锡膏印刷标准
锡膏_红胶印刷品质检验标准

一. 目的为了使SMT的印刷效果满足工艺要求,确保回流炉后贴片PCBA的品质,制定此标准。
二. 范围本标准参照IPC规范所制定,适用于本公司内部SMT工厂对印刷效果的判定,包括红胶工艺与锡膏工艺。
三. 判定标准内容3.1 锡膏印刷判定标准3.1.1 Chip 1608,2125,3216锡膏印刷标准图 1 标准:1.锡膏无偏移。
2.锡膏量,厚度均匀,厚度8.31MILS。
3.锡膏成型佳,无崩塌断裂。
4.锡膏覆盖焊盘90%以上。
图 2 合格:1.钢网的开孔有缩孔但锡膏仍有85%覆盖焊盘。
2.锡量均匀。
3.锡膏厚度于规格要求内。
4.依此判定为合格。
图 3 不合格:1.锡膏量不足。
2.两点锡膏量不均。
3.印刷偏移超過20%焊盘。
4.依此判定为不合格。
3.1.2 MINI(SOT)锡膏印刷标准图 41.锡膏无偏移。
2.锡膏完全覆盖焊盘。
3.三点锡膏量均匀,厚度8.31MILS4.依此为SOT零件锡膏印刷标准。
图 5 合格:1.锡膏量均匀且成形佳。
2.厚度合乎规格8.5MILS。
3.85%以上锡膏覆盖。
4.偏移量少于15%焊盘。
5.依此应判定为允收。
图 6 不合格:1.锡膏85%以上未覆盖焊盘。
2.严重缺锡。
3.依此判定为不合格。
3.1.3 Diode,Melf,MelF,RECT陶磁电容锡膏印刷标准图 7标准:1.锡膏印刷成形佳。
2.锡膏无偏移。
3.厚度8.3MILS。
4.如此开孔可以使热气排除,以免造成气流使零件偏移。
5.依此应为标准要求。
热气宣泄道图 8 1.锡膏量足2.锡膏覆盖焊盘有85%以上。
3.锡膏成形佳。
4.依此应为合格。
图 9 不合格:1.20%以上锡膏未完全覆盖焊盘。
2.锡膏偏移量超过20%焊盘。
3.依此判定为不合格。
3.1.4 LEAD PITCH=1.25mm零件锡膏印刷标准图 10 标准:1.各锡膏几近完全覆盖各焊盘。
2.锡膏量均匀,厚度在8.5MILS。
3.锡膏成形佳,无缺锡、崩塌。
锡膏印刷偏移检查标准

SMT外观品质检验标准
A-5 焊盘间距=0.8-1.0mm 锡浆印刷规格示范:
标准: 1、锡浆无偏移。 2、锡浆100%覆盖于焊盘上。 3、各焊盘锡浆成形良好,无崩塌现象。 4、各点锡浆均匀,测试厚度符合要求。
图形A013 焊盘间距=0.8-1.0mm锡浆印刷标准
偏移量<15%W
允收: 1、锡浆虽成形不佳,但仍足将元件脚包满锡。 2、各点锡浆偏移未超过15%焊盘。
图形A027 圆柱体锡浆外观 A-9
SMT外观品质检验标准
A-10 IC元件的锡浆厚度规格示范:
IC脚间距=1.25mm 1、锡浆厚度满足要求。 2、间距P>1.0mm时,可加大10%钢网开孔。
图形A028 焊盘间距=1.25mm锡浆外观
IC脚间距=0.7mm 1、锡浆厚度满足要求。
图形A029 焊盘间距=0.7mm锡浆外观
A-3 二极管、电容等(1206以上尺寸物料)锡浆印刷规格示范:
热气流宣泄通道
标准: 1、锡浆印刷成形佳。 2、锡浆印刷无偏移。 3、锡浆厚度测试符合要求。 4、如此开孔可以使热气排除,以免造成气流使元 件偏移。
图形A007 二极管、电容锡浆印刷标准
允收: 1、锡浆量足。 2、锡浆覆盖焊盘有85%以上。 3、锡浆成形佳。
图形A010 焊盘间距=1.25mm锡浆印刷标准
偏移量<15%W W=焊盘宽
允收: 1、锡浆印刷成形佳。 2、虽有偏移,但未超过15%焊盘。 3、锡浆厚度测试合乎要求。
图形A011 焊盘间距=1.25mm锡浆印刷允收 拒收: 1、锡浆偏移量超过15%焊盘。 2、元件放置后会造成短路。
偏移>15%W 图形A012 焊盘间距=1.25mm锡浆印刷拒收
锡膏印刷外观检验标准

批准
允收: 1、锡膏量足。 2、锡膏覆盖焊盘有85%以上。 3、锡膏成形佳。
***集团有限公司 分发部门
二极管、电容类 锡膏印刷
锡膏印刷 外观检验标准
偏移超20%
文件编号
WI-
生效日期 2013/3/5
版本/次
00
页码
3/3
拒收: 1、15%以上锡膏未完全覆盖焊盘。 2、锡膏偏移超过20%焊盘。
插座、IC类焊盘 锡膏印刷
***集团有限公司 分发部门
锡膏印刷
文件编号
WI-
生效日期 2013/3/5
外观检验标准
版本/次
00
页码
1/3
检验方法:在400~1000勒克斯(LUX)约60W的光照度下,距离30cm、角度45度、目视检查10~15秒。
检验工具:目视
参考标准:IPC-A-610E
检验内容如下表:
项 目
图示
作业要求
允收: 1、锡膏量均匀且成形佳; 2、锡膏厚度合符规格要求; 3、有85%以上锡膏覆盖焊盘; 4、印刷偏移量少于15%。
拒收: 1、锡膏85%以上未覆盖焊盘; 2、有严重缺锡。
二极管、电容类 锡膏印刷
标准: 1、锡膏印刷成形佳。 2、锡膏印刷无偏移。 3、锡膏厚度测试符合要求。 4、如此开孔可以使热气排除,以 免造成气流使元 件偏移。
拿板
标准: 1、检查时,应戴干静的手套; 2、取板时,如图示拿板边,不能 触摸到板面。
标准: 1、锡膏无偏移; 2、锡膏量、厚度符合要求; 3、锡膏成型佳,无崩塌断裂; 4、锡膏覆盖焊盘90%以上。
Chip元锡膏仍 有85%覆盖焊盘; 2、锡膏量均匀; 3、锡膏厚度在要求规格内。
SMT锡膏印刷及判定

允收印刷品判定 1.印刷偏移不超過15%,且錫膏仍有85%覆蓋焊盤, 2.錫膏厚度均勻,厚度在鋼板厚度範圍內.
拒收印刷品判定 1.焊盤上的錫膏量不足85%; 2.印刷偏移超過焊盤的 15%.
8
腳間距為0.5mm引腳元件的錫膏印刷及判定
標準印刷品判定 1,錫膏印刷後無偏移,錫膏表面無毛尖狀 2.錫膏在焊盤上的覆蓋率在95%以上 3.錫膏厚度均勻,厚度在鋼板厚度範圍+25um,-10um內 允收印刷品判定 1.印刷偏移不超過10%,且錫膏仍有90%覆蓋焊盤, 2.錫膏厚度均勻,厚度在鋼板厚度範圍內. 3.過爐後沒有焊接不良現象, 拒收印刷品判定 1.焊盤上的錫膏有斷裂,錫量嚴重不足 2.印刷偏移超過焊盤的 10%.
4
影響錫膏印刷品質的要素(二)
4.印刷機參數的設定:
a.印刷速度:30~60mm/秒,速度越快產生缺陷越多; b.刮刀壓力:4~6Kg壓力越高塗佈錫量越少; c.分離速度:0.3~0.6mm/秒,分離距離:1.2~1.8mm. d.印刷間隙.0~0.2mm(通常為0) e.自動擦网頻率:3~5片/次,人工擦网:15~25片/次. 5.基板支撐位置的分布: 機板支撐絕對與印刷結果有關,利用兩支刮刀來回刮印如大部分錫膏被刮走, 殘餘未被刮走的部分就是支撐不良,容易出現印刷連錫, 支撐方式----Block, Tooling Pin(DEK265的頂針高度:80mm) 6. 印刷機內環境: 一般周圍環境溫度從20變到30時錫膏粘度會下降50% 溼度只要低於45%錫膏會乾的很快,溼度太高時亦怕錫膏吸收水份. 停機超過15分鐘需對鋼版上的錫膏作攪拌以確保錫膏粘度並清洗鋼板 防止网孔變乾的錫膏殘留堵塞网孔.
9
5
電阻,電容等CHIP元件的錫膏印刷品判定標準
pcb板印刷锡膏检测标准

pcb板印刷锡膏检测标准
PCB板印刷锡膏检测的标准通常包括以下几个方面:
1. 焊点质量:焊点应该均匀、光滑,无虚焊、漏焊、短路等缺陷。
焊点的尺寸、形状和位置应符合设计要求。
2. 锡膏量:锡膏的涂布量应均匀一致,无明显的缺锡或多锡现象。
锡膏的厚度和宽度应符合工艺要求。
3. 锡膏覆盖:锡膏应完全覆盖焊点和引脚,无裸露的金属部分。
锡膏的覆盖面积应达到设计要求。
4. 锡膏高度:焊点的锡膏高度应在规定的范围内,以保证焊点的可靠性和可焊性。
5. 外观检查:PCB 板表面应无锡珠、锡渣、残留的锡膏等污染物。
板面应干净整洁,无明显的划伤、氧化等缺陷。
6. 焊点强度:焊点应具有足够的强度,能够承受一定的机械应力和温度变化。
7. 可焊性:焊点应具有良好的可焊性,能够被可靠地焊接到其他元件或电路板上。
这些标准是一般情况下PCB 板印刷锡膏检测的基本要求,具体的标准可能会因不同的行业、应用和客户要求而有所差异。
在实际生产中,还应根据具体情况制定详细的检测规范和操作流程,以确保PCB 板的质量和可靠性。
锡膏印刷性测试规范

把控房源心得(优秀5篇)把控房源心得(优秀5篇)把控房源心得要怎么写,才更标准规范?根据多年的文秘写作经验,参考优秀的把控房源心得样本能让你事半功倍,下面分享相关方法经验,供你参考借鉴。
把控房源心得篇1把控房源是一项非常重要的房地产中介工作,它涉及到房屋的质量、价格、位置等多个方面。
以下是一些心得,希望对您有所帮助:1.仔细核实信息:在与客户沟通的过程中,一定要仔细核实房源信息,包括房屋的位置、面积、装修、价格等。
确保提供给客户的房源信息准确无误,避免因为信息不准确导致客户流失。
2.认真检查房屋:在带客户看房之前,一定要认真检查房屋的质量和装修情况。
这包括检查房屋的结构、门窗、水电设施等,以及房屋的装修情况,如地板、墙面、天花板等。
这些细节问题可能会影响房屋的价格和交易风险。
3.关注市场动态:房地产市场是不断变化的,因此要时刻关注市场动态,了解当地的房价走势和政策变化。
这有助于您更好地把握市场规律,为客户提供更准确的房源信息。
4.维护好客户关系:维护好客户关系是把控房源的重要环节。
在与客户沟通的过程中,要时刻关注客户的需求和反馈,及时回复客户的问题和咨询,增强客户的信任感和满意度。
5.不断学习和提升:房地产市场变化快,政策法规也不断更新。
因此,作为房地产中介,需要不断学习和提升自己的专业知识和技能,以更好地为客户提供服务。
总之,把控房源需要认真细致的工作态度和不断学习和提升的专业素养。
只有这样才能在竞争激烈的房地产市场中脱颖而出,赢得客户的信任和信赖。
把控房源心得篇2当涉及到把控房源时,以下是一些重要的心得和技巧:1.房源信息必须准确无误:这是把控房源的核心要素之一。
无论是房屋的具体位置、面积、装修、价格、房型布局,还是周边配套设施,都需要准确无误地描述。
如果有任何错误或模糊不清的信息,都可能对潜在买家产生误导。
2.房源信息需要定期更新:房屋的情况是会随着时间的推移而发生变化的,因此,定期更新房源信息非常重要。
印刷检验标准

1.锡膏虽成形不佳,但仍足将
2.各点锡膏偏移未超过15%焊盘
允收
1.锡膏超过15%未覆盖焊盘
2.锡膏几乎覆盖两条焊盘
3.锡膏印刷形成桥连
拒收
名称
锡膏印刷检验标准
文件编号
生效日期
发行版次
页码
项目
判定说明
图示说明
备注
7.焊盘间距为0.65MM
1.各焊盘锡膏印刷均100%覆盖焊盘上
2.锡膏成形佳,无崩塌现象
3.锡膏厚度测试合乎要求
允收
1.锡膏偏移量超过15%焊盘
2.元件放置后会造成短路
拒收
名称
锡膏印刷检验标准
文件编号
生效日期
发行版次
页码
项目
判定说明
图示说明
备注
5.焊盘间距为0.8-1.0MM
1.锡膏无偏移
2.锡膏100%覆盖于焊盘上
3.各焊盘锡膏成良好,无崩塌现象
4.各点锡膏均匀,测试厚度符合要求
标准
允许
1.锡膏85%以上未覆盖焊盘.
2.有严重缺锡
拒收
名称
锡膏印刷检验标准
文件编号
生效日期
发行版次
页码
项目
判定说明
图示说明
备注
二极管、电容等(1206以上尺寸物料)
1.锡膏印刷成形佳
2.锡膏印刷无偏移
3.锡膏厚度测试符合要求
4.如些开孔可以使热气排除,以免造成气流使元件偏移
标准
1.锡膏量足
2.锡膏覆盖焊盘有85%以上
3.锡膏厚度符合要求
标准
1.锡膏成形佳
2.锡膏厚度测试在规格内
3.各点锡膏偏移量小于10%焊盘
SMT锡膏印刷检查标准
W
W a 1A
1.
w1≧ 2. a1
≦
w
1W
a 1A 1.w1< 2.a1>A w 1
W
1.w1>L L 1
2. L 1>L*
3.a1<A
w 1(注:A
为铜SMT 锡膏印刷检验标准印刷严重偏移 1.印刷偏离焊点且超过焊点长度
或宽度(该两者之一)的25%拒收;2.锡膏覆盖焊点面积的75%以下
拒收。
1.印刷图形与焊点明显不一致,
则不可允收;
2.涂污,两焊点之间距离是原设
计宽度的25%以下,不可允收;
3.涂污或倒塌面积超过附着面积
的10%以上者拒收。
印刷图形与焊点不一致,和涂污或倒塌印刷锡膏标准模式印刷锡膏涂污或倒塌 1.印刷图形的大小和焊点一致,且完全重叠;2.锡膏未涂污或倒塌。
XX 电子科技有限公司
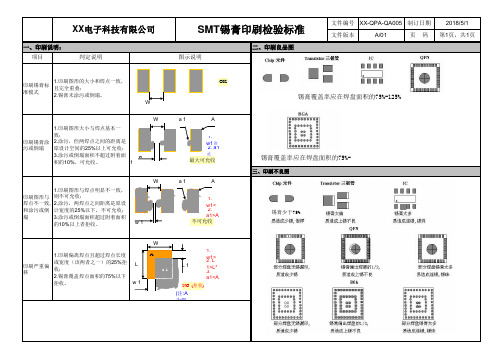
一、印刷说明:
二、印刷良品图项目判定说明图示说明三、印刷不良图
1.印刷图形大小与焊点基本一致;
2.涂污,但两焊点之间的距离是原设计空间的25%以上可允收;
3.涂污或倒塌面积不超过附着面积的10%,可允收。
文件编号XX-QPA-QA005制订日期2018/5/1文件版本A/01页 码第1页,共1页
OK 最大可允收不可允收A a 1NG (拒收)
锡膏覆盖率应在焊盘面积的75%-125%锡膏覆盖率应在焊盘面积的75%-
锡膏少于75%。
SMT锡膏印刷品质检验规范

判定说明判定说明图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于20%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于20%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求脚间距0.7MM-1.25MM IC锡膏印刷规范圆柱形二极管、1206以上尺寸电容或电阻等物料理 想允 收拒 收理 想允 收拒 收图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求SMT锡膏印刷品质检验规范锡膏印刷总检位CHIP 1608 2125 3216锡膏印刷规范小型SOT锡膏印刷规范理 想允 收拒 收理 想允 收拒 收C>=W*50%,F>=G+H*25A<=W*75%侧悬出超过引脚宽度1.引脚吃锡宽度大于等于 1.引脚吃锡宽度>=電極的。
锡膏印刷工艺标准

VERSION APPROVER CHECKER ISSUER EFFECTIVE DATE PROCESS I.D. /工序PROCESS CODE /工序代号
DOCUMENT CONTROL No ./文件编号 PRODUCT NAME / 产品名称
PAGE 4 OF 4第 4 页 , 共 4 页一、目的:
明确SMT锡膏印刷外观检验标准,为品质判定提供接收和拒收依据
适用于本公司所有产品的SMT锡膏印刷外观检验
三、权责:
1.设备工艺负责本标准的制定和修改
四.标准定义:
1.合格:外观完全满足理想状况,判定为合格。
(本标准中,做图片详解)
2.允收:外观缺陷不满足理想状况,但满足允收条件,且能维持贴装可靠度,判定为允收
3.拒收:外观缺陷未能满足理想状况和允收条件,且影响产品功能和可靠度,判定为拒收 3.生产和调试人员参照本标准对产品进行自检或互检
二、范围:
2.检验人员负责参照本标准对产品SMT锡膏印刷的外观进行检验
通用
印刷机、钢网、刮刀
M/C OR TOOL/使用设备●工夹具SMT 锡膏Print
Non RoHS 工 艺 标 准 指 导 书
SMT WORK INSTRUCTION SHEET SOIC元件锡膏印刷示范ATE 接线图。
锡膏印刷通用工艺要求

2.1把锡膏从冰箱里取出,在20~25℃下解冻2~4小时,然后用小棍搅拌5~10分钟直至均匀方可使用。
2.2取出相应的印刷模板安装到丝印台上,并调节丝印台上的螺钉至最佳状态(即模板上的孔与线路板上待印刷锡膏的焊盘重合)。
2.3把适量(约200~250克)已搅拌均匀的锡膏放模板上,用刮刀整形使锡膏摊开的宽度稍大于模板上左右两边最边缘的开孔的距离。然后把待印刷的线路板放到模板下,用刮刀以适当的角度、速度和压力向下刮(角度一般为50~65度;速度一般为10~50mm/秒,细间距(如IC处)印刷应小于30mm/秒,压力一般为30~40N),使锡膏均匀印刷到线路板焊盘上。
2.4印刷后还要检查印刷质量、锡膏应均匀、适量、精确地印刷到线路板焊盘上。
2.5要遵循先印先贴的原则,锡膏印刷后到贴片机贴装,存放时间不可超过10分钟。
2.6每次换模,下班均要用无水酒精洗模板,以防锡膏堵塞孔。
3、锡膏的贮存:
3.1锡膏一般在温度为0~5℃下密封贮存,而且锡膏都有保质期,一定要严格按照锡膏的温度进行密封贮存,超过保存期的锡膏不可使用,开封后的锡膏应尽快用完,以免氧化影响焊接效果。
3.2锡膏在室温下放置时间应不超过4小时,4小时之后,应重新放回冰箱存放,如需继续使用,应拿出一另一瓶锡膏出来解冻之后使用。
备注
编制
姚世敏
05、11、5
第1页
共1页
审核
换B版
1
改生0511-05
姚世敏
05、11、5
更改标记
数量
更改单号
签名
日期
批准
然后把待印刷的线路板放到模板下用刮刀以适当的角度速度和压力向下刮角度一般为5065速度一般为1050mm秒细间距如ic处印刷应小于30mm秒压力一般为3040n使锡膏均匀印刷到线路板焊盘上
SMT 工艺标准指导书

1、锡膏印刷规格1.1 Chip 1608,2125,3216锡膏印刷规格示范 标准(PREFERRED): 1. 锡膏并无偏移。
2. 锡膏量,厚度均匀8.31MILS 。
3. 锡膏成型佳,无崩塌断裂。
4. 锡膏覆盖锡垫90%以上。
允收(ACCEPTABLE): 1. 钢板的开孔有缩孔但锡膏仍有85%覆盖锡垫。
2. 锡量均匀。
3. 锡膏厚度于规格内。
4. 依此判定为允收。
拒收(NOT ACCEPTABLE): 1. 锡膏量不足。
2. 两点锡膏量不均。
3. 印刷偏移超过20%锡垫。
4. 依此判定为退货。
图形 1 CHIP 1608,2125,3216锡膏印刷标准图形 2 CHIP 1608,2125,3216锡膏印刷允收图形 3 CHIP 1608,2125,3216锡膏印刷退货1.2MINI(SOT)锡膏印刷规格示范:1. 锡膏无偏移。
2. 锡膏完全覆盖锡垫3. 三点锡膏量均匀,厚度8.31MILS4. 依此为SOT 零件锡膏印刷标准。
允收(ACCEPTABLE):1.锡膏量均匀且成形佳。
2.厚度合乎规格8.5MILS 。
3.85%以上锡膏覆盖。
4. 偏移量少于15%锡垫。
5. 依此应判定为允收。
拒收(NOT ACCEPTABLE):1. 锡膏85%以上未覆盖锡垫。
2. 严重缺锡。
3. 依此判定为退货。
图形 4 MINI,SOT 零件锡膏印刷标准图形 6 MINI,SOT 零件锡膏印刷退货1.3Diode,Melf,MelF,RECT 陶磁电容锡膏印刷规格示范: 标准(PREFERRED): 1. 锡膏印刷成形佳。
2. 锡膏无偏移。
3. 厚度8.3MILS 。
4. 如此开孔可以使热气排除,以免造成气流使零件偏移。
5. 依此应为标准规格。
允收(ACCEPTABLE): 1. 锡膏量足 2. 锡膏覆盖锡垫有85%以上。
3. 锡膏成形佳。
4. 依此应为允收。
拒收(NOT ACCEPTABLE): 1. 20%以上锡膏未完全覆盖锡垫。
锡膏印刷SOP1

版本頁次制定日期客戶V011/1006.04.18公用1客戶指定要求測試的位置2BGA3CSP4QFP/PLCC5SOIC6R/L/C7.鋼板兩側錫膏回收後須攪拌均勻方可使用8.印刷後的PCB在兩小時內未過迴焊爐的必須清洗錫膏.具體作業方法參照<錫膏管制辦法>核准: 審核: 制表:張莉莉4.使用前檢查錫膏回溫時間是否達到,管控時間是否填寫正確,然後將其放入錫膏攪拌機逕行攪拌.錫膏攪拌參閱<錫膏攪拌機作業指導書>.完成后方可向鋼板上添加錫膏.2.鋼板上的錫膏超過使用期限不可使用,須裝回空錫膏瓶交領班存於冰箱內冷藏.5.錫膏添加初始用量在1/2罐左右,印刷過程中,以少量多次為原則添加錫膏.錫膏高度需要維持在2cm.每30分鐘檢查一次錫膏量.當和其他產線可共用錫膏時.每次開啟一瓶錫膏共用.生產中注意保持錫膏罐開口清潔,不要有錫膏殘留.8.手動擦拭鋼板時須清理印刷區錫膏,再用抹布沾清洗劑在鋼板的底面及上面同時同方向擦試到幹淨為止;然後用風槍自上往下距鋼板1cm高垂直下吹試PAD孔,如有殘留錫膏或塞孔現象再行重複擦拭動作至目視清潔為止.並記錄於<鋼板清潔記錄表>6.將PCB板按印刷方向設置在送板機上,根據印刷機操作規範,正常進入工作狀態,操作中必須將安全門放下關好.不定時的將刮刀及鋼板邊角的殘留錫膏刮回鋼板正中,以免邊角殘留錫膏因印刷時間過久而幹硬不能使用.6.注意鋼板放置方向及PCB進板方向3.清洗鋼板,攪拌錫膏,必須使用印刷專用塑料攪拌刀4.依保養手冊落實機台擦試及保養作業,並記錄於<設備保養記錄表>上.5.注意表單完整站别錫膏測厚點選擇順序9.作業結束,將鋼網上殘餘錫膏裝回空錫膏瓶,在鋼板清潔區用抹布蘸清洗劑將鋼網清潔乾淨,確認鋼板已清潔乾淨並紀錄相關資料於<鋼板使用紀錄表>,然後後放入鋼板架.刮刀清潔乾淨後填寫<刮刀使用紀錄表>並將之放置於刮刀放置區.聯志電子(蘇州)有限公司文件編号文管發行作業指導書SMT-043印刷站2.錫膏必須在瓶上標簽所示使用期內使用,過期錫膏禁止使用.作 業 程 序1.必須配戴靜電指套或靜電手套印刷作業標準1.操作前先根據機種作業指導書檢查使用材料,錫膏型號是否正確,治工具及表單是否完整.注意SOP中的規定.是有鉛還是無鉛製程,對應的,有鉛製程要準備有鉛錫膏/刮刀/鋼板,無鉛製程要準備無鉛錫膏/刮刀/鋼板3.上線前鋼板先按照<鋼板張力量測>作業指導書進行鋼板張力量測動作並紀錄於<鋼板使用紀錄表>,按SOP取用刮刀.並紀錄於<刮刀使用紀錄表>中.注意事項作業内容7.印刷中按照機種作業指導書指定的測厚點進行錫厚量測並紀錄於<錫厚量測紀錄表>鋼板載入示意圖紅點朝外。
SMT锡膏印刷检查标准

SMT锡膏印刷检查标准
W
W a 1A
1.
w1≧ 2. a1
≦
w
1W
a 1A 1.w1< 2.a1>A w 1
W
1.w1>L L 1
2. L 1>L*
3.a1<a< p="">
w 1(注:A
为铜SMT 锡膏印刷检验标准印刷严重偏移 1.印刷偏离焊点且超过焊点长度
或宽度(该两者之一)的25%拒收;2.锡膏覆盖焊点面积的75%以下
拒收。
1.印刷图形与焊点明显不一致,
则不可允收;
2.涂污,两焊点之间距离是原设
计宽度的25%以下,不可允收;
3.涂污或倒塌面积超过附着面积
的10%以上者拒收。
印刷图形与焊点不一致,和涂污或倒塌印刷锡膏标准模式印刷锡膏涂污或倒塌1.印刷图形的大小和焊点一致,且完全重叠;2.锡膏未涂污或倒塌。
XX 电子科技有限公司
一、印刷说明:
二、印刷良品图项目判定说明图示说明三、印刷不良图
1.印刷图形大小与焊点基本一致;
2.涂污,但两焊点之间的距离是原设计空间的25%以上可允收;
3.涂污或倒塌面积不超过附着面积的10%,可允收。
文件编号XX-QPA-QA005制订日期2018/5/1文件版本A/01页码第1页,共1页
OK 最大可允收不可允收A a 1NG (拒收)
锡膏覆盖率应在焊盘面积的75%-125%锡膏覆盖率应在焊盘面积的75%-
锡膏少于75%
</a<>。
(精品)锡膏印刷标准

锡膏印刷检查事项及对策
●锡膏印刷品质是SMT不良产品的主要影响因素,据统计有约66%的不良品可以追溯到
锡膏印刷品质,有15%的不良品来至于回流焊,其余的不良来至于贴片机和原材料等,由此可见,锡膏印刷品质的好坏是电子产品好坏的主要影响因素。
●锡膏印刷质量的主要因素
1.首先是钢网质量:钢网厚度与开口尺寸确定了锡膏的印刷量。
锡膏量过多会产生桥接,
锡膏量过少会产生锡膏不足或虚焊。
钢网开口形状及开孔壁是否光滑也会影响脱模质量。
2.其次是锡膏质量:锡膏的粘度、印刷性(滚动性、转移性)、常温下的使用寿命等都会
影响质量。
3.印刷工艺参数:刮刀速度、压力、刮刀与网板的角度以及锡膏的粘度之间存在的一定制
约关系,因此只有正确控制这些参数,才能保证锡膏的印刷质量。
4.设备精度方面:在印刷高密度细间距产品时,印刷机的印刷精度和重复印刷精度也会起
一定影响。
5.环境温度、湿度、以及环境卫生:环境温度过高会降低锡膏的粘度,湿度过大时锡膏会
吸收空气中的水分,湿度过小时会加速锡膏中溶剂的挥发,环境中灰尘混入锡膏中会使焊点产生针孔等缺陷。
6.基板支撑位置的分布:机板支撑绝对与印刷结果有关,利用两支刮刀来回刮印如大部分
锡膏被刮走,残余未被刮走的部分就是支撑不良,容易出现连锡。
●
●
为换线/手动清洗钢网印刷前5PCS,异常发生或无法解决时,通知工程师。
锡膏焊接印刷判定标准

锡膏焊接印刷判定标准《锡膏焊接印刷判定标准,你真的懂吗?》嘿,朋友们!你们知道吗?在电子世界的奇妙旅程中,锡膏焊接就像是一场至关重要的冒险,而锡膏焊接印刷判定标准就是那指引我们穿越迷雾的神奇地图!要是不搞清楚这个标准,那我们在电子制造的领域里就像没头苍蝇一样乱撞,到处碰壁还不知道问题出在哪!一、锡膏量要适中:不做“小气鬼”也不当“土豪”在锡膏的世界里,量的把控可太重要啦!就像吃饭不能吃太多撑着,也不能吃太少饿着一样。
“锡膏量要适中,别做‘小气鬼’也不当‘土豪’哟!”锡膏量过多,就像给焊点穿上了一件超级厚棉袄,不仅不美观,还可能导致短路等问题;而锡膏量过少,那焊点就像穿着破破烂烂的衣服,根本没法好好工作呀!比如说,在印刷锡膏时,要根据焊点的大小和间距来合理调整锡膏的用量,既不能像个“铁公鸡”一毛不拔,也不能像个“暴发户”肆意挥霍。
二、锡膏位置要精准:做个“神枪手”,一击即中哇哦,锡膏的位置那可是关键中的关键呀!“锡膏位置要精准,做个‘神枪手’,一击即中!”这就好比打靶,必须要瞄准目标,才能命中红心。
如果锡膏位置偏移,那整个电路就可能像个迷了路的小孩,不知所措啦!比如在电路板上,每个焊点都有它特定的位置,锡膏必须乖乖地待在那里,不能跑偏。
就像士兵要坚守自己的岗位一样,锡膏也得坚守它的“阵地”。
三、锡膏形状要规则:拒绝“歪瓜裂枣”,追求完美嘿呀,锡膏的形状可不能马虎!“锡膏形状要规则,拒绝‘歪瓜裂枣’,追求完美!”想象一下,如果锡膏形状奇奇怪怪的,那焊接出来的焊点不就像长歪了的牙齿一样难看吗?锡膏应该呈现出均匀、规则的形状,这样才能保证焊点的质量和可靠性。
就像我们都喜欢看整齐漂亮的牙齿一样,规则的锡膏形状也会让我们的电子作品更加赏心悦目。
比如说,在印刷过程中,要确保刮刀的压力和速度合适,这样才能印出漂亮的锡膏形状。
四、锡膏印刷要清晰:别做“模糊大师”锡膏印刷的清晰度也是至关重要的呀!“锡膏印刷要清晰,别做‘模糊大师’!”如果印刷出来的锡膏模模糊糊的,那简直就像是在雾里看花,根本看不清真面目。
锡膏印刷参数

1 刮刀的速度
刮刀的速度和锡膏的黏度有很大的关系,刮刀的速度越慢,锡膏的黏度越大;同样,刮刀的速度越快,锡膏的黏度就越小.调节这个参数要参照锡膏的成分和PCB元件的密度以及最小元件尺寸等相关参数.目前我们一般选择在30-65MM/S.
2 刮刀的压力
刮刀的压力对印刷影响很大,压力太大会导致锡膏印的很薄.目前我们一般都设定在8KG左右.理想的刮刀速度与压力应该是正好把锡膏从钢板表面刮干净,刮刀的速度与压力也存在一定的转换关系,即降低刮刀速度等于提高刮刀的压力,提高了刮刀速度等于降低刮刀的压力.
3 刮刀的宽度
如果刮刀相对于PCB过宽,那么就需要更大的压力,更多的锡膏参与其工作,因而会造成锡膏的浪费.一般刮刀的宽度为PCB长度(印刷方向)加上50MM左右为最佳,并要保证刮刀头落在金属模板上.
4 印刷间隙
印刷间隙是钢板装夹后与PCB之间的距离,关系到印刷后PCB上的留存量,其距离增大,锡膏量增多,一般控制在0-0.07MM
5 分离速度
锡膏印刷后,钢板离开PCB的瞬时速度即分离速度,是关系到印刷质量的参数,其调节能力也是体现印刷机质量好坏的参数,在精密印刷机中尤其重要,早期印刷机是恒速分离,先进的印刷机其钢板离开锡膏图形时有一个微小的停留过程,以保证获取最佳的印刷图形.。
印锡检查标准
印锡检查标准印锡检查标准主要包括以下几个方面:1.印刷质量:印刷质量是衡量印锡的重要指标,包括印刷厚度、均匀度、形态、线宽和偏移情况等。
印刷厚度要符合设计要求,不应过厚或过薄;印刷的均匀度要良好,保证元件焊接质量;印刷形态要清晰规范,线宽一致,偏移控制在一定范围内。
2.印刷位置:印刷位置要准确,不应有偏差。
对于特定的印刷位置,例如引脚、焊盘等,要确保锡膏印刷准确,防止出现偏移或错位的情况。
3.锡膏质量:锡膏的质量直接影响印刷效果和焊接质量。
要确保锡膏无杂质、无颗粒、无气泡,且具有一定的粘性和湿润性。
锡膏应均匀分布在印刷表面上,无漏印或多印的现象。
4.锡膏厚度:锡膏的厚度要适中,不能过厚或过薄。
过厚的锡膏可能导致元件焊接不良,过薄的锡膏则可能影响焊接效果和可靠性。
5.桥接和连锡:要检查印刷后是否存在桥接和连锡现象。
桥接是指锡膏在不该连接的地方连接起来,连锡则是相邻的引脚或焊盘之间出现多余的锡膏连接。
6.锡膏边缘:检查锡膏边缘是否整齐、光滑,无塌落、拉尖、少锡等现象。
7.反白和少锡:在放大镜下检查印刷品,观察元件PAD上锡膏是否有上下偏移或左右偏移,是否出现反白现象和少锡现象。
反白是指PCB在斜视时有反光现象,少锡则是指引脚或焊盘上锡膏不足。
8.钢网和模板:检查钢网和模板是否清洁、无异物堵塞。
钢网及模板的翘曲度也需要进行检测。
9.温度和时间控制:在检查过程中要确保温度和时间控制符合要求。
温度过高可能导致锡膏粘稠度下降,温度过低则可能影响锡膏的流动性和焊接效果。
总之,印锡检查标准需要根据具体的产品要求和工艺要求来确定,并且需要按照相关标准进行严格控制。
在生产过程中,要定期对印锡进行检查和测试,以确保产品质量和可靠性。
印刷锡膏厚度标准

印刷锡膏厚度标准嘿,朋友们!今天咱就来好好聊聊印刷锡膏厚度标准这个事儿。
你说这印刷锡膏厚度标准啊,就好比是做菜时放盐的量。
盐放多了,菜就咸得没法下口;盐放少了,又没啥味道。
印刷锡膏厚度也是一样,要是厚了,可能就会出现各种问题,比如焊点不饱满啦,连锡啦;要是薄了呢,又可能导致焊接不牢固,轻轻一碰就掉了。
这可不行呀!咱平常生活里也有很多类似的情况呀。
就像你穿鞋子,尺码大了,走路不跟脚,容易摔跟头;尺码小了,挤得脚疼,根本走不了路。
印刷锡膏厚度标准不就是这么个理儿嘛!那怎么才能把握好这个标准呢?这可得仔细琢磨琢磨。
就好像你要去一个陌生的地方,你得先知道路线吧,不然不就瞎转悠了嘛。
对于印刷锡膏厚度标准,咱就得先清楚了解各种参数和要求。
不同的电子产品,对锡膏厚度的要求可不一样哦!你想想看,一个小小的手机和一个大大的电视,能一样吗?手机里的零件那么精细,锡膏厚度肯定得特别精准才行;电视那么大,可能要求就没那么苛刻啦,但也不能马虎呀!这就好像盖房子,盖小茅屋和盖高楼大厦,那能一样吗?小茅屋随便弄弄可能就成了,高楼大厦可不行,得精确到每一块砖的位置和角度呢!印刷锡膏厚度标准也是这个道理呀。
而且啊,在实际操作中,还得考虑很多其他因素呢。
比如温度、湿度,这些都会影响锡膏的性能。
就像人一样,在不同的环境下状态也不一样。
热了会出汗,冷了会发抖,锡膏也会有不同的反应呢!咱可不能小瞧了这些因素,它们就像一个个小捣蛋鬼,稍不注意就会给你捣乱。
你得时刻盯着它们,把它们管得服服帖帖的。
还有啊,操作人员的技术水平也很关键呢!一个经验丰富的老手和一个刚入行的新手,那能一样吗?老手就像老司机,开起车来稳稳当当;新手可能就像刚学开车的人,还得慢慢摸索呢。
所以说呀,要想把印刷锡膏厚度标准把握好,可不是一件容易的事儿呢!这需要我们不断地学习、实践,积累经验。
就像学骑自行车,一开始可能会摔很多跤,但慢慢地就会骑得越来越好啦。
总之呢,印刷锡膏厚度标准可真是个重要的事儿,咱可得重视起来。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锡膏印刷检查事项及对策
●锡膏印刷品质是SMT不良产品的主要影响因素,据统计有约66%的不良品可以追溯到
锡膏印刷品质,有15%的不良品来至于回流焊,其余的不良来至于贴片机和原材料等,由此可见,锡膏印刷品质的好坏是电子产品好坏的主要影响因素。
●锡膏印刷质量的主要因素
1.首先是钢网质量:钢网厚度与开口尺寸确定了锡膏的印刷量。
锡膏量过多会产生桥接,
锡膏量过少会产生锡膏不足或虚焊。
钢网开口形状及开孔壁是否光滑也会影响脱模质量。
2.其次是锡膏质量:锡膏的粘度、印刷性(滚动性、转移性)、常温下的使用寿命等都会
影响质量。
3.印刷工艺参数:刮刀速度、压力、刮刀与网板的角度以及锡膏的粘度之间存在的一定制
约关系,因此只有正确控制这些参数,才能保证锡膏的印刷质量。
4.设备精度方面:在印刷高密度细间距产品时,印刷机的印刷精度和重复印刷精度也会起
一定影响。
5.环境温度、湿度、以及环境卫生:环境温度过高会降低锡膏的粘度,湿度过大时锡膏会
吸收空气中的水分,湿度过小时会加速锡膏中溶剂的挥发,环境中灰尘混入锡膏中会使焊点产生针孔等缺陷。
6.基板支撑位置的分布:机板支撑绝对与印刷结果有关,利用两支刮刀来回刮印如大部分
锡膏被刮走,残余未被刮走的部分就是支撑不良,容易出现连锡。
●
●
为换线/手动清洗钢网印刷前5PCS,异常发生或无法解决时,通知工程师。