低压成套设备生产工艺流程图
低压成套设备的生产设备及加工工艺
第5章 低压成套设备的生产设备及加工工艺5.1 概述低压成套设备加工装备与加工工艺是低压成套开关设备和控制设备技术的重要组成部分。
它是制造完成低压成套设备所有的电器和机械的连接,用结构部件完整地组装在一起的一种组合体的一个过程。
加工装备是保证质量,提高生产效率的有效手段。
加工工艺是完成产品组装、最终交付用户,运行满意的有效工作程序。
二者相辅相成,构成了完整的质量保证能力。
由于各工厂的设备、设施、人力资源不完全相同,工艺水平差异很大,本书工艺要求仅供参考。
5.1.1 低压成套设备的主要制造工序低压成套设备的主要制造工序,如图5-1-1所示。
5-1-1 5.1.2 生产加工设备 5.1.2.1 壳体加工设备平整机、剪板机、折弯机、冲压机、液压机、金属焊接设备(钨极氩弧焊机、交直流氩弧焊机、二氧化碳保护焊机、螺柱焊机、点焊机)、注塑机、切割机、数控冲剪板材柔性加工线等,其中数控冲剪板材柔性加工线是先进、功能齐全的大型设备,也是壳体生产设备具有代表性设备。
壳体加工的主要设备如图5-1-2所示。
5.1.2.2 表面处理设备清洗装置、喷漆装置、喷塑装置、烘箱、空气压缩机等设备,较先进的为自动化静电粉末涂装生产线。
如图5-1-3所示。
5.1.2.3 母排加工设备母线加工机(母排切断机、母排冲孔机、母排折弯机)、台钳、钻床、角磨机、砂轮机等,较先进的为母排加工柔性生产线。
如图5-1-4所示。
5.1.2.4 标志印刷设备电脑套管印号机、电脑标签打印机。
如图5-1-5所示。
5.1.2.5 其他安装及装配的小型工具电焊机、钻床、榔头、盒尺、钢板尺、扭力扳手、刻丝钳、尖嘴钳、偏口钳、剥线钳、螺丝刀、电工刀等。
5.1.3 工艺文件的内容工厂应对关键生产工序进行识别,关键工序操作人员应具备相应的能力,如果该工序没有文件规定就不能保证产品质量时,则应制定相应的工艺作业指导书,使生产过程受控。
工艺文件应对生产工艺及生产过程检验作出规定,生产过程检验卡也可以与工序流程卡合一,其示例见表5-1-1.凡图纸未说明的要求均按工艺文件执行。
低压成套设备生产加工工艺2012
低压成套设备生产加工工艺2012前言低压成套设备是电力系统中的重要组成部分,广泛应用于工矿企业、建筑物、公共设施等领域。
其品质的好坏直接关系到电力系统的稳定运行以及设备的寿命和安全性。
因此,本文将从生产加工工艺的角度来探讨低压成套设备的生产流程及技术要点。
一、工艺流程低压成套设备的生产工艺流程包括以下几个主要环节:1.型材销售与订货2.材料分配与切割3.冲孔与折弯4.焊接5.表面处理6.组装7.试运行8.包装与发货以上环节基本确定了整个生产过程,需要根据具体的工艺要求和生产特点进行调整和完善。
1. 型材销售与订货型材的选择对于低压成套设备的质量和性能具有重要意义。
常用的型材有角钢、平板、方管、圆管、槽钢等,需要根据设计要求和生产情况来进行选择。
型材的销售和订货工作需要考虑供应商的供货能力、质量保证以及价格因素等。
2. 材料分配与切割根据设备的设计图纸,将所需材料按比例分配到不同的工作岗位。
切割工具一般使用切割机或者大功率钢铁切割剪切机。
切割工作需要确保尺寸和角度的准确性,同时严格遵守安全操作规程。
3. 冲孔与折弯冲孔工作一般使用冲孔机完成,需要根据图纸要求钻出一定规格和数量的圆孔或方孔等,以便后续的组装和焊接。
折弯工作一般使用数控折弯机完成,需要根据图纸要求精确地将材料弯曲成所需形状和角度。
4. 焊接低压成套设备的焊接工作一般使用CO2气体保护焊、埋弧焊等方式完成。
焊接工作需要保证焊接处的强度、密封性和美观度,同时严格遵守安全操作规程。
焊接材料需要根据工作环境和设备作用位置来选择,一般使用焊丝、焊条等材料。
5. 表面处理低压成套设备的表面处理工作包括喷漆、电镀、抛光等方式,以保护设备表面的耐腐蚀性和美观度。
表面处理工作需要注意涂料品质、涂层厚度以及处理时间等因素,严格遵守安全操作规程。
6. 组装将经过裁剪、冲孔、折弯、焊接、表面处理等工作的部件按照设计要求和图纸指示进行组装。
组装工作需要注意部件的位置、顺序以及紧固力度等,确保设备的准确度和稳定性。
高低压成套工艺流程
精品文档,放心下载,放心阅读高低压成套设备工艺流程一、生产制造流程:精品文档,超值下载技术部审核图纸→设计制作生产工艺图→(a)板金车间生产图→(b)装配图、配线图、生产制作规范表→(c)采购单→采购部采购元器件→元器件仓库入库清点→质检部入库检验→车间生产(生产过程检验)→质检部最终检验→包装箱→包装箱检验→出厂二、生产工序及要求:1、技术部审核图纸:技术部在审核图纸中与设计院,用户沟通柜子的安装排列位置,柜体颜色,母线桥架进线的相序,变压器的安装位置,元器件的配置,二次原理图设计是否合理。
2、设计制作生产工艺图:设计制作生产工艺图分3个方面,(a)板金车间生产图,(b)装配图、配线图、生产制作规范表,(c)采购单。
(a)板金车间生产图设计:柜体尺寸,仪表板、门板开孔图,元器件安装板安装开孔位置。
(b)装配图、配线图、生产制作规范表:设计一次系统图,二次原理图,端子图与设计院沟通确认。
设计二次接线图,设计中考虑与实际安装是否有出入,填写生产制作规范表。
(c)采购单:一次元器件采购单,二次元器件采购单,铜母排采购单,备品备件采购单。
3、采购部采购元器件:采购部采购元器件要考虑与3C试验报告上的一致性,分批分类及不同的生产厂家采购。
4、元器件仓库入库:元器件仓库入库是否按采购部采购单上相同的型号、规格,检查是否有破损,通知质检部检验,检验合格后入库,填写入库单。
5、车间生产:板金车间柜体按图施工生产,质检部按图检验,检验合格后进入装配车间生产。
装配车间按图安装元器件,车间自检合格后进入二次配线,二次配线车间自检合格后进入一次母排制作及一次导线安装,整体安装完成后车间自检,自检合格后通知质检部检验。
6、质检部最终检验:质检部按国家标准进行出厂检验。
7、包装箱检验:产品的规格和木箱标示相符,数量准确、标签粘贴端正、牢固,产品摆放整齐。
三、记录车间与质检员应做好相应的生产记录、交接记录及质量记录。
精品文档,超值下载光阴无涯的荒原,于一段温柔往事里,缄默不语。
低压成套开关设备生产过程工艺作业指导书
2:母排安装质量:母排的搭接面与搭接螺栓的规格、数量、位置分布应符合(要求用厚度0.06mm×1mm塞尺进行检查,其塞入深度对于母线的宽度在60mm以上者,不得超过0.06mm。母线宽度在50以下者不得超过0.06mm)或用力距板手测试规定,搭接螺栓必须拧紧,母线之间及与电器端子的连接应平整。
5
机构调整
机构灵活,能操作到位,操作力适当。
6
铭牌、标牌、接地
1:名牌、标牌内容正确、完整、清晰;
2:接地可靠、符号清晰、接地表面无油漆、锈蚀。
4参照相关文件
4.1 GW/RW-05.02-2008《母线加工、装配作业指导书》
4.2 GW/RW-05.03-2008《电器元器件安装作业指导书》
4.3 GW/RW-05.04-2008《二次线装配作业指导书》
低压成套开关设备生产过程工艺作业指导书
1目的
对低压成套开关设备及相关产品装配过程规范等作出规定。
2范围
适用于生产低压成套开关设备及相关产品装配过程。
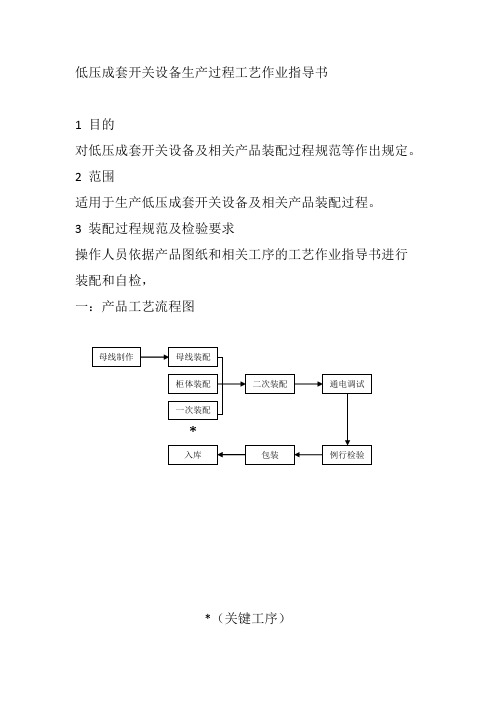
3装配过程规范及检验要求
操作人员依据产品图纸和相关工序的工艺作业指导书进行装配和自检,
一:产品工艺流程图
*(关键工序)
二:产品工艺流程规范
序号
工作程序
工作内容
3
接线工序
质量检查
1:导线连接是否牢靠;
2:绝缘导线穿越金属构件时应有保护导线不受损伤措施;
3:在可移动的地方,必须留有长度富裕量;
4:接地保护在连接框架、面板等涂覆件时,必须采用刮漆垫圈,并拧紧紧固件。
4
产品一致性
产品的额定电流,关键元器件、材料的名称、规格型号以及对应的供应商,都应与申请认证的型式试验报告和相应产品“安全件一览表”一致;
低压成套设备的生产设备及加工工艺

第5章 低压成套设备旳生产设备及加工工艺5.1 概述低压成套设备加工装备与加工工艺是低压成套开关设备和控制设备技术旳主要构成部分。
它是制造完毕低压成套设备全部旳电器和机械旳连接,用构造部件完整地组装在一起旳一种组合体旳一种过程。
加工装备是确保质量,提升生产效率旳有效手段。
加工工艺是完毕产品组装、最终交付顾客,运营满意旳有效工作程序。
两者相辅相成,构成了完整旳质量确保能力。
因为各工厂旳设备、设施、人力资源不完全相同,工艺水平差别很大,本书工艺要求仅供参照。
5.1.1 低压成套设备旳主要制造工序低压成套设备旳主要制造工序,如图5-1-1所示。
5-1-1 5.1.2 生产加工设备5.1.2.1 壳体加工设备平整机、剪板机、折弯机、冲压机、液压机、金属焊接设备(钨极氩弧焊机、交直流氩弧焊机、二氧化碳保护焊机、螺柱焊机、点焊机)、注塑机、切割机、数控冲剪板材柔性加工线等,其中数控冲剪板材柔性加工线是先进、功能齐全旳大型设备,也是壳体生产设备具有代表性设备。
壳体加工旳主要设备如图5-1-2所示。
5.1.2.2 表面处理设备清洗装置、喷漆装置、喷塑装置、烘箱、空气压缩机等设备,较先进旳为自动化静电粉末涂装生产线。
如图5-1-3所示。
5.1.2.3 母排加工设备母线加工机(母排切断机、母排冲孔机、母排折弯机)、台钳、钻床、角磨机、砂轮机等,较先进旳为母排加工柔性生产线。
如图5-1-4所示。
5.1.2.4 标志印刷设备电脑套管印号机、电脑标签打印机。
如图5-1-5所示。
5.1.2.5 其他安装及装配旳小型工具电焊机、钻床、榔头、盒尺、钢板尺、扭力扳手、刻丝钳、尖嘴钳、偏口钳、剥线钳、螺丝刀、电工刀等。
5.1.3 工艺文件旳内容工厂应对关键生产工序进行辨认,关键工序操作人员应具有相应旳能力,假如该工序没有文件要求就不能确保产品质量时,则应制定相应旳工艺作业指导书,使生产过程受控。
工艺文件应对生产工艺及生产过程检验作出要求,生产过程检验卡也能够与工序流程卡合一,其示例见表5-1-1.凡图纸未阐明旳要求均按工艺文件执行。
低压成套设备的生产设备及加工工艺教材(DOCX 40页)
低压成套设备的生产设备及加工工艺教材(DOCX 40页)第5章 低压成套设备的生产设备及加工工艺5.1 概述低压成套设备加工装备与加工工艺是低压成套开关设备和控制设备技术的重要组成部分。
它是制造完成低压成套设备所有的电器和机械的连接,用结构部件完整地组装在一起的一种组合体的一个过程。
加工装备是保证质量,提高生产效率的有效手段。
加工工艺是完成产品组装、最终交付用户,运行满意的有效工作程序。
二者相辅相成,构成了完整的质量保证能力。
由于各工厂的设备、设施、人力资源不完全相同,工艺水平差异很大,本书工艺要求仅供参考。
5.1.1 低压成套设备的主要制造工序低压成套设备的主要制造工序,如图5-1-1所示。
图低压成套设备的主要制造工序流程图5.1.2 生产加工设备5.1.2.1 壳体加工设备平整机、剪板机、折弯机、冲压机、液压机、金属焊接设备氩弧焊机、交直流氩弧焊机、二氧化碳保护焊机、螺柱焊机、点焊机)、注塑机、切割机、数控冲剪板材柔性加工线等,其中数控冲剪板材柔性加工线是先进、功能齐全的大型设备,也是壳体生产设备具有代表性设备。
壳体加工的主要设备如图5-1-2所示。
5.1.2.2 表面处理设备元部件装配 一次线装配 完成制作 二次线装配 产品包装、搬运 检验清洗装置、喷漆装置、喷塑装置、烘箱、空气压缩机等设备,较先进的为自动化静电粉末涂装生产线。
如图5-1-3所示。
5.1.2.3 母排加工设备母线加工机(母排切断机、母排冲孔机、母排折弯机)、台钳、钻床、角磨机、砂轮机等,较先进的为母排加工柔性生产线。
如图5-1-4所示。
5.1.2.4 标志印刷设备电脑套管印号机、电脑标签打印机。
如图5-1-5所示。
5.1.2.5 其他安装及装配的小型工具电焊机、钻床、榔头、盒尺、钢板尺、扭力扳手、刻丝钳、尖嘴钳、偏口钳、剥线钳、螺丝刀、电工刀等。
5.1.3 工艺文件的内容工厂应对关键生产工序进行识别,关键工序操作人员应具备相应的能力,如果该工序没有文件规定就不能保证产品质量时,则应制定相应的工艺作业指导书,使生产过程受控。
高低压成套工艺流程

精品文档,放心下载,放心阅读高低压成套设备工艺流程一、生产制造流程:精品文档,超值下载技术部审核图纸→设计制作生产工艺图→(a)板金车间生产图→(b)装配图、配线图、生产制作规范表→(c)采购单→采购部采购元器件→元器件仓库入库清点→质检部入库检验→车间生产(生产过程检验) →质检部最终检验→包装箱→包装箱检验→出厂二、生产工序及要求:1、技术部审核图纸:技术部在审核图纸中与设计院,用户沟通柜子的安装排列位置,柜体颜色,母线桥架进线的相序,变压器的安装位置,元器件的配置,二次原理图设计是否合理。
2、设计制作生产工艺图:设计制作生产工艺图分3个方面,(a)板金车间生产图,(b)装配图、配线图、生产制作规范表,(c)采购单。
(a)板金车间生产图设计:柜体尺寸,仪表板、门板开孔图,元器件安装板安装开孔位置。
(b)装配图、配线图、生产制作规范表:设计一次系统图,二次原理图,端子图与设计院沟通确认.设计二次接线图,设计中考虑与实际安装是否有出入,填写生产制作规范表。
(c)采购单:一次元器件采购单,二次元器件采购单,铜母排采购单,备品备件采购单。
3、采购部采购元器件:采购部采购元器件要考虑与3C试验报告上的一致性,分批分类及不同的生产厂家采购。
4、元器件仓库入库:元器件仓库入库是否按采购部采购单上相同的型号、规格,检查是否有破损,通知质检部检验,检验合格后入库,填写入库单.5、车间生产:板金车间柜体按图施工生产,质检部按图检验,检验合格后进入装配车间生产。
装配车间按图安装元器件,车间自检合格后进入二次配线,二次配线车间自检合格后进入一次母排制作及一次导线安装,整体安装完成后车间自检,自检合格后通知质检部检验.6、质检部最终检验:质检部按国家标准进行出厂检验.7、包装箱检验:产品的规格和木箱标示相符,数量准确、标签粘贴端正、牢固,产品摆放整齐。
三、记录车间与质检员应做好相应的生产记录、交接记录及质量记录。
精品文档,超值下载。