锡膏印刷参数测试
锡膏印刷性测试规范

把控房源心得(优秀5篇)把控房源心得(优秀5篇)把控房源心得要怎么写,才更标准规范?根据多年的文秘写作经验,参考优秀的把控房源心得样本能让你事半功倍,下面分享相关方法经验,供你参考借鉴。
把控房源心得篇1把控房源是一项非常重要的房地产中介工作,它涉及到房屋的质量、价格、位置等多个方面。
以下是一些心得,希望对您有所帮助:1.仔细核实信息:在与客户沟通的过程中,一定要仔细核实房源信息,包括房屋的位置、面积、装修、价格等。
确保提供给客户的房源信息准确无误,避免因为信息不准确导致客户流失。
2.认真检查房屋:在带客户看房之前,一定要认真检查房屋的质量和装修情况。
这包括检查房屋的结构、门窗、水电设施等,以及房屋的装修情况,如地板、墙面、天花板等。
这些细节问题可能会影响房屋的价格和交易风险。
3.关注市场动态:房地产市场是不断变化的,因此要时刻关注市场动态,了解当地的房价走势和政策变化。
这有助于您更好地把握市场规律,为客户提供更准确的房源信息。
4.维护好客户关系:维护好客户关系是把控房源的重要环节。
在与客户沟通的过程中,要时刻关注客户的需求和反馈,及时回复客户的问题和咨询,增强客户的信任感和满意度。
5.不断学习和提升:房地产市场变化快,政策法规也不断更新。
因此,作为房地产中介,需要不断学习和提升自己的专业知识和技能,以更好地为客户提供服务。
总之,把控房源需要认真细致的工作态度和不断学习和提升的专业素养。
只有这样才能在竞争激烈的房地产市场中脱颖而出,赢得客户的信任和信赖。
把控房源心得篇2当涉及到把控房源时,以下是一些重要的心得和技巧:1.房源信息必须准确无误:这是把控房源的核心要素之一。
无论是房屋的具体位置、面积、装修、价格、房型布局,还是周边配套设施,都需要准确无误地描述。
如果有任何错误或模糊不清的信息,都可能对潜在买家产生误导。
2.房源信息需要定期更新:房屋的情况是会随着时间的推移而发生变化的,因此,定期更新房源信息非常重要。
锡膏黏度测试仪原理
锡膏黏度测试仪原理
锡膏黏度测试仪是用于测量锡膏(焊膏)黏度的设备,黏度是指液体流动的阻力,通常以粘度单位(如Pa·s或cP)来表示。
锡膏的黏度对于印刷、焊接等工艺有重要影响,因此需要通过专门的测试仪器来进行测量。
以下是锡膏黏度测试仪的原理:
1.旋转圆锥法:
锡膏黏度测试仪一般采用旋转圆锥法。
测试时,将含有锡膏的样品放置在测量容器中,然后在锡膏表面放置一个旋转的锥形探头。
探头的旋转引起锡膏的剪切,测量所需的扭矩和旋转速度。
2.剪切力测量:
当锡膏被旋转圆锥剪切时,它会受到一定的剪切力。
测试仪器通过测量应用在旋转圆锥上的扭矩(剪切力),以及旋转的角速度,来计算锡膏的黏度。
3.流变学原理:
锡膏的黏度是一个动态的参数,随着剪切速率的变化而变化。
流变学原理用于描述液体或半固态物质的变形和流动特性,而锡膏黏度测试仪正是基于这一原理工作的。
4.旋转控制和数据采集:
锡膏黏度测试仪通过旋转控制系统控制旋转圆锥的运动,同时使用传感器测量扭矩和旋转速度。
这些数据被采集并用于计算锡膏的黏度。
5.温度控制:
黏度与温度密切相关,因此锡膏黏度测试仪通常配备有温度控制系统,以保持测试温度恒定。
测试过程中需要考虑和记录温度对黏度
的影响。
通过以上原理,锡膏黏度测试仪可以准确地测量锡膏在不同剪切速率下的黏度,为生产工艺提供重要的参考数据,确保锡膏在印刷和焊接过程中的性能稳定。
锡膏评估报告

产品信息
已在我们公司使用, 效果较好。市场应用 广,有良好的使用基 础。
有焊平应一剂且用定方在广知面我。名处公度于司,领有在先使阻水用。有市很一场多定调锡知查珠名时问度,题,有。但反在馈
从锡膏起步,在国内 有一定知名度,市场 调查中反馈较好。
图片
二 粘度测试
测试目的:测试锡膏粘度以及触变系数(TI),确保锡膏的印刷品质及保持良 好的下锡性
回流曲线:厂商建议(SAC105,SAC107锡膏可采用SAC305相同的制程界限)
本次实验实测 曲线
锡膏类型
M40-LS720HF
GMF-M105-D-885
六 印刷性验证
DFA-SAC105
不擦拭连续印刷,检查 出现连锡时的片数
20
17
贴片完成后,45°斜放 2小时
大MOS管没有位移
MOS管有位移
3. 选取较优的锡膏{及时雨DFA(SAC105)}进行小批量的可焊 性实验,气泡验证等更多的验证,并与M40做比对。整体状况 良好,符合要求。可推行DFA105锡膏使用。
倾斜45度,放置5S
无移位,掉件等异常
实板检验显示,M40&DFA(SAC105)的有效贴装时间均能满足生产需求
测试内容:回流焊后焊点外观检查
五 焊点外观检测
测试标准:IPC-A-610D,IPC-7095
测试仪器:40X放大镜、Y.Cougar 高解析度X光机
检查内容:使用40X放大镜检查过回流焊炉后焊接状况,是否符合IPC标准
测试标准:JIS-Z-3197,厂内粘度标准(190+-20PA.S) 测试仪器:Malcom PCU-205 型粘度计,刮刀,超声波清洗器 实验结果:
锡膏类型
锡膏印刷检验指导书

锡膏印刷检验指导书一、引言锡膏印刷是电子制造过程中重要的步骤之一,在电路板上涂覆和固化锡膏以实现焊接功能。
由于锡膏印刷的质量直接影响到焊接的可靠性和电子产品的性能,因此,进行锡膏印刷的检验非常重要。
本指导书旨在为电子制造企业提供锡膏印刷检验的详细指导,以确保印刷质量的稳定和一致性。
二、锡膏印刷检验的目的及意义锡膏印刷检验的目的是通过对印刷过程和质量进行全面的检查,确保印刷符合相关的技术要求和标准。
只有通过有效的检验,才能及时发现和纠正潜在的问题,提高印刷质量,增强焊接可靠性,降低不良品率。
三、锡膏印刷检验的内容1. 锡膏的外观检查:包括颜色、光泽度、均匀性等方面的检验,以确保正常的外观特征,避免对印刷品质量的影响。
2. 锡膏的粘度检查:通过测量锡膏的粘度,判断其流动性和可用性,并调整相应的参数以确保印刷的精准度和稳定性。
3. 锡膏的厚度检查:通过使用合适的测量工具,测量锡膏的厚度,确保其符合设计要求,防止过厚或过薄造成的焊接问题。
4. 锡膏的挤出性检查:通过观察锡膏在印刷头的挤出情况,判断锡膏的质量和可用性,并及时调整印刷设备以确保正常的挤出效果。
5. 锡膏的粘附力检查:使用相应的试验方法和工具,检测锡膏在基板上的粘附力,确保其粘附性良好,避免印刷品的脱落和错误焊接。
6. 锡膏的打磨性检查:通过对锡膏打磨性能的检查,避免锡膏在过程中堵塞或损坏印刷头,影响印刷质量。
7. 印刷品的检查:对印刷品的焊盘、引脚等进行全面的目视检查和测量检验,确保其符合设计要求和标准。
8. 锡膏印刷过程的检查:对印刷过程中的各项参数进行检查和记录,包括印刷速度、印刷压力、温度等,以确保印刷质量的稳定性和一致性。
9. 锡膏印刷设备的检查:对印刷设备的各项功能和性能进行检查和维护,确保设备的正常运行和印刷质量的稳定性。
四、锡膏印刷检验的方法和工具1. 目视检查:使用肉眼对印刷品进行外观检查,包括颜色、光泽度、均匀性等方面的评估。
【SMT资料】锡膏基础知识测试规范及锡膏的管理与印刷(WORD档)

一、前言所谓的Reflow,在表面贴装工业(SMT)中,是指锭形或棒形的焊锡合金,经过熔融并再制造成形为锡粉(即圆球形的微小锡球),然后搭配有机辅料(助焊剂)调配成为锡膏;又经印刷、踩脚、贴片、与再次回熔并固化成为金属焊点之过程,谓之Reflow Soldering(回流焊接)。
此词之中文译名颇多,如再流焊、回流焊、回焊(日文译名)熔焊、回焊等;笔者感觉这只是将松散的锡膏再次回熔,并凝聚愈合而成为焊点,故早先笔者曾意译而称之为“熔焊”。
但为了与已流行的术语不至相差太远,及考虑字面并无迂回或巡回之含意,但却有再次回到熔融状态而完成焊接的内涵,故应称之为回流焊或回焊。
图1左图为位于观音工业区的协益电子公司,其SMT现场安装之锡膏印刷机,为了避免钢板表面之锡膏吸水与风干的烦恼起见,全机台均保持盖牢密封的状态。
右为开盖后所见钢板、刮刀及无铅锡膏刮印等外貌。
SMT无铅回焊的整体工程与有铅回焊差异不大,仍然是:钢板印刷锡膏、器件安置(含片状被动组件之高速贴片,与异形零件大形组件之自动安放)、热风回焊、清洁与品检测试等。
不同者是无铅锡膏熔点上升、焊性变差、空洞立碑增多、容易爆板、湿敏封件更易受害等烦恼,必须改变观念重新面对。
事实上根据多年量产经验可知,影响回焊质量最大的原因只有:锡膏本身、印刷参数以及回焊炉质量与回焊曲线选定等四大关键。
掌握良好者八成问题应可消弭之于无形。
二、锡膏的制造与质量2.1锡膏组成与空洞锡膏是由重量比88-90%的焊料合金所做成的微小圆球(称为锡粉Powder),与10-12%有机辅料图2 锡稿回焊影响其锡性与焊点强度方面的因素很多,此处归纳为五大方向,根据多年现场经验可知,以锡膏与印刷及回焊曲线(Profile)等三项占焊接品质之比重高达七八成以上,以下本文将专注于此三大内容之介绍,至于机器操作部分将不再著墨。
(即通称之Flux助焊剂)所组成;由于前者比重很大(7.4-8.4)而后者的比重很轻(约在1-1.5),故其体积比约为1:1。
印刷锡膏厚度标准

印刷锡膏厚度标准嘿,朋友们!今天咱就来好好聊聊印刷锡膏厚度标准这个事儿。
你说这印刷锡膏厚度标准啊,就好比是做菜时放盐的量。
盐放多了,菜就咸得没法下口;盐放少了,又没啥味道。
印刷锡膏厚度也是一样,要是厚了,可能就会出现各种问题,比如焊点不饱满啦,连锡啦;要是薄了呢,又可能导致焊接不牢固,轻轻一碰就掉了。
这可不行呀!咱平常生活里也有很多类似的情况呀。
就像你穿鞋子,尺码大了,走路不跟脚,容易摔跟头;尺码小了,挤得脚疼,根本走不了路。
印刷锡膏厚度标准不就是这么个理儿嘛!那怎么才能把握好这个标准呢?这可得仔细琢磨琢磨。
就好像你要去一个陌生的地方,你得先知道路线吧,不然不就瞎转悠了嘛。
对于印刷锡膏厚度标准,咱就得先清楚了解各种参数和要求。
不同的电子产品,对锡膏厚度的要求可不一样哦!你想想看,一个小小的手机和一个大大的电视,能一样吗?手机里的零件那么精细,锡膏厚度肯定得特别精准才行;电视那么大,可能要求就没那么苛刻啦,但也不能马虎呀!这就好像盖房子,盖小茅屋和盖高楼大厦,那能一样吗?小茅屋随便弄弄可能就成了,高楼大厦可不行,得精确到每一块砖的位置和角度呢!印刷锡膏厚度标准也是这个道理呀。
而且啊,在实际操作中,还得考虑很多其他因素呢。
比如温度、湿度,这些都会影响锡膏的性能。
就像人一样,在不同的环境下状态也不一样。
热了会出汗,冷了会发抖,锡膏也会有不同的反应呢!咱可不能小瞧了这些因素,它们就像一个个小捣蛋鬼,稍不注意就会给你捣乱。
你得时刻盯着它们,把它们管得服服帖帖的。
还有啊,操作人员的技术水平也很关键呢!一个经验丰富的老手和一个刚入行的新手,那能一样吗?老手就像老司机,开起车来稳稳当当;新手可能就像刚学开车的人,还得慢慢摸索呢。
所以说呀,要想把印刷锡膏厚度标准把握好,可不是一件容易的事儿呢!这需要我们不断地学习、实践,积累经验。
就像学骑自行车,一开始可能会摔很多跤,但慢慢地就会骑得越来越好啦。
总之呢,印刷锡膏厚度标准可真是个重要的事儿,咱可得重视起来。
SMT首件锡膏印刷目检及置件质量控制SOP

SMT首件锡膏印刷目检及置件质量控制SOP一、引言在SMT(表面贴装技术)生产过程中,首件锡膏印刷是至关重要的步骤。
为了确保产品质量稳定,目检及置件质量控制是必不可少的环节。
本文将介绍SMT首件锡膏印刷目检及置件质量控制的SOP(标准操作程序),以确保SMT生产过程的高效与可靠。
二、目检要点1. 设备准备在进行SMT首件锡膏印刷目检之前,需要确保相关设备的正常运行。
检查目检设备,包括显微镜、照明设备等,确保其工作正常,并进行必要的检修与维护。
2. 配置样品准备代表性的锡膏印刷样品,包括不同规格和型号的PCB板和元件。
样品应满足实际生产中常见的组装需求。
3. 目检操作①使用显微镜进行目检。
仔细观察印刷结果,检查是否存在锡膏覆盖不均匀、短路、偏移等缺陷。
②检查元件的位置、方向和焊盘的正确性。
确保元件正确放置在焊盘上,并且方向正确。
③检查PCB板上其他表面组装部件的正确布置,如贴片电阻、电容等。
4. 记录目检结果记录目检中发现的问题和缺陷,并明确问题的严重程度。
将目检结果与规范要求进行对比,分析问题原因,以便后续的改进和修正。
三、置件质量控制置件质量控制是保证SMT首件锡膏印刷质量的重要环节。
以下是针对置件质量控制的SOP:1. 元件质量检查对所有待使用的元件进行质量检查,包括封装、引脚、焊盘等。
确保元件的质量符合规范要求,避免使用不合格元件带来的质量问题。
2. 元件存放与保护将元件存放在防尘、防潮、防静电的环境中,以避免元件受到外界环境的影响,损坏或产生静电等问题。
3. 元件正确性验证在进行SMT首件锡膏印刷之前,需进行元件的正确性验证。
根据BOM表和元件规格,逐一核对元件型号、封装、数目等是否与要求一致。
4. 元件放置根据PCB板上的元件位置标记和焊盘要求,将元件正确放置在焊盘上,并注意元件的方向、角度等。
确保元件的正确放置是提高SMT质量的重要步骤。
5. 焊台参数设置根据实际元件和焊盘的要求,设置合适的焊台参数,包括加热温度、加热时间等。
锡 膏 评 估 验 证 流 程

Less Than 1% Larger Than
38 μm
80% Minimum Between
150-75 μm
75-45 μm
45-25 μm
90% Minimum Between
38-20 μm
10% Maximum Less Than
20 μm
20 μm
20 μm
10% Maximum Less Than
涂布焊锡膏处大部份为焊锡所濡润的状态(亦包含有De-wetting)。
试验板并无焊锡濡润的样子,溶融焊锡变成一个或多数量锡球的状 态(Non-wetting)
备注:1.在黄铜板上,焊锡因毛细现象,沿着锉刀的沟有时会扩散到主要扩散
焊点切片验证crosssection试验目的验证各类型之零件焊接质量在经过跌落震动试验后是否符合质量要求包括rtransistordiodebgagullwingleadjlead试验方法用精密切割机把电子组件从电路板上切割下来用真空包埋机封装研磨处理完后用显微镜观测11pcs主板121刀切片数据ipca610cipca610ipc70951414天精密切割机精密切割机真空包埋机真空包埋机研磨机研磨机示意图示意图震动跌?红墨水高温高湿imc?热冲击焊点龟?bga焊点可靠度测试工程可靠度测试工程试验项目
测试方法:使用80倍以上的显微镜观察锡粉外观。并利用随机取样的方式计 算出锡粉的粒径分布范围,同时观察锡粉的形状是否呈现为”真 球状(正圆球或椭圆球--合格)”或者是”不定形状”
Type 1 Type 2 Type 3
Type 4
Less Than 1% Larger Than
150 μm
75 μm
火花放射光谱仪
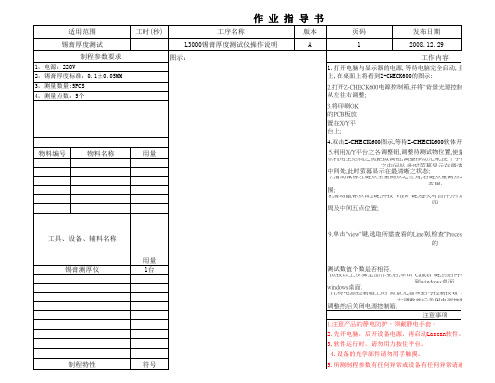
锡膏厚度测试仪操作说明
范围; 围; 8.滑动鼠标点击2键,并按"View"键,每名称 锡膏测厚仪
用量 1台
制程特性
符号
9.单击"view"键,选取所需查看的Line别,检查"Process Control-vari 的
待Z-CHECK600软体开启,一个窗口将出现; 调整待测试物位置,使量测点中心置于十字线中心点; 调整移动光束,使十字线位于折射光线最高与最低点
,此时萤幕显示在最清晰之状态; 晰之状态; 之左角,右键点量测点之右下角来框选欲测量的锡膏
范围; w"键,每次对首件5片进行测量并记录,且每片选取取
四
的Line别,检查"Process Control-variables:xbar-R"图中 的
2.打开Z-CHECK600电源控制箱,并将"背景光源控制旋钮"与"测量 从左往右调整;
用量
3.将印刷OK 的PCB板放 置在X/Y平 台上;
4.双击Z-CHECK600图示,等待Z-CHECK600软体开启,一个窗口
5.利用X/Y平台之各调整钮,调整待测试物位置,使量测点中心置 6.利用主结构之焦距微调钮,调整移动光束,使十字线位于折射光
测试数值个数是否相符. 10.按以上步骤全部作业后,单击"Cancel"键,然后再单击右上角关
到windows桌面. windows桌面. 11.将电源控制箱上的"背景光溜须拍马控制按钮"与"测量光源控
左调整然后关闭电源控制箱. 调整然后关闭电源控制箱.
测试锡膏板设置参考
测试锡膏板参数设置参考
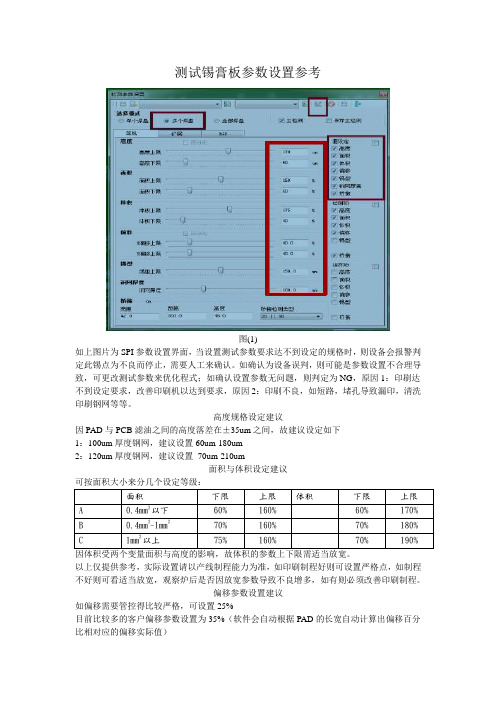
图(1)
如上图片为SPI参数设置界面,当设置测试参数要求达不到设定的规格时,则设备会报警判定此锡点为不良而停止,需要人工来确认。
如确认为设备误判,则可能是参数设置不合理导致,可更改测试参数来优化程式;如确认设置参数无问题,则判定为NG,原因1:印刷达不到设定要求,改善印刷机以达到要求,原因2:印刷不良,如短路,堵孔导致漏印,清洗印刷钢网等等。
高度规格设定建议
因PAD与PCB滤油之间的高度落差在±35um之间,故建议设定如下
1:100um厚度钢网,建议设置60um-180um
2:120um厚度钢网,建议设置70um-210um
面积与体积设定建议
可按面积大小来分几个设定等级:
面积下限上限体积下限上限
A 0.4mm2以下60% 160% 60% 170%
B 0.4mm2-1mm270% 160% 70% 180%
C 1mm2以上75% 160% 70% 190% 因体积受两个变量面积与高度的影响,故体积的参数上下限需适当放宽。
以上仅提供参考,实际设置请以产线制程能力为准,如印刷制程好则可设置严格点,如制程不好则可看适当放宽,观察炉后是否因放宽参数导致不良增多,如有则必须改善印刷制程。
偏移参数设置建议
如偏移需要管控得比较严格,可设置25%
目前比较多的客户偏移参数设置为35%(软件会自动根据PAD的长宽自动计算出偏移百分比相对应的偏移实际值)。
SPI锡膏检查直通率提升验证报告
瑞勤(群)电子有限公司
Dongguan Rayking Electronics Co., Ltd
印刷破坏性验证:结合印刷后SPI检查结果及回流焊后效果,依据IPC-A-610E二级标准进行综合判
定!
TYPE-C多锡检测实际参数
3D图
AOI测试良品图像
说明: 1.按照黄色TYPE-C料设定参数制作多锡实物验证SPI检测出实际超出预警上限,跟踪回流炉后AOI检测为良 品.故 评估黄色TYPE-C料体积、面积、高度上限参数值设定偏低.
瑞勤(群)电子有限公司
Dongguan Rayking Electronics Co., Ltd
Thanks ,谢谢大家!
瑞勤(群)电子有限公司
Dongguan Rayking Electronics Co., Ltd
印刷破坏性验证:结合印刷后SPI检查结果及回流焊后效果,依据IPC-A-610E二级标准进行综合判
定!
芯片料少锡检测实际参数
3D图
AOI测试良品图像
说明: 1.按照黄色芯片料设定参数制作少锡实物验证SPI检测出实际超出预警下限,跟踪回流炉后AOI检测为良品. 故 评估黄色芯片料体积、面积下限参数值设定偏高.因考虑芯片物料,对参数保持不变,调整印刷参数.
瑞勤(群)电子有限公司
Dongguan Rayking Electronics Co., Ltd
SPI印刷锡膏检测基准设定范围评估报告
报告人:伍 明 日 期:2018/05/18
瑞勤(群)电子有限公司
Dongguan Rayking Electronics Co., Ltd
目录:
• SPI验证目的. • 现状SPI参数设定及直通率97%. • 印刷多锡SPI检测验证. • 印刷少锡SPI检测验证. • SPI实际检测锡膏高度、体积、面积参数. • 改善后SPI参数设定及直通率99%.
Sn64Bi35Ag1锡膏规格书TDS

W T O -L F 2002免清洗无铅锡膏Page 1 / 1l l 助焊剂体系选材科学,根据焊接机理特别针对无铅中温焊料(SnAgBi 体系)而研制的,能有效降低无铅焊料自由能和减少表面张力、提高融熔无铅焊料的流动性和可焊性。
l 具有优越的连续印刷性,脱网成模性好、粘着力强、不易坍塌。
l 回流工艺窗口宽,在较宽的回流焊温区仍可达到优良的焊接效果。
l 可焊性优越、焊点上锡饱满、光亮、透锡性强,焊接不良率低。
l 焊后残留物极少、免清洗、具有优越的ICT 测试性能、表面绝缘电阻高,电气性能可靠。
l不含RoHS 等环境禁用物质,是环保免清洗低温无铅焊锡膏。
本产品可配合无铅中温焊料合金元器件,在大功率LED 组件、散热器、高频头、FPC 软排线软板、不耐高温的元器件和需经多次回流焊接线路板焊接等电子电器中广泛使用。
项 目技 术 指 标采 用 标 准合金成分Sn64Ag1Bi35 / 粉末粒径Type 3 25-45μm /粘 度(Pa.s) @25±1℃ 170±30 (10rpm/min )Malcom PCU 205金属含量(%) 89.40±0.30 IPC-TM-650 2.2.20 助焊膏含量(%) 10.60±0.30IPC-TM-650 2.2.20 焊料球试验 合格 IPC-TM-650 2.4.43 润湿试验 合格 IPC-TM-650 2.4.45 坍塌试验合格IPC-TM-650 2.4.35 卤素含量L1 IPC-TM-650 2.3.35 电迁移合格IPC-TM-650 2.6.14.1 铜镜腐蚀试验合格IPC-TM-650 2.3.32 表面绝缘电阻(Ω)≥1×108IPC-TM-650 2.6.3.3 RoHS合格RoHS 指令W T O -L F 2002免清洗无铅锡膏Page 2 / 2本产品在回流焊过程中会产生少量挥发性气体,因此回流焊过程中应有通风装置,保证这些气体不会弥散于工作区域。
锡膏组成、分类及参数(二

錫膏規範錫粉粒子分成六種類型:
%of Sample by Weight-Nominal Sizes
Less than 1% Larger than 80% minimum Between 150-75 Microns 75-45 Microns 45-25 Microns 10% Maximum Lesss than 20 Microns 20 Microns 20 Microns
其它任何形狀的顆粒更容易通過网版或者鋼版﹒并且一致 性好,为使錫膏具备优良的印刷性能创造了条件。借助錫 膏黏度测试仪可以从显示器上检测到錫粉末的形状。
b.锡粉颗粒形狀:
愈圓愈好 愈小愈均勻愈好(流動性佳,成形佳) 氧化層愈薄愈好 Good
Poor
c.锡粉大小分布:
焊料颗粒的尺寸一般为-200目/+325目,即至少99% 重量百分比的粉末颗粒能通过200(孔/in2)目的网,少
熔點
擴散性 吃錫性 接合强度 避免BGA零內 的void過大 光澤度 推拉力強度 單價成本
183℃
佳 佳 可
179~183℃
優 優 優
179℃
優 優 可
可 優 (呈現光亮)
佳 低
優 可 (呈現稍霧狀)
優 低中
優
佳 優 高
2.錫粉參數:
a. 锡粉颗粒直径大小 b. 颗粒形状
c. 大小分布
d. 氧化比率
于20%重量百分比的粉末颗粒能通过325目的网,该尺寸
以外的颗粒以不多于10%为宜。在有0.5mm脚间距的器 件印刷焊膏时,焊料颗粒尺寸应比常规小,可以选用颗粒 尺寸是-300目+500目的焊膏。
b.锡粉颗粒形狀:
粉粒等级 IPC TYPE 2 IPC TYPE 3 IPC TYPE 4 网眼大小 -200+325 -325+500 -400+635 颗粒大小 45-75微米 25-45微米 20-38微米
锡膏厚度和面积标准_概述说明以及解释

锡膏厚度和面积标准概述说明以及解释1. 引言1.1 概述在电子制造领域中,锡膏是一种常见的焊接材料,被广泛应用于印刷电路板(PCB)组装过程中。
锡膏的质量对于产品性能和可靠性具有重要影响。
其中,锡膏的厚度和面积是两个关键参数。
本文将详细介绍锡膏厚度和面积标准,并对其进行概述、解释和说明。
首先,我们将阐述锡膏厚度标准的定义、测量方法及其重要性。
接下来,我们会探讨这些标准在不同应用范围下的具体要求和限制。
此外,文章还将涵盖锡膏面积标准的定义、计算方法以及与质量控制之间的关系。
最后,本文还将讨论锡膏厚度和面积测量技术以及仪器评估,并给出技术选择和评价指标解析。
通过全面讨论这些主题,本文旨在为读者提供对于锡膏厚度和面积标准有深入了解的基础知识,并帮助读者更好地理解它们在电子制造行业中的重要性和应用。
1.2 文章结构本文将按照以下结构进行讨论:第2部分将详细介绍锡膏厚度标准。
首先,我们将给出锡膏厚度标准的定义,并介绍常用的测量方法。
接着,我们会探讨为什么锡膏厚度标准如此重要,并阐述其在不同情景下的应用范围。
第3部分将专注于锡膏面积标准。
我们会解释该标准的定义以及计算方法,并分析面积标准与质量控制之间的关系。
此外,文章还会对面积标准对产品性能的影响进行深入分析。
第4部分将涵盖锡膏厚度和面积测量技术与仪器评估。
我们会介绍常用的厚度测量技术和仪器,并深入探讨面积测量技术和仪器的特点及选型。
同时,我们也会提供相关评价指标来帮助读者在选择合适的技术和仪器时做出明智决策。
最后,在第5部分中,本文将总结主要研究发现,并指出当前存在的问题。
同时,未来研究方向也将被提出,以促进锡膏厚度和面积标准的进一步发展与改进。
1.3 目的本文的目的在于全面介绍和解释锡膏厚度和面积标准,在电子制造领域中对这些参数进行准确控制的重要性。
通过深入分析锡膏厚度和面积的定义、计算方法以及测量技术,希望读者能够更好地理解这些标准对产品质量、性能和可靠性所产生的影响。
常规在线SPI锡膏检测机要求

一、设备整体需求 在线3D SPI检测设备 PCB尺寸最大400*300mm 需判定锡膏的形态(是否坍塌)、印刷面积、印刷厚度(包含对单个焊盘两边厚度差的 测量) 有生成SPC报表,含整体合格率、单个零件的合格率、日、周、月报表
二、目前PCBA产品参数 PCB材质,FR-4,板厚度0.8-2mm,铜箔基准厚度0.035mm 锡膏牌号,4#粉,20-38um 印刷钢网厚度,锡膏0.1-0.15mm,红胶0.18-0.25mm 最小零件,目前0402,设备需兼容0201封装 最大密集度元件,QFP、QFN封装,设备需兼容BGA封装
三、其他要求 有坏板识别功能,需提出对坏板识别标记的要求 支持MAS系统 对板曲翘具有一定的软件或光学硬件矫正,避免偏移误判 支持条码或二维码扫描
锡膏印刷参数

1 刮刀的速度
刮刀的速度和锡膏的黏度有很大的关系,刮刀的速度越慢,锡膏的黏度越大;同样,刮刀的速度越快,锡膏的黏度就越小.调节这个参数要参照锡膏的成分和PCB元件的密度以及最小元件尺寸等相关参数.目前我们一般选择在30-65MM/S.
2 刮刀的压力
刮刀的压力对印刷影响很大,压力太大会导致锡膏印的很薄.目前我们一般都设定在8KG左右.理想的刮刀速度与压力应该是正好把锡膏从钢板表面刮干净,刮刀的速度与压力也存在一定的转换关系,即降低刮刀速度等于提高刮刀的压力,提高了刮刀速度等于降低刮刀的压力.
3 刮刀的宽度
如果刮刀相对于PCB过宽,那么就需要更大的压力,更多的锡膏参与其工作,因而会造成锡膏的浪费.一般刮刀的宽度为PCB长度(印刷方向)加上50MM左右为最佳,并要保证刮刀头落在金属模板上.
4 印刷间隙
印刷间隙是钢板装夹后与PCB之间的距离,关系到印刷后PCB上的留存量,其距离增大,锡膏量增多,一般控制在0-0.07MM
5 分离速度
锡膏印刷后,钢板离开PCB的瞬时速度即分离速度,是关系到印刷质量的参数,其调节能力也是体现印刷机质量好坏的参数,在精密印刷机中尤其重要,早期印刷机是恒速分离,先进的印刷机其钢板离开锡膏图形时有一个微小的停留过程,以保证获取最佳的印刷图形.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
下一步将以响应优化器预测的最优试验 组合和run order1试验组合(缺陷数最少) 为中心进行L9拓展试验。
锡膏印刷参数测试
6. 附件
StdOrder 1 2 3 4 5 6 7 8 9 KA 1 KA2 KA 3 kA 1 kA 2 kA 3 RA
L9(34)试验
RunOrder 1 2 3 4 5 9 6 8 7 61 40 54 20.33 13.33 18.00 7.00 PtType 1 1 1 1 1 1 1 1 1 块 1 1 1 1 1 1 1 1 1 KB1 KB2 KB3 kB1 kB2 kB3 RB 印刷速度/A 45 45 45 50 50 50 55 55 55 45 67 43 15.00 22.33 14.33 8.00 试验因子 脱模速度/B 1.2 1.5 1.8 1.2 1.5 1.8 1.2 1.5 1.8
锡膏印刷参数测试
6. 附件
L16(215)+6中心点试验
由于试验水平选取较宽,导 致显著的因素很多;因此仅 参考因素的重要性排序。 因素E(印刷间隙)影响较 小,下一步试验中删除该试 验因素。
下一步试验将以响应优化器 的试验结果为中心进行拓展 试验L8(27)。
锡膏印刷参数测试
6. 附件
L8(27)+4中心点试验 StdOrder RunOrder CenterPt 10 6 2 3 4 7 8 12 1 9 11 5 1 2 3 4 5 6 7 8 9 10 11 12 0 1 1 1 1 1 1 0 1 0 0 1 块 1 1 1 1 1 1 1 1 1 1 1 1 印刷间隙:0mm 试验因素 印刷压力 印刷速度 脱模速度 脱模延迟时间 6 50 1.5 1500 7 40 1.8 0 7 40 1.2 3000 5 60 1.2 3000 7 60 1.2 0 5 60 1.8 0 7 60 1.8 3000 6 50 1.5 1500 5 40 1.2 0 6 50 1.5 1500 6 50 1.5 1500 5 40 1.8 3000 响应 缺陷单元数 1 12 13 4 9 5 8 5 17 4 3 6
因子A
15.00 10.00 5.00 0.00 kA1 kA2 kA3 20.00 15.00 10.00 5.00
因子B
15.00 10.00 5.00 0.00 kB1 kB2 kB3 kC1
因子C
0.00
下一步试验将以 B3C1为中心进行 拓展试验。
kC2 kC3
A因素在55-65范围内影响较 小,且在60时最优,下一步试 验将A的水平定位60
因子A
25.00 20.00 15.00 10.00 5.00 0.00 kA1 kA2 kA3 25.00 20.00 15.00 10.00 5.00 0.00 kB1
因子B
20.00 15.00 10.00 5.00 0.00 kB2 kB3
因子C
该组试验中没 有缺陷数量低 于4的组合, 因此不做拓展 试验
L8(27)+4试验
以较优的参数组合为中心,做L9试验,选出较优的试验水平,并重复优化
选出较优的试验组合
锡膏印刷参数测试
5. 结果
参数 编号 1 2 脱模速度 2.6mm/sec 2.0mm/sec 脱模延迟时间 1500msec 500msec 印刷间隙 0mm 0mm 印刷压力 5kg 5kg 印刷速度 60mm/sec 60mm/sec 合格率 93.80% 93.10%
kC1
kC2
kC3
锡膏印刷参数测试
6. 附件
StdOrder 1 2 3 4 5 6 7 8 9 KA1 KA2 KA3 kA1 kA2 kA3 RA
L9(34)试验
RunOrder 1 2 3 4 5 9 6 8 7 34 22 29 11.33 7.33 9.67 4.00 PtType 1 1 1 1 1 1 1 1 1 块 1 1 1 1 1 1 1 1 1 KB1 KB2 KB3 kB1 kB2 kB3 RB 印刷速度/A 55 55 55 60 60 60 65 65 65 45 22 18 15.00 7.33 6.00 9.00 试验因子 脱模速度/B 1.6 1.8 2 1.6 1.8 2 1.6 1.8 2
印刷压力:5kg,印刷间隙:0mm
脱模延迟时间/C 2000 3000 4000 3000 4000 2000 4000 2000 3000 KC1 KC2 KC3 kC1 kC2 kC3 RC 响应 缺陷unit数 17 9 8 7 11 4 21 2 6 23 22 40 7.67 7.33 13.33 6.00
2.4mm/sec
2000msec
2
1
2
4
3
2.4
92.5%
重复试验的平均合格率大于92%。
在以上参数条件下,印刷参数达到93%,可以满足生产要求。
锡膏印刷参数测试
6. 附件
L16(215)+6中心点试验
StdOrder 14 18 17 9 22 13 20 19 2 16 1 8 3 6 4 21 10 11 7 15 5 12 RunOrder 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 CenterPt 1 0 0 1 0 1 0 0 1 1 1 1 1 1 1 0 1 1 1 1 1 1 块 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 印刷压力 7 6 6 5 6 5 6 6 7 7 5 7 5 7 7 6 7 5 5 5 5 7 印刷速度 10 30 30 10 30 10 30 30 10 50 10 50 50 10 50 30 10 50 50 50 10 50 试验因子 脱模速度 1.5 0.8 0.8 0.1 0.8 1.5 0.8 0.8 0.1 1.5 0.1 1.5 0.1 1.5 0.1 0.8 0.1 0.1 1.5 1.5 1.5 0.1 延迟时间 5500 3000 3000 5500 3000 5500 3000 3000 500 5500 500 500 500 500 500 3000 5500 5500 500 5500 500 5500 印刷间隙 -0.02 0 0 -0.02 0 0.02 0 0 -0.02 0.02 0.02 -0.02 -0.02 0.02 0.02 0 0.02 0.02 0.02 -0.02 -0.02 -0.02 响应 缺陷单元数 11 8 13 11 9 10 8 9 26 4 17 7 6 15 13 17 21 18 7 12 15 27
锡膏印刷参数测试
1. 测试目的
通过测试确定千住有铅锡膏的印刷参数,对应不同客户的要求。
2. 测试条件
锡膏型号 xxx 擦网频率 1片/次 印刷环境温度 23℃ 印刷回数 2回 印刷环境湿度 40% 产品pitch xxxμ m
3. 响应
不良unit数/合格率
4. 评估方法
L16(215)+6试验
选出大概的参数范围
6. 附件
脱模速度 延迟时间 0msec
L9(34)试验,响应:缺陷unit数
印刷压力:5kg,印刷速度:60mm/sec,印刷间隙:0mm
1.8mm/sec 8
2.2mm/sec 2
2.6mm/sec 3
3mm/sec
3.4mm/sec
3.8mm/sec
1000msec
2000msec
46102156
7
注:上表右边部分是追加试验,其目的是验证脱模速度取更高水平时是否会更优。 对以上较优的三个试验组合做重复试验 脱模速度 2.6 2.2 2.2 延迟时间 1000 0 2000 strip1 3 5 7 strip2 4 6 2 strip3 5 1 2 strip4 3 4 2 strip5 3 5 3 AVG 3.6 4.2 3.2 合格率
2.0mm/sec 2.2mm/sec 7 5 4 5 6 7
对以上较优的三个试验组合(红色标识)做重复试验 脱模速度 2.0mm/sec 2.6mm/sec 延迟时间 500msec 1500smsec strip1 2 1 strip2 3 2 strip3 2 2 strip4 2 2 strip5 2 3 AVG 2.2 2 合格率 93.1% 93.8%
印刷压力:5kg,印刷间隙:0mm
脱模延迟时间/C 500 1500 2500 1500 2500 500 2500 500 1500 KC1 KC2 KC3 kC1 kC2 kC3 RC 响应 缺陷unit数 19 27 15 8 24 8 18 16 20 43 55 57 14.33 18.33 19.00 4.67
88.8% 86.9% 90.0%
以上三个试验组合重复验证试验平均合格率较高,因此分别以这三个试验组合为中心再一次进行L9(34) 拓展试验。
6. 附件
L9(34)试验,响应:缺陷unit数
印刷压力:5kg,印刷速度:60mm/sec,印刷间隙:0mm
脱模速度 延迟时间 0msec 500msec 脱模速度 延迟时间 1500msec 2000msec 2500msec 2.0mm/sec 2.2mm/sec 2 0 1 3 2.4mm/sec 4 1 2.4mm/sec 4 0 4 脱模速度 延迟时间 1000msec 1500msec 2.4mm/sec 1 4 2.6mm/sec 4 0 2.8mm/sec 2 2