WPS焊接工艺指导书
焊接工艺规程(WPS)

FORM:WPS
CCS-WPS Rev.1.1/20080515-1/1 焊接工艺规程(WPS)
工作控制号:SH09OS00231-2-1
焊接工艺名称及编号脱氧钢板氩弧焊焊接工艺WPS09-09-02-1 制造厂名称及地址申佳船厂上海市浦东新区浦东大道2311号适用板材(钢管)规格/材质:厚度1.25~5mm/TU2
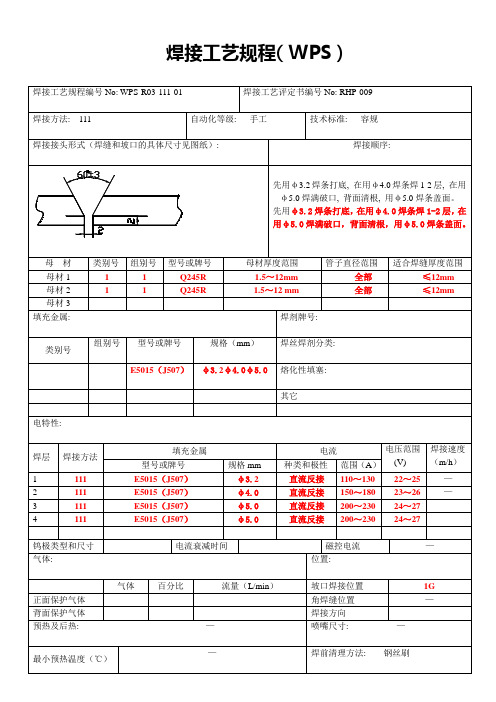
焊接方法:GTAW 接头型式:对接单道焊□X
多道焊□一
组合焊□一单面焊□X 双面焊□一背面清根□一
焊接位置:1G 焊接顺序:
母材牌号/级别/交货状态:TU2 焊接设备的型号和主要性能参数:500GP 母材板厚:2mm 是否带车间底漆:否气体种类:Ar 管子外径尺寸:焊道布置和焊接顺序(草图)坡口设计、加工要求和衬垫型式(草图)
焊接参数
焊接次序焊接方法焊材直径
(mm)
电流种类和
极性
焊接电流
(A)
电弧电压
(V)
焊接速度
(cm/min)
单产/多
道
热输入*
[KJ/cm]
气体流量
(1/min)
1 氩弧焊Φ1.
2 直流
正接
170-190 25-30 8-15 单道10-15
*如有必要时
焊接材料(型号/规格/等级):S221/Φ1.2
衬垫材料:施焊环境:车间
焊前预热温度(℃)道闸温度(℃)焊后热处理:
最低值最低值最高值150
其它有关特殊要求:
签名:
制造厂代表(SunXingbao) 日期2014年04月18日CCS验船师(ZhuZhenggang) 日期2014年04月21日
0.5-2。
焊接工艺规程
执行标准: JB/T4730-2005
操作技术要求
1.焊前坡口两侧需要清理油锈、污物并露出金属光泽;可用砂轮或钢丝刷;
2、焊丝焊前要除去油锈,焊条焊前经350~400℃/ 2h烘干;
3.焊接用直道或摆动焊方法;
4、焊后要求进行外观检查,不许存在咬边、气孔、弧坑等超标缺陷;
类别号
组别号
型号或牌号
规格(mm)
焊丝焊剂分类:
E5015(J507)
φ3.2φ4.0φ5.0
熔化性填塞:
其它
电特性:
焊层
焊接方法
填充金属
电流
电压范围
(V)
焊接速度
(m/h)
型号或牌号
规格mm
种类和极性
范围(A)
1
111
E5015(J507)
φ4.0
直流反接
150~180
23~26
—
—
—
钨极类型和尺寸
母材
类别号
组别号
型号或牌号
母材厚度范围
管子直径范围
适合焊缝厚度范围
母材1
1
1
Q245R
1.5~12mm
全部
≤12mm
母材2
1
1
Q245R
1.5~12 mm
全部
≤12mm
母材3
填充金属:
焊剂牌号:
类别号
组别号
型号或牌号
规格(mm)
焊丝焊剂分类:
E5015(J507)
φ3.2φ4.0φ5.0
熔化性填塞:
2、焊丝焊前要除去油锈,焊条焊前经350~400℃/ 2h烘干;
3.焊接用直道或摆动焊方法;
焊接工艺规程WPS模版

类型号 P—No. 组号 Group No. 1 取类型号 to P—No. 组号 Group No. 1 相焊, 或者 or
钢号/等第为 Specification Type and Grade St52-3 取钢号/等第为 to Specification Type and GradeSt52-3 相焊, 或者 or
焊 接 工 艺 规 程 (WPS)之阳早格格创做
WELDING PROCEDURE SPECIFICATION WPS No.: WPS-H005 PAGE 1 OF 3
DATE 200
公司称呼 Company Name
依据的 PQR 编号 Supporting PQR No.PQR-07 签名人 BY(QA DIRECTOR) 死效日期 Date
时间范畴 Time Range
气体 GAS 百分组成 Percent Composition
气体 Gas(es) 混同剂(Mixture)流量 Flow Rate
最大层间温度 Inter pass Temp. Max.300℃
呵护气 Shielding 两氧化碳+氩气 18/82 15-25L/min
喷孔或者喷嘴尺寸 Orifice or Gas Cup Size NA
焊 接 工 艺 规 程 (WPS) WELDING PROCEDURE SPECIFICATION WPS No.: WPS-H005 PAGE 3 OF 3
DATE 200
挨底及中间焊讲的浑理要领(刷理或者挨磨等) Initial and Inter pass Cleaning(Brushing.Grinding.etc.) Grinding 磨
化教身分/力教本能为 Chem.Analysis and Mech. Prop.取化教身分战力教本能为 to Chem.Analysis and Mech. Prop.相焊
WPS焊接工艺指导书

单位名称焊接工艺指导书编号WPS-06-4焊接方法GTAW衬垫(材料及规格)—其他/母材:类别号P-No44组别号/与类别号P-No44组别号/相焊及标准号ASTMB619钢号BMN10625)与标准号ASTMB619钢号B3(N10675)相焊厚度范围: 母材:板对接焊缝/角焊缝/管子直径、厚度范围:对接焊缝1.5mm 〜11mm 角焊缝不限 焊缝金属厚度范围:对接焊缝W11mm 角焊缝不限 其他/ 焊接材料: 焊材类别 焊丝/ 焊材标准 AWSA5.14/ 填充金属尺寸 @1.6、@2.4、@3.0/ 焊材形号 // 焊材牌号 ERNiMo-10 / 其他//耐蚀堆焊金属化学成分(%)(此项内容不要求)C Si Mn P S Cr Ni Mo V Ti Nb ///////////其他:无注:对每一种母材与焊接材料的组合均需分别填表。
表1焊接工艺指导书焊接接头:坡口形式:V 形对接 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)日期_焊接工艺评定报告PQR-06-4 机械化程度(手工、半自动、自动)手工管内充氩气保护表B1(完)表B2焊接工艺评定报告单位名称:中国化学工程第十一建设公司大庆项目部焊接工艺评定报告编号:PQR-庆-06-4焊接工艺指导书编号:WPS-庆-06-4 焊接方法:GTAW 机械化程度:(手工、半自动、自动)手工接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)管内充氩气保焊评试验施焊记录表PQR--06-4。
焊接工艺评定报告及焊接工艺指导书

焊接工艺评定报告及焊接工艺指导书焊接工艺评定报告编号为1689,焊接方法为Ws+D,机械化程度为自动。
接头简图包括坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度,其中焊缝金属厚度为0.5-2或2-3.2.不需要进行焊后热处理,因此热处理温度和保温时间为空白。
保护气为氩气,混合比流量为8-12,尾部保护气和背部保护气为空白。
电流种类为直流,极性为正接,钨极尺寸为Ф3.2mm,焊接电流范围为100-135A,电弧电压范围为12-24V。
喷嘴直径为16-18mm。
母材为20#钢,厚度为4.5mm,直径为159mm。
填充金属为H08或E4315,规格为Ф2.5mm或Ф3.2mm。
焊接位置为对接焊缝位置为6G,焊接方向和角焊缝位置为空白。
焊接速度为7-9cm/min,摆动为空白。
预热温度为单道预热温度,层间温度为空白。
到电阻至焊件距离为8-10.加热温度、升温速度、保温时间、冷却速度、最小预热温度、最大层间温度、保持预热时间、加热方式和气体种类混合比流量同上。
电流种类为直流,极性为EN/EP,焊接电流范围为100-130/100-160A,电弧电压范围为12-18/22-28V。
本文介绍了使用不同牌号、直径和焊接电流的焊接材料进行焊接的技术措施和试验结果。
使用TIG-50、J422和J422等不同牌号、直径和焊接电流的焊接材料进行焊接时,需要采用不同的焊接层次和焊接方法。
钨极类型和尺寸为钨极Ф2.5喷嘴孔径为Ф12㎜。
在焊接过程中,可以选择摆动焊或不摆动焊,摆动焊的参数为GTAW摆幅3-4㎜SWAW摆幅6-10㎜。
焊前需要进行清理,可以使用砂轮打磨和背面清根方法。
在焊接完成后,需要进行拉伸试验、弯曲试验、冲击试验和金相检验等试验。
拉伸试验使用试验编号为JT-77-1的试验方法,试样编号为1513-1-1、1513-1-1和1513-1-1,试样宽度为20㎜,试样厚度为22㎜,横截面积为440㎜,弯曲直径为40㎜,试验温度为室温,断裂截荷分别为220KN和218KN,弯曲角度为180°,冲击吸收功分别为500J和495J。
WPS焊接工艺指导书

编制
日期
审核
日期
批准
日期
表1焊接工艺指导书
单位名称
焊接工艺指导书编号WPS-06-4日期焊接工艺评定报告PQR-06-4
焊接方法GTAW机械化程度(手工、半自动、自动) 手工
焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
坡口形式:V形对接
衬垫(材料及规格)/
其他/
母材:
类别号P-No 44组别号/与类别号P-No 44组别号/相焊及
120~140
10~14
钨极类型及直径铈钨或钍钨、 φ焊嘴直径(mm):φ18~φ20
熔滴过渡形式/焊丝送进速度(cm/min)/
技术措施:
摆动焊或不摆动焊:不摆动焊摆动参数:/
焊前清理和层间清理不锈钢丝刷 、丙酮背面清根方法:/
单道焊或多道焊(每面):多道焊单丝焊或多丝焊:单丝焊
导电嘴至工件距离(mm)/锤击:/
标准号ASTM B619钢 号B3(N10675)与标准号ASTMB619钢 号B3(N10675)相焊
厚度范围:
母材: 板对接焊缝/角焊缝/
管子直径、厚度范围:对接焊缝~11mm角焊缝不限
焊缝金属厚度范围:对接焊缝≤11㎜角焊缝不限
其他/
焊接材料:
焊材类别
焊丝
/
焊材标准
AWS
/
填充金属尺寸
φ、φ、φ
/
焊材形号
/
/
焊材牌号
ERNiMo-10
/
其他
/
/
耐蚀堆焊金属化学成分(%)(此项内容不要求)
C
Si
Mn
P
S
Cr
Ni
wps焊接工艺指导书

wps焊接工艺指导书WPS焊接工艺指导书一、引言WPS(Welding Procedure Specification)焊接工艺指导书是焊接过程中的重要文件,它详细描述了焊接工艺的参数和要求,为焊工提供了准确的操作指导。
本文将对WPS焊接工艺指导书的编写和使用进行介绍。
二、WPS焊接工艺指导书的编写1. 基本信息:WPS焊接工艺指导书的第一部分是基本信息,包括焊接工艺的名称、编制单位、编制日期等。
这些信息有助于标识和管理焊接工艺文件。
2. 材料信息:在WPS焊接工艺指导书中,需要详细描述焊接材料的种类、牌号、规格、供应商等信息。
这些信息对焊接工艺的选择和质量控制至关重要。
3. 设备信息:焊接设备是焊接工艺的重要组成部分,因此WPS焊接工艺指导书中需要包含焊接设备的型号、规格、参数等信息。
这些信息有助于确保焊接设备的正常运行和焊接质量的稳定性。
4. 焊接工艺参数:WPS焊接工艺指导书中的核心内容是焊接工艺参数的描述。
这包括焊接电流、电压、焊接速度、预热温度、焊接顺序等参数。
这些参数是焊接过程中控制焊接质量的关键因素,必须准确描述和规范执行。
5. 焊接工艺评定:WPS焊接工艺指导书中需要对焊接工艺进行评定。
评定的内容包括焊接接头的几何形状、焊缝的质量要求、焊接材料的可焊性等。
这些评定结果将直接影响焊接工艺的可行性和焊接质量的稳定性。
三、WPS焊接工艺指导书的使用1. 参考依据:在使用WPS焊接工艺指导书时,需要参考相应的焊接规范和标准。
这些规范和标准包括焊接工艺的要求、焊接接头的设计要求、焊接质量的评定要求等。
参考依据的准确使用可以确保焊接工艺的合规性和质量可控性。
2. 工艺验证:在使用WPS焊接工艺指导书前,需要对焊接工艺进行验证,以确保其可行性和质量稳定性。
验证的内容包括焊接试件的制备、焊接参数的选择和优化、焊接质量的评价等。
通过工艺验证可以提前发现和解决焊接工艺中的问题,确保焊接质量的稳定性。
焊接工艺说明WPS书

保护气GAS (QW-408)
气体百分含量Percent Composition
气体Gas (es)流量Flow Rate喷嘴Shielding拖罩Trailing背面Backing
电特性ELECTRICAL CHARACTERISTICS (QW-409)
安培(范围)
Amp.
Range(A)
编制
Prepared by
日期
Date
审核
Reviewed by
日期
Date
批准
Sanction
日期
Date
表7-1
上海XX机械有限公司
JYMC
焊接工艺说明书WPS
页次
1 /3
WPS No.日期
Supporting PQR No.(s)
WPS Revision no.日期
焊接方法操作类型
接头(QW-402)详图
接头设计
衬垫
衬垫材料(类型)
金属
Metal
非熔化金属
Nonfusing Metal
非金属
Nonmetallic
角焊位置Position (s) of Fillet
焊后热处理POSTWELD HEAT TREATMENT
(QW-407)
温度范围Temperature Range
时间范围Time Range
预热PREHEAT (QW-406)
最低预热温度Preheat Temp.Min
最高层间温度Interpass Temp.Max
坡口焊Groove
角焊Fillet
焊剂分类Electrode-Flux (Class)
焊接工艺规程(wps)

焊接工艺规程(wps)
焊接工艺规程,简称WPS,是为了保证焊接工艺的稳定性、可靠性和安全性而制定的一份规范性文件。
它是焊接工艺中不可或缺的一部分,可以确保焊接工艺的完整性和一致性。
编制WPS的过程可以分为以下几步:
第一步:确定焊接材料
首先需要了解所要焊接的材料的性能,以便选择合适的材料。
这些性能包括材料的化学成分、力学性能,还要考虑到以后材料暴露的环境和条件。
第二步:确定焊接方法
根据焊接材料和需要完成的工作来确定最适合的焊接方法。
焊接方法包括MIG、TIG、手工电弧焊和气保焊等。
第三步:确立电弧电流参数和气体混合比例
通过试验和计算,确定最适合的电弧电流参数和气体混合比例。
这些参数是在保证焊接质量的前提下,对焊接速度和能耗等方面做出平衡的决定。
第四步:确定焊接设备和辅助设备
选择适当的焊接设备和辅助设备。
如电焊机、电缆网,劳动保护用品等。
第五步:制定焊接过程控制程序
根据焊接材料、焊接方法、电流和气体混合比例等条件,制定完整的焊接工艺流程。
总之,WPS是保证焊接质量和焊接可行性的重要工具。
必须细致和严谨的制定和执行,以确保所需的结果和质量。
这个过程可以保证焊接的完整性和一致性,也可以减少焊接冷孔、未熔合和裂纹等的概率。
它还可以为工人提供更安全、更卫生的工作环境,更好地保护他们的生命和财产安全。
WPS按ASME标准填写的中英对照的焊接工艺评定指导书

WPS-按ASME标准填写的中英对照的焊接工艺评定指导书1000字WPS Welding Procedure Specification,即焊接工艺规范。
按ASME标准填写的WPS需要包括以下内容:1.焊接参数:包括电流、电压、焊接速度、焊接位置等焊接过程中必要的参数。
Welding Parameters: including necessary parameters such as current, voltage, welding speed, and welding position.2.准备工作:包括焊接材料和设备的准备工作,以及焊前检查和清洁工作。
Preparation: including preparation of welding materials and equipment, as well as pre-weld inspection and cleaning.3.焊接过程:包括焊接顺序、焊接方法、填充物类型、预热和热处理等细节。
Welding Process: including welding sequence, welding method, filler type, preheating and post-weld heat treatment, and other details.4.质量控制:包括焊接检测、检验和记录,以确保焊接过程及焊缝质量符合要求。
Quality Control: including welding testing, inspection and records to ensure that the welding process and weld quality meet requirements.WPS填写时需要注意以下几点:1. 按ASME标准填写,需要详细描述焊接工艺流程及其参数,确保符合标准和要求。
2. 语言简洁明了,避免使用模糊或不明确的术语和表述。
Q235B与Q235B平对接焊接工艺指导书(WPS)

焊接工艺指导书(WPS)编制日期审核日期批准日期【基本信息】制造商地点:焊接工艺指导书编号:JLGY-JS-59(A/2)焊接方法:GMAW(135)焊接工艺评定编号:JLGY-JS-49(A/2)机械化程度:半自动坡口准备和清理:V 型坡口/砂轮打磨接头类型:板,对接(P,BW )衬垫:/焊接位置:平焊(PA )衬垫材料:/试板编号:1#2#成型块:/母材牌号:Q235B Q235B 焊接设备:NBC 500-1/3母材标准号:GB/T700GB/T700母材组别号: 1.1 1.1焊前清理方法:喷砂,砂轮打磨母材规格:10mm 10mm层间清理方法:钢丝刷刷焊材种类:实心焊丝背面清根方法:正面第一至二层焊接完成后,反面用砂轮打磨清根焊材牌号及规格:ER50-6(Φ1.21.2))适用于母材厚度的有效范围:对接焊缝角焊缝适用于焊缝金属厚度的有效范围:对接焊缝角焊缝3~20mm 不限3~20mm 不限【焊接坡口准备(图)】焊接接头形式焊接顺序1-2正面1、2层焊接完成后,反面打磨清根至缺陷完全去除,再焊接反面。
【焊接工艺参数】焊道工艺方法焊材规格(mm )电流强度(A )电弧电压(V )电流种类/极性焊接速度(cm/min)气体流量(L/min)热输入(KJ/cm)1135Φ1.2100~16016~22DC/EP 15~18202135Φ1.2220~28024~30DC/EP 20~30203135Φ1.2220~28024~30DC/EP 20~3020保护气体/焊剂电弧保护80﹪Ar +20﹪CO 2保护气体流量(L/min )电弧保护20根部保护-根部保护-【预热及焊后热处理】【技术措施】【工艺要求】预热温度:/摆动焊或不摆动焊:摆动焊①焊丝干伸长量不得大于20mm。
②点固前清理待焊区20mm 范围。
③点固时焊接电流应高出打底电流约10%。
③点固焊点不得有裂纹、气孔、夹杂等焊接缺陷。
④根部应完全焊透。
wps焊接工艺指导书
wps焊接工艺指导书什么是焊接工艺指导书(WPS)?焊接工艺指导书(Welding Procedure Specification,简称WPS)是一份文件,用于规范化和标准化焊接过程。
它包含了一系列步骤、参数和程序,确保焊接过程的质量和一致性。
WPS应根据相关焊接标准和规范编制,并由专业人员审核和批准。
一、制定焊接工艺指导书的目的焊接工艺指导书的制定目的是为了确保焊接过程的质量和可靠性,降低焊接缺陷的发生,并为操作人员提供准确明确的操作指导。
二、制定焊接工艺指导书的依据焊接工艺指导书的制定依据主要包括相关国家或行业标准、规范以及焊接材料和设备的技术要求等。
制定焊接工艺指导书时,应综合考虑焊接材料的性能、焊接设备的特点以及焊接结构的要求。
三、焊接工艺指导书的内容焊接工艺指导书的内容应包括以下几个方面:1. 焊接材料的选择和性能要求。
2. 焊接设备的选择和调试参数。
3. 焊接方法、工艺和操作要求。
4. 焊接前的准备工作和环境要求。
5. 焊接过程中的质量控制措施和检验要求。
6. 焊接后的后处理和檢查要求。
7. 焊接工艺指导书的修订和变更记录。
四、焊接工艺指导书的制定流程1. 组织编写焊接工艺指导书的团队,包括焊接工程师、焊接操作人员、材料专家等。
2. 收集焊接所需的各类资料,包括焊接材料的技术要求、设备参数、焊缝设计要求等。
3. 制定焊接的试验方案,并进行焊接试样的制备和试验。
4. 根据试验结果,确定最佳的焊接工艺参数和规范。
5. 编制焊接工艺指导书的草案,并进行内部审核。
审核应包括技术要求、安全要求、操作要求等方面的检查。
6. 对焊接工艺指导书草案进行修订和完善,最终确定版本。
7. 将焊接工艺指导书提交给相应部门进行审批,并按照审批结果修订焊接工艺指导书。
8. 将修订后的焊接工艺指导书进行发布和培训。
五、焊接工艺指导书的应用焊接工艺指导书的应用主要包括以下几个方面:1. 指导操作人员进行焊接工作,确保操作符合标准和规范。
焊接工艺指导书(全).doc
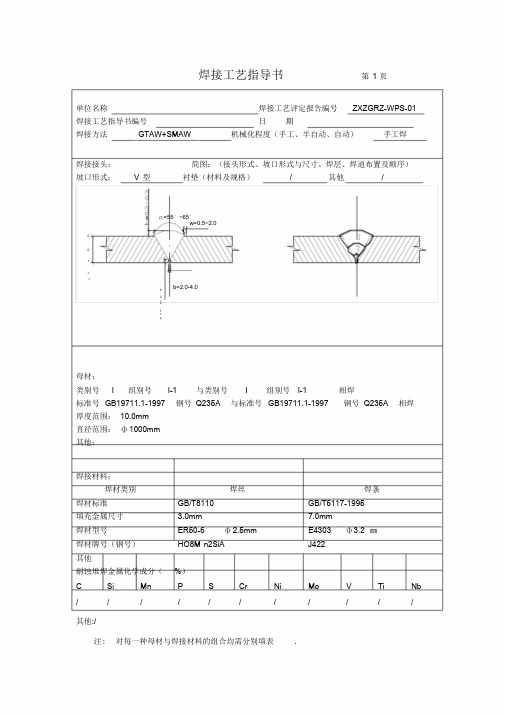
单位名称焊接工艺评定报告编号ZXZGRZ-WPS-01 焊接工艺指导书编号日期焊接方法GTAW+SMAW 机械化程度(手工、半自动、自动)手工焊焊接接头:简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:V 型衬垫(材料及规格)/ 其他/α=55°~65°w=0.5~2.0.1=δb=2.0-4.0.2-.1=p母材:类别号I 组别号I-1 与类别号I 组别号I-1 相焊标准号GB19711.1-1997 钢号Q235A 与标准号GB19711.1-1997 钢号Q235A 相焊厚度范围:10.0mm直径范围:Ф1000mm其他:焊接材料:焊材类别焊丝焊条焊材标准GB/T8110 GB/T5117-1995填充金属尺寸 3.0mm 7.0mm焊材型号ER50-6 Ф2.5mm E4303 Ф3.2 ㎜焊材牌号(钢号)HO8M n2SiA J422其他耐蚀堆焊金属化学成分(%)C Si Mn P S Cr Ni Mo V Ti Nb / / / / / / / / / / / 其他:/注: 对每一种母材与焊接材料的组合均需分别填表.焊接位置:对接焊缝的位置水平固定(5G)焊后热处理:焊接方向:(向上、向下)向上温度范围(C)/角焊缝位置/保温时间(h)/焊接方向(向上、向下)/预热:气体:预热温度(C)(允许最低值)/气体种类混合比流量L/min层间温度(C)(允许最低值)/ 保护气氩气99.99% 8-15保持预热时间/ 尾部保护气/ / /加热方式/ 背面保护气/ / /电特性电流种类:直流极性:根焊正接、填充盖面反接焊接电流范围(A)90-150 电弧电压(V)12-26(按所焊位置和厚度,分别列出电流和电压范围,记入下表)焊道/ 焊焊接方法填充材料焊接电流电弧电压焊接速度线能量层牌号直径极性电流(A )cm/min KJ/cmV1 GTAW ER50-6 2.5 DC- 110~150 12-15 8-10 7.92-16.882 SMAW J422 3.2 DC+ 90~120 24-26 6-12 10.8-31.23 SMAW J422 3.2 DC+ 90~120 24-26 6-12 10.8-31.2 注:DC-表示钨极接负,DC+ 表示焊条接正。
WPS焊接工艺的指导书.doc

表 1 焊接工艺指导书单位名称焊接工艺指导书编号WPS -06-4日期焊接工艺评定报告PQR -06-4焊接方法GTAW机械化程度(手工、半自动、自动)手工焊接接头:简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:V形对接衬垫(材料及规格)/其他/60°± 5°填充及盖面焊管内充氩气保护壁厚打底焊1~2mm2~3mm母材:类别号 P-No 44 组别号/ 与类别号 P-No 44 组别号 / 相焊及标准号 ASTM B619 钢号 B3 (N10675)与标准号 ASTM B619 钢号 B3 (N10675)相焊厚度范围:母材:板对接焊缝/ 角焊缝/管子直径、厚度范围:对接焊缝~11mm 角焊缝不限焊缝金属厚度范围:对接焊缝≤ 11 ㎜角焊缝不限其他/焊接材料:焊材类别焊丝/焊材标准AWS /填充金属尺寸φ、φ、φ/焊材形号/ /焊材牌号ERNiMo-10 /其他/ /耐蚀堆焊金属化学成分(%)(此项内容不要求)C Si Mn P S Cr Ni Mo V Ti Nb/////////// 其他:无注:对每一种母材与焊接材料的组合均需分别填表。
表 B1(完)焊接位置:对接焊缝的位置1G 焊后热处理:焊接方向:立向上温度范围(℃)不要求角焊缝位置不限保温时间( h)不要求焊接方向:不限预热:气体:预热温度(℃)不要求气体种类混合比流量( L/min )层间温度(℃)小于 100 ℃保护气 Ar % 10 ~15保持预热时间不要求尾部保护气/ / /加热方式不要求背部保护气Ar %15~20电特性:电流种类:直流极性:正接焊接电流范围( A): 85~140 电弧电压( V): 10~12(按所焊位置和厚度,分别列出电流和电压范围,记入下表)焊道 / 焊焊接方法填充材料焊接电流电弧电压焊接速度线能量层牌号直径极性电流( A)(V)( cm/min )( Kj/cm )1 GTAW ERNiMo-10 φDC+ 85~100 10~14 / /≥ 2 GTAW ERNiMo-10φDC+ 100~120 10~14 / /φDC+ 120~140 10~14钨极类型及直径铈钨或钍钨、φ熔滴过渡形式/技术措施:摆动焊或不摆动焊:不摆动焊焊前清理和层间清理不锈钢丝刷、丙酮单道焊或多道焊(每面):多道焊导电嘴至工件距离(mm)/其他: /焊嘴直径( mm):φ 18~φ20 焊丝送进速度(cm/min ) /摆动参数:/背面清根方法:/单丝焊或多丝焊:单丝焊锤击: /编制日期审核日期批准日期。
焊接工艺指导书WPS-002
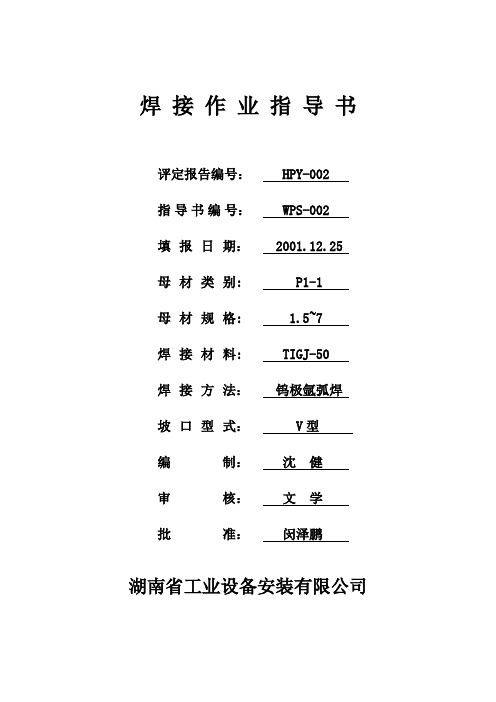
评定报告编号: 指 导 书 编 号: 填 报 日 期: 母 材 类 别: 母 材 规 格: 焊 接 材 料: 焊 接 方 法: 坡 口 型 式: 编 审 批 制: 核: 准: 沈 文 HPY-002 WPS-002 2001.12.25 P1-1 1.5~7 TIGJ-50 钨极氩弧焊 V型 健 学
钨极氩弧焊
机械化程度:手工 √ 半自动
详图: 55~60°
自动
管子直径、壁厚范围:对接焊缝 焊缝金属 其它 焊接材料: 焊条类别 焊条标准 填充金属尺寸 焊丝、焊剂牌号 焊剂商标名称
1.5~7 mm 管径不限
其它 牌号
TIGJ-50
焊条(焊丝)熔敷金属化学成分(%) C Si Mn P ≤0.12 ≤0.25 0.3~0.6 ≤0.04
闵泽鹏
湖南省工业设备安装有限公司
焊 接 作 业 指 导 书
单位名称 湖南省工业设备安装有限公司 批准人签字: 闽泽鹏 焊接工艺指导书编号 WPS-002 日期 01-12-25 焊接工艺评定报告编号 HPY-002 焊接方法
焊接接头 坡口形式 垫板(材料及规格) 其它 母材: 类别号 或标准号 厚度范围: 母材:对接焊缝 δ 1.5~7 δ 1.5~7 角焊缝 角焊缝 组合焊缝 P1 组别号 钢号 1 与类别号 与标准号 P1 组别号 钢号 1 相焊 相焊 V型 无 对接接头
S ≤0.035
Cr
Mo
Ni
V
Ti
焊接位置: 对接焊缝的位置: 焊接方向: 角焊缝位置: 向上 □ 不限 □
焊后热处理: 加热温度 保温时间 ℃ 升温速度 冷却方式
பைடு நூலகம்
预热: 预热温度(允许最低值) 层间温度(允许最高值) 保持预热时间 加热方式 电特性: 电流种类 层次 底层 其余层 焊接 方法 氩弧焊 氩弧焊 直流 填充金属 直径 牌号 (mm) TIGJ-50 TIGJ-50 Φ2 Φ 2.5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/焊层
焊接方法
填充材料
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(Kj/cm)
牌号
直径
极性
电流(A)
1
GTAW
ERNiMo-10
φ1.6
DC+
85~100
10~14
/
/
≥2
GTAW
单道焊或多道焊(每面):多道焊单丝焊或多丝焊:单丝焊
导电嘴至工件距离(mm)/锤击:/
其他:/
编制
日期
审核
日期
批准
日期
标准号ASTM B619钢号B3(N10675)与标准号ASTMB619钢号B3(N10675)相焊
厚度范围:
母材:板对接焊缝/角焊缝/
管子直径、厚度范围:对接焊缝1.5mm~11mm角焊缝不限
焊缝金属厚度范围:对接焊缝≤11㎜角焊缝不限
其他/
焊接材料:
焊材类别
焊丝
/
焊材标准
AWS A5.14
/
填充金属尺寸
表1焊接工艺指导书
单位名称
焊接工艺指导书编号WPS-06-4日期焊接工艺评定报告PQR-06-4
焊接方法GTAW机械化程度(手工、半自动、自动)手工
焊接接头:简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
坡口形式:V形对接
衬垫(材料及规格)/
其他/
母材:
类别号P-No 44组别号/与类别号P-No 44组别号/相焊及
ERNiMo-10
φ2.4
DC+
100~120
10~14
/
/
φ3.0
DC+
120~140
10~14
钨极类型及直径铈钨或钍钨、φ2.4焊嘴直径(mm):φ18~φ20
熔滴过渡形式/焊丝送进速度(cm/min)/
技术措施:
摆动焊或不摆动焊:不摆动焊摆动参数:/
焊前清理和层间清理不锈钢丝刷、丙酮背面清根方法:/
焊接方向:不限
焊后热处理:
温度范围(℃)不要求
保温时间(h)不要求
预热:
预热温度(℃)不要求
层间温度(℃)小于100℃
保持预热时间不要求
加热方式不要求
气体:
气体种类混合比流量(L/min)
保护气Ar99.99%10 ~15
尾部保护气///
背部保护气Ar99.99%15~20
电特性:
电流种类:直流极性:正接
φ1.6、φ2.4、φ3.0
/
焊材形号
/
/
焊材牌号
ERNiMo-10
/
其他
/
/
耐蚀堆焊金属化学成分(%)(此项内容不要求)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
/
/
/
/
/
//Βιβλιοθήκη ////
其他:无
注:对每一种母材与焊接材料的组合均需分别填表。
表B1(完)
焊接位置:
对接焊缝的位置1G
焊接方向:立向上
角焊缝位置不限