真空热处理炉温场测试关键过程控制及可靠性探讨
IBOO炉温跟踪仪的真空炉炉温测试要点知识

IBOO炉温跟踪仪的真空炉炉温测试要点知识一、真空炉温度场形成的特点:真空炉的发热元件一般呈圆形布置。
真空加热相对普通炉来说,其传热方式只有辐射,没有传导和对流;非真空加热时有传导、对流和辐射三种方式,其中对流、传导根据压力的不同又与普通炉( 常规压力) 同。
压力小于1 ×105Pa ( 绝对压力,普通炉的近似工作压力) 时,其对流、传导作用小于普通炉; 压力接近工作真空度( 2Pa) 时,其对流、传导作用基本不存在,工件升温缓慢,特别是低于600 ℃以下加热时,加热更为缓慢,工件温度相对控温热电偶的温度有一定的滞后现象。
二、真空炉温度均匀性测量的原理( 1) 真空炉温度均匀性的测定采取炉体控温系统控制加热温度,外加热电偶进行记录的测量方式。
温度均匀性的测定仪器有热电偶转换开关,WRNK —121 型3mm×3000mm 的测量热电偶,其测量范围为0 ~1300 ℃,日本岛电SR93 数显温度表、补偿导线。
测量原理图见图1( 2) 根据KES78. 311. 1 标准有关要求,真空炉炉温的测量采取有效加热区9 点测量的方式( 见图2) 。
在600 mm×600mm×900mm 的有效工作空间内作9 点布置,任一个平面内均有3 个热电偶( 图2 中黑点为热电偶的固定位置) 。
( 3) 在炉体的炉门端的一侧有一测温口。
测量时拆下原盖板,安装上带有9 孔的测温法兰,测量热电偶通过法兰接入炉腔内并固定在支架上。
安装测量热电偶时需加密封垫圈、橡胶垫圈及真空脂用压紧螺栓进行压紧密封,以防止漏气( 见图3)三、真空炉温度均匀性的测量过程1. 准备工作将测量热电偶及控温热电偶按GB/ J351 —1996 《中华人民共和国国家计量鉴定规程》中相关规定进行检测,检测合格方能进行炉温均匀性测定。
自炉体拆下测温孔的盖板,将9 根经过检测合格的热电偶依次穿上密封垫圈、橡胶垫圈,自法兰孔中引入炉腔内,并依次按图1 位置固定在位于炉门口支撑架上,支撑架的尺寸为有效加热尺寸。
基于AMS2750标准中高温真空炉温均匀性测试的研究
v a c u u m f u r n a c e f u na r c e t e mp e r a t u r e u n i f o m i r y t t e s t a n d s o l u t i o n s .
Ke y wo r d s : AM S 2 7 5 0;h i g h t e mp e r a ur t e v a c u u m ur f na c e ;T US t e s t
1 A MS 2 7 5 0标 准 中 关 于 炉 温 均 匀 性
A MS 2 7 5 0是 Na d c a p关 于 热 处 理 认 证 的 重 要 依据 , 现 执 行 是 E版 , 即2 7 5 0 E ; 是 国 际汽 车 工 程
师协 会 ( s o c i c y t o f a u t o mo t i v e e n g i n e e r s , S AE ) 发 布
v a c uu m f u na r c e u ni f o r mi t y t e s t i n g r e q u i r e me nt s ,a nd t h e i nt ro d uc t i o n o f h i g h t e mp e r a t u r e va c u u m
电子 专 用设 备 研 制
电 字 工 业 董 用 设 备
-
在热 处理炉达 到热平 衡前后 , 使 用 校 准 过 的 仪 器 装 置 和 热 传 感 器 对 工 作 区温 度 变 化 进 行 一 系 列
测试 。
匀 性 、 以及 其 所 使 用 仪 表 等 级 和 炉 温 均 匀 性 测 试
周 期 均进 行 了 严 格 规 定 , 如表 1 所 示; 对 不 同 等 级
真空炉温度控制系统用于真空下温度传感及控制
真空炉温度控制系统用于真空下温度传感及控制真空下温度传感和控制技术是真空热处理工艺及装备的关键技术之一,温度传感装置的关键是真空密封技术,温度控制技术的关键是保证炉温均匀性和控温精度高以得到性能优良(硬度均匀,符合指标)的产品,真空热处理设备设计研制中应满足上述要求。
热电偶作为测温和控温装置的传感元件,是真空热处理炉重要的参数指标测试装置,真空炉上安装热电偶与一般炉子不同之处,就是要保证热电偶丝的引出必须符合真空密封要求。
根据具体情况,可将铠装热电偶通过密封座引入加热室,热电偶有保护管结构,保护管材料有几种,在低温炉中铠装热电偶可用不锈钢做保护管,较高温度常用高纯度氧化铝或氧化镁管,可耐温1600~1700℃,此外还有采用高级耐火陶瓷的。
WZ型真空炉上热电偶密封装置,铠装热电偶外套高纯度氧化铝保护管插入热电偶密封座,通过O形密封圈、热电偶密封压盖和密封压环实现真空密封。
真空炉中热电偶测温必须保证正常的真空稳定状态和热稳定状态,以保证测量温度值的正确性。
为此,正如上所述,热电偶的引出必须注意电偶丝的保护管引出以及真空密封问题,引出的热电偶通过补偿导线接人测温仪表中。
用碳布、石墨毡及石墨材料制成电热元件,隔热屏和加热室构件的真空炉,注意不要裸露使用铂铑铂热电偶丝。
因为在1300℃左右的高温下,它会受含碳气氛腐蚀,寿命很快降低,此外也不要用石英管做铂铑铂热电偶的保护管。
当温度超过1300℃时,也有采用钨铼热电偶的,由于铂铑铂热电偶价格比较昂贵,国外有资料介绍,在1200℃时常用镍一镍钼热电偶。
采用控温精度为0.1%的智能化温度控制仪表,按产品工艺曲线编制计算机控制程序控制真空炉的升温、保温、降温过程、温度控制仪表的运行,停止由PC机自动控制,实现工艺曲线温度控制的技术要求。
温度控制系统可设定,存储多条控温曲线,每条曲线可分为多段控制,每条温控曲线均具有任选的PID参数,自调谐功能,以保证升温无超调,系统可适合多种分度号热电偶和预先设定升温保温曲线。
浅谈如何提高加热炉炉管温度场红外检测与分析的准确性
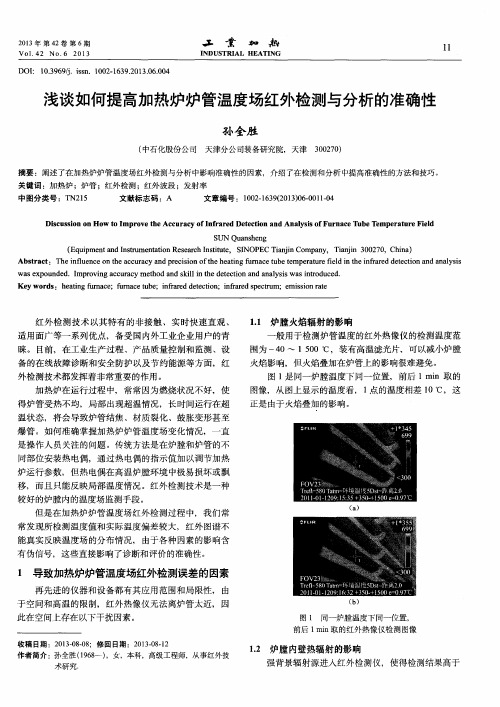
得炉 管受热不均 ,局 部出现超温情况 ,长时间运行在超 温状 态,将会导致炉管结 焦 、材质裂化 、鼓胀变形甚至 爆管 。如何准确掌握加 热炉炉管温度场变化情 况,一直
是操 作人员 关注的 问题 。传统 方法是在炉膛 和炉管的不
同部 位安装热 电偶 ,通过 热 电偶的指示值 加以调 节加热
炉运行参数 ,但热 电偶在 高温炉膛环境 中极 易损坏或飘
移, 而且 只能反映局部温度情 况。红外检测技术 是一种 较好 的炉膛 内的温度场监 测手段 。 但是在 加热炉炉管温度场 红外检测过程 中,我们常
常发 现所检 测温度值和实 际温度 偏差较大 ,红外 图谱 不 能真 实反映温度场 的分布情 况, 由于各种 因素的影响含 有伪信号,这些直接影 响了诊断和评价 的准确性 。
2 0 1 3年 第 4 2卷 第 6期
V O1 . 42 N O. 6 201 3
黄
加 熟
I NDUS TRI AL HEATI NG
D OI :1 0 . 3 9 6 9  ̄ . i s s n .1 0 0 2 - 1 6 3 9 . 2 0 1 3 . 0 6 . 0 0 4
1 2
簧
加 热
2 0 1 3年 第 4 2卷 第 6期
V o1 . 42 N o. 6 201 3
l 导致加热炉炉管温度场红外检测误差 的因素
再先进 的仪器和设备都有其 应用范 围和局 限性, 由 于空 间和高 温的限制,红外 热像 仪无法离炉管太 近,因
此在 空间上存在 以下干扰 因素 。
收 稿 日期 :2 0 1 3 — 0 8 — 0 8 ;修 回 日期 :2 0 1 3 — 0 8 — 1 2
热处理炉炉温均匀性检测操作规程
7.相关记录
炉温均匀性检测计划表 《RCLL-001》
炉温均性检测记录表 《RCLL-002》
编制
日期
审核
日期
批准
日期
标记
处数
更改文件号
签字
日期
炉温均匀性测量记录表
炉子名称
设备 编号 设备 型号
车间
检测日期
假定有效加热区尺寸 /mm
装载量及气氛
设定温度/℃
测量结果
时间
温度传感器真实温度/℃ 1# 2# 3# 4# 5# 6# 7# 8# 9# 10#
实施条件
最大值 最小值 最大偏差 结论 检测者 备注
审核者
批准者
6.3.5 准备 TUS 炉温均匀性检测表按照热电偶排布进行排列记录,进行准备。
编ቤተ መጻሕፍቲ ባይዱ 审核 批准
日期 日期 日期
标记 处数
更改文件号
签字
日期
热处理炉温均匀性测试作业规程
共2页
第2页
6.3.6 准备工作就绪,依据产品的热处理工艺设置仪表的工作参数,热处理炉开始工作,当控温仪仪表或 TUS 热电偶中任意一个测量 点温度达到测试温度公差下限前,数字记录仪开始记录数据,每 5 分钟记录一 次,所有热电偶测量的数据(测量间隔最大不超过 5 分钟),应至少连续记录 6 组数据。数字记录仪的数据记 录格式如附件炉温均匀性检测记录表。
实施条件
编号:
最大值
最小值
最大偏差
结论
合格
检测者
备注
标准(偏差): ±10℃
审核者
批准者
炉温均匀性测量记录表
编号:
炉子名称
炉子 编号 设备 型号
车间
真空热处理炉恒温区均匀性的测定

±O7 t 5
± 25 .℃
一0 2 0—一17 6℃
± l *‘ j
中O j
00 5
中 O3 中 05 .
00 3
中 03
l0 6 0一l 0 ℃ 8 0
l0 3 0—1 0 ℃ 7 0— 8 0 6o o 0℃ 8 0—9 ℃ 0 ∞
.
等
级
6 0一l0 ℃ 0 70
±O2 t 5
0—6 O 0 ℃
±I ℃ 5 _
. 0—3 3 4 3 ℃
±25℃
一0—3 3 3 ℃
±2 ℃ j
一 0—3 3 4 3 ℃
±25 .℃
偏 Ⅱ
6 O 1∞ ℃ 3 3—10 ℃ 0 6 3 20
± 5 1 02
0— 4 O 5
中0 81 01 2 . .
7 0—8 0℃ 0 0
05
热 电偶 、 偿 导 线 、 测 仪 表 ( 温度 巡 检 仪 )测 温 补 检 如 、
架 等组 成 , 图 1 示 。 如 所 2 1 测温 热 电偶 的选 用 .
4 0一 0 5 ℃ 5 0— 6 0 5 5 ℃
6 0~8 0℃ 0 o
33 ( 3 —91 0℃
± 5%‘ 07
—6 l 7~4 ℃ 0
3 3一l 0 ℃ 3 20
±07 %I .5
2 恒温 区均匀性测量 的原理
真 空 热处 理 炉恒 温 区均匀 性 的 测定 装 置 :测 温
差
Ⅲ ±4 ℃
8 0一 l0 ℃ 0 70
E u p n Ma ua t n e h o o y No7, 0 2 q i me t n f cr g T c n l g . 2 1 i
12炉温测量及控制
1.6
§12-1
炉温测量
(1)、普通装配型热电偶
1、热电偶类型
普通型结构热电偶工业上使用最多, 它一般由热电极、 绝缘套管、保护管和接线盒组成。
1.7
普通装配型热电偶 的外形
安装螺纹
1.8
接线盒
普通装配型热电偶 的结构放大图
引出线套管
不锈钢保护管 固定螺纹(出厂时用 塑料包裹) 热电偶工作端(热端)
极延长。
1.17
EAB(t,t0)= EAB(t,0)-EAB(t0,0)
§12-1
炉温测量
如采用镍铬-镍硅热电偶测炉温,热端为800℃,冷端为50 ℃, 仪表室为20 ℃ ,先分别查表得: E(800,0)=33.277mV、 E(50,0)=2.022mV和 E(20,0)=0.798mV。 则不补偿时输入仪表的热电势为:E(800,50)=33.277- 2.022=31.255mV(相当于751 ℃ ),采用补偿导线后则为: E(800,20)=33.277-0.798=32.479mV(相当于781 ℃ ),效果显著。
+A
t0 C t0
中间导体定律:在热电偶测温
t B
回路内, 接入第三种导体C, 只 要其两端温度相同, 则对回路的 总热电势没有影响。
1.15
§12-1
炉温测量
(二)、热电偶冷端温度补偿
用热电偶的分度表查毫伏数-温度时,必须满足 t0=0C的条件。在实际测温中,冷端温度常随环境温 度而变化,这样t0不但不是0C,而且也不恒定, 因此 将产生误差。应想办法消除或补偿热电偶的冷端损失 。
如果构成热电偶的两个热电极为材料相同的均质导体则无论两结点温度如何热电偶回路内的总热电势为零均质导体定律如果热电偶相等tt将两种不同的导体两结点温度115利用热电偶进行测温必须在回路中引入连接导线和仪表接入导线和仪表后会不会影响回路中的热电势呢
真空热处理炉介绍

真空热处理炉介绍全文共四篇示例,供读者参考第一篇示例:真空热处理炉是一种广泛应用于金属、陶瓷、玻璃等材料的热处理设备,它通过在真空环境下进行加热、保温和冷却的过程,改善材料的物理性能和化学性能。
真空热处理炉具有温度均匀、温度控制精准、能耗低、环保等优点,在现代工业生产中得到了广泛的应用。
一、真空热处理炉的工作原理真空热处理炉是利用真空环境进行热处理的设备,其主要工作原理是通过将加热元件放入真空室内,利用电加热的方式提高室内温度,使待处理的材料在真空环境下进行均匀加热。
经过一定时间的加热保温后,再通过控制冷却系统将材料冷却至室温。
整个过程中,可以实现对材料温度、保温时间等参数进行精确控制,从而达到所需的热处理效果。
真空热处理炉主要由真空室、加热元件、控制系统、冷却系统和排气系统等部分组成。
真空室是真空热处理炉的核心部件,它能够在真空环境下进行高温加热和保温,并且具有较好的保温性能。
加热元件通常采用电阻加热器或电磁感应加热器,用于提供加热功率以及控制加热温度。
控制系统则负责监控和控制加热温度、保温时间、冷却速度等参数,以确保热处理过程的稳定性和准确性。
冷却系统则负责将材料冷却至室温,并且通常采用水冷或气冷方式进行散热。
排气系统则用于将真空室内的气体排放出去,维持真空环境。
真空热处理炉广泛应用于电子、航空航天、汽车、机械、医疗器械等行业,用于改善材料的硬度、韧性、耐腐蚀性、抗疲劳性等性能。
在电子行业,真空热处理炉常用于半导体材料的退火、固化等过程;在航空航天领域,真空热处理炉则用于航空发动机零部件的强度提升和表面处理;在汽车制造业,真空热处理炉可以用于汽车发动机、变速箱等零部件的强度提升和寿命延长。
随着现代工业技术的不断发展,真空热处理炉也在不断更新换代,并且出现了许多新型的真空热处理设备。
采用高温合金材料制成的真空热处理炉具有更高的温度范围和更长的使用寿命;采用自动化控制系统的真空热处理炉可以实现远程监控和智能化操作;采用能源回收技术的真空热处理炉具有更高的能效和更低的能耗。
浅谈真空热处理炉的温度控制
体材料 4、 连接成闭环 回路 ,并将它们的两个连接 据此特性 ,用磁铁可以很方便地鉴别出热电偶的正负
点 ,分别置于温度为 及 (设 >T。)的热源中,该 极。其特点是 ,使用温度范围宽 ,高温下性能较稳定 ,
回路 内就会产生热 电动势 (简称热电势 ),可用 EAB 热 电动 势与 温度 的关 系 近似 线 性 ,价 格便 宜 ,是 目前
稳定 ,抗 氧化 强 ,宜在氧 化性 、惰性 气氛 中连 续使用 ,长 样 的。比如压力控制系统 ,要采用压力传感器。电加
期使用温度为 1 400 ̄C,短期使用温度为 l 60o 。
热控制系统的传感器,是温度传感器。
在所有的热 电偶 中 ,其准确等级最高 ,通常用作 2.1 开 环控 制 系统
elier发明铂铑 l0一铂 热 电偶 以来 ,已有 120多年 的历 口、执行机构 ,加到被控系统上 ;控制系统的被控量 ,
史 。该种热 电偶正极 的名义成分 ,为含铑 10%的铂 铑合 经过传感器 ,变送器 ,通过输入接 口送 到控制器。不
金(代号 sP),负极为纯铂(代号 SN),特点是 ,热电性能 同的控制系统 ,其传感器、变送器 、执行机构是不一
Equipment M anufactring Technology No.7,2012
浅谈真 空热处理炉 的温度控制
赵兴亮 ,刘锋敏 (中国电子科技集团公 司第二研究所 ,山西 太原 030002)
摘 要 :金属零件进行真 空热处理均在密闭的真空炉内进行 ,操作人 员无 法接近。笔者简单介绍 了可以通过 温度 传感 器 配合 PID控 制方法的 系统 ,来对真空热处理 炉的温度进行控制 ,以达到精确控制的 目的。 关 键 词 :真 空处 理 :温 度控 制 ;PID
真空热处理炉性能试验与使用维护
真空热处理炉性能试验与使用维护(1)真空热处理炉的工作场合应符合以下条件:①海拔不超过1000m;②环境温度在+5~40℃范围内;③使用地区月平均最大相对湿度不大于90%;④周围没有导电尘埃,爆炸性气体及能严重破坏金属和绝缘的腐蚀性气体;⑤安置真空炉的场所没有明显的振动;⑥地面平整。
(2)真空热处理炉的设计应满足使用维修方便、安全可靠、经济合理和实用美观的要求。
(3)制造真空炉的材料应根据使用要求合理选择,并应符合有关标准的规定。
(4)真空炉所有受热的机械部分和金属结构部分在设计时应考虑热膨胀、烧蚀、氧化、蠕变等影响,以免在炉子正常工作中因变形开裂等而产生卡滞、咬死或其他故障。
(5)炉子应具有联锁、短路保护,并根据安全运行的要求,具有过电流、过电压、冷却水流量、水压、超温等项报警或保护措施。
(6)真空炉的工作电压或对地电压超过36V时必须有接地装置,接地装置应位于便于接线的位置,与炉壳或炉架应有良好的接触,并具有“接地”字样或接地标志。
接地装置应能连接不小于电源线截面50%的导线。
(7)真空炉的裸露带电部分,以及齿轮、带、链传动等部分应有防护罩壳或相应的保护措施。
(8)真空炉的冷却水系统、气路系统、液压系统等,除应满足正常使用要求外,在工作中应无泄漏现象。
(9)真空炉体、管道等的焊缝除要求有良好的气密性外,还应便于检漏和补焊。
每一个焊接构件在焊后应单独做检漏试验。
(10)真空炉的导电接头,热电偶导出装置、真空规管和真空压力表接头等都采用真空密封结构,符合真空密封国家标准要求。
(11)在真空炉或真空系统中适当的地方,应装设真空规管和真空压力表,以测量真空炉或真空系统的真空度。
(12)在可能产生爆炸的真空炉上,必须设置防爆器,以保障人身和设备安全。
(13)炉子表面应涂漆。
冷凝式加热炉制造过程的质量控制要点分析

23一、 冷凝式真空加热炉制造过程中质量控制存在的不足分析1.加热炉制造过程中相关标准不够完善。
相关质量控制标准可以为真空加热炉制造提供必要依据,如果缺乏相关标准参考,加热炉制造难免出现一定问题。
当前真空加热炉设计阶段存在标准不够完善的情况,对加热炉质量的提升造成了大大制约。
当前真空加热炉设计阶段标准不够完善主要体现在以下三方面:第一,耐压试验不合规。
当前耐压试验不符合相关规范要求,使得加热炉质量没能得到保障;第二,受压元件选择相关标准不够规范。
在真空加热炉设计中真空炉炉体压力在-0.1-0.1MPa应用锅炉标准,但换热器等承压元件的设计就需要使用压力容器的现行标准。
在现实设计中弯头采用的标准(GB12459)与其存在一定差异,对加热炉质量的提升造成不利影响;第三;螺母螺栓在设计中相关温度考量不够全面。
当前众多设计中在真空加热炉设计中过于注重螺母硬度却忽略了对温度控制,使得冬季室外温度低于-21℃时螺母出现各种安全隐患。
2.冷凝式真空加热炉制造中相关质量标准执行力度不强。
当前冷凝式真空加热炉制造中相关质量标准的执行力度不强,大大降低了加热炉质量。
相关质量标准执行力度不强主要体现在以下几个方面:第一,非持证人员参与到冷凝式加热炉制造过程中。
当前在冷凝式加热炉制造中需要的技术要求比较高,某些非持证人员参与到其中,使得加热炉本身就存在质量隐患;第二,冷凝式真空加热炉制作中对相关仪表检测力度不足。
当前相关技术检测人员在冷凝式加热炉制造中对相关仪表检测力度不足,使得部分不符合标准的仪表应用到加热炉之中,对真空加热炉质量造成十分不利影响;第三,外购零部件检查不到位。
外购零部件检查不到位使得质量存在瑕疵的零部件应用到冷凝式加热炉制造之中。
3.冷凝式真空加热炉制造工艺核检不足。
当前冷凝式真空加热炉还存在制造工艺核检不足的情况,使得加热炉相关设计工艺不能满足相关规定要求与使用需要,埋下加热炉安全隐患。
当前冷凝式真空加热炉制造过程中存在加热炉各方压力测量不符合规定要求。
高温真空炉连续测温解决方案探讨
高温真空炉连续测温解决方案探讨吴智洪【摘要】从高温真空炉的应用出发,阐述了高温真空炉温度测量的重要性。
从自动控制的角度出发,说明了高温真空炉内温度连续测量的重要性。
介绍了目前常用的高温真空炉温度测量法,并对现有的技术及方法进行了比较,分析了现有技术方法的局限性。
通过介绍现有技术及提出新技术的理论分析和实践情况,说明了新方案解决高温真空炉长时间连续测温的可行性及合理性。
% From the application of high temperature vacuum furnace, the important of temperature measurement of high temperature vacuum furnace is described. From the perspective of automatic controlling, the importance of temperature continuous measurement at high temperature vacuum furnace is illustrated. A commonly used method for the temperature measurement of high temperature vacuum furnace is described, then the existing techniques are analyzed and the limits of existing technology are pointed out. By introducing the theoretical analysis and practice of existing new technologies are proposed, the feasibility and rationality of the new program about long time continuous temperature measurement of high temperature vacuum furnace are illustrated.【期刊名称】《机电设备》【年(卷),期】2013(000)003【总页数】4页(P70-73)【关键词】高温真空炉;温度场;结晶;红外测温;金属挥发物【作者】吴智洪【作者单位】上海昀丰光电技术有限公司,上海 201201【正文语种】中文【中图分类】TH811高温真空炉在现代工业中应用于很多场合,如蓝宝石晶体生长炉、高温烧结炉等。
热处理加热炉温度检测控制分析
热处理加热炉温度检测控制分析Analysis of the detection and control of temperature for heat treatment furnaceYang Wei(Pangang Group ChengDu SteelVanadium Co.,LTD. ChengDu *****,P.R.China)Abstract:Heat treatment furnace is mainly used for controling cooling process of uniform steel organization ,which can ensure the material has good mechanical properties to get production ready for steel rolling.This article mainly introduces the application of steel tubes for heat treatment furnace in practical production. Through the introduction of detection equipment and detection methods to heat treating furnace temperature,and several problems of heating process in production site,to find the relationships that detection of thermocouple inside the heating furnace,detection of infrared temperature outside the heating furnace and heating temperature needed by technology in the process of heat treatment. Finally,we find the errors which is prone to produce and the methods which can improve the heating quality of thesteel pipes in the actual production process.Keywords:heating furnace;temperature;detection;production;heating quality;method随着我国国民经济的快速发展,热处理加热炉的运用越来越广泛,对温度的测量和控制水平都不断提高。
真空热处理炉 温度过程控制

真空热处理炉温度过程控制
真空热处理炉是一种用于对金属材料进行热处理的设备,其内部压力被维持在一个非常低的水平,通常不超过0.5Pa。
这种设备可以在高温下加热材料以改善其性能,例如强度、韧性、耐腐蚀性等。
常用于制造航空航天、汽车、电子、医疗等领域的高性能材料。
在真空热处理炉中,温度控制是非常重要的,因为过高或过低的温度都会影响到材料的性能。
因此,温度过程控制是必须的。
该过程控制包括4个主要步骤:
1. 设定温度和加热速率
在使用真空热处理炉之前,先需要设定所需温度和加热速率。
这些参数应该基于材料的类型和所需要的性能进行选择。
通常,加热速率在5摄氏度/分钟到20摄氏度/分钟之间。
2. 实时监测温度
炉内应该有一个精确的温度传感器,可以实时监测温度并将数据反馈给控制系统。
该控制系统应该根据设定值和实际温度值之间的差异进行自动调整,以确保温度持续稳定。
3. 调整加热功率和时间
如果温度偏离设定值,控制系统应该自动调整加热功率和时间。
例如,如果实际温度低于设定温度,则需要增加加热功率,并延长加热时间,以便加热材料到达所需温度。
4. 确定处理时间
处理时间是基于所需温度、材料的类型和所需性能而确定的,处理时间应该足够长,以使材料的性能得到最大的改善。
有些材料需要进行多次处理,每次处理之间需要经过一段时间的冷却。
总的来说,真空热处理炉的温度过程控制是非常关键的,它涉及到材料的质量和性能的改善。
必须确保控制系统能够实时、准确地监测温度,并根据所需的参数自动调整。
只有这样,才能达到最佳的热处理效果。
真空热处理炉温场测试关键过程控制及可靠性探讨
真空热处理炉温场测试关键过程控制及可靠性探讨摘要:为了能够更好地了解真空热处理炉的特性,在本篇文章当中,主要对于工业现场的真空热处理炉的温场均匀性测试进行了相应的探讨,并且针对于重点的测量用传感器的引出方式这一关键内容进行了详细的分析,研究了测量的可行性以及可靠性,并且对于真空热处理炉的选型注意事项进行了探究,希望能够为相关工作人员提供一定的帮助。
关键词:真空热处理炉;温场测试;可靠性引言真空热处理炉也可称之为真空炉,目前已经开始广泛地使用在各种高温合金、不锈钢以及工具钢和高速钢,包括各种磁性材料的热处理当中,为了能够更好的确保热处理材料的物理性能达到相应的要求,在炉当中的有效加热区域必须要具备着非常好的均匀性,这样做也能够让被处理的工件处在工艺要求的温度范围条件下[1]。
我国在对于真空热处理炉的温场均匀性测试的技术进行研究的过程当中,主要依据的是国标《热处理炉有效加热区测定方法》,该标准适合使用在普通的热处理炉以及真空炉,包括气氛炉当中。
对于真空炉在进行测量的时候,标准当中有所规定,测量使用的传感器利用的是铠装热电偶,因为真空炉本身具有着一定的密闭性,所以说热电偶的参考端如何从炉当中引出已然成为了在整体测量时的关键性的内容,这对于最终的测量结果会产生直接的影响。
所以说在本篇文章当中主要会通过分析现代工业现场对于真空炉温场的测试数据,对于以上问题进行相应的研究。
1、测量过程的概述根据国标GB 9452-2003的具体要求,真空炉温场均匀性在进行测量的过程当中必须要选择使用具有修正值的铠装k分度号热电偶当做是测量时的主要标准,根据真空炉在工作过程当中的具体空间,也就是说其有效的加热区域的大小来选择好若干支热电偶,将其固定在测量架上面,并且分布于被测的区域当中,需要注意的是在分布时一定要做到均匀。
把热电偶参考端引出到测量装置,完成开机、抽真空以及升温操作,等到真空炉的炉温升到设定温度,并且达到标准规定的保温状态之后,需要对于每一只热电偶的具体数值进行读取,随后对照k分度号热电偶分度表就能够获得相应的温度值,取偏离设定的温度最大的差值,也就是被测真空炉在该温度条件下的温场均匀性[2]。
基于ANSYS内热式多级连续真空炉温度场测试研究
基于ANSYS内热式多级连续真空炉温度场测试研究雷金辉1,束军,付彤(1.昆明理工大学信息工程与自动化学院,云南昆明650000)摘要:内热式多级连续真空炉具有能耗低,污染少,金属回收率高等优点,是有色金属冶炼的重要设备。
但是由于真空炉内温度很难准确测量,炉内温度场分布不明确等因素一直制约着真空冶金炉的发展。
本文以小型内热式真空炉为研究对象,提出了一种多支热电偶同时静态测温的方法,并通过ANSYS软件仿真对比,测量数据与仿真数据误差低于0.993%,验证系统的可行性和准确性。
关键字:真空炉;温度场;ANSYS软件;热电偶;中图分类号: TP212.9 文献标识码: AThe test of ANSYS internal heating type multistage continuousvacuum furnace based on temperatureLei Jinhui1,Shu jun 2,Fu tong(1.College of Information Engineering and Automation,Kunming University of Science and Technology,Kunming 650000,P.R.China;)Internal heating type multistage continuous vacuum furnace has the advantages of low energy consumption, less pollution, high metal recovery, is an important equipment of non-ferrous metal smelting. However, it is difficult to accurately measure the temperature in the vacuum furnace, and the temperature distribution in the furnace is not clear. This paper takes the small internal heating vacuum furnace as the research object, puts forward a method of multiple thermocouples and static temperature, and through the ANSYS software simulation, measurement data and simulation data error is less than 0.993%, to verify the accuracy and feasibility of the system.Keywords:Vacuum furnace , Temperature field ,ANSYS software ,Thermocouple0.引言真空冶炼技术随着真空设备制造业的发展而逐步发展起来的,为了适应当时先进技术的要求,对高性能金属材料和新型金属材料的需求日益加剧,在送样的背景下,真空冶金在工业发达的国家和地区得到推广和迅猛发展。
热处理炉炉温均匀性测试方法及结果评定
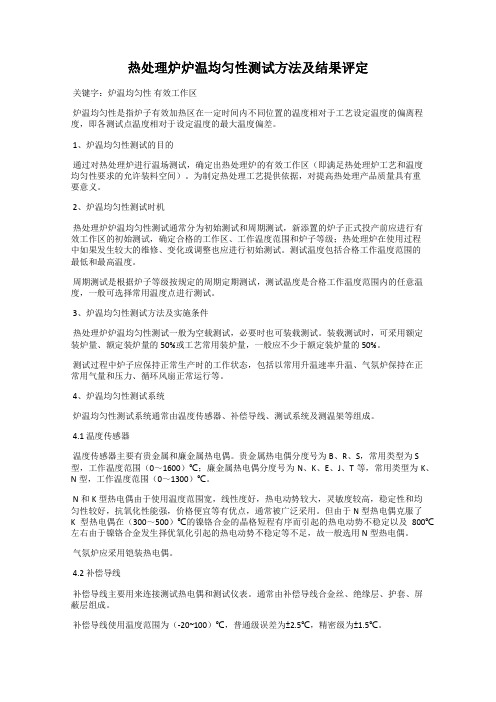
热处理炉炉温均匀性测试方法及结果评定关键字:炉温均匀性有效工作区炉温均匀性是指炉子有效加热区在一定时间内不同位置的温度相对于工艺设定温度的偏离程度,即各测试点温度相对于设定温度的最大温度偏差。
1、炉温均匀性测试的目的通过对热处理炉进行温场测试,确定出热处理炉的有效工作区(即满足热处理炉工艺和温度均匀性要求的允许装料空间)。
为制定热处理工艺提供依据,对提高热处理产品质量具有重要意义。
2、炉温均匀性测试时机热处理炉炉温均匀性测试通常分为初始测试和周期测试,新添置的炉子正式投产前应进行有效工作区的初始测试,确定合格的工作区、工作温度范围和炉子等级;热处理炉在使用过程中如果发生较大的维修、变化或调整也应进行初始测试。
测试温度包括合格工作温度范围的最低和最高温度。
周期测试是根据炉子等级按规定的周期定期测试,测试温度是合格工作温度范围内的任意温度,一般可选择常用温度点进行测试。
3、炉温均匀性测试方法及实施条件热处理炉炉温均匀性测试一般为空载测试,必要时也可装载测试。
装载测试时,可采用额定装炉量、额定装炉量的50%或工艺常用装炉量,一般应不少于额定装炉量的50%。
测试过程中炉子应保持正常生产时的工作状态,包括以常用升温速率升温、气氛炉保持在正常用气量和压力、循环风扇正常运行等。
4、炉温均匀性测试系统炉温均匀性测试系统通常由温度传感器、补偿导线、测试系统及测温架等组成。
4.1 温度传感器温度传感器主要有贵金属和廉金属热电偶。
贵金属热电偶分度号为B、R、S,常用类型为S 型,工作温度范围(0~1600)℃;廉金属热电偶分度号为N、K、E、J、T等,常用类型为K、N型,工作温度范围(0~1300)℃。
N和K型热电偶由于使用温度范围宽,线性度好,热电动势较大,灵敏度较高,稳定性和均匀性较好,抗氧化性能强,价格便宜等有优点,通常被广泛采用。
但由于N型热电偶克服了K型热电偶在(300~500)℃的镍铬合金的晶格短程有序而引起的热电动势不稳定以及800℃左右由于镍铬合金发生择优氧化引起的热电动势不稳定等不足,故一般选用N型热电偶。
真空热处理炉维修应用知识考题(附答案)

导读●一、填空题(每题1分,共20分)●二、判断题(每题1分,共10分)●三、选择题(每题2分,共40分)●四、简答题(每题4分,共40分)●五、开放题(每题5分,共10分)●六、案例分析题(每题15分,共30分)真空热处理炉维修应用知识考题一、选择题(20个)1. 真空热处理炉的主要优点不包括:A. 防止氧化脱碳B. 改善工件表面质量C. 降低能耗D. 适用于所有金属材料答案:D2. 真空热处理炉中常用的加热方式是:A. 电阻加热B. 燃气加热C. 电磁感应加热D. 辐射加热答案:A3. 真空热处理炉的真空度一般控制在:A. 10^-1 Pa 至10^-3 PaB. 10^-3 Pa 至10^-6 PaC. 10^-6 Pa 至10^-9 PaD. 10^-9 Pa 以下答案:B4. 真空热处理炉中,常用的隔热屏材料是:A. 石棉B. 氧化铝纤维C. 钢材D. 玻璃棉答案:B5. 真空热处理炉中,用来测量炉内真空度的仪器是:A. 红外线测温仪B. 热电偶C. 真空规D. 氧探头答案:C6. 真空热处理炉的冷却系统通常采用:A. 自然冷却B. 气体冷却C. 液体冷却D. 混合冷却答案:B7. 真空热处理炉在加热过程中,工件的传热方式主要是:A. 对流传热B. 辐射传热C. 传导传热D. 全部都有答案:B8. 真空热处理炉的炉门密封圈材料要求:A. 耐高温、耐腐蚀B. 易老化、易变形C. 低温脆性大D. 透气性强答案:A9. 真空热处理炉的热电偶应定期校验,其频率一般为:A. 每月一次B. 每季度一次C. 半年一次D. 一年一次答案:B10. 真空热处理炉的真空系统中,泵组不包括:A. 机械泵B. 扩散泵C. 涡轮分子泵D. 液压泵答案:D11. 真空热处理炉中,工件的装炉量过多会影响:A. 炉内温度均匀性B. 真空度C. 加热效率D. 以上都是答案:D12. 真空热处理炉加热元件损坏,可能的原因不包括:A. 过载使用B. 长时间高温运行C. 电压不稳D. 真空度过高答案:D13. 真空热处理炉的炉内气氛中,水分的存在会:A. 提高热处理效果B. 降低炉内真空度C. 无影响D. 增加工件表面亮度答案:B14. 真空热处理炉中,为了防止炉内污染,加热元件通常选用:A. 铜质B. 铝质C. 不锈钢D. 钽质答案:D15. 真空热处理炉的冷却阶段,快速冷却常用的方式是:A. 气体淬火B. 水淬C. 油淬D. 空冷答案:A16. 真空热处理炉的维护中,炉壁应定期进行:A. 打磨B. 涂漆C. 清洁D. 更换答案:C17. 真空热处理炉的控制系统不包含:A. 温度控制B. 真空度控制C. 气氛控制D. 质量控制答案:D18. 真空热处理炉的炉门结构设计需考虑:A. 尽量减少开门次数B. 重力自锁C. 快速开启D. 简单易拆卸答案:A19. 真空热处理炉中,炉内气氛的控制主要通过:A. 气体流量计B. 真空泵C. 气体分析仪D. 气体净化装置答案:C20. 真空热处理炉的热处理过程结束后,炉内工件通常:A. 立即取出B. 保温一段时间C. 快速冷却D. 缓慢冷却答案:D二、判断题1. 真空热处理炉的真空度越高,工件的热处理效果就一定越好。
热处理电阻炉温度现场检测与控制研究
Ke r s c r c au f e e t r e s r e f l n r l it b f n 3 r c l ; nfr i f u - y wo d : o r t le o tmp r u el a u ei t ed; o ma sr u o ; a p i i e u i m t o fr e v a n nh i d i i n p o y
中图分 类号 :G15 1 T 5 . 1
文献标 识码 : A
S u y o m p r t r e s r n n r li t eFil f t d n Te e a u e M a u ea d Co to n h ed o
t e He t Tr a me t Re it n e Fu B c h a e t n ss a c r  ̄ e
热 处 理 电 阻炉 温 度 现 场 检 测 与 控 制研 究
王延龙 , 武凤杰 , 良芳 , 蒋 温志强 , 尹江辉
( 北京北方车辆集团有限公司热处理 电镀公司, 北京 107) 002
摘 要: 本文从 中国新 时代 质 量体 系认证 指 出的 热处理 电阻炉温度 现场校 正 法存 在的质 量影 响 因素
t lhdf e u gm n fh o et a eo m e tr m I e,t u l f etr t n wl b a i e rh de et ecr c l f e pr ue s bs ot j ot r vu t a 1 h qa t o a t a m t i e e i y h e n l
e et o f s n i h a d r sae e . c t。tes n ad r s t
热处理炉温场检测方法探讨
热处理炉温场检测方法探讨
欧阳亚秋
【期刊名称】《计量技术》
【年(卷),期】2000(000)003
【摘要】本文介绍了利用5支热电偶固定于矩形测试框架测试点上的方法检测热处理炉温场的均匀性.后面还叙述了测试实例,该方法对检定其它加热炉的温场性能有参考意义.
【总页数】3页(P16-18)
【作者】欧阳亚秋
【作者单位】桂林市计量测试研究所,桂林市541004
【正文语种】中文
【中图分类】TB9
【相关文献】
1.热处理炉温场测试方法探讨 [J], 欧阳亚秋
2.基于无线测温的真空熔铸炉高温合金液相温场检测 [J], 盛坚;梁明超;贺威;周艺;吴疆
3.采用高温黑体式光纤温度计在线检测感应加热真空炉液相温场的可行性 [J], 盛坚;杨永军
4.采用高温黑体式光纤温度计在线检测感应加热真空炉液相温场的可行性 [J], 盛坚;杨永军
5.恒温槽(炉)温场检测/校准的几点技巧 [J], 耿荣勤
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
44.231 44.228 44.225 44.223 44.222
44.227 44.226 44.220 44.219 44.220
1100.6 —2.7 1097.9
44.333
44.33l
44.338
1103.7 —1.6 1102.1
平均值
1100 1100.6 , 1100 一1.1 1099.5
探讨。
1测量过程概述
按照GB 9452.2003要求,真空炉温场均匀性
测量采用具有修正值的铠装K分度号热电偶作为 测量标准,根据真空炉工作空间即有效加热区的 大小选择若干支热电偶固定在测量支架上均匀分 布于被测区域,将热电偶参考端引出至测量装置, 开机、抽真空、升温,待炉温升至设定温度并达到
标准规定的保温状态后分别读取每支热电偶的
场真空炉使用的只有第二种法兰盘时,采用此方式
测量也是有效可行的。
5
结语 综上所述,对真空炉做温场均匀性测试时,测
[3]JJG 351—1996工作用廉金属热电偶检定规程.北京:中国计量 出版社,1996 [4]JJF 1001_2011通用计量术语及定义.北京:中国计量出版
社.2010
量用传感器从密闭的炉体中引出是一关键过程,它
式中:E为修正后的热电偶的电势值;£为实测温度; E(t,0)为测量装置读取的热电偶测量端温度为t, 参考端温度为O。C时的电势值;AE(t)为热电偶在t 温度下的修正值。
4温场均匀性测试和误差试验
我们使用第二种法兰盘对VOQ2—80型双室真 空淬火炉在1100。c进行温场均匀性测试(空载)为 例,其工作区几何尺寸为:(600
E(t,0)一E(t,,t:),也就是说由于铜接线柱充当了
热电偶测量回路的一部分,使测量回路中的电势值 减少了E(t,,t:),从而产生了测量误差:
At=E(t】,t2)/S^一£1一t2 (4)
式中:△£为t。与t:的温差;S。为K分度号热电偶在 t,~t:之间的平均热电势率。 根据热电偶测温原理,(t。一t2)越大,则E(t。, t:)越大,误差也就会越大。鉴于此,我们在真空炉 温场均匀性测试时做了如下误差试验。
44.218 44.221
0.911 O.911 0.911 0.911 0.911 0.911 0.912 0.912 0.912 0.912 0.912 0.912 0.912 23.0 —0.3 22.7
44.164 44.167 44.168 44.171 44.173 44.176 44.177 44.179 44.178 44,176 44.175 44.172
匀性。
・39・
万方数据
■圜目团圈
3可靠性分析及测量原理
1)若现场真空炉使用的是第一种法兰盘时,按 图1接线,当炉温升至设定温度并达到保温状态后, 由测量装置巡回读取每支热电偶电势值E(t,0),查 分度表后加上热电偶各自的修正值得到真空炉内 的实测温度值,即:
E=E(t,0)+hE(t) (1)
由于热电偶两电极在温度t。与t:之间连接体 是材料相同的铜接线柱,故式(3)中E(t。,t:)=0, 由测量装置读取的热电偶电势值并非E(t,0),而是
图3有效加热区测量示意图
万方数据
■圆目霍_
表1
仪表显示 值(℃)
1100 1 1100 1100 2 1100 1100 3 1100 1100 4 1100 1100 5 1100 1100 6 1100 44.229 44.214 44.217 44.346 44.368 44.364 1 44.212 2 44.345 3
T型热电偶,且与法兰盘表面紧密帖附,外侧用同型 号热电偶连接至冰点恒温器,引出后接入测量装 置。密封好真空炉,按热处理工艺抽真空、升温、保 温,当炉温达到1100℃后保温30min即开始测量, 来回读取真空炉仪表显示值和每支热电偶的电势 值两次作为一次测量,共测量6次,每次读数间隔时
间5min,测量数据如表1所示。
9452--2003《热处理炉有效加热区测定方
法》,此标准适用于普通热处理炉、真空炉、气氛 炉。对于真空炉的测量,标准规定测量用传感器 采用铠装热电偶,由于真空炉的密闭性,热电偶参
考端如何从炉中引出是测量的关键过程,它对测
量结果有直接的影响,本文将通过理论分析和工 业现场真空炉温场的测试数据对以上问题进行
修正值(℃) 实际温度(oC)
由以上测量结果,3号位置相对工艺温度(即设 定温度)偏差最大为+4.4。C,即均匀性A=±
虑直接引出方式,当现场真空炉只有接线柱式法兰 盘时,如果被测真空炉有较好的冷却水循环系统且
法兰盘有较好的导热性时,连接方式造成的误差影
t—T1=±4.4。C。按GB/T 9452--2003技术要求, 该热处理炉在以上有效加热区保温精度达到Ⅱ级。 另由6、7号位置热电偶测量数据来看,法兰盘 内外侧温差仅为0.3℃,也就是上述式(4)漏掉的测 量误差△‘,相对于该均匀性测量精度来说,此项误 差可忽略不计,说明该真空炉具有良好的冷却水循
热处理炉温场均匀性测试
热电偶读数(mV)
4 5 6 0.926 0.926 0.926 0.926 0.925 0.925 0.925 0.925 0.925 0.925 0.925 0.925 0.925 23.3 —0.3 23.0 7
测量次数
44.370
44.163
44.212 44.213 44.217
■圜冒重l圈■
真空热处理炉温场测试关键过程控制及可靠性探讨
罗小萍
(湖北省计量测试技术研究院,武汉430223)
摘
要全面概述了工业现场真空热处理炉温场均匀性的测试过程,重点针对测量用传感器的引出方式这一
关键过程及适宜性进行了详细的探讨,从测量原理和实际案例的测量数据分析了测量的可行性及可靠性。 关键词真空热处理炉;温场均匀性;密闭性;真空度;法兰盘 doi:10.3969/j.issn.1000—0771.2013.11.1
△=.4-l t—TI
(2)
式中:△为温度r时的均匀性;T为仪表设定温度。 2)当现场真空炉使用的只有第二种法兰盘时, 按图2接线,即通过法兰盘上内外相通的接线柱将 热电偶参考端与接在外侧的补偿导线(或热电偶) 接通,此时由测量装置读取的热电偶电势值是否还
是E(t,0)呢?
我们看热电偶测量回路,假设法兰盘内侧温度
X500
X
300)mm3,假
定它为有效加热区,按GB/T 9452--2003要求,选用
0.01级数字电压表作测量设备,将5支铠装K型热 电偶固定在测温支架如图3所示位置上并装入炉
图2有效加热区,同时在法兰
盘的内侧(6号)和外侧(7号)分别放置感应灵敏的
由式(1)中的E查分度表即得到真空炉内的实 测温度。
测量装置转换开关恒温器热电偶真空炉测温支架
图l
有效加热区测量示意图
2)另一种法兰盘上无孔,而是有若干个内外相 通的接线柱,炉内热电偶参考端只能连接在接线柱 内侧,接线柱外侧采用补偿导线或同分度号热电偶
连接后插入冰点器中,再通过普通连接导线与测量 装置相接,如图2所示。
热电势值,对照K分度号热电偶分度表可得到温 度值(或直接读取温度值),取偏离设定温度最大 的差值,即为被测真空炉在该温度下的温场均
2.1传感器直接从炉门口引出 当真空炉炉门密封性能好,传感器参考端直接 从炉门口引出可保证真空炉的真空度时,可采用此 种引出方式,测量过程与普通热处理炉相同。
2.2传感器通过法兰盘引出
当传感器参考端直接从炉门口引出不能保证 真空炉的真空度时,我们可通过法兰盘引出,工业 现场真空炉使用的法兰盘通常有两种: 1)一种法兰盘上钻有若干小孔,热电偶参考端 可分别从小孔中穿出,小孔内装有密封圈可将炉体 密封,引出的参考端插入冰点器中再通过普通导线 连接至测量装置,如图1所示,数字序号代表各热电 偶放置的位置。
l
O引言
真空热处理炉(以下简称真空炉)广泛应用于 各种高温合金不锈钢、工具钢、高速钢以及磁性材 料的热处理及光亮淬火,为保障热处理材料的物理 性能,炉内有效加热区必须具有较好的均匀性,使 被处理工件处于工艺要求的温度范围内。目前,我 国对真空热处理炉温场均匀性测量的技术依据是
GB/T
2传感器的引出方式及测量回路
1099.3 —1.6 1097.7
44.342 44.340 44.336 44.332 44.337 44.335
44.343 44.340
44.219 44.221 44.222 44.226
44.362 44.360
44.360
44.222 44.223
44.224
44.362 44.361 44.358 44.356 44.352 44.350 44.360
环系统且法兰盘有较好的导热性。由此可见当现
响可忽略不计,若法兰盘内外侧温差较大影响到测 量准确性要求时,我们应考虑其带来的测量误差, 或者可能要考虑换用带小孑L式法兰盘方可进行测
量以保证测量的准确性。
参考文献
[1]GB/T 9452--2003热处理炉有效加热区测定方法[S].北京:中 国汁量出版社,2003 [2]廖理.热学计量[M].北京:原子能出版社,2002
为t.,外侧温度为t:,根据热电偶中间温度定律: E(t,0)=E(t,t。)+E(tl,t2)+E(t2,0) (3)
式中:E(t,t,)为热电偶测量端温度为t,参考端温度 为t,时的电势值;E(t。,t:)为热电偶测量端温度为 t,,参考端温度为t:时的电势值;E(t:,0)为热电偶 测量端温度为t:,参考端温度为o℃时的电势值。
直接影响到测量回路和测量结果,测试时应优先考 过量堇盔呈Q!!:盟!!!
万方数据