板卡检验规范
板卡QA检验作业指导书大纲

所需工具:①测试工装*1 ②耳机*1 ③SD卡*1 ④U盘(带USB线)*1
板卡检验:目检:目检板卡、元件是否有损坏,元件应无偏移等明显不良现象;软件贴纸是否有贴并贴在正确的位置,该打胶的位置是否打胶;按键无卡死,手感不良现象
功能测试:
①将SD卡插入卡座(注意是否会卡死),连接排线,按正确的方向位置将板卡放置在测试工装上。
连接电源座,查看电流(电流800MA左右)
②开机注意logo画面是否正确,界面无花屏,图像失真彩色不良等现
象。
进入设置,1、查看WiFi是否可以正常开关,信号强度是否正
常。
2、亮度调节是否正常。
3、内存是否正常4、时间、日期是否
可以正常调节。
5、系统版本号、MAC烧录地址是否正确。
6、触屏
划线是否正常,无断点。
③拍照功能:拍照、录像是否正常使用,前后摄像头可切换。
无失真,花屏,彩色不良现象
④SD卡测试:读取SD卡内容,能流畅播放SD卡文件
⑤喇叭、耳机测试:播放音乐文件,要求声音正常,无失真杂音等不良,调节播放进度是否正常;插上耳机播放有效;测试音量按键是否有效。
⑥录音测试:录音正常,无杂音。
⑦USB测试:可读取U盘内容并运行其中文件
⑧HMID测试:高清连接,播放视频无花屏卡屏现象,高清播放声音正常,进度调节正常。
注意:①拍照、录音留下的文件等不能保存,更改过的设置要改回,否则要恢复出厂设置。
②佩戴静电手环。
③板卡放置在测试工装上的方向位置必须正确。
④排线不能插反。
卡板检验规范
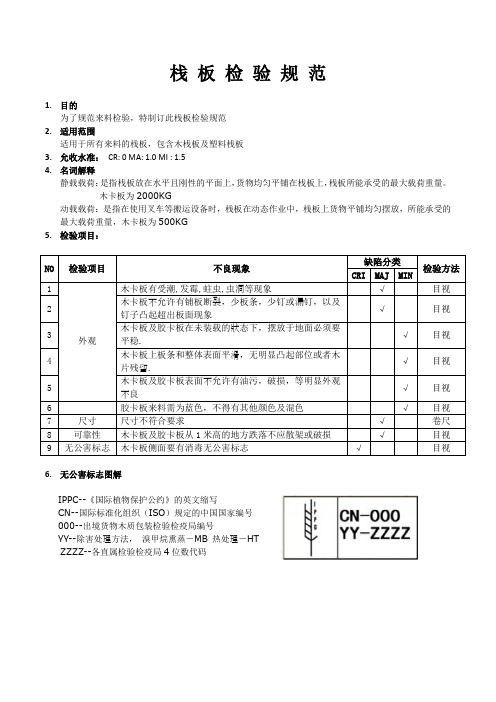
栈 板 检 验 规 范
1. 目的
为了规范来料检验,特制订此栈板检验规范 2. 适用范围
适用于所有来料的栈板,包含木栈板及塑料栈板 3. 允收水准: CR: 0 MA: 1.0 MI : 1.5 4. 名词解释
静载载荷:是指栈板放在水平且刚性的平面上,货物均匀平铺在栈板上,栈板所能承受的最大载荷重量。
木卡板为2000KG
动载载荷:是指在使用叉车等搬运设备时,栈板在动态作业中,栈板上货物平铺均匀摆放,所能承受的最大载荷重量,木卡板为500KG 5. 检验项目:
6. 无公害标志图解
IPPC--《国际植物保护公约》的英文缩写
CN--国际标准化组织(ISO )规定的中国国家编号 000--出境货物木质包装检验检疫局编号
YY--除害处理方法, 溴甲烷熏蒸-MB 热处理-HT ZZZZ--各直属检验检疫局4位数代码。
PCBA板卡外观检验规范
--插槽之间距为0.070英吋:
1.零件脚间距为0.070英吋且浮高倾斜高度在0.020英吋以内。
--排针:
1.无单一PIN浮起。
2.浮高倾斜高度在标准(PAGE35,36)以内,允许零件脚未露出锡面。
--SNAP-IN型连接器(有卡钩或其他以固定脚(LOCK)连接器之特殊设计)
1.PIN脚明显可见已插入孔中(目视无折脚)
2.3.2 锡珠 : ─ 下列两状况允收,其余为不合格
1.(锡面)不可剥除直径小于0.010英吋(10mil)的锡珠。 2.零件面上直径小于0.005英吋(5mil),非沾于零件脚上不造成短路的锡珠。 ─ 共享区域除外,为防止短路,导通区域之间隙须在0.010英吋(10mil)以上。
2.3.3 吃锡过多 : 下列状况允收,其余为不合格 1.锡面凸起,但无缩锡(DEWETTIG)与不沾锡(NON-WETTING)不良现象。 2.焊锡未延伸至PCB或零件上。 3.须可视见零件脚外露出锡面(符合零件脚长度标准)。 4.用3倍以内放大镜看不见之锡渣,可接受。 5.符合锡尖(PEAKS/ICILES)或工作孔上的锡珠标准。
PAGE 6
2.5、一般需求标准--其它需求标准
2.5.1 极性: 1.极性零件须依指导书或PCB 标示置放正确极性。
2.5.2 最小导体间距需求: 1.非共同导体间之间距,须大于0.010英吋,以防止短路。
2.5.3 散热器接合(散热膏涂附): --散热器须密合于CPU上,其间不可夹杂异物,不可有空隙。 --散热器固定器须夹紧,不可松动。 --散热垫(GREASE FOIL)不可露出CPU外缘。
2017/3/24
V1.0
首版发行
前言
1.1 范围 :
本范围板卡采购与委托协力厂生产之板 卡与界面卡等之外观检验。
《板卡检验标准》

SMT : Surface Mounting Technology 表 面 粘 装 技 术 DIP : Double In-line Package CRITICAL( 简 为 : CR , 严 重 缺 点 ) : a. b. c. d. 会导致使用人员或财产受到伤害。 产品完全失去应有功能。 无法达到期望规格值。 会严重伤害到企业的信誉。 双列直插式封装
2.
附着有异物: a. b. c. 导体,会造成功能缺失或可靠性问题。 导体,不会造成功能缺失。 非导体但明显影响外观。 √ √ √
1. 2. 2. PCB 之 外 观
PCB 版 本 混 乱 , 版 本 用 错 。 PCB 锡 垫 氧 化 、 生 锈 、 浸 蚀 、 翘 起 、 破 损 、 断 裂 、 被 异 物 覆 盖 、 锡 垫 形 状 不 规 则 , 导 致 可 着 锡 面 积 减 少 且 超 过 25% 。 √
3.9
不良焊点: a. 空 焊 : 焊 垫 上 未 沾 锡 或 零 件 脚 未 沾 锡 ─ ─ 未 将 零 件 及 基 板 焊 垫 焊 接 在一起。主要原因如下,阴影效应、焊垫不洁,零件焊锡性 差或点胶作业不当。 b. 冷 焊 : 因 焊 接 温 度 不 足 , 或 焊 接 时 间 过 短 而 造 成 的 焊 接 不 良 , 一 般 可通过补焊改善之。 c. 桥 接 : 亦 称 短 路 , 系 指 两 独 立 相 邻 焊 点 之 间 , 在 锡 焊 之 后 形 成 接 合 之现象。主要原因:焊点过近,零件排列设计不当,锡焊方 向不正确,锡焊速度过快,助焊剂涂布不均匀及零件焊锡性 不良。 d. 锡 尖 : 焊 点 表 面 呈 现 非 光 滑 之 连 续 面 , 而 具 有 尖 锐 之 突 起 , 其 可 能 发生之原因为锡焊速度过快,助焊剂涂布不足等。 e. 锡 球 : 指 经 过 锡 焊 后 粘 在 基 板 或 零 件 表 面 的 一 些 小 的 独 立 的 球 状 焊 锡。主要原因:锡品质不良或储存过久,基板不洁,预热不 当等。又称为锡珠。 f. 锡 渣 : 指 经 过 锡 焊 后 粘 在 零 件 表 面 的 一 些 细 小 的 独 立 的 形 状 不 规 则 的焊锡。 g. 立 碑 : 指 芯 片 式 电 阻 , 电 容 以 及 小 型 化 晶 体 管 经 回 流 焊 后 , 零 件 只 有一端与焊垫连接,另一端则浮离焊垫,产生翘立现象。主 要原因: 零件端面及焊锡之可焊性差异太大,或零件受熔
QC068-卡板检验作业指导书
木方端面使用鲜红色油漆涂刷表面。
承载面下面应在两端及中间平均间隔安装三根或三根以上木方。
面板的木板厚度为16mm-18mm或18mm以上,底板的木板厚度为16mm-18mm或18mm以上。
木方的尺寸:(1100±5)mm×(100±7)mm×(60±7)mm。
b、280-1200个,抽样32个,不合格个数>1个,即判不合格;
c、1200个以上,抽样50个,不合格个数>3个,即判不合格。
成品用木卡板
.1 外观:
a、280个以下,抽样20个,不合格个数≥1个,即判不合格;
b、280-1200个,抽样32个,不合格个数>1个,即判不合格;
c、1200个以上,抽样50个,不合格个数>3个,即判不合格。
检验频率:每批应进行检验。
外观:目视检测。
尺寸:用最小读数不大于1mm的钢尺或卷尺检测。
6.9 判定规则
取样检测时,对每个生产商、每天来货的空罐(或纸箱、彩盒、彩膜、盖)用卡板进行外观检测,如有不合格,则整板空罐(或纸箱、彩盒、彩膜、盖)退回供应商。
白砂糖用塑料卡板
a、280个以下,抽样20个,不合格个数≥1个,即判不合格;
卡板外观应平整且完整,产品承载面上的木结应刨光滑,由木结形成的孔洞直径应≤20mm,并用填料将孔洞填实至表面平整,整体外观无严重的凹凸、破损、开裂、变形、松动的钉子或外露的钉子等缺陷。
卡板整体应适当干燥,无虫蚀、腐烂、发霉等变质现象。
卡板上应无外来与产品无关的异物污染现象。
木卡板产品承载面由板块拼装而成,拼装时相邻地板块之间产生的缝隙应≤5mm。
外形尺寸:(1230±10)mm×(1100±7)mm×(135±7)mm。
板卡检验标准
Concept
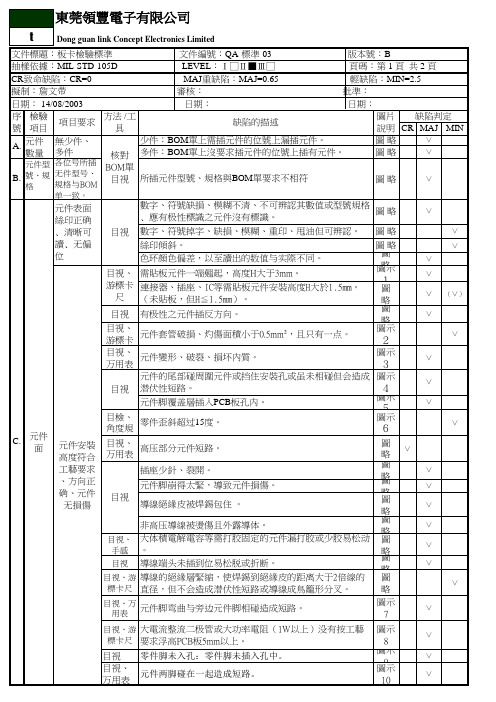
Dong guan link Concept Electronics Limited
文件標題:板卡檢驗標準 文件編號:QA-標準-03 抽樣依據:MIL-STD-105D LEVEL:Ⅰ□Ⅱ▓Ⅲ□ CR致命缺陷:CR=0 MAJ重缺陷:MAJ=0.65 擬制:詹文带 審核: 日期: 14/08/2003 日期: 序 檢驗 方法 /工 項目要求 缺陷的描述 號 項目 具 元件 無少件、 少件:BOM單上需插元件的位號上漏插元件。 A. 數量 多件 核對 多件:BOM單上沒要求插元件的位號上插有元件。 元件型 各位号所插 BOM單 B. 號、規 无件型号、 目視 所插元件型號、規格與BOM單要求不相符
錫碎、錫珠、錫渣、導線脚粘片貼銅箔或元件脚吸附在 板面上,造成潜伏性短路。 目視、万 銅箔短路:應切割線路而未割或未割断之線路。 用表 銅箔開路:線路應導通而未導通者。 目視 外觀不干凈整洁、有粘胶或其它臟物(免洗板酌情處理)。 圖 圖示28 目視 銅箔没有整平或一块板超过三个起銅箔修理点。 目視
備注: 缺陷描述欄之括號內內容與缺陷判定欄 “(∨)”相對應。圖片說明請参照相應圖示。
目視、万 錫尖偏向一边,影响元件脚之最小距离。 用表 目視、游 錫尖頂部到PCB板的距离H超过元件脚 的長度要求。 標卡尺
∨ ∨ ∨ ∨ ∨
有錫尖且容易脱落。 目視 細針、 万用表 元件脚未剪断而成旗杆錫。 元件脚切脚时切断焊錫。
假焊:看上去有焊錫、但实際脚与焊盤没焊接好,包括 圖示21 A:元件脚与焊錫脱落;B:焊錫与焊盤脱落。 圖 略 圖示 22 圖示 23 圖示 24 圖示 25 圖 略 圖 略 圖示 26 圖示
圖略 圖略 圖略 圖 略 圖示 1 圖 略 圖 略 圖示 2 圖示 3 圖示 4 圖示 5 圖示 6 圖 略 圖 略 圖 略 圖 略 圖 略 圖 略 圖 略 圖 略 圖示 7
作业指导书(各种板卡检验)
1、作业指导书(各种板卡检验)
①、目的
②、适用范围
③、检验内容
2、外观;
A、检验PCB版本;
B、检验PCB料号;
C、检验FLASH型号
D、主IC型号
E、内存型号
F、驱动IC型号
G、功放IC型号
H、存储IC型号
I、软件IC型号
J、运放IC型号
K、开关IC型号;
L、S端子插拔
M、光纤端子
N、莲花插座插拔;
O、各种排插实插;
P、PCBA不允许短路、连焊、注意检查各种排插、端子底部和各IC之间;
Q、检查各种排插是否少针、变形、浮高;
R、敲击PCB检查是否虚焊、空焊;
S、必须注意剪脚位置及剪脚要求;
T、必须注意加锡位置
U、点胶位置;
V、锡珠要求600平方毫米不多余1PCS且不造成PCBA短路、不易脱落;
W、清洁度,允许存在免清洗透明清洗剂;。
卡板检验规范
栈 板 检 验 规 范
1. 目的
为了规范来料检验,特制订此栈板检验规范 2. 适用范围
适用于所有来料的栈板,包含木栈板及塑料栈板 3. 允收水准: CR: 0 MA: 1.0 MI : 1.5 4. 名词解释
静载载荷:是指栈板放在水平且刚性的平面上,货物均匀平铺在栈板上,栈板所能承受的最大载荷重量。
木卡板为2000KG
动载载荷:是指在使用叉车等搬运设备时,栈板在动态作业中,栈板上货物平铺均匀摆放,所能承受的最大载荷重量,木卡板为500KG 5. 检验项目:
6. 无公害标志图解
IPPC--《国际植物保护公约》的英文缩写
CN--国际标准化组织(ISO )规定的中国国家编号 000--出境货物木质包装检验检疫局编号
YY--除害处理方法, 溴甲烷熏蒸-MB 热处理-HT ZZZZ--各直属检验检疫局4位数代码。
板卡测试流程与说明

6、对于入库机型要需标识清晰,更新报表,注明品名、数量、状态、任务单号、位置
制作者:审核者:批准者:
日期:日期:日期:
作业说明
任务下达部门
板卡焊接、测试
板卡维修、物控
相关报表
备注
1、根据计划要求安排生产任务
2、物控根据任务要求,齐套板卡源自焊接相关物料,并生产备料记录3、焊接、测试根据生产任务要求,执行工艺相关内容
4、测试人员根据工艺要求判定板卡状态
5.0、任务下达人员及时收集相关生产信息,对于异常问题需技术根据品质异常处理流程操作
5.1、维修组对于异常较集中的问题需及时收集反馈
6、结束
1、任务的下达必须明确注明版本、改专用板信息,生产过程的注意点
2、备料过程需标识清晰,数量的状态需明确注明,及时更新记录
3、操作前需详细阅读工艺指导书,明确各个生产环节的关注点
4.1、对于测试过程的隐性故障需及时提报上级确认4.2、测试过程如有与工艺要求不符的项目需及时提报
卡板检验规范

卡板检验规范 Revised by Hanlin on 10 January 2021
栈板检验规范
1.目的
为了规范来料检验,特制订此栈板检验规范
2.适用范围
适用于所有来料的栈板,包含木栈板及塑料栈板
3.允收水准:CR:0MA:1.0MI:1.5
4.名词解释
静载载荷:是指栈板放在水平且刚性的平面上,货物均匀平铺在栈板上,栈板所能承受的最大载荷重量。
木卡板为2000KG
动载载荷:是指在使用叉车等搬运设备时,栈板在动态作业中,栈板上货物平铺均匀摆放,所能承受的最大载荷重量,木卡板为500KG
5.检验项目:
6.无公害标志图解
IPPC--《国际植物保护公约》的英文缩写
CN--国际标准化组织(ISO)规定的中国国家
编号
000--出境货物木质包装检验检疫局编号
YY--除害处理方法,溴甲烷熏蒸-MB热处理-HT ZZZZ--各直属检验检疫局4位数代码。
制程检验规范
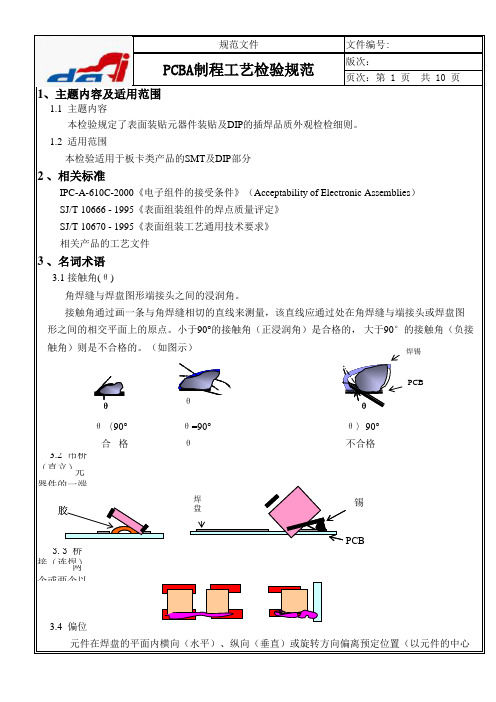
θ〈90°θ=90°θ〉90° 合 格合 格不合格3.2 吊桥(直立)元器件的一端离开焊盘而向上斜立或直立。
3.3 桥接(连焊)两个或两个以上不应相连的焊点之间的焊料相连,或焊点的焊料与相邻的导线相连。
3.4 偏位形之间的相交平面上的原点。
小于90°的接触角(正浸润角)是合格的, 大于90°的接触角(负接 触角)则是不合格的。
(如图示)元件在焊盘的平面内横向(水平)、纵向(垂直)或旋转方向偏离预定位置(以元件的中心SJ/T 10670 - 1995《表面组装工艺通用技术要求》 相关产品的工艺文件3 、名词术语3.1 接触角(θ)角焊缝与焊盘图形端接头之间的浸润角。
接触角通过画一条与角焊缝相切的直线来测量,该直线应通过处在角焊缝与端接头或焊盘图 本检验规定了表面装贴元器件装贴及DIP 的插焊品质外观检检细则。
1.2 适用范围本检验适用于板卡类产品的SMT 及DIP 部分2 、相关标准IPC-A-610C-2000《电子组件的接受条件》(Acceptability of Electronic Assemblies ) SJ/T 10666 - 1995《表面组装组件的焊点质量评定》页次:第 1 页 共 10 页1、主题内容及适用范围1.1 主题内容θ焊锡盘PCB胶θθθ焊锡PCB3.4.1 横向(水平)偏位 -- 元件沿焊盘中心线的垂直方向移动为横向偏位(图a); 3.4.2 纵向(垂直)偏位 -- 元件沿焊盘中心线的平行方向移动为纵向偏位(图b); 3.4.3 旋转偏位 -- 元件中心线与焊盘中心线呈一定的夹角(θ)为旋转偏位(图c)。
序号项 目3、IC 及多脚物料的脚左右必须有1/2以上脚宽的部分在焊区内(含J 型引脚)MA4、偏位后的IC 的脚与最近的焊盘间距须在脚宽的1/2以上水平(左右)偏位5.1.1标 准 要 求判定图 解2、片式元件与元件间的绝缘距离D ≥0.3mm ;与线路的距离D ≥0.2mmMI1、片式元件水平移位的宽度不超过料身宽度(W )的1/2MIOK页次:第 2 页 共 10 页线和焊盘的中心线为基准)。
板卡检验规范
第 1 页 共 18 页日期日期本次1.目的:建立产品的检验标准,使品管、生产、外包等单位,在作业时有所依循,以期能制造出符合客户需求与获得信任的产品.2.适用范围:本规范适用于厂内、外包厂所生产的制品及维修作业品质验收依据,均适用之.3.品管与制造单位的基本准备:3.1 生产、维修及各检验场所的室内明亮值必须在500至1000LUX;必要时得以三倍放大灯管确认之. 3.2 生产、维修及各检验场所要有良好的静电防护设施,作业时必须配带静电手套或静电环. 3.3 检验前要先确认所使用之工具及设备,是否合乎规定.3.4 检验时 将PCBA距眼20公分且使之与眼睛成45°,从左向右、从上往下依次检验. 3.5 无铅生产环境与制程,必须符合6S及RoHS的基本要求.4.检验标准:4.1 本规范制订之标准依据: 4.1.1 客户的品质要求.4.1.2 《IPC-A-610D Class3》电子组装的验收条件.4.2 抽样计划:4.2.1 采用《MIL-STD-105E》正常单次抽样为检验的抽样计划. 4.2.1.1 SMT/DIP之制程抽样,采一般Ⅱ级,AQL(允收水准)采0.4 4.2.1.2 TEST之制程抽样,采特殊检验S1级,AQL(允收水准)采1.04.3 本检验标准为公司标准,如客户无特定要求,则按公司标准检验; 若客户另有提出品质标准时,则以客户的标准为验收依据.4.4 若此文件未涉及之内容或与《IPC-A-610D Class3》有冲突之处,均以《IPC-A-610D Class3》为参考依据5.缺点定义:5.1 CR (CRITICAL DEFECT) 严重缺点:5.1.1 凡足以对人体或机器产生伤害或危及生命财产安全的缺点.2007年11月28日次第 2 页 共 18 页日期日期本次2007年11月28日次.第 3 页 共 18 页日期日期本次2007年11月28日次第 4 页 共 18 页日期日期本次2007年11月28日次组装不良1.2.5第 5 页 共 18 页日期日期本次2007年11月28日次色差1.3.6第 6 页 共 18 页日期日期本次2007年11月28日次第 7 页 共 18 页日期日期本次2007年11月28日次第 8 页 共 18 页日期日期本次2007年11月28日次第 9 页 共 18 页日期日期本次2007年11月28日次明亮值必须在500至1000LUX;必要时得以三倍放大C-A-610D Class3》有冲突之处,均以《IPC-A-610D Class3预防为主"的方针,在生产、工作中,确保人身、标在于对机电与电子设备中有害物质的限制,从第 12 页 共 18 页第 13 页 共 18 页第 14 页 共 18 页第 15 页 共 18 页第 16 页 共 18 页第 17 页 共 18 页第 18 页 共 18 页。
OQC检验标准

&JCG、目的规范检验环境,检验视力要求,检验距离,检验时间,检验方法和工具,对检验员所发现 的缺点项目,进行等级分类,使其明确产品检验标准,确保产品质量满足公司和客户要求. 、适应范围本规范适应于本公司生产和外发加工板卡成品外观检验. 三、相关文件(无) 四、定义4.1严重缺点(CRITICAL DEFECT ),是指缺点足以造成人体或机器产生伤害,或危及生命 财产安全的缺点,以CR 表示之.4.2主要缺点(MAJOR DEFECT ),是指缺点对制品之实质功能上已失去实用性或造成可靠 度降低,产品损坏、功能不良称为主要缺点,以MA 表示之。
4.3次要缺点(MINOR DEFECT ):是指单位缺点之使用性能,实质上并无降低其实用性, 且仍能达到所期望目的,一般为外观或机构组装之差异,以MI 表示之。
五、检验程序5.1检验前准备5.1.1检验环境:室内照明充足,工作台面清洁及配戴带清洁手套和防静电手环并接上静 电地线.5.1.2检验视力距离,产品摆放角度及检验时间关系,若视力1.5,产品离眼睛距离15英寸,产品摆放角度为45度,如(图一)所示,检验单个缺点在 5秒内判定其有 无,若视力有偏差,检验距离按视力偏差 0.1相应调整1英寸.5.1.3 PCBA 持板要求如(图二)所示a. 配带干净手套,握持 PCBA 板边或板角,不可直接用手指触及导体,金手指和 锡点面.b. 配合良好静电防护措施.5.1.4按MIL-STD-105E —般检验U 级水准及主要 AQL 水平进行抽样检验,允收标准:___ 严重AQL 数为0,主要AQL 数为0.65,次要AQL 数为1.5。
视力1.5* 15"副本呈送1、生产部、工程部、品管部 检验标准P. 1 OF 12版本号: 00文件编号: WI/MS-仃主题:板卡系列检验标准(图一)照明充足"产品45(图二)核2. PCB线路短路、开路及起铜皮目视万用表3. PCB线路起泡浮起, '大于2mm目视游标卡尺4. PCB线路粗线、幼线小于线路宽度的1/3目视5. PCB线路断线驳接超过1处,且长度大于5mm目视游标卡尺6.线路划伤长度未露铜大于2cm,露铜面直径大于1.0mm目视游标卡尺7.金手指活动区定义:如右图所示超出公差±0.2mm目视游标卡尺8.金手指断裂,卷起、缺损、氧化发黑小于1/3判次要目视II9.金手指表面划伤、压痕及粘锡,除平超过3处,且每处粘锡大于金手指长度的1/3目视游标卡尺10.金手指表面有手印、污渍在活动区直径大于1mm目视游标卡尺erjcG缺点项目图片说明方法工具判定严重丨主要丨次要1. PCB烫伤:PCB呈焦黑,变色影响功能者,PCB显焦黑,直径大于5mm小于10mm目视游标卡尺主题: 板卡系列检验标准副本呈送1、生产部、工程部、品管部2、缺点项目检验标准P. 4 OF 12版本号:00文件编号WI/MS-仃图片说明方法工具严重判定主要次要21. SMT极性反:正负极性相反如:二极体、电晶体、IC、有极性的电容等22. SMT 损件:伤及零件本体,若会影响功能则判主要,不影响功能者,判次要。
板卡类进料检验标准

1、目的:本检验规定了通孔直插元器件的插装及焊接的品质检检细则。
2、适用范围:本检验规范适用于成品板卡类产品的检验。
3、相关标准:3.1《电子组件的接受条件》相关工艺标准。
3.2每批次物料核查证书的有效性,通过网址查证。
4、检验条件:4.1照明条件:日光灯600~800LUX;4.2目光与被测物距离:30~45CM;4.3灯光与被测物距离:150CM以內;4.4检查角度:以垂直正视为准±45度;4.5检测工具:卡尺、卷尺、千分尺、万用表、耐压仪、绝缘电阻测试仪、等。
5、注意事项:5.1在拿板卡时一定要带防静电手套或防静电手环;5.2板卡在检验时一定要轻拿轻放、不能堆积防止在检验过程中对板卡的损坏。
5.3板卡包装需要使用防静电PVC胶袋。
5.4检验环境保持在室内,温度25℃±10%,湿度约为60%±10%;6、元器件自身外观检查项目及要求:序号项目标准要求判定图示6.1.1损伤1、元件引脚允许有轻微变形、压痕及损伤,但不可有内部金属暴露损伤长度≤1/4D,D --引脚的直径;MA2、玻璃管型元件不可有外壳破裂现象;MA3、铝电解电容的外封装塑料皮侧面不允许破裂,顶面允许部分暴露但暴露部分≤90%D,D --电容的外直径;MI10UF25VD4、IC 及三极管类的外壳不允许有破裂或其它明显的伤损;MA5、连接插座(头)不允许有外壳破伤现象;MA6、插座内金属插针:a、簧片式不允许有扭曲、陷进或高出绝缘体固定槽等现象损伤;b、直针式不允许有插针高低不平、弯曲、针体锈斑及损伤等现象;MA不平、弯曲、变形NG锈斑破损c、带绝缘皮的导线不允许绝缘皮破伤;MA导体导体破导体破序号项目标准要求判定图示伤多锡1.0mm﹥d线路21NG活动锡珠固定锡珠假焊NG NGφ≥1.0mm1.2mm≤h≤2.5mmφ≤1.0mm1.0mm≤h≤2.0mmOK焊后可见脚OKA BA高瓦值零件间隙B104M400VH1.5mm±15°≤0.5mmOK点胶处PCB白斑助焊剂多余导体多余的非导电体待检品:不应有“不合格”字样错字:PAEED 或PASSED箱破7、相关记录QR-H-02A/1---《IQC 进料检验报告》。
SMT在制品及出货检验规范
作业指导书文件标题: SMT在制品及出货检验规范文件编号:版本:1.0制订:________审核:________批准:________日期:______一、文件制修记录(文件制修必须做记录)二、文件内容评审(根据适用范围确定参与评审的部门,并由负责人签字)三、文件分发范围(对文件的适用范围进行分发并划“√”电子档的划“e√”)四、文件的归档(文控中心在下面填写并盖章)1.0目的:1.1 为生产及检验人员的品质检验工作提供检验标准,保证板卡符合品质要求1.2 加强对板卡的品质控制1.3 指导品质检验人员对板卡进行制程抽检及出货抽检,保证板卡出货品质满足要求2.0适用范围:2.1 适用于SMT品质检验人员对板卡进行外观及性能检验2.2 适用于品质检验人员制程中对板卡抽样检验2.3 适用于板卡出货的最终抽样检验3.0术语和定义:3.1 SMT(Surface Mounted Technology) 表面组装技术PCBA(Printed Circuit Board Assembly) 印制电路板组装:指PCB空板经过SMT贴片,再经过DIP插件的整个制程IPQC(In Process Quality Control) 制程控制:指产品从物料投入生产到产品最终包装过程的品质控制OQC(Outgoing Quality Control) 出货品质检验3.2 缺陷定义:CR:严重缺陷,指产品的极重要特性不符合规定,或产品的质量特性极严重不符合规定,或与安全规定及政府相关法令相抵触。
该不合格易造成安全事故、最终产品的不能使用或导致重大的质量投诉。
MA:主要缺陷,指产品的重要特性不符合规定,或产品的质量特性严重不符合规定,通常为电气功能或者结构外观不符合相应标准。
该不合格易造成产品的部份性能达不到要求或显著下降。
MI:次要缺陷,指产品的一般质量特性不符合规定,或产品的质量特性轻微不符合规定。
该不合格虽然不符要求,但对整体的性能影响不大。
SMD焊接外观检验标准.

SMD板卡外观检验标准ZDK-PCP-SMD-01 SMD板卡外观检验标准版本编写审核批准实施日期A/0目录0 修改记录1 目的范围2 职责3 管理内容和方法4 相关文件5 质量记录0 修改记录版本文件条款修改页次修改理由A/01 目的范围1.1 目的:本标准规定了SMD外观检验的检查项目、检查方法、和品质标准,提供顾客良好品质保证,对内提供生产及工程部门改进品质的资料。
1.2 范围:适用于本公司生产的SMD线路板,如该产品有其他特殊规定,应依特殊规定执行。
2 职责SMD板卡外观检验标准由品质部负责执行3 管理内容和方法文件编号ZDK-PCP-SMD-01 版本号第一版PAGE 1/27 说明目录1.此指导为星星一般MODEL检查时通用;如客户有特别要求,请以客户标准要求为依据2.缺点分类:严重缺点:缺点可能影响产品的可用性,减低产品的可销售价值,或严重的外观缺陷,如缺料,错件等。
轻微缺陷:缺点不可能影响产品的可用性或销售价值,如污浊,丝印模糊等。
3.PQC抽验计划:1~10PCS全检;11~50PCS抽查8PCS,不可以有缺陷;51以上,按AQL标准:GENERAL INSP:LEVEL Ⅱ;MAJ:0.65%;MIN&OVERALL:2.5%,抽查。
1.PCB板外观检查----------------------P2-32.CHIP电阻/电容类外观检查------P4-73.三极管外观检查------------------------P84.IC及多脚类物料外观检查---------P9-105.线圈外观检查---------------------------P116.弯脚物料外观检查-----------------P12-137.圆柱形物料外观检查-----------------P148.AI物料外观检查-------------------P15-169.金手指/碳腊外观检查-------------P17-1910.锡珠外观检查---------------------------P2011.板面花痕及清洁检查-----------------P21 12.PCB外观检验标准------------------P2213.PCB缺点判定表------------------P23-P2414. 线路板类检验规范------------------P2515.金手指检验规范-----------------P2616. 金手指缺点判定表-----------------P27文件编号ZDK-PCP-SMD-01 版本号第一版PAGE 2/271.PCB板外观检查序号项目检验要求图解判定1.1 1.2 1.3 破损弯曲板边多锡1.底板表面,线路,通孔等,应无裂纹/切断;无因切割不良造成短路。
板卡质量检验说明书

五、板卡质量检验说明书1、目的为了保证生产出来的产品能够具备应有的功能,我们必须对制造完的PCB 板及板卡进行质量检验,若发现问题还可以进行返修,以此提高产品的良率,将损失降到最低。
2、PCB 板质量检查当然了,在制造PCB 板之前我们应该对来料进行控制,使每一种材料都是符合生产要求的,在PCB 的生产过程中严格按照相关的工艺流程来进行。
而在PCB 生产完成后,必须要进行质量的检查,只有检查合格的产品才能进入的下一步的插装元器件与焊接工艺中。
检验设备:操作台、放大镜、卡尺、恒温烙铁、锡丝、起子检验步骤:外观及丝印检验—>尺寸规格检验—>可焊性检验—>装配检验(1)外观检验检验方法:目视或用放大镜观察;用光绘胶片对比 PCB 板,观察孔、线位置是否对准,当需要精确测量有些数据时可用游标卡尺。
一般我们要检查的有以下几点:是否违背原设计要求、是否存在凹痕(表面厚度降低)、麻坑(没有完全穿透金属箔而出现的一些小孔)、划痕(表面轻微的斑痕或划伤)、表面粗糙(表面不光滑或不平整,具有隆起点、凸点等)、空洞(局部区域没有露出基材)、针孔(以完全穿透金属箔的小孔形式出现的一些缺陷)等问题、观察盘的重合性(检验孔是否在焊盘中心)、导线图形的完整性、外形尺寸(检验印制电路板的外边缘尺寸是否在要求范围之内)等。
(2)连通性检验SMT组装方式分为单面组装、双面组装和混合安装1,单面组装来料检测=> 丝印焊膏(点贴片胶)=> 贴片=> 烘干(固化)=> 回流焊接=> 清洗=> 检测=> 返修SMT生产流程简介SMT组装方式分为单面组装、双面组装和混合安装1,单面组装来料检测=> 丝印焊膏(点贴片胶)=> 贴片=> 烘干(固化)=> 回流焊接=> 清洗=> 检测=> 返修2,双面组装来料检测=>PCB的B面丝印焊膏(点贴片胶)=> 贴片=>烘干(固化)=> A面回流焊接=>清洗=>翻板=>PCB的A面丝印焊膏(点贴片胶)=>贴片=>烘干 =>回流焊接(最好仅对B面=> 清洗=>检测=> 返修)此工艺适用于在PCB两面均贴装有PLCC等较大的SMD时采用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第 1 页 共 18 页日期
日期
本次
1.目的:
建立产品的检验标准,使品管、生产、外包等单位,在作业时有所依循,以期能制造出符合客户需求与获得信任的产品.
2.适用范围:
本规范适用于厂内、外包厂所生产的制品及维修作业品质验收依据,均适用之.
3.品管与制造单位的基本准备:
3.1 生产、维修及各检验场所的室内明亮值必须在500至1000LUX;必要时得以三倍放大灯管确认之. 3.2 生产、维修及各检验场所要有良好的静电防护设施,作业时必须配带静电手套或静电环. 3.3 检验前要先确认所使用之工具及设备,是否合乎规定.
3.4 检验时 将PCBA距眼20公分且使之与眼睛成45°,从左向右、从上往下依次检验. 3.5 无铅生产环境与制程,必须符合6S及RoHS的基本要求.
4.检验标准:
4.1 本规范制订之标准依据: 4.1.1 客户的品质要求.
4.1.2 《IPC-A-610D Class3》电子组装的验收条件.
4.2 抽样计划:
4.2.1 采用《MIL-STD-105E》正常单次抽样为检验的抽样计划. 4.2.1.1 SMT/DIP之制程抽样,采一般Ⅱ级,AQL(允收水准)采0.4 4.2.1.2 TEST之制程抽样,采特殊检验S1级,AQL(允收水准)采1.0
4.3 本检验标准为公司标准,如客户无特定要求,则按公司标准检验; 若客户另有提出品质标准时,则以客户的标准为验收依据.
4.4 若此文件未涉及之内容或与《IPC-A-610D Class3》有冲突之处,均以《IPC-A-610D Class3》为参考依据
5.缺点定义:
5.1 CR (CRITICAL DEFECT) 严重缺点:
5.1.1 凡足以对人体或机器产生伤害或危及生命财产安全的缺点.
2007年11月28日
次
第 2 页 共 18 页日期
日期
本次
2007年11月28日
次.
第 3 页 共 18 页日期
日期
本次
2007年11月28日
次
第 4 页 共 18 页日期
日期
本次
2007年11月28日
次组装不良
1.2.5
第 5 页 共 18 页日期
日期
本次
2007年11月28日
次色差1.3.6
第 6 页 共 18 页日期
日期
本次
2007年11月28日
次
第 7 页 共 18 页日期
日期
本次
2007年11月28日
次
第 8 页 共 18 页日期
日期
本次
2007年11月28日
次
第 9 页 共 18 页日期
日期
本次
2007年11月28日
次
明亮值必须在500至1000LUX;必要时得以三倍放大
C-A-610D Class3》有冲突之处,均以《IPC-A-610D Class3
预防为主"的方针,在生产、工作中,确保人身、
标在于对机电与电子设备中有害物质的限制,从
第 12 页 共 18 页
第 13 页 共 18 页
第 14 页 共 18 页
第 15 页 共 18 页
第 16 页 共 18 页
第 17 页 共 18 页
第 18 页 共 18 页。