FANUC 0i-MB加工中心增加第四轴实例
fanuc加工中心第四轴安装说明
fanuc加工中心第四轴安装说明
加工中心第四轴安装说明
1.硬件连接:
A.安装并固定第四轴放大器AMP
B.对所有的电线进行连接(需要有光纤跳线一根,电源连接片两根,CXA2A线
一根,马达信号线JY4一根,马达动力线一根).
C.第四轴夹紧及原点复归信号线接点确认
850A 510
0I 4-UNCLAM。
LS X8.0(OP5A-B15)X9.6(OP5A-B22)
DEC。
4 X9.3(OP5A-A21)X9.3(OP5A-A21)18M 4-UNCLAM。
LS X1008.0(PCB5A-A16)
DEC。
4 X1009.3(PCB5A-B21)
2.参数设置
机台需要设置的参数:
P9943.3 1 追加第四轴同动控制
P9900 4 NC控制4轴
P1006.0 A轴设1 0:直线轴1:旋转轴
P1022 A轴设5 5:并列于X轴
P1023 A轴设4
P1021 A轴设65 轴名称
P1320 A轴设999999 +行程极限
P1321 A轴设-999999 -行程极限
P1010 4 CNC控制轴数
P9944.2 1
P12.4 0
P1005.7 1 各轴的控制轴分离:1。
有效;0,无效
P3003.0 0 各轴的INTER LOCK 1:无效0:有效P3003.2 0 各轴的INTER LOCK 1:无效0:有效客户加装的第四轴参数要根据第四轴
随机的参数表进行设置。
OIMD追加第四轴

F-0IMD系统追加第四轴P1一、将位元参数#1902、1905、1910~1919、1936、1937改为0,并将#1023(各伺服轴号码)现在值记录下来。
二、将参数P14476#0改为1,P8130改为4,下电关机,重新启动。
如果没有出现第四轴放大器,将参数P1913改为3四、设定完毕后,按AXIS→OPRT→不做任何操作,按SETING返回,关机再开,参数#1902、1905、1910~1919、1936、1937自动设置成功,此时B轴加装完成。
如果出现AL5138报警,需重新设定;设定过程可能会出现1、# 466AL,将P2165参数B值改大可以消除。
2、# 436AL,确认第四轴夹紧/放松信号及油管接法是否正确。
3、加装完成后不回原点,将K0.1改1 (参照K参数说明书)。
五、按照下列步骤输入参数(也可参照四轴说明书)1、系统参数设定P9900=4(控制轴数)P9943.3=1(制御轴扩张) P9944.4=1(轴取出)关机再开。
2、在P2020设定伺服电机形式如α2/2000=46 α2/3000=62 α3/3000=15 α6/2000=16 α6/3000=17 α4/3000i=173 α8/3000i=177 /277(377)α12/3000i=193 α22/3000i=197α30/3000i=203 α1/5000i=152 α2/5000i=1553、设定伺服初始化参数P1023(伺服轴号码)=4(如果未设定,伺服参数自动设定无效);P2000.1=0(初始化参数),关机再开系统自动设定伺服相关参数完成,此位元自动为1;如出现AL4×6、4×7号报警,需重新设定。
备注:1、参考计数容量Ref.counter(参数#1821=[360/(gear ratio)*1000混合齿轮比FFG(N/M) (参数#2084/2085)=Ref.counter/1000,000例如:当齿轮比为180:1时的设置方法Ref.counter=(360/180)*1000=2000,所以#1821=2000F.FG(N/M)=2000/1000,000=1/500,所以#2084(N)=1 , #2085(M)=500当齿轮比为90:1时<2> #1821=4000 #2084=1,#2085=2502、移动中位置的偏差极限值(#1828)计算公式:E=F/GE:位置偏差量(单位:pulse),F(#1420):快速进给率(单位mm/min),G(#1825):位置增益(单位0.01/see);设定值=E*1.5例如:F=4000(mm/min)=4000,000um/60sec=66666(um/sec)所以当检出单位=1um/pulse时,F=66,666(pulse);G=3000(0.01/sec)=30(1/sec);E=F/G=66666/30=2222(pulse);而设定值=2222*1.5=33333、手动慢速进给率(#1423),如手动慢速进给率为4m/min,则设定4000;4、回原点位置漂移时,调整#1850参数;5、第四轴驱动已安装但未安装电机时,将参数#12.7=1,可暂时解除第四轴而不报警,多轴一体时无效。
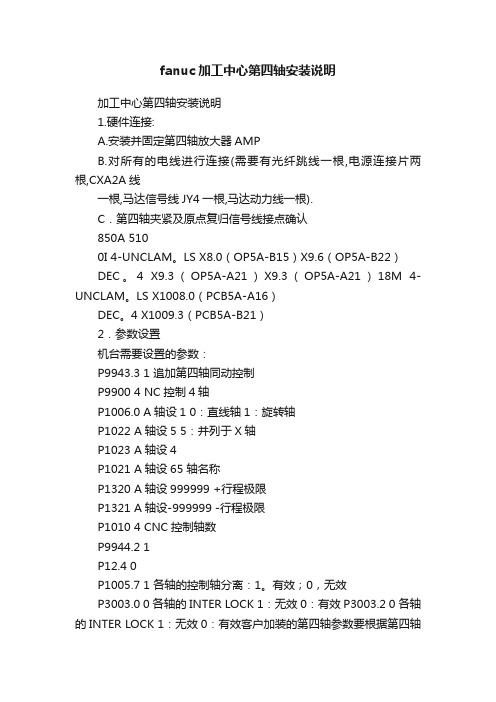
加装四轴设定方法

FANUC 0i MD 加装四轴设定方法
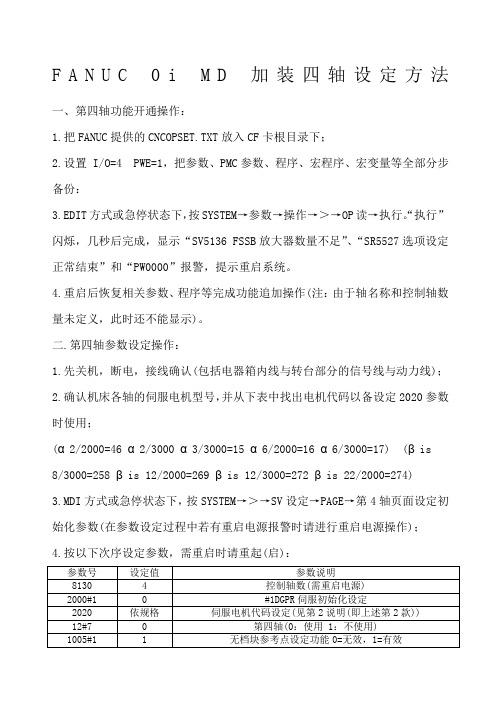
一、第四轴功能开通操作:
1.把FANUC提供的放入CF卡根目录下;
2.设置 I/O=4 PWE=1,把参数、PMC参数、程序、宏程序、宏变量等全部分步备份:
方式或急停状态下,按SYSTEM→参数→操作→>→OP读→执行。
“执行”闪烁,几秒后完成,显示“SV5136 FSSB放大器数量不足”、“SR5527选项设定正常结束”和“PW0000”报警,提示重启系统。
4.重启后恢复相关参数、程序等完成功能追加操作(注:由于轴名称和控
制轴数量未定义,此时还不能显示)。
二.第四轴参数设定操作:
1.先关机,断电,接线确认(包括电器箱内线与转台部分的信号线与动力线);
2.确认机床各轴的伺服电机型号,并从下表中找出电机代码以备设定2020参数时使用;
(α2/2000=46 α2/3000 α3/3000=15 α6/2000=16 α6/3000=17) (β
is 8/3000=258 βis 12/2000=269 βis 12/3000=272 βis 22/2000=274) 方式或急停状态下,按SYSTEM→>→SV设定→PAGE→第4轴页面设定初
始化参数(在参数设定过程中若有重启电源报警时请进行重启电源操作);
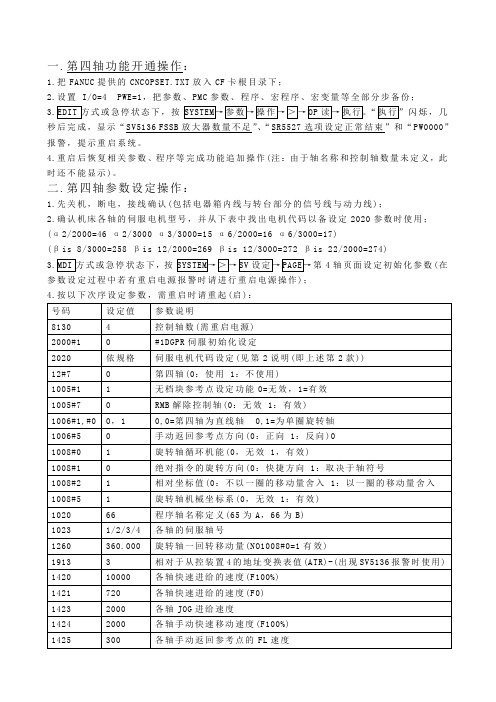
4.按以下次序设定参数,需重启时请重起(启):
注:10mm螺距丝杠与伺服电机直联时 2084=1、2085=100、1821=10000 16mm螺距丝杠与伺服电机直联时 2084=2、2085=125、1821=16000
以上是追加四轴的方法。
fanuc0imd加装四轴设定
第四轴功能开通操作:
1、把FANUC提供的CNCOPSET.TXT放入CF卡根目录下;
2、设置I/O=4 PWE=1,把参数、PMC
3
烁,几秒后完成,显示“SV5136 FSSB放大器数量不足”、“SR5527选项设定正常结束”
和“PW0000”报警,提示重启系统。
4、重启后恢复相关参数、程序等完成功能追加操作(注:由于轴名称和控制轴数量未定义,
此时还不能显示)。
第四轴参数设定操作:
1、先关机,断电,接线确认(包括电器箱内线与转台部分的信号线与动力线);
2、确认机床各轴的伺服电机型号,并从下表中找出电机代码以备设定2020参数时使用;(α2/2000=46 α2/3000 α3/3000=15 α6/2000=16 α6/3000=17)
(βiS 8/3000=258 βiS 12/2000=269 β
3按4轴页面设定伺服初始化参数(在参数设定过程中若有重启电源报警时请进行重启电源操作);
注:10mm螺距丝杠与伺服电机直联时2084=1、2085=100、1821=10000 16mm螺距丝杠与伺服电机直联时2084=2、2085=125、1821=16000
潭佳AR-170/210/250分度盘(1/90)与伺服直联时2084=1、2085=250、1821=360000 马特T5攻牙机刀盘(14)配减速(PGL90-7)与伺服直联时2084=9、2085=700、1821=360000 以上是追加四轴的方法.供参考。
FANUC 0i-MB立式加工中心增加旋转工作台

l 机 转 l l
川
4 1 0 ̄ ) )
5 0 00 2) ( 盘嫂 2 0 3) ) (l 【 (
轴帕 『} 坏埘 Jj fj JI { 轴的 f 赴心 再轴 l 逊 的 I
f 数 参
L f 丸 f 似侈, }J J J%j \
0 j MB 内 存 改定 值
2 2安装 .
l l 88
l2 80 Biblioteka 2 00参 芍汁数 器 容 |及 榆 }竹 率 设定 恤 { 1 I
指 令 杆牢 备轴 的 编 f 称
0 0 00 0 l0 l
2 6 5
2 . 硬件连接 .I 2
根 据现 有加 工 中心工 作 台尺 寸和 产 品加工 要 求 ,选择
( )启 动第 四轴功能 。设定参数 :9 0 = # 0 0 4 C C 1 #9 0 4;1 1= ( N
受控轴数 ) 83 = ( ; 10 4 总控制轴数 )# 9 3 = ( # ;9 4 . 1控制轴扩张 )重 3 ,
新启动电源。
图 I
() 2其他参数设定见表 l 。 表一其他 系统参数的设定
1 引 言 、
对箱体 的四个面进行加工 ,现在的加工方式是利用不同的工装
对箱体的不同的四个面进行加工 ; 操作人员需要频繁更换工装 ,
加工 四个面需要 四次装夹定位 , 影响工件定位精度 , 而且效率低 下。为了提高工作效率 和加工精度 , 提高机床的加工柔性 , 而 从 降低工装成本 ,为此 决定在现有立式加工 中心的基础上添加旋
C PO O! A
D),c ( DP c
1
首先确认 目前正在使用 的加工中心是否有第 四轴控制功能 以及选择相关 的硬件。
FANUC 0I-MC开第四轴

FANUC 0I-MC开第四轴在数控铣床或加工中心有预留四轴的条件下,可进行如下操作:1、先关机,断电,接线(包括电器箱内线与转台部分的信号线与动力线);2、检查一遍,看接线是否有误,认真检查无误后,上电、开机。
3、设定参数8130=4;4、设定系统参数N9900=4(控制轴数) N9943#1(制御扩张) N9944#=1(轴取出) 关机开机。
5、设定伺服马达参数NO2020(α2/2000=46 α2/3000 α3/3000=15 α6/2000=16 α6/3000=17)6、设定初始化参数NO1023:第四轴设定4,NO2000#1=0 关/开机7、依次设定下参数号码参数说明设定值12#7第四轴(0:使用1:不使用) (NO1005#7=1有效)01005#7解除控制轴1 1006#1,#00,0第四轴为直线轴0,1为旋转轴0,1 1006#5原点复归(0:正向1:负向)0 1008#0旋转轴转过机能(0,无效1,有效)1 1010CNC控制轴数4 1020名称(65为A,66为B ) 66 1023各轴伺服轴号码4 1260旋转轴一回转移动量(NO1008#0=1有效36000 1420各轴快速进给的速度(F100%)依规格1421各轴快速进给的速度F0400 1422所有轴最大切削进给率10000 1423各轴手动最快速进给速度依规格1424各轴手动快速进给速度(F100%)同1421425各轴原点复归减速度300 1430各轴最大切削进给率同1421620各轴快速进给线性或钟型加、减速时间常数1501621各轴快速进给钟型加、减速时间常数501622各轴切削慢速进给加,减速时间常数60 1624各轴手动慢速进给加,减速时间常数601820各轴CMR指令倍率2 1821各轴参考计数器容量依规格1825各轴位置回路增益3000号码参数说明设定值1826各轴定位宽度201827各轴切削进给定位宽度(NO1801#4=1时有效)201828各轴移动中位置偏差极限值依规格1829各轴停止中位置偏差极限值5001850各轴栅格飘移量依规格1851各轴慢速进给(G01)背隙量依规格1852各轴快速进给(G00)背隙量NO1800#4=1时有效依规格2001AMR00000002021各轴负载惯量比2562022各轴马达旋转方向(CW-111,CCW111)-1112023各轴速度回授脉波数81922024各轴位置回授脉波数125002084各轴混合齿数比之分子(N)依规格2085各轴混合齿数比之分母(M)依规格需要修改的K参数:K6.0=0第四轴动作时电磁阀为0:松开1:夹紧)K8.2=0第四轴夹紧时是否伺服OFF。
FANUC系统如何追加第四轴?

FANUC系统如何追加第四轴?FANUC系统如何追加第四轴?前期文章,Fanuc系统如何追加第四轴(选型篇),应读者需求,我们这期提供实际安装应用。
一伺服电机选择最常用的转台有170,210,250和320几种。
这些数字代表转台的圆盘直径。
分度盘规格电机规格驱动器规格φ170αi4F/β8isαiSV 40/βiSV20φ250αi4F/β8isαiSV 40/βiSV20φ320αi8F/β12isαiSV 40/βiSV20如果转台带动的工件比较重,或者还有圆盘尾座,可以把电机型号加大一个规格。
fanuc电机选型说明书如下:二电缆图纸我们以FANUC最常用的b一体驱动器为例,接线图如下(驱动器安装图)一参数设定连接好硬件,打开加工中心电源,使PARAMETER WRIT(参数可修改状态)=1,按以下步骤设定参数值。
①启动第四轴功能。
设定参数:FANUC 0I MB/MC#9900=4;#1010=4(CNC 受控轴数),#9943.3=1(控制轴扩张);FANUC 0I MD/MATE MD#8130=4(总控制轴数),#1010=4(CNC 受控轴数);FANUC 0I MF#987=4(总控制轴数);②其他参数设定见表1,表2.OFSSB(FANUC串行伺服总线,用光纤连接一台主控机和多台从控机,NC与伺服放大器通过高速串行总线实现通信的技术)设定。
第1步:1920.0=0 FSSB设定方式:0——自动,1——手动1920.1=0 FSSB自动设定:0—没完成,1完成:第2步:按SYSTEM->+->FSSB->AMP(放大器)(根据系统控制轴顺序设定)设定: AXISX 1Y 2Z 3A 4按SETTING;第3步:按SYSTEM-> + ->FSSB->AXIS(轴)设定: TNDMX 1Y 2Z 3A 4按SETTING,重新启动电源。
常用参数表:Ø控制轴数0i-MD为参数N8130,0i-MF为参数N987。
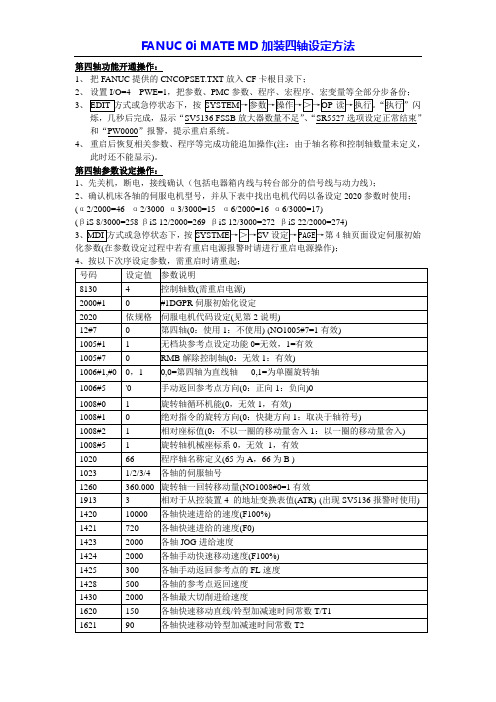
FANUC伺服第四轴调试
FANUC第四轴安装调试控制器形式:FAUNC OIMC参数设定步骤:1.开第四轴参数:1.1 NO.8130=4 (总轴数控制)由于新的OIMC控制器隐藏了9000号系统参数,第四轴系统参数已经开启,故只要开8130,18IMB还要开9944.2=0 可能还要开启NO.9943.3=11.2 开关机轴画面会出现B轴2.设定伺服马达型式参数: NO.2020( a4/4000i=273,a8/3000i=277,a12/3000i=293,)3.设定伺服初始化参数:3.1 NO.1023=43.2 NO.2000#1设0注意0i-MD系统下:14476#0 设1 1902#1 设0修改系统里面电机的地址需要将13112#1 修改后读取电机ID3.3 开关机NC自动设定伺服马达相关参数且伺服初始化参数NO.2000#1也自动设为1,( 相关伺服马达代码,参数参阅FAUNC AC SERVO MOTOR a seriesPARAMETER MANUAL)4.依次设定下表所列之参数参数参数说明设定值12#7 0:使用第四轴, 1: 不使用第四轴01005#7 解除轴控制 111005#3 0利用减速挡块进行参考点返回1与减速挡块无关,根据参数1005#7来选择快速定位到参考点或利用减速挡块进行参考点返回1006#1,#0 0,0:第四轴为直线轴0,1 0,1:第四轴为旋转轴0 1006#5 0:正向原点复归1:负向原点复归1 1008#0 0:旋转轴的循环功能无效1:旋转轴的循环功能有效1008#1 0:按距目标较近的旋转方向0 1:按指令值符号指定的方向1 1008#2 0:每一转的移动量不取整1:每一转的移动量取整1010 CNC控制轴数伺服第四轴设4 液压第四轴设3 4 1020 第四轴名称(65为A,66为B) 66 1023 各轴伺服轴号码 4 1260 旋转轴每一转的移动量360000 1420 各轴快速进给速度(F100%) 4000 1421 各轴快速进给F0速度400 1422 所有轴最大切削10000 1423 各轴手动慢速进给率360 1424 各轴手动快速进给率同参数1420 1425 各轴原点复归减速度300 1430 各轴最大切削进给率2000 1620 各轴快速进给线性或钟型加/减数时间常数(T1) 150 1621 各轴快速进给钟型加/减数时间常数(T2) 50 1622 各轴切削慢速进给加/减数时间常数60 1624 各轴手动慢速进给加/减数时间常数60 1816 参数计数器容量及检出倍率设定值100011820 各轴CMR指令倍率 21821 各轴的参考计数器容量依齿数比不同而设参考第四轴供应商资料1825 各轴位置回路增益30001826 各轴定位宽度201827 各轴切削进给定位宽度201828 各轴移动中位置偏差量极限值30001829 各轴停止中位置偏差量极限值5002021 各轴负载惯量比2562022 各轴马达旋转方向(C.W:-111,C.C.W:111)-1112023 各轴速度回授脉冲数81922024 各轴位置回授脉冲数125002084 各轴混合齿数比分子(N) 参考第四轴供应商资料2085 各轴混合齿数比分子(M) 参考第四轴供应商资料1422 VB系列设5000,其余设10000.以上参数设好后再设第四轴供应商提供的参数,1850.1851可以不设,2020按照实际马达规格而设,另外尽量按照第四轴供应商提供的参数设.注!1.1821设的不对可能造成关机后每次回原点都不准,具体设置如下:1821=360*NO.2084(N)/NO.2085(M)*1000此画面中的功能位设为1110003.参数2001-2017设的值与X轴一样4.正常情况下急停拉起来,第四轴七段数码管会显示0,若为横杠,把1005#7设0在试一下5.PLC参数设定(以C103-00为列)5.1 K0.1设1 第四轴必须先回原点才可程式启动5.2 K2.5设0 第四轴分别使用加紧信号和放松信号K2.5设1 第四轴只使用加紧信号5.3 K6.0设0 第四轴电磁阀动作时为松开或夹紧0: 松开,1: 夹紧所有参数设好后,把手轮打到第四轴看X3.3是否为1,X3.1是否为0, 不打到第四轴X3.1是否为1, X3.3是否为0,确认电磁阀动作油管是否冲油, 如果X3.3和X3.1刚好相反,换转接板62,63号线,再确认松开夹紧信号,用手轮摇第四轴,并在伺服调整画面下看(实际电流%)最大不要大于70,如果在100-200之间甚至更大,把K6.0设1, 对换转接板上面的62,63号线,摇手轮,再确认电流值,若还在100以上,要确认机械组装.伺服轴的一些查看参数3115.0=0 各轴当前位置显示各轴的伺服轴号1023设-1 使用主轴作为控制轴3115.0设1各轴的当前位置显示(0进行1不进行)1800.1设1不出现伺服报警1902.1设0如果伺服第四轴超程1320和1321都设为最大值第四轴参数设置说明2024 各轴位置回援派波数12500 2804 各轴混合齿数比之分子2085 各轴混合齿数比之分母》》备注《《1.检查单位=0.001(度/pulse)时候1.1参考计数器容量设定方法是(参数NO。
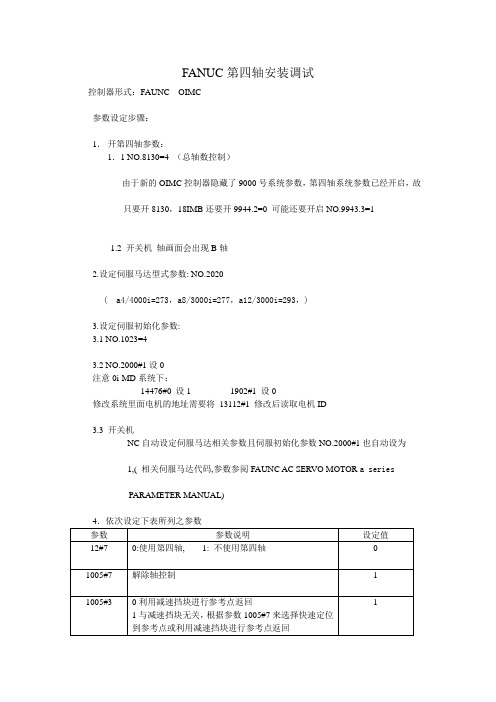
FANUC 0i MC加装4轴
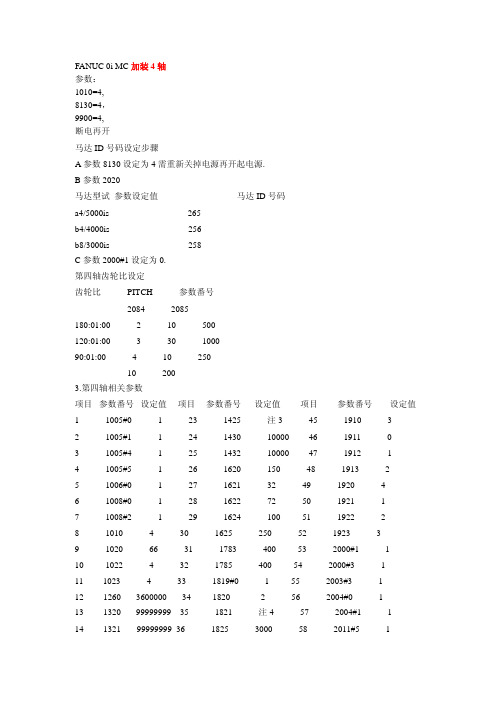
FANUC 0i MC加装4轴参数:1010=4,8130=4,9900=4,断电再开马达ID号码设定步骤A参数8130设定为4需重新关掉电源再开起电源.B参数2020马达型试参数设定值马达ID号码a4/5000is 265b4/4000is 256b8/3000is 258C参数2000#1设定为0.第四轴齿轮比设定齿轮比PITCH 参数番号2084 2085180:01:00 2 10 500120:01:00 3 30 100090:01:00 4 10 25010 2003.第四轴相关参数项目参数番号设定值项目参数番号设定值项目参数番号设定值1 1005#0 1 23 1425 注3 45 1910 32 1005#1 1 24 1430 10000 46 1911 03 1005#4 1 25 1432 10000 47 1912 14 1005#5 1 26 1620 150 48 1913 25 1006#0 1 27 1621 32 49 1920 46 1008#0 1 28 1622 72 50 1921 17 1008#2 1 29 1624 100 51 1922 28 1010 4 30 1625 250 52 1923 39 1020 66 31 1783 400 53 2000#1 110 1022 4 32 1785 400 54 2000#3 111 1023 4 33 1819#0 1 55 2003#3 112 1260 3600000 34 1820 2 56 2004#0 113 1320 99999999 35 1821 注4 57 2004#1 114 1321 -99999999 36 1825 3000 58 2011#5 115 1322 99999999 37 1826 200 59 2016#3 116 1323 -99999999 38 1827 200 60 2017#0 117 1326 99999999 39 1828 150000 61 2017#6 118 1327 -99999999 40 1829 5000 62 2017#7 119 1420 注1 41 1832 5000 6320 1421 500 42 1850 注5 6421 1423 10000 43 1851 注5 6522 1424 注2 44 1852 注5 66注1:依第四轴供应商提供数据设定注2:参数1424=参数1420数值/2注3:参数1425=参数1424数值/2注4:依齿轮比设定<PITCH*10000>注5:依第四轴供应商提供数据设定5 参数设定(1)启动第四轴功能:参数 # 9900=4# 1010=4 CNC受控轴数# 8130=4 总控制轴数.# 9943.3=1 控制轴扩张重启.(2)设定参数:0iMB 内容设定值1818 参考计数器容量及检出倍率设定值000100011820 指令倍率 21020 各轴的编程名称 651022 基本坐标系中各轴的顺序 X2 Y3 Z4 A11023 各轴的伺服轴号X2 Y3 Z4 A11821 电机旋转一周4度 40001825 各轴的伺服环增益 50001826 各轴的到位宽度 201827 各轴切削进给的到位宽度 201828 各轴移动中的最大允许位置偏差量 30001829 各轴停止中的最大允许位置偏差量5002001 位参数 02020 电机号1582021 负载惯量比 1282022 电机旋转方向-1112023 速度脉冲数 81922024 位置脉冲数 125001421 F0速度2001422 切削最高速度(所有轴)1423 手动进给速度 3601424 各轴手动快速运行速度 10001420 各轴快速运行速度 40001850 各轴的栅格偏移量 01620 各轴的加减时间常数 0.重启;2084 齿轮比(分子) 12085 齿轮比(分母) 250(3).FSSB自动设定:①: 1920.0=0 FSSB设定方式:0,自动。
FANUC(0i-MDOi-MF)系统机床添加第四轴案例

FANUC(0i-MD Oi-MF)系统机床添加第四轴案例发布时间:2021-07-01T10:08:04.223Z 来源:《基层建设》2021年第9期作者:郭强[导读] 摘要:在进行某些工艺加工时,需要数控机床进行四轴联动加工或者四轴安装夹具实现一次装夹,多面加工,很大程度上增加了加工效率与精度。
通用技术集团大连机床有限责任公司辽宁大连 116620摘要:在进行某些工艺加工时,需要数控机床进行四轴联动加工或者四轴安装夹具实现一次装夹,多面加工,很大程度上增加了加工效率与精度。
本文将以FANUC数控系统为例,从添加四轴功能到实现四轴运行进行介绍。
关键词:数控加工;FANUC数控系统;四轴1.功能添加在不同类型的FANUC数控系统中,第4轴功能为选项功能,所以需要进行底层功能的开通。
0i-MD系统4轴授权导入方法按键“SYSTERM” 软键“参数” ,软键“操作” ,按“右翻”软键直至出现“OP读” 点击此软键。
该授权名称需要改成“CNCOPSET”放入CF卡或者U盘中,在机床输入“CNCOPSET.TXT”,点击“F名称”,随后点击“执行”,大概两秒读取时间,系统提示关闭电源,重启机床。
2.FANUC控制轴分配2.1 FSSB通讯分配添加第4轴之前,将机床回零。
0i-MD系统参数“8130”设为“4”,0i-MF系统参数“987”设为“4”,重启机床。
开机后无异常报警,检查“参数”是否出现第四轴的设置。
接下来,需要进行“FSSB”连接和轴的再次分配、第4轴参数的设定、PMC梯图功能的开通、试运行。
按键“SYSTERM”,点击“右翻”软件,直至出现“FSSB”,点击“FSSB”软键。
在“连接状态”页面中,查看主轴、伺服轴直接的连接状态是否正常。
在“伺服放大器”页面中,查看系统所读取的伺服模块电流规格是否正确。
在“主轴放大器”页面中,查看系统所读取的主轴模块电流规格是否正确。
无异常开始分配伺服轴、主轴。
FANUC_0i_MATE MD加装四轴设定

第四轴功能开通操作:1、把FANUC提供的CNCOPSET.TXT放入CF卡根目录下;2、设置I/O=4 PWE=1,把参数、PMC参数、程序、宏程序、宏变量等全部分步备份;3、EDIT方式或急停状态下,按SYSTEM→参数→操作→>→OP读→执行。
“执行”闪烁,几秒后完成,显示“SV5136 FSSB放大器数量不足”、“SR5527选项设定正常结束”和“PW0000”报警,提示重启系统。
4、重启后恢复相关参数、程序等完成功能追加操作(注:由于轴名称和控制轴数量未定义,此时还不能显示)。
第四轴参数设定操作:1、先关机,断电,接线确认(包括电器箱内线与转台部分的信号线与动力线);2、确认机床各轴的伺服电机型号,并从下表中找出电机代码以备设定2020参数时使用;(α2/2000=46 α2/3000 α3/3000=15 α6/2000=16 α6/3000=17)(βiS 8/3000=258 βiS 12/2000=269 βiS 12/3000=272 βiS 22/2000=274) 3、MDI方式或急停状态下,按SYSTME→>→SV设定→PAGE→第4轴页面设定伺服初始化参数(在参数设定过程中若有重启电源报警时请进行重启电源操作);4、按以下次序设定参数,需重启时请重起;号码 设定值 参数说明8130 4 控制轴数(需重启电源)2000#1 0 #1DGPR伺服初始化设定2020 依规格 伺服电机代码设定(见第2说明)12#7 0 第四轴(0:使用1:不使用) (NO1005#7=1有效)1005#0 1 0:发出报警(PS0224)“回零未结束”1:不发出报警就执行操作1005#1 1 无档块参考点设定功能0=无效,1=有效1006#1,#0 0,1 0,0=第四轴为直线轴 0,1=为单圈旋转轴1006#5 '0 手动返回参考点方向(0:正向1:负向)01008#0 1 旋转轴循环机能(0,无效1,有效)1008#1 0 绝对指令的旋转方向(0:快捷方向1:取决于轴符号) 1008#2 1 相对座标值(0:不以一圈的移动量舍入1:以一圈的移动量舍入)1008#5 1 旋转轴机械座标系0,无效 1,有效1020 65 程序轴名称定义(65为A,66为B )1023 1/2/3/4 各轴的伺服轴号1260 360.000 旋转轴一回转移动量(NO1008#0=1有效1913 3 相对于从控装置4 的地址变换表值(ATR)-(出现SV5136报警时使用)1420 4000 各轴快速进给的速度(F100%)1421 20 各轴快速进给的速度(F0)1423 1000 各轴JOG进给速度1424 2000 各轴手动快速移动速度(F100%)1425 400 各轴手动返回参考点的FL速度1428 0 各轴的参考点返回速度1430 2000 各轴最大切削进给速度1620 100 各轴快速移动直线/铃型加减速时间常数T/T11621 80 各轴快速移动铃型加减速时间常数T21622 100 各轴切削进给加减速时间常数1624 200 各轴JOG进给加减速时间常数1820 2 各轴CMR指令倍率1821 3000 各轴参考计数器容量1825 3000 各轴位置回路增益1826 20 各轴定位到位宽度1827 20 各轴切削进给时的到位宽度(NO1801#4=1时有效)1828 25000 各轴的移动中的位置偏差极限值1829 40 各轴停止中位置偏差极限值1850 0 各轴栅格飘移量1851 0 各轴慢速进给(G01)背隙量1852 0 各轴快速进给(G00)背隙量NO1800#4=1时有效2001 0000000 AMR=000000002021 196 各轴负载惯量比2022 111 各轴马达旋转方向(CW-111,CCW111)2023 8192 各轴速度回授脉波数2024 12500 各轴位置回授脉波数2084注 依规格 柔性齿数比分子(N) N/M=电机一转所需位置反馈脉冲数/100万2085注 依规格 柔性齿数比分母(M)14476#0 1 FS0i-D专用方式=0、FS0i-C兼容方式=1注:减速比1/90时2084=1、2085=250、1821=4000减速比1/120时2084=3、2085=1000、1821=3000以上是追加四轴的方法.供参考。
加工中心加第四轴总结ZHAO1
起亚机床加四轴::1,材料清单台湾谭兴精工企业有限公司生产的TVRNC-255旋转工作台,根据旋转工作台和机床配置,伺服电机选择FANUC αiF 4/4000RPM,TAP,αi1,A06B-0223-B001,使用相对式编码器,伺服放大器FANUC BF09111, αi SV40,HRV2/3,A06B-6117-H104,FV800,台湾七洋液压站电磁阀(SMC VZ3104-3G(AC110)),压力检测开关SMC IS1000-01-111 001,数据光纤1根,伺服动力线1根,伺服电机编码器线一根,继电器,接触器等。
2,安装接线(1)伺服电路接线:如图所示。
(2)伺服电机控制信号线;参考机床电器说明书,控制信号地址,控制信号图如图:以斗山机床(立加)为例:X9.3回零信号(5号线号)——斗山机床I/O线号SL4 DC+24V(4号线)—斗山2L+X8.6四轴夹紧检测信号(2号线号)——斗山机床I/O线号SL5 DC+24V(1号线)—斗山2L+X8.7四轴松开检测信号(3号线号)——斗山机床I/O线号SL5 DC+24V—斗山2L+Y7.1为四轴夹紧信号加四轴简单总结::如果出现加紧松开2077报警,把X8,6,X8.7(即SL5,SL6)线互调就排除,如果出现四轴互锁报警时(KA126夹具1夹紧,KA127夹具1松开,Y3.2夹具1夹紧,改梯形图时把Y7.1改成Y3.2夹具夹紧,Y7.1是I/O线号KA26,)把KA26 接到 KA126。
如果是起亚机床例如VX500(FANUC 0I MD 系统)如下:潭兴转台:TVRNC-320旋转工作台:接线如下--起亚机床回零信号;----------------X9.3回零,,接机床24V线L+四轴夹紧:------------- VX500/40 X2.5夹紧, VX500/50 ,接机床24V线L+四轴松开:-------------- VX500/40 X2.6松开, VX500/50 X11.5 ,接机床24V线L+Y1.6为夹紧信号 Y1.7为松开信号200刹车电阻图为;伺服电路接线(1)启动四轴功能:参数#9900=4,#1010=4 CNC受控轴数#8130=4,#8130=4总控制轴数, #9943.3=1 控制扩张;;需重启系统参数设定才有效(2)参数设定:FANUC 0IMB/MC系列如果是0I MD系统需改#8130=4总控制轴数参数内容设定值1006 该参数0位定义旋转轴 000000011008 该参数0位设定旋转轴的循环显示是否有效 000000001260 设定工作台每转的移动量 360000如果是0I MD系统1260需改为3601818 参考计数器容量及检出倍率设定值 000100011820 指令倍率 21020 轴名称 651022 基本坐标系中各轴的顺序 X1 Y2 Z3 A41023 各轴的伺服轴号 X1 Y2 Z3 A41827 各轴切削进给到位宽度 201828 各轴移动中的最大允许位置偏差量 40001850 各轴的栅格偏移量1420 各轴快速运行速度 40001620 各轴加减速时间常数 1501851 背隙设定量 13(参考)1423 手动进给速度 3601422 切削最高速度1424 各轴手动快速运行速度 10001421 快速移动调整率最低速度 2001425 原点复归时最低进给率 2001821 点击旋转一周2度 20001825 各轴的伺服环增益 50001826 各轴的到位宽度 201829 停止中的最大允许位置偏差量 5002001 位参数 02020 电机号 2732021 负载惯量比 1282022 电机旋转方向 -1112023 速度脉冲数 81922024 位置脉冲数 125002084 齿轮比(分子) 12085 齿轮比(分母) 500(3)FSSB自动设定:如果是0iMD系统在进行FSSB设定时需改以下参数:1902.0=0 FSSB设定方式;0,自动。
FANUC 0i MD 加装四轴设定方法
一.第四轴功能开通操作:
1.把FANUC提供的CNCOPSET.TXT放入CF卡根目录下;
2.设置 I/O=4 PWE=1,把参数、PMC参数、程序、宏程序、宏变量等全部分步备份;
式或急停状态下,按闪烁,几秒后完成,显示“SV5136 FSSB放大器数量不足”、“SR5527选项设定正常结束”和“PW0000”报警,提示重启系统。
4.重启后恢复相关参数、程序等完成功能追加操作(注:由于轴名称和控制轴数量未定义,此时还不能显示)。
二.第四轴参数设定操作:
1.先关机,断电,接线确认(包括电器箱内线与转台部分的信号线与动力线);
2.确认机床各轴的伺服电机型号,并从下表中找出电机代码以备设定2020参数时使用;
(α2/2000=46 α2/3000 α3/3000=15 α6/2000=16 α6/3000=17)
(βis 8/3000=258 βis 12/2000=269 βis 12/3000=272 βis 22/2000=274)
式或急停状态下,按第4轴页面设定初始化参数(在参数设定过程中若有重启电源报警时请进行重启电源操作);
4.按以下次序设定参数,需重启时请重起(启):
注:10mm螺距丝杠与伺服电机直联时 2084=1、2085=100、1821=10000
16mm螺距丝杠与伺服电机直联时 2084=2、2085=125、1821=16000 潭佳AR-170/210/250分度盘(1/90)与伺服直联时 2084=1、2085=250、1821=360000 马特T5攻牙机刀盘(14)配减速(PGL90-7)与伺服直联时 2084=9、2085=700、1821=360000 以上是追加四轴的方法,仅供参考。
FANUCi MD 加装四轴设定方法
F A N U C0i M D加装四轴设定方法
一、第四轴功能开通操作:
1.把FANUC提供的CNCOPSET.TXT放入CF卡根目录下;
2.设置 I/O=4 PWE=1,把参数、PMC参数、程序、宏程序、宏变量等全部分步备份:
“执行”
3.EDIT方式或急停状态下,按SYSTEM→参数→操作→>→OP读→执行。
闪烁,几秒后完成,显示“SV5136 FSSB放大器数量不足”、“SR5527选项设定正常结束”和“PW0000”报警,提示重启系统。
4.重启后恢复相关参数、程序等完成功能追加操作(注:由于轴名称和控制轴数量未定义,此时还不能显示)。
二.第四轴参数设定操作:
1.先关机,断电,接线确认(包括电器箱内线与转台部分的信号线与动力线);
2.确认机床各轴的伺服电机型号,并从下表中找出电机代码以备设定2020参数时使用;
(α2/2000=46 α2/3000 α3/3000=15 α6/2000=16 α6/3000=17) (βis
8/3000=258 βis 12/2000=269 βis 12/3000=272 βis 22/2000=274)
3.MDI方式或急停状态下,按SYSTEM→>→SV设定→PAGE→第4轴页面设定初始化参数(在参数设定过程中若有重启电源报警时请进行重启电源操作);
4.按以下次序设定参数,需重启时请重起(启):
注:10mm螺距丝杠与伺服电机直联时 2084=1、2085=100、1821=10000 16mm螺距丝杠与伺服电机直联时 2084=2、2085=125、1821=16000
以上是追加四轴的方法。
4轴说明
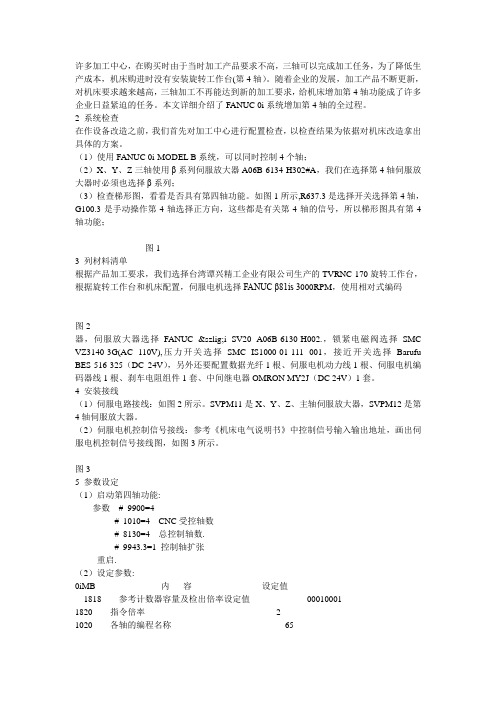
许多加工中心,在购买时由于当时加工产品要求不高,三轴可以完成加工任务,为了降低生产成本,机床购进时没有安装旋转工作台(第4轴)。
随着企业的发展,加工产品不断更新,对机床要求越来越高,三轴加工不再能达到新的加工要求,给机床增加第4轴功能成了许多企业日益紧迫的任务。
本文详细介绍了FANUC 0i系统增加第4轴的全过程。
2 系统检查在作设备改造之前,我们首先对加工中心进行配置检查,以检查结果为依据对机床改造拿出具体的方案。
(1)使用FANUC 0i-MODEL B系统,可以同时控制4个轴;(2)X、Y、Z三轴使用β系列伺服放大器A06B-6134-H302#A,我们在选择第4轴伺服放大器时必须也选择β系列;(3)检查梯形图,看看是否具有第四轴功能。
如图1所示,R637.3是选择开关选择第4轴,G100.3是手动操作第4轴选择正方向,这些都是有关第4轴的信号,所以梯形图具有第4轴功能;图13 列材料清单根据产品加工要求,我们选择台湾谭兴精工企业有限公司生产的TVRNC-170旋转工作台,根据旋转工作台和机床配置,伺服电机选择FANUC β81is 3000RPM,使用相对式编码图2器,伺服放大器选择FANUC ßi SV20 A06B-6130-H002.,锁紧电磁阀选择SMC VZ3140-3G(AC 110V),压力开关选择SMC IS1000-01-111 001,接近开关选择Barufu BES-516-325(DC 24V),另外还要配置数据光纤1根、伺服电机动力线1根、伺服电机编码器线1根、刹车电阻组件1套、中间继电器OMRON MY2J(DC 24V)1套。
4 安装接线(1)伺服电路接线:如图2所示。
SVPM11是X、Y、Z、主轴伺服放大器,SVPM12是第4轴伺服放大器。
(2)伺服电机控制信号接线:参考《机床电气说明书》中控制信号输入输出地址,画出伺服电机控制信号接线图,如图3所示。
FANUC0iMC系统安装四轴的方法

FANUC 0i MC系统添加四轴
在数控铣床或加工中心有预留四轴的条件下,可进行如下操作:
1、先关机,断电,接线(包括电器箱内线与转台部分的信号线与动力线);
2、检查一遍,看接线是否有误,认真检查无误后,上电、开机。
3、设定参数8130=4;
4、设定系统参数
N9900=4(控制轴数) N9943#1(制御扩张) N9944#=1(轴取出)关机开机。
150
1621
各轴快速进给钟型加、减速时间常数
50
1622
各轴切削慢速进给加,减速时间常数
60
1624
各轴手动慢速进给加,减速时间常数
60
1820
各轴CMR指令倍率
2
1821
各轴参考计数器容量
依规格
1825
各轴位置回路增益
3000
号码
参数说明
设定值
1826
各轴定位宽度
20
1827
各轴切削进给定位宽度(NO1801#4=1时有效)
0
1005#7
解除控制轴
1
1006#1,#0
0,0第四轴为直线轴0,1为旋转轴
0,1
1006#5
原点复归(0:正向1:负向)
0
1008#0
旋转轴转过机能(0,无效1,有效)
1
1010
CNC控制轴数
4
1020
名称(65为A,66为B )
66
1023
各轴伺服轴号码
4
1260
旋转轴一回转移动量(NO1008#0=1有效
360000
1420
各轴快速进给的速度(F100%)
FANUC发那科OI-MD第四轴调整及参数设置

功能追加将追加文件名改为“CNCOPSET ” OP 读 诊断1148#1#7 为1则为追加成功四轴驱动接线图四轴检测信号X2.0第四轴夹紧X2.1 第四轴放松 Y1.6 第四轴松开X9.3四轴原点M 代码A1:+24vA2:0v1、3脚短接模块电源线四轴动力线FSSB 光缆接口 四轴编码器第四轴夹紧M10 第四轴松开M11关于FANUC系统加第四轴调试首先把第四轴的驱动器固定,连接上电源、光纤、编码器、马达线等。
做好一些开机准备。
检查三轴参数资料正确。
自动设定:1.按SYSTEM键调整参数#8130(总控制轴数)调为4,关电重启。
2.将#1020 A=65。
#1023 设定为1;2;3;4等。
对应光缆接口X,Y,Z ,A等。
关电重启(注:要关掉总的电源)3.请确认#14476=0( DFS FSSB )为0I-MD专用方式,当次参数为1(为0I-MC兼容方式)。
根据控制器型号和驱动器选择,以下是0I-MD设置方式。
4.请确定参数FMD(No.#1902.0)=0:请按照如下步骤执行基于FSSB 设定画面的自动设定。
1 放大器设定画面上按照从控装置号的顺序显示伺服放大器和脉冲模块的信息。
2 设定连接于每个从控装置的轴控制号。
此时,在旁边显示控制轴名称。
(脉冲模块除外)3 选择轴设定画面,在每个控制轴中设定脉冲模块的连接器号等功能数据。
4 按下软键“设定”,进行自动设定。
设定数据有问题时,发生告警,请再次重新进行正确设定。
通过这一操作执行自动计算,设定参数(No.1023, No.1905, No.1936,No.1937,No.14340~14349, No.14376~14391)。
此外,表示各参数的设定已经完成的参数AES(No.#1902.1)成为”1”,进行电源的OFF/ON 操作时,按照各参数进行轴设定。
5.将K0.3=1,这个时候有显示第四轴的坐标,调整参数,关电重启(注:要关掉总的电源)。
中捷VMC850E立式加工中心加装第四轴
3000
伺服环增益
1826
50
到位宽度
1827
20
切削进给到位宽度
1828
8000
移动时的位置偏差极限
1829
500
停止时的位置偏差极限
2021
128
电机负载惯量比
2022
111/-111 电机旋转方向,111:正向,-111:负向
2023
8192
速度反馈脉冲
2024
12500
位置反馈脉冲
2015/4/14
足生产的需要。
以下结合改造实施的经验,详述改造步骤。
一、 改造前的调研
该机床系统配置的 FANUC 0i Mate MD(A02B-0321-B530,2014.6)数控系统,放大器是β iSVSP40/40/40-11(A06B-6164-H332#H580),为标准三轴联动控制功能(机床 PMC 已预留第四轴
19. 转台 SOL+→KA63 插座 TP58X 常闭点 12,常闭点 4→XT28/DC24V;
20. KA63 插座 TP58X 线圈 14→Y5.7 电磁阀,线圈 13→XT28/0V;
21. 核对接线。
五、 参数调试
1. 设置 8130=4,控制轴数,系统重启,第四轴参数才能显示。
2. 设置 981=1(各轴的绝对路径号),14343=3(相对于 FSSB 的从控装置的 ATR 值),重启
3/4
王新
Jeray
四川精锐机电有限公司
2084
1
柔性齿轮比(N 分子)
2085
250
柔性齿轮比(M 分母)
3 FANUC
伺服放大器 βiSV20
FANUC_0i_MATE MD加装四轴设定
第四轴功能开通操作:1、把FANUC提供的CNCOPSET.TXT放入CF卡根目录下;2、设置I/O=4 PWE=1,把参数、PMC参数、程序、宏程序、宏变量等全部分步备份;3、EDIT方式或急停状态下,按SYSTEM→参数→操作→>→OP读→执行。
“执行”闪烁,几秒后完成,显示“SV5136 FSSB放大器数量不足”、“SR5527选项设定正常结束”和“PW0000”报警,提示重启系统。
4、重启后恢复相关参数、程序等完成功能追加操作(注:由于轴名称和控制轴数量未定义,此时还不能显示)。
第四轴参数设定操作:1、先关机,断电,接线确认(包括电器箱内线与转台部分的信号线与动力线);2、确认机床各轴的伺服电机型号,并从下表中找出电机代码以备设定2020参数时使用;(α2/2000=46 α2/3000 α3/3000=15 α6/2000=16 α6/3000=17)(βiS 8/3000=258 βiS 12/2000=269 βiS 12/3000=272 βiS 22/2000=274) 3、MDI方式或急停状态下,按SYSTME→>→SV设定→PAGE→第4轴页面设定伺服初始化参数(在参数设定过程中若有重启电源报警时请进行重启电源操作);4、按以下次序设定参数,需重启时请重起;号码 设定值 参数说明8130 4 控制轴数(需重启电源)2000#1 0 #1DGPR伺服初始化设定2020 依规格 伺服电机代码设定(见第2说明)12#7 0 第四轴(0:使用1:不使用) (NO1005#7=1有效)1005#0 1 0:发出报警(PS0224)“回零未结束”1:不发出报警就执行操作1005#1 1 无档块参考点设定功能0=无效,1=有效1006#1,#0 0,1 0,0=第四轴为直线轴 0,1=为单圈旋转轴1006#5 '0 手动返回参考点方向(0:正向1:负向)01008#0 1 旋转轴循环机能(0,无效1,有效)1008#1 0 绝对指令的旋转方向(0:快捷方向1:取决于轴符号) 1008#2 1 相对座标值(0:不以一圈的移动量舍入1:以一圈的移动量舍入)1008#5 1 旋转轴机械座标系0,无效 1,有效1020 65 程序轴名称定义(65为A,66为B )1023 1/2/3/4 各轴的伺服轴号1260 360.000 旋转轴一回转移动量(NO1008#0=1有效1913 3 相对于从控装置4 的地址变换表值(ATR)-(出现SV5136报警时使用)1420 4000 各轴快速进给的速度(F100%)1421 20 各轴快速进给的速度(F0)1423 1000 各轴JOG进给速度1424 2000 各轴手动快速移动速度(F100%)1425 400 各轴手动返回参考点的FL速度1428 0 各轴的参考点返回速度1430 2000 各轴最大切削进给速度1620 100 各轴快速移动直线/铃型加减速时间常数T/T11621 80 各轴快速移动铃型加减速时间常数T21622 100 各轴切削进给加减速时间常数1624 200 各轴JOG进给加减速时间常数1820 2 各轴CMR指令倍率1821 3000 各轴参考计数器容量1825 3000 各轴位置回路增益1826 20 各轴定位到位宽度1827 20 各轴切削进给时的到位宽度(NO1801#4=1时有效)1828 25000 各轴的移动中的位置偏差极限值1829 40 各轴停止中位置偏差极限值1850 0 各轴栅格飘移量1851 0 各轴慢速进给(G01)背隙量1852 0 各轴快速进给(G00)背隙量NO1800#4=1时有效2001 0000000 AMR=000000002021 196 各轴负载惯量比2022 111 各轴马达旋转方向(CW-111,CCW111)2023 8192 各轴速度回授脉波数2024 12500 各轴位置回授脉波数2084注 依规格 柔性齿数比分子(N) N/M=电机一转所需位置反馈脉冲数/100万2085注 依规格 柔性齿数比分母(M)14476#0 1 FS0i-D专用方式=0、FS0i-C兼容方式=1注:减速比1/90时2084=1、2085=250、1821=4000减速比1/120时2084=3、2085=1000、1821=3000以上是追加四轴的方法.供参考。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(2)参数设定
连接好硬件,打开加工中心电源,使PARAMETER WRIT(参数可修改状 态)=1,按以下步骤设定参数值。
①启动第四轴功能。设定参数:#9900=4;#1010=4(CNC 受控轴数); #8130=4(总控制轴数);#9943.3=1(控制轴扩张),重新启动电源。
②其他参数设定见下表。 表
机床增加第四轴后,一套夹具可同时用于工件四面的加工,提高了机床加 工能力,保证了加工精度,降低了操作人员的劳动强度。
1.准备工作 添加工作台之前,应确认加工中心是否有第四轴控制功能以及选择相关的
硬件。 (1)加工中心使用FANUC 0i-MODEL B系统,该系统可同时控制4个轴, 再调出相关PLC程序,发现R637.3和G100.3均是控制第四轴的信号,见图1,
PLC程序也支持第四轴控制。 (2)目前3轴(X、Y、Z)使用R系列伺服放大器,因此第四轴亦必须选择
β系列。
2.安装 (1)硬件连接 根据检查结果和产品加工要求,选择TVRNC-170旋转工子台(台湾谭兴精 工企业有限公司生产),其他主要硬件包括FANUC βi SV20 A06B-6130-H002 伺服放大器、相对式编码器FANUCβ8lis 3000RPM伺服电机;SMC锁紧电磁 阀和压力3关;Barufu接近开关以及数据光纤、刹车电阻组件等辅材,硬件主
FANUC 0i-MB加工中心增加第四轴 实例
通过实例介绍了FANUC 0i-MB加工中心增加第四轴的方法。
胜赛思一嵘泰(扬州)精密压铸有限公司目前使用3轴加工中心,一 套夹具只能一面加工工件,操作人员频繁更换夹具,影响工件定位精 度,而且随着企业发展,加工产品不断更新,对机床要求日益提高。为 此决定添加第四轴(旋转工作台),提高机床加工能力和产品加工精 度。
设定:
TNDM
X1
Y2
Z3
A4
按SETTING,重新启动电源。
3.调试
启动第四轴PMC(编程机床控制器):分析PLC程序,按
SYSTEM→PMC→PMCPRM→KEEPRL,使K
上述工作完成后,接通工作气源,重新启动电源。将X、Y、Z轴回零,在 MDI模式中,输入M11→INPUT,解除紧,手动旋转第四轴,检查线路是否 接错。若无问题,将第四轴回零,进行加工试验,检查第四轴加工精度。
OFSSB(FANUC串行伺服总线,用光纤连接一台主控机和多台从控机, NC与伺服放大器通过高速串行总线实现通信的技术)设定。 第1步:1920.0=0 FSSB设定方式:0——自动,1——手动 1920.1=0 FSSB自动设定:0—没完成,1完成:
设定:
AXIS
A4
X1
Y2
Z3
按SETTING;