前角E G m b H / G e a r i n g / h o b p r o f i leInformation about the profile of the tool与滚刀齿形相关的参数E G m b H / G e a r i n g /h o b p r o f i l e•Worse than gear quality 12•低于齿轮精度12级Achievable gear qualities滚齿可达到的齿轮精度等级Quality grades according to DIN 3968 for single-start gear hobsDIN 3968中滚刀精度等级(单头齿轮滚刀)Achievable gear qualities 齿轮精度等级based on the total profile deviation according to DIN 3962对应于DIN 3962 中齿形精度Module range 模数范围more than 1 up to 1.6more than 1.6 to 2more than 2 up to 2.5above 2.5 to 3.55more than 3.55 to 4morethan4to6above 6to6.3abov e 6.3 to 10abov e 10 to 16abov e 16 to 25morethan 25 to40AA 77787778877A 910999999999B 1111111110111011111010C12*121212121212121212E G m b H / G e a r i n g / h o b p r o f i l eBasic hob profile滚刀基本齿形E G m b H / G e a r i n g / h o b p r o f i l eGear form –Basic Rack profile 齿轮形式–基本齿条齿形E G m b H / G e a r i n g / h o b p r o f i l eThe basic rack corresponds to the straight spur gearing on an external gear where the number of teeth is infinite.基本齿条:一个外齿轮,当齿数为无限大时,它的轮齿就成为齿条。
滚刀结构与检测-个人总结
3/26/2020
11
当采用正前角时,滚刀的轴向齿形角必须要 修正计算,其左右齿形角相等
3/26/2020
12
Ctz gCtfn g Co f(1s 2Z 2 g f g K C eo f)
K—径向铲背量
rfg —滚刀分圆半径
e—滚刀前刃面偏位值
rf —滚刀分圆前角
Sin rf= e/ rfg
螺纹升角:sinλf=n.mn /dfg
n —滚刀头数 二.滚刀的齿形:有两种:阿基米德滚刀和法向直
廓滚刀。应用广泛的是阿基米德滚刀。 1.标准滚刀:是刀齿侧铲面与前刃面的交线,对于螺旋槽 滚刀,是一条空间曲线。
3/26/2020
9
阿基米德滚刀在轴向截面的齿形是直线。角
度大小为:
左边
C tg zzC tg zK TZg
3/26/2020
18
4.剃前滚刀的触角高度和长度
①触角高度H:可根据留剃余量和齿轮齿根的沉割深度而 定。沉割深度一般取0.03~0.04mm。
触角高度一般在0.04 ~0.13mm。 ②触角长度C:
Re 、C r 0 1 —2 m 分别 为S 相z2 啮i合fn n 齿-S 轮的if 外n n 圆R 半e 2 径-和0 基2圆 半h e 径g
2.剃前滚刀
①带触角的剃前滚刀
3/26/2020
15
②带触角及齿顶修缘的剃前滚刀
3/26/2020
16
如果是单圆弧滚刀
3/26/2020
17
3.滚刀的齿厚和齿高
①滚刀的法向齿厚
粗加工:Sfng=1/2(兀mn) 精加工:Sfng=1/2(兀mn)-△S
②滚刀的齿高
齿顶高:heg=(f+c*)mn 齿根高:hig=(f+c*)mn 齿全高:hg= heg+ hig
滚齿原理及滚刀基本知识
滚齿原理及滚刀基本知识
PPT是自己总结的,请大家多多支持,也请大家多多指正。
正式开始:
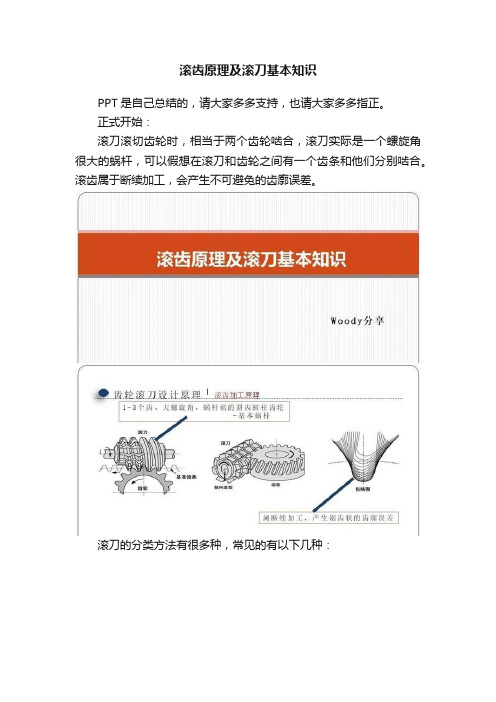
滚刀滚切齿轮时,相当于两个齿轮啮合,滚刀实际是一个螺旋角很大的蜗杆,可以假想在滚刀和齿轮之间有一个齿条和他们分别啮合。
滚齿属于断续加工,会产生不可避免的齿廓误差。
滚刀的分类方法有很多种,常见的有以下几种:
滚刀的基本齿形有以下四种:
滚刀的各个参数中,外径和长度是两个需要考虑多个因素的参数。
滚刀的头数个孔径的选择原则:
滚刀的容屑槽分为:螺旋槽和直槽两种。
滚刀的前角分为:零前角、正前角和负前角三种。
零前角是目前使用最广泛的形式,因为这样易加工和修磨。
正前角多用在齿轮模数较大,切削量大的粗加工情况下使用。
负前角多用在热后硬刮削的情况下,要求切削厚度不能太大。
下面是滚刀的顶刃后角和侧刃后角示意图
下面是常见剃磨前齿轮端面各个部分的含义示意图。
滚刀设计中经常使用变压力角(转位设计),即重新选择齿轮的节圆位置,以应对一些特殊情况。
今天分享到这,关注我,后续更新更多内容。
滚齿工基本常识
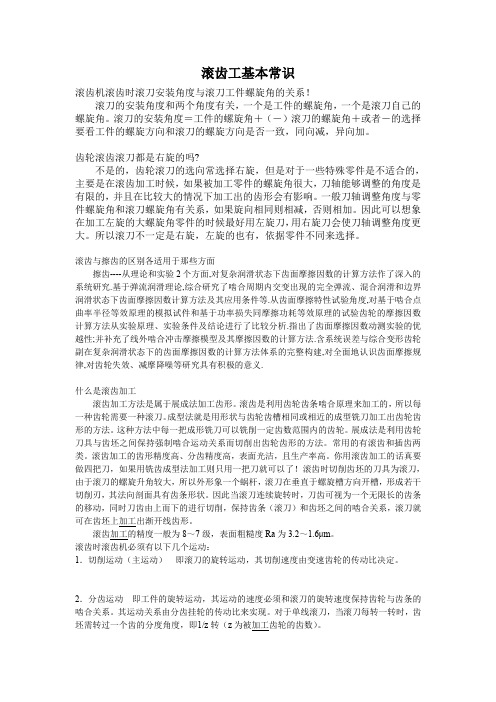
滚齿工基本常识滚齿机滚齿时滚刀安装角度与滚刀工件螺旋角的关系!滚刀的安装角度和两个角度有关,一个是工件的螺旋角,一个是滚刀自己的螺旋角。
滚刀的安装角度=工件的螺旋角+(-)滚刀的螺旋角+或者-的选择要看工件的螺旋方向和滚刀的螺旋方向是否一致,同向减,异向加。
齿轮滚齿滚刀都是右旋的吗?不是的,齿轮滚刀的选向常选择右旋,但是对于一些特殊零件是不适合的,主要是在滚齿加工时候,如果被加工零件的螺旋角很大,刀轴能够调整的角度是有限的,并且在比较大的情况下加工出的齿形会有影响。
一般刀轴调整角度与零件螺旋角和滚刀螺旋角有关系,如果旋向相同则相减,否则相加。
因此可以想象在加工左旋的大螺旋角零件的时候最好用左旋刀,用右旋刀会使刀轴调整角度更大。
所以滚刀不一定是右旋,左旋的也有,依据零件不同来选择。
滚齿与擦齿的区别各适用于那些方面擦齿----从理论和实验2个方面,对复杂润滑状态下齿面摩擦因数的计算方法作了深入的系统研究.基于弹流润滑理论,综合研究了啮合周期内交变出现的完全弹流、混合润滑和边界润滑状态下齿面摩擦因数计算方法及其应用条件等.从齿面摩擦特性试验角度,对基于啮合点曲率半径等效原理的模拟试件和基于功率损失同摩擦功耗等效原理的试验齿轮的摩擦因数计算方法从实验原理、实验条件及结论进行了比较分析.指出了齿面摩擦因数动测实验的优越性;并补充了线外啮合冲击摩擦模型及其摩擦因数的计算方法.含系统误差与综合变形齿轮副在复杂润滑状态下的齿面摩擦因数的计算方法体系的完整构建,对全面地认识齿面摩擦规律,对齿轮失效、减摩降噪等研究具有积极的意义.什么是滚齿加工滚齿加工方法是属于展成法加工齿形。
滚齿是利用齿轮齿条啮合原理来加工的,所以每一种齿轮需要一种滚刀。
成型法就是用形状与齿轮齿槽相同或相近的成型铣刀加工出齿轮齿形的方法。
这种方法中每一把成形铣刀可以铣削一定齿数范围内的齿轮。
展成法是利用齿轮刀具与齿坯之间保持强制啮合运动关系而切削出齿轮齿形的方法。
滚刀基本知识

(5)按容屑槽可分为直槽滚刀和螺旋槽滚刀
齿轮滚刀的基本蜗杆 1.渐开线基本蜗杆 基本蜗杆的螺纹表面若为渐开螺旋面(端面为渐开线),则称为 渐开线基本蜗杆,相应的滚刀称为渐开线滚刀。 用渐开线齿轮滚刀可以切出理论上完全正确的渐开线齿形。但 是,由于制造困难,生产中用得很少。但是,由于制造困难, 生产中用得很少。
滚刀的种类 (1)按结构可分为整体与镶齿两类
整体齿轮滚刀,较小 模数,一般m≤10
镶片齿轮滚刀,加工大模 数,一般m>10
滚刀的种类 (2)按结构可分为小模数(m=0.1—1.5mm),中模数 (m=1.5—10mm)和大模数(m=10—100mm)三类。 (3)按切削部分材料可分为高速钢滚刀和硬质合金滚刀。 (4)按加工用途可分为粗加工滚刀,精加工滚刀,剃前滚刀。
滚刀基本知识
重庆大学绿色制造技术研究所
目 录
精度等级
分类
基本尺寸及参数
安装
滚刀精度等级
滚刀一般分为AAA、AA、A、B、C五个精度等级,分别加 工6、7、8、9、10级精度的齿轮。 滚切齿形的精度很大程度上取决于滚刀的精度,要滚切高 精度的齿轮,必须选用高精度滚刀。 滚刀精度每提高一级,在制造上的难度都会增加,成本也 会增加,因此,应该合理的选用滚刀精度,避免用高精度 滚刀做粗加工,以免损伤滚刀精度。
滚刀的安装
右旋滚刀加工 左旋齿轮
滚刀的安装
左旋滚刀加工 左旋齿轮
滚刀的安装
左旋滚刀加工 右旋齿轮
槽数 i
容屑槽导程 容屑槽 旋向
滚刀的基本尺寸 前刃面偏位值u 外圆直径da0 齿顶高ha0 齿全高h0
产背量hr
滚刀的安装 1.滚切直齿轮 滚刀的安装角δ只取决于滚刀的螺旋升角λ。
齿轮滚刀专题知识讲座

齿轮滚刀与插齿刀加工齿轮旳比较 复杂刀具设计
32
23
复杂刀具设计
(2) 齿轮滚刀旳安装 滚刀安装到机床上后来,先要用千分表检验滚刀两 端轴台旳径向跳动量,使其不超出允许值,且两轴 台旳跳动方向和数值应尽量一致,以免滚刀轴线在 安装中产生偏斜。
24
2.滚刀旳重磨
复杂刀具设计
(1)滚刀重磨旳条件:
齿面粗糙度Ra值不小于3.2um、有光斑或出现许多毛刺、声音 不正常或滚刀背面磨损超出允许值(精切0.2mm~0.5mm,粗 切0.8mm~1.0mm)。
重磨直槽滚刀时,砂轮工作面(锥面)母线应是直线,才干 磨出平直旳前刀面。
重磨螺旋槽滚刀时,直母线旳 锥面砂轮会磨出凸状旳前刀面。 前刀面中凸旳程度伴随滚刀容 屑槽螺旋角旳增大而加剧,所 以该值不小于8°~10°时,必 须按某种曲线修整砂轮,以磨 出直线性好旳前刀面。砂轮截 形曲线可用计算法求得,滚刀 刃磨机床上旳砂轮修整装置, 应确保修整出旳砂轮截形接近 计算成果。
30
复杂刀具设计
(3)前刀面与滚刀轴线旳平行性误差 这是因为滚刀在磨刀机床上旳安装误差引起旳。 这种误差使滚刀各刀齿旳侧刃依次并逐渐离开正确旳基 本蜗杆表面,而顶刃旳外经也形成锥度,造成被加工齿 轮齿形向一侧歪斜。 检测直槽滚刀前刀面与滚刀轴线旳平行性误差时,只 需将千分表沿滚刀旳轴线方向移动即可。
复杂刀具设计
第六章 齿轮滚刀
1
复杂刀具设计
一、齿轮滚刀旳工作原理
滚齿原理:滚齿旳过程相当于一对螺旋齿轮啮合滚动旳过程。 将其中一种旳齿数降低到一种或几种,类似于蜗杆开槽并铲 背后,就成了齿轮滚刀。
2
复杂刀具设计
1.滚切直齿圆柱齿轮 1) 所需旳运动 (1) 展成运动:是形成渐开线(母线)旳运动。 (2)是滚刀旳旋转运动B11和工件旳旋转运动B12旳复合运动。 (2) 进给运动:是形成齿宽(导线,直线)旳运动。 滚刀需作轴向旳直线运动A2。
齿轮滚刀
(1) 滚刀的正确选用。
选用标准齿轮滚刀时,其模数、齿形角应与被加工齿轮的模数、压力角相同。
按齿轮要求的精度等级选用相应滚刀的精度等级。
凡使用精度较低的滚刀能满足加工要求时,应尽量不用高精度的滚刀,以免造成浪费。
(2) 滚刀的正确安装。
滚刀安装得正确与否,将决定被切削齿轮加工精度的高低,因此安装滚刀是一项十分重要的工作。
滚齿时,为了切出准确的齿形,滚刀与工件的相对位置关系应符合交错轴斜齿轮啮合的相互位置关系,即滚刀的螺旋线的方向应与被加工齿轮的齿向相同。
这一点无论对直齿圆柱齿轮还是对斜齿圆柱齿轮都是一样的。
因此,在滚刀安装时,应将滚刀轴线与被切齿轮端面安装成一定角度,称为安装角γ。
图10-14所示为加工直齿圆柱齿轮时的滚刀安装角调整示意图。
这时安装角等于滚刀的螺旋升角。
滚刀的旋向不同,转角的方向也不同。
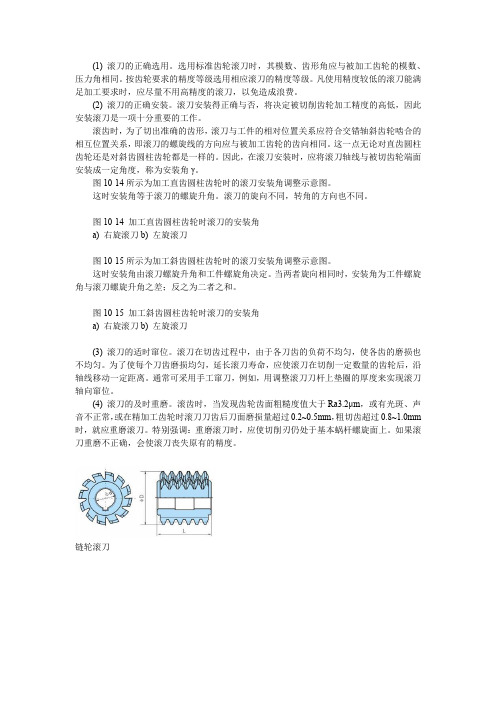
图10-14 加工直齿圆柱齿轮时滚刀的安装角a) 右旋滚刀b) 左旋滚刀图10-15所示为加工斜齿圆柱齿轮时的滚刀安装角调整示意图。
这时安装角由滚刀螺旋升角和工件螺旋角决定。
当两者旋向相同时,安装角为工件螺旋角与滚刀螺旋升角之差;反之为二者之和。
图10-15 加工斜齿圆柱齿轮时滚刀的安装角a) 右旋滚刀b) 左旋滚刀(3) 滚刀的适时窜位。
滚刀在切齿过程中,由于各刀齿的负荷不均匀,使各齿的磨损也不均匀。
为了使每个刀齿磨损均匀,延长滚刀寿命,应使滚刀在切削一定数量的齿轮后,沿轴线移动一定距离。
通常可采用手工窜刀,例如,用调整滚刀刀杆上垫圈的厚度来实现滚刀轴向窜位。
(4) 滚刀的及时重磨。
滚齿时,当发现齿轮齿面粗糙度值大于Ra3.2μm,或有光斑、声音不正常,或在精加工齿轮时滚刀刀齿后刀面磨损量超过0.2~0.5mm,粗切齿超过0.8~1.0mm 时,就应重磨滚刀。
特别强调:重磨滚刀时,应使切削刃仍处于基本蜗杆螺旋面上。
如果滚刀重磨不正确,会使滚刀丧失原有的精度。
链轮滚刀。
滚刀基本知识 PPT

目录
精度等级 分类 基本尺寸及参数 安装
滚刀精度等级
滚刀一般分为AAA、AA、A、B、C五个精度等级,分别加 工6、7、8、9、10级精度的齿轮。 滚切齿形的精度很大程度上取决于滚刀的精度,要滚切高 精度的齿轮,必须选用高精度滚刀。 滚刀精度每提高一级,在制造上的难度都会增加,成本也 会增加,因此,应该合理的选用滚刀精度,避免用高精度 滚刀做粗加工,以免损伤滚刀精度。
齿轮滚刀的基本蜗杆
1.渐开线基本蜗杆 基本蜗杆的螺纹表面若为渐开螺旋面(端面为渐开线),则称为 渐开线基本蜗杆,相应的滚刀称为渐开线滚刀。 用渐开线齿轮滚刀可以切出理论上完全正确的渐开线齿形。但 是,由于制造困难,生产中用得很少。但是,由于制造困难, 生产中用得很少。
齿轮滚刀的基本蜗杆
2.阿基米德螺旋线蜗杆 轴向截面齿形是直线,端面齿形是阿基米德螺旋线。 阿基米德螺旋线滚刀虽然切不吃正确的渐于生产中。
滚刀的基本尺寸及参数
2.基本尺寸:滚刀的外径、孔径和长度等。根据滚刀的用途、 规格、结构形式、和机床条件等因素来确定。 3.基本参数:法面模数
头数 旋向 导程角γ0(等于分度圆螺旋升角λ0) 压力角α0(法向压力角αn0) 槽数 i 容屑槽导程 容屑槽 旋向
滚刀的基本尺寸
前刃面偏位值u 外圆直径da0 齿顶高ha0 齿全高h0 产背量hr
大家应该也有点累了,稍作休息
大家有疑问的,可以询问和交流
齿轮滚刀的基本蜗杆
3.法向直廓基本蜗杆 法向截面齿形是直线,端面齿形是延伸渐开线。
滚刀的基本尺寸及参数
1.滚刀的形成:滚刀的形成: 在一个蜗杆上铣出若干条容屑 槽(直槽或螺旋槽),把蜗杆螺纹 切割成许多小的刀齿,并形成 刀齿的前面1、顶刃2及两条侧 刃3和4。沿着蜗杆的螺纹方向 在圆周上和两个侧面铲齿,铲 出顶后面5及两个侧后面6和7, 并形成顶刃后角和左、右侧刃 后角。
滚刀基础知识
E G m b H / G e a r i n g / h o b p r o f i l eHobs –Gear Cutting toolsThe Technology TeamLMT Technology Group Dipl.-Ing. Stephan WegerE G m b H / G e a r i n g / h o b p r o f i le•Hobs –Gear Cutting Tools 滚刀—齿轮切削刀具E G m b H / G e a r i n g / h o bpr o f i l eLMT Fette –Gear Cutting Tools 齿轮切削刀具Gashing Cutter齿轮铣刀HSS / PM / SPEED CORE ///Carbide 硬质合金Soldered Carbide hob镶刀片或刀条的硬质合金滚刀Carbide 硬质合金HSS / PMmodule 模数0,8 -3,25External gears 外齿轮module 0, 8 -42module 模数>3,25 -6module 模数>6 -42ICI Hob 刀片滚刀HSS / PM Hob 重切滚刀Hob 滚刀Roughing +finishing 粗切+精切1 start 1头HSS / PM Gashing Cutter 整体齿轮铣刀ICI Gashing Cutter 机夹可转位齿轮铣刀Internal gears 内齿轮module 5 -60Modul 模数>42 -60E G m b H / G e a r i n g / h o b p r o f i l eGear hob characteristics 齿轮滚刀特性Gear hobs according to:齿轮滚刀分类齿轮滚刀分类,,按如下:•Structures 结构•Types of gearing to be manufactured 被加工齿轮的类型•Quality of the gearing or machining stage 被加工齿轮的精度或加工工序•Surface treatment 表面处理•Structures:按结构分:•Solid type gear hobs 整体齿轮滚刀precision tooth hobs, roughing hobs 精滚刀, 粗滚刀Cutting materials: High-speed steel (conventional, PM), carbide, Speedcore 刀具材料: 高速钢(传统HSS, 粉末), 硬质合金, 速切王•Multi-part gear hobs 装配式滚刀ICI Hobs, Gear hobs with soldered carbide insertsor carbide strips 刀片滚刀, 镶刀片或刀条的硬质合金滚刀E G m b H / G e a r i n g / h o b p r o f i l eGear hob characteristics 齿轮滚刀特性Quality of the gearing or machining stage:按被加工齿轮精度等级分:•Gear hobs for roughing Requirements:High chip removal rate,different quality requirements depending on the following machining process(honing, shaving, grinding, skive hobbing).•粗加工齿轮滚刀•要求:高的切屑去除率,根据后序加工工艺,有不同的质量要求(如珩齿、剃齿、磨齿、刮削)•Gear hobs for finishingRequirements: Defined precision (e.g. Q6).•精加工齿轮滚刀要求: 已知的齿轮精度(例如:Q6).•Surface treatment:按表面处理方法分:•Coatings 涂层E G m b H / G e a r i n g / h o b p r o f i l eUse of gear hobs at different machining stages 齿轮滚刀在不同的加工工序中的用途Hobbing 滚齿Shaving 剃齿Rough milled with gear hob 齿轮滚刀作粗加工用Heat treatment 热处理(annealing) (退火)Heat treatment (hardening, tempering)热处理(淬火, 回火)Grinding 磨齿Toothing finish milled or rough milled for grinding 精滚齿或磨齿前的半精滚齿Skiving 刮削E G m b H / G e a r i n g / h o b p r o f i l e•Hobs –Gear Cutting Tools 滚刀–齿轮切削刀具Information about the size of the tool 与刀具外形尺寸有关的参数E G m b H / G e a r i n g / h o b p r o f i l eBasic hob profile滚刀基本齿形E G m b H / G e a r i n g / h o b p r o f i l e导程前刀面键槽容屑槽螺旋线轴向齿距容屑槽的螺旋角螺旋升角切削长度刀具总长装夹端面齿厚压力角/addendum 齿顶高全齿高齿根高齿根圆弧半径齿顶圆弧半径Gear hobbing terminology 齿轮滚刀术语E G m b H / G e a r i n g / h o b p r o f i l eDirection of starts –left or right hand 螺旋方向–左旋或右旋E G m b H / G e a r i n g / h o b p r o f i l eDirection of starts –left or right hand 螺旋方向–左旋或右旋left hand -1 Start 左旋-1 头E G m b H / G e a r i n g / h o b p r o f i l eDirection of starts –left or right hand 螺旋方向–左旋或右旋E G m b H / G e a r i n g / h o b p r o f i l eDirection of starts –left or right hand 螺旋方向–左旋或右旋right hand -1 Start 右旋-1头E G m b H / G e a r i n g / h o b p r o f i l eDrive驱动方式E G m b H / G e a r i n g / h o b p r o f i l eGear hob clamping 齿轮滚刀的装夹Keyway轴向键槽Concentricity test face 同心度检测面Holding and support faces 安装定位面Clamping force 夹紧面E G m b H / G e a r i n g / h o b p r o f i l eGear hob clamping 齿轮滚刀的装夹Drive slot on both sides两端端面键Concentricity test face 同心度检测面Holding and support faces 安装定位面Clamping force 夹紧面E G m b H / G e a r i n g / h o b p r o f i l eGear hob clamping 齿轮滚刀的装夹Drive slot on one side一端端面键Concentricity test face 同心度检测面Holding and support faces 安装定位面Clamping force 夹紧面E G m b H / G e a r i n g / h o b p r o f i l eGear hob clamping 齿轮滚刀的装夹Cylindrical shaft锥柄及直柄Concentricity test face 同心度检测面Holding and support faces 安装定位面Clamping force 夹紧面E G m b H / G e a r i n g / h o b p r o f i l eGear cutting tools 齿轮切削刀具Shank type hobs 柄式滚刀Advantages:•Excellent concentricity •max. 0.003 mm•Shank-type tools can be used on bore-type hobbing machines •Fast tool changing优点:•极高的同心度•max. 0.003 mmFETTE expansion chuck 热胀卡头HSK 63E G m b H / G e a r i n g / h o b p r o f i l eThree-start gear hob 3 头齿轮滚刀3 2 1E G m b H / G e a r i n g / h o b p r o f i l eThree-start gear hob 3 头齿轮滚刀E G m b H / G e a r i n g / h o b p r o f i l eNumber of starts of a hob滚刀的头数E G m b H / G e a r i n g / h o b p r o f i l eSolid-type gear hob 整体式齿轮滚刀Gear hob dimensions:e.g. 50 x 16/22 x 22滚刀尺寸:如:50 x 16/22 x 22Catalogue, page 16目录, page 16E G m b H / G e a r i n g / h o b p r o f i l eSolid steel gear hob 整体式齿轮滚刀Catalogue, page 17目录,第17页E G m b H / G e a r i n g / h o b p r o f i l eHeavy Duty Roughing hobs粗加工重切滚刀E G m b H / G e a r i n g / h o b p r o f i leCutting proportions:Tooth tip corresponds to area F1 approx. 75 %Root corresponds to area F2 approx. 25 %切削比例:齿顶对应于F1区域,大约75 %Heavy Duty Roughing hobs 粗加工重切滚刀E G m b H / G e a r i n g / h o b p r o f i l eFace projection of a Heavy Duty Roughing hob重切滚刀的端面形状Section B-0Section A-0E G m b H / G e a r i n g / h o b p r o f i l eRoughing hob with indexable inserts 粗加工刀片滚刀Cat. 2163 | p. 39E G m b H / G e a r i n g / h o b p r o f i l eParts of an ICI Hob 刀片滚刀的各个部分Segment 刀条End ring 固定环Body 刀体E G m b H / G e a r i n g / h o b p r o f i l eTooth segment刀条E G m b H / G e a r i n g / h o b p r o f i l eRelief machining at the gear hob 齿轮滚刀的铲背加工Turn the worm thread螺旋线的车削Relief turning 铲背加工i = number of gashes h r = relief machining feedd a0= gear hob external diameter αk = tip clearance angleh rαkRelief machining curve = Archimedean spiral 铲背曲线= 阿基米德螺旋线tan αk = h r · i/(d a0· pi)i = 容屑槽数h r = 铲背量d a0= 滚刀外径αk = 齿顶后角E G m b H / G e a r i n g / h o b p r o f i l eRelief grinding 铲背的磨削• A hob and his relief turning curves •滚刀和它的铲背曲线E G m b H / G e a r i n g / h o b p r o f i l eRake angle at the gear hob 齿轮滚刀的前角Adjusting the gauge stylus a) positive rake angle b) negative rake angle 调节检测仪的测头a) 正前角b)负前角a) rake angle 0°b) negative rake angle c) positive rake angle a) 前角0°b) 负前角c) 正前角E G m b H / G e a r i n g / h o b p r o f i leInformation about the profile of the tool与滚刀齿形相关的参数E G m b H / G e a r i n g /h o b p r o f i l e•Worse than gear quality 12•低于齿轮精度12级Achievable gear qualities滚齿可达到的齿轮精度等级Quality grades according to DIN 3968 for single-start gear hobsDIN 3968中滚刀精度等级(单头齿轮滚刀)Achievable gear qualities 齿轮精度等级based on the total profile deviation according to DIN 3962对应于DIN 3962 中齿形精度Module range 模数范围more than 1 up to 1.6more than 1.6 to 2more than 2 up to 2.5above 2.5 to 3.55more than 3.55 to 4morethan4to6above 6to6.3abov e 6.3 to 10abov e 10 to 16abov e 16 to 25morethan 25 to40AA 77787778877A 910999999999B 1111111110111011111010C12*121212121212121212E G m b H / G e a r i n g / h o b p r o f i l eBasic hob profile滚刀基本齿形E G m b H / G e a r i n g / h o b p r o f i l eGear form –Basic Rack profile 齿轮形式–基本齿条齿形E G m b H / G e a r i n g / h o b p r o f i l eThe basic rack corresponds to the straight spur gearing on an external gear where the number of teeth is infinite.基本齿条:一个外齿轮,当齿数为无限大时,它的轮齿就成为齿条。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4 ASP60 磨后不镀
80m/min-120m/min
5
ASP60 不镀
80m/min-100m/min
6
ASP30+镀层
100m/min-150m/min
7 ASP30 磨后不镀
70m/min-100m/min
8
ASP30 不镀
60m/min-90m/min
9
M35+镀层
70m/min-80m/min
0.9
28
1°20′
0.95
27
1°25′
0.977
26
1°25′
1.0
25
1°30′
1.05
24
1°35′
1.1
23
1°40′
1.15
22
1°45′
1.2
21
1°50′
1.25
20
1°55′
1.388
18.3
2°07′
1.4
18
2°10′
1.5
17
2°20′
1.6
16
2°30′
1.75
15
2°45′
齿轮滚刀知识总汇 ——赵红荣整理
共7页
五、 小模数滚刀精度检验规格
规格
等级
AAA
1.孔径(+)
AA
A
AAA
垂
2.台阶圆振幅
AA A
直
3.端面振幅
AAA AA
A
AAA
4.齿顶圆振幅
AA
A
AAA
5.单一分割误差
AA
A
偏
AAA
6.累积分割误差
AA
摆
A
AAA
7.向心度
AA
A
AAA
切 8.单一节距误差(±)
齿轮滚刀知识总汇 ——赵红荣整理
共7页
齿轮滚刀知识总汇
第1页
作者简介:
齿轮滚刀知识总汇 ——赵红荣整理
共7页
赵红荣:齿轮爱好者,1997 年至 2009 年底在深圳一家大型精密五金 厂任职,2010 年初至今在珠海一家大型机电有限公司任职,对齿轮颇感 兴趣,对国内外多种滚齿机、齿轮检测仪器都了解 (宁江 Y3612/1、瑞 士 MIKRON 102、日本 HAMAI 120、60SP、60SP-NC、HOBLON-8F、HB-300、德国 KP-200、 瑞士 MZ-130、日本 TTI-120、CLP-350、德国 P26)。
刃
面
9.3 节距误差(±)
AA A AAA AA
A
AAA
10.邻接误差
AA
A
齿
AAA
11.1 回转累积误差
AA
筋
A
AAA
12.3 回转累积误差
AA
A
AAA
齿 13.压力角误差(分)(±)
AA A
形
14.齿厚误差(±)
AAA AA
A
单位:0.001mm
M0.1 以上至 M0.25 至 M0.6 至 M1.0 至 M1.6 以上至 M0.25 以下 M0.6 以下 M1.0 以下 M1.6 以下 M2.0 以下
2
2
2
2
2
3
3
3
3
3
5
5
5
5
5
2
2
2
2
2
2
2
2
2
2
3
3
3
3
3
2
2
2
2
2
2
2
2
2
2
3
3
3
3
3
4
4
5
6
6
5
6
6
8
8
8
10
10
12
12
6
6
6
6
6
8
8
8
8
8
10
10
10
10
10
12
12
16
16
16
16
16
20
20
20
20
20
25
25
25
3
4
4
4
4
4
5
6
6
6
6
8
8
8
10
2
2
3
3
3
3
3
4
4
4
74
4
5
5
6
3
3
5
5
第2页
齿轮滚刀知识总汇 ——赵红荣整理
共7页
一、 滚刀种类(按材质分)
1. 钨钢(硬质合金)
2. 钴高速钢(M35)(SKH55)
3. 粉末高速钢:
1) ASP 2030(ASP30)
2) ASP 2052(ASP52)
3) ASP 2060(ASP60)
二、 涂层种类
NO
涂层材料
微硬度 (HV)*
9. 适当的润滑 实施充分的润滑。 粘度高的润滑油噪音较低。
10. 低速运转及低负荷 齿轮的转速尽量压低,负荷尽量减轻可减少噪音。
第7页
10 M35 磨后不镀
60m/min-70m/min
11
M35 不镀
50m/min-60m/min
第4页
齿轮滚刀知识总汇 ——赵红荣整理
共7页
四、 滚刀模数、径节、外径与进刀角度关系表*
刀具外径
模数(M) 径节(DP)
40mm
32mm
24mm
进刀角度 进刀角度 进刀角度
0.1
250
8′
0.15
120
5. 较大的咬合率 咬合率越大噪音越小因此减小压力角或加高齿深均可以增加咬合率。 重叠率加大也可以降低噪音,因此螺旋齿轮比正齿轮噪音小。
6. 较小的齿轮 采用较的小模数及较小的外径
7. 较高的刚性 加宽齿幅,高刚性的形状对噪音的降低有利。 加强齿轮箱及轴类的刚性。
8. 采用振动渐衰率高的材质 若为轻负荷低回转的齿轮,采用塑胶齿轮是很好的选择,但要注意温度上 升问题。 铸铁齿轮比钢齿轮对降低噪音有效。
由于对齿轮的热爱,本人将所学到的知识、技能以文字方式叙述出来,供初学者 参考借鉴,本人汇编了《齿轮原理手册》、《滚刀知识总汇》、《蜗杆知识》、《KP-200 操作手册》、《MZ-130 操作手册》、《HAMAI GN-150 CNC 修刀机操作手册》、《HAMAI 60SPⅡ NC 滚齿机操作说明》、《TTI-120E 齿轮测试仪操作手册》等。简洁实用的操作手册 及理论知识,希望能帮到齿轮初学者。
3300 3300 3500
0.25 0.4 0.4
*依赖于应用于测试条件
内应力 (Gpa)*
-2.5 -3 -4.0 -1.0 -1.5/-2.0
-1.3/-1.5 -4.0
-1.7/-2.0
-1.3/-1.5 -3.0/-3.5
-4.0
最大适用温度 (摄氏)*
600 1100 400 300 700
我相信,中国制造的齿轮会在不久的将来超越其它强国,到处都会见到 made in China。
同时为给齿轮爱好者提供一个学习交流的平台,请登录注册:中国齿轮论坛 ,上面汇集齿轮各方面资料和许多前辈、专家,都与你在线交流, 为你解答实际遇到的困难。
最后,原我的一些资料能帮到大家。 联系 QQ:113616438 邮箱:zhaohongrong@
1.8
14
2°55′
2.0
13
3°15′
2.1
12
3°30′
*以上仅供参考,实际以刀具商加工为主。
10′ 15′ 20′ 25′ 35′ 35′ 40′ 45′ 50′ 55′ 57′ 1° 1°10′ 1°15′ 1°20′ 1°25′ 1°30′ 1°40′ 1°45′ 1°50′ 1°50′ 1°55′ 2°05′ 2°10′ 2°15′ 2°20′ 2°30′ 2°47′ 2°50′ 3° 3°15′ 3°35′
针对钢材的摩 擦系数(干性)*
1
TiN 氮化钛
2300
0.4
2
AlCrN
氮铬化铝
3200
0.35
3
TiCN
碳氮化钛
3000
0.4
4
WC/C
碳化钨/碳
1000/2000 0.10-0.20
5
CrN 氮化铬
1750
0.5
Polycrystalline
6
diamond
8000-10000 0.15-0.20
5
6
6
8
8
8.
8
8
10
10
12
1
1
1
2
2
3
3
4
4
4
4
4
5
5
6
2
2
2
4
4
5
5
6
6
6
6
6
8
8
8
2.5
2.5
2.5
4
4
8
8
8
10
10
10
10
12
12
12
3′
3′
3′
3′
3′
5′
5′
5′
4′
4′
7′
7′
7′
5′
5′
2
2
2
3
3
3
4