SMT印刷检验标准
SMT印刷检验标准

文件编号版 本
A/0编制审核批准
第 1 页共 2 页发布日期修改日期
项目
判断标准项目
判断标准1、生产检验时必须遵循先印刷的先检验,先检验的先放入机器贴片,先贴片的先过炉,不可以先后次序调乱;以保证回流焊接的质量。
2、锡膏制程于常规情况下(温度:25℃ ±10 ;湿度:60℅±25)印刷锡膏后必须在60分钟内完成贴片,并于60分钟内完成回流焊接。
图例说明
图例说明
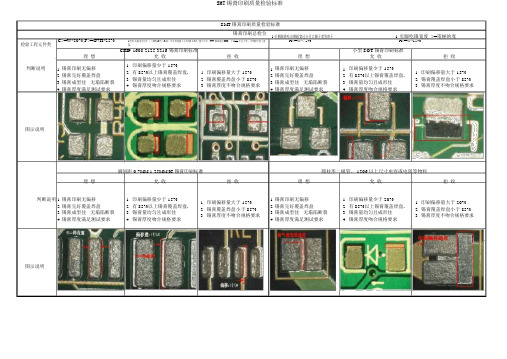
SMT印刷检验标准
各焊盘印锡膏成型佳,超过80%以上
覆盖各焊盘;无崩塌、缺锡、偏移等
现象
其所印锡膏移位小于焊盘的1/4,且成型佳,焊盘覆盖80%以上;无崩塌、缺锡及严重偏
移等现象
所印锡膏成型不良且断裂及凹凸不平。
印锡膏焊盘间有杂物(板屑,残锡)
特别注意:
OK
OK
NG
NG
各焊盘印锡膏成型佳,超过80%以上
覆盖各焊盘;无崩塌、缺锡、偏移等
现象
有1/3或以上的焊盘未覆盖锡膏三极管、IC 等有引脚的元件焊盘,
其所印锡膏移位超出焊盘的1/4以上,
或是元件贴装后会造成相邻焊盘短路。
印锡膏的成型模糊不清,并且
与相邻焊盘上的锡膏连在一起
印锡膏(元件标准)
印锡膏移位(元件允收)
锡膏印刷断锡(丝印不良)
印锡膏&杂物污染
OK
NG
NG NG
SMT/WI0154.锡膏印刷检验标准
印锡膏(IC 标准)印锡膏少锡
印锡膏移位
印锡膏连锡。
SMT品质检验及判定标准

系统名称SYSTEM:制造/生产管理系统主题SUBJECT:SMT品质检验及判定标准文件编号DOCUMENT NO.:PAGE 4 of 65 REV.6.2.1. CHIP 1608,2125,3216锡膏印刷规格示范。
6.2.1.1.标准(PREFERRED),如图1:6.2.1.1.锡膏并无偏移。
6.2.1.2.锡膏量,厚度均匀8.31MILS。
6.2.1.3.锡膏成型佳,无崩塌断裂。
6.2.1.4.锡膏覆盖锡垫90%以上。
图1 CHIP 1608,2125,3216锡膏印刷标准6.2.1.2.允收(ACCEPTABLE),如图2:6.2.1.2.1.钢板的开孔有缩孔但锡膏仍有85%覆盖锡垫。
6.2.1.2.2.锡量均匀。
6.2.1.2.3.锡膏厚度于规格内。
6.2.1.2.4.依此判定为允收。
图2 CHIP 1608,2125,3216锡膏印刷允收系统名称SYSTEM:制造/生产管理系统主题SUBJECT:SMT品质检验及判定标准文件编号DOCUMENT NO.:PAGE 5 of 65 REV.6.2.1.3.拒收(REJECT),如图3:6.2.1.3.1.锡膏量不足。
6.2.1.3.2.两点锡膏量不均。
6.2.1.3.3.印刷偏移超过20%锡垫。
6.2.1.3.4.依此判定为拒收。
图3 CHIP 1608,2125,3216锡膏印刷拒收6.2.2.MINI(SOT)锡膏印刷规格示范:6.2.2.1.标准(PREFERRED),如图4:6.2.2.1.1.锡膏无偏移。
6.2.2.1.2.锡膏完全覆盖锡垫。
6.2.2.1.3.三点锡膏量均匀,厚度8.31MILS。
6.2.2.1.4.依此为SOT零件锡膏印刷标准。
图4 MINI,SOT零件锡膏印刷标准系统名称SYSTEM:制造/生产管理系统主题SUBJECT:SMT品质检验及判定标准文件编号DOCUMENT NO.:PAGE 6 of 65 REV.6.2.2.2.允收(ACCEPTABLE),如图5:6.2.2.2.1.锡膏量均匀且成形佳。
SMT检验标准

返 回
28.殘留点胶 殘留点胶
判 定 标 准 粘胶沾在零件焊锡端或焊垫上,将影响焊点之 形成
返 回
29.板面不洁 板面不洁
判 定 标 准 1.板成异物影响焊点者 2.异物(不可擦拭)不得超过长10mm,宽 3mm,不得超过2点
返 回
30.零件损伤 零件损伤
判 定 标 准
1.零件表面或电极缺口,则允许但露出内部结构,则 不允许 2.玻璃元件体上的裂缝、刻痕或任何损伤 3.L、C、R零件表层剥离允许但露出内部结构,则不 允许 4.零件(L、C、R、IC、二极体/三极体)表面成型不 良,功能正常则允许但露出内部结构,则不允许 5.零件本体断裂则不允许 6.零件上的压痕和凸痕不影响功能则允许 7.塑料绝缘套的电感、绝缘套穿孔可允许
判 定 标 准
L
在任何一方向PCB弯曲,板弯不得超过0.75% X(板弯)/L(板长)X100%≦0.75%
返 回
2.印刷方面 印刷方面
判 定 标 准 1.基板没有注明板号、制造厂商、日期、零件 符号、零件方向,印字印在焊锡处 2.文字稿不清,、缺损、无法辨识,同一面不 能超过五个位置
返 回
3.点胶推力 点胶推力
检验重点及方法
17.吃锡过多 18.吃锡过少 19.锡尖现象 20.锡球现象 21.立碑现象 22.间距过小 23.零件孔塞 24.PCB损伤 25.殘余锡渣 26.殘留松香 27.结晶现象 28.殘留点胶 29.板面不洁 30.零件损伤 31.焊点锡洞 32.零件侧立(L/C)
1.板翘现象 板翘现象
返 回
19.锡尖现象 锡尖现象
判 定 标 准 因作业不良所造成的锡尖
返 回
20.锡球现象 锡球现象
判 定 标 准 锡球位于零件位置脚旁0.127mm范围内,或 每一立方英寸有五颗锡球,或锡球直径大于 0.127mm
SMT(SOP) 通用检验标准

称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!零件直立项 目零件直立电阻帖反标准模式电容、电感偏移零件间隔电容、电感偏移SMT 通用检验标准A01页码3/9判 定 說 明图 示 说 明(垂直方向)(水平方向)电阻偏移(水平方向)零件间隔电容、电感类实装W零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面)OKW W1W1≧W*25%,NG.W零件直立拒收称发行版次1、接触点与焊点端的距离至少是二极管的25%以上 1. L ≧D*25%,OK ;为最大允收量;2. w1≦W*50%, OK .2、二极管一端突出焊点的内侧部分小于二极管金属反之 NG .电镀宽度的50%,为最大允收量;3、超出以上标准则不良。
1、二极管突出焊点一端的部分应小于二极管直径的 25%,如果超出二极管直径的25%则拒收。
1. W<D*25%, OK ;2. W ≧D*25%, NG ;部品本体不可有缺边,缺角和破损现象。
SMT锡膏印刷检查标准
W
W a 1A
1.
w1≧ 2. a1
≦
w
1W
a 1A 1.w1< 2.a1>A w 1
W
1.w1>L L 1
2. L 1>L*
3.a1<A
w 1(注:A
为铜SMT 锡膏印刷检验标准印刷严重偏移 1.印刷偏离焊点且超过焊点长度
或宽度(该两者之一)的25%拒收;2.锡膏覆盖焊点面积的75%以下
拒收。
1.印刷图形与焊点明显不一致,
则不可允收;
2.涂污,两焊点之间距离是原设
计宽度的25%以下,不可允收;
3.涂污或倒塌面积超过附着面积
的10%以上者拒收。
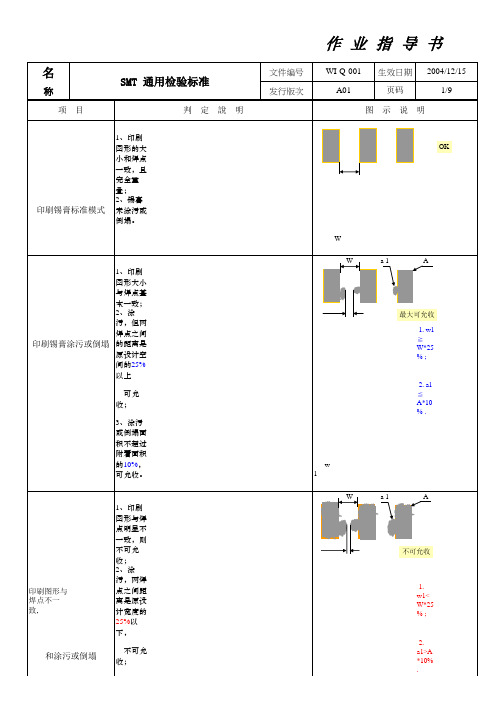
印刷图形与焊点不一致,和涂污或倒塌印刷锡膏标准模式印刷锡膏涂污或倒塌 1.印刷图形的大小和焊点一致,且完全重叠;2.锡膏未涂污或倒塌。
XX 电子科技有限公司
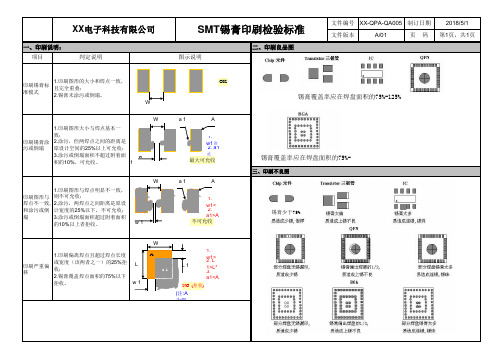
一、印刷说明:
二、印刷良品图项目判定说明图示说明三、印刷不良图
1.印刷图形大小与焊点基本一致;
2.涂污,但两焊点之间的距离是原设计空间的25%以上可允收;
3.涂污或倒塌面积不超过附着面积的10%,可允收。
文件编号XX-QPA-QA005制订日期2018/5/1文件版本A/01页 码第1页,共1页
OK 最大可允收不可允收A a 1NG (拒收)
锡膏覆盖率应在焊盘面积的75%-125%锡膏覆盖率应在焊盘面积的75%-
锡膏少于75%。
SMT检验规范

1.作用:用于管制以表面粘着之印刷电路板之质量,以利执行及质量保证之推行.2. 范围:使用SMT生产的所有产品之质量管理及检验3. 权责:制造部:在生产组装,检验或重工时,按此规范做100%的外观检查。
品保部:按此规范做抽样检查,确认制造部发现的不良问题,并负责修正此检验规范。
工程部:参与确认不良问题,且分析不良原因及提出改善办法。
4. 定义:无。
5. 相关文件:无6. 作业内容:6.1.抽样计划:依据MIL-STD-105E 抽样计划, AQL: 主缺点(Major Defects)为0.4, 轻缺点(Mini Defects) 为1.5。
6.2缺点分类6.2.1 主缺点(Major Defects):可能造成安全问题或功能不良或使用可靠或使用者发生报怨。
6.2.2轻缺点(Mini Defects):虽稍有不良但不会影响产品功能或使用可靠度,或不会引起使用者报怨。
6.3.检验方法及流程:6.3.1方法:从距离30cm处以45度目视, 依照本规范执行,同时比BOM& GoldSample。
6.3.2 流程:制造部每满1LOT数量送IPQC 检验(1 LOT 数量为:200~400pcs ), 如检验合格,检验员需盖上PASS章。
如不合格,盖上REJECT章,制造部返工后需重新送检。
对所有不合格批, IPQC 需追踪制造部重工结果。
6.4SMT外观检验标准1/4,0.2mm)空旷区沾锡可收,线路单线沾锡可收,备注: 本标准以IPC-A-610D标准作为参考,未提及部分以IPC-A-610D标准作为判断依据.。
SMT检验标准作业指导书
版次 页码 工序号
A.0 1/4
文件编号 生效日期 使用材料 规 格 数 量
1
胶水 焊盘 焊盘
胶水
图一
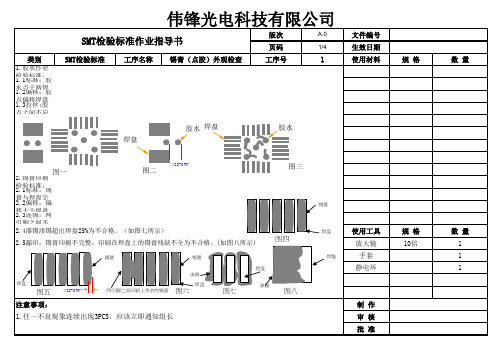
2.锡膏印刷检验标准:
图二
>25% W
图三
2.1标准:锡膏与焊盘完全重叠,锡膏表面应光滑、平整、没有空隙。(如图四所示) 2.2偏移:偏移大于焊盘25%为不合格。(如图五所示) 2.3连锡:两引脚之间不应连接之处印刷上锡膏为不合格。(如图六所示) 2.4滲锡渗锡超出焊盘25%为不合格。(如图七所示) 2.5漏印:锡膏印刷不完整,印刷在焊盘上的锡膏残缺不全为不合格。(如图八所示)
图五 图三 图四 图一
版次 页码 工序号
A.0 4/4
文件编号 生效日期 使用材料 规 格 数 量
4
图二
2.1.2.合格:锡覆盖在元件脚上方,但可见元件脚轮廓视为合格。(如图二所示)
2.2.2.合格:锡覆盖到零件脚上方,但可见元件脚轮廓视视为合格。(如图四所示)
2.3.1.标准:元件可焊接面均焊接在焊点上,且焊接高度达到零件高度。(如图五所示) 2.3.2.合格:焊锡未超过焊盘及元件焊点呈球鼓状,焊锡角度未超过90度。(如图六所示) 2.3.3.不合格:不符合上述条件者。 3.检查项目:浮脚 3.1.晶片型元件焊接点
>20%H >30%H
图六
使用工具 放大镜 手套 静电环 图七
规 格 10倍
数 量 1 1 1
1.4.1.标准:元件焊接面均焊在可焊接面上,且焊接高度达到元件直径30%以上。(如图七所示)
制 作 审 核 批 准
伟锋光电科技有限公司
SMT检验标准作业指导书 SMT检验标准作业指导书
类别 SMT检验标准 SMT检验标准 工序名称 炉后检查2 炉后检查2 2.检查项目:多锡 2.1.引脚元件焊接品质: 2.1.1.标准:元件脚端点与焊盘焊锡饱满且呈平滑圆弧形。(如图一所示) 2.1.3.不合格:不符合上述条件者。 2.2.J形导脚元件焊接品质 2.2.1.标准:元件脚端点与焊盘焊锡饱满且呈平滑圆弧形。(如图三所示) 2.2.3.不合格:不符合上述条件者。 2.3.距形元件焊接品质:
SMT印刷检验标准

3.1标准
【允收标准】(Accept Criterion):允收标准为包括理想状况、允收状况、拒收状况等三种状况。
【理想状况】(Target Condition):此组装情形接近理想与完美之组装结果。能有良好组装可靠度,判定为理想状况。
【允收状况】(Accept Condition):此组装情形未符合接近理想状况,但能维持组装可靠度故视为合格状况,判定为允收状况。
编制:李盆玉
审核:
批准:
东莞光虹电子有限公司
文件编号
GH/DZ-W-005
生效日期
2015/4/15
版本/版次
A/0
页码
2/3
项目
判定说明
图示说明
备注
2.SOT元件
1.锡膏无偏移
2.锡膏完全覆盖焊盘
3.三点锡膏均匀
4.锡膏厚度满足测试要求
标准
1.锡膏量均匀且成形佳
2.有85%以上锡膏覆盖焊盘.
3.印刷偏移量少于15%
项目
判定说明
图示说明
备注
6.焊盘间距为0.7MM
1.锡膏量均匀且成形佳
2.锡膏100%覆盖于焊盘上
锡膏印刷无偏移
标准
1.锡膏虽成形不佳,但仍足将
2.各点锡膏偏移未超过15%焊盘
允收
1.锡膏超过15%未覆盖焊盘
2.锡膏几乎覆盖两条焊盘
3.锡膏印刷形成桥连
拒收
西安重装渭南光电科技有限公司
编制:
审核:
批准:
锡膏印刷检验规范
西安重装渭南光电科技有限公司
编制:
审核:
批准:
名称
锡膏印刷检验标准
文件编号
PZ-001
SMT检验标准(PCBA).docx

SMT检验标准(PCBA).docx检验项目 :A-1 零件脚吃锡不足SOP QFP(Inspection Item: A-1 Insufficient Solder SOP QFP Lead)允收标准 (Accept Standard)拒收标准(Reject Standard)吃锡应该达零件脚长的1/2 以上及需有爬锡的状況Side joint length (D) is more than 50% of lead length(L).吃锡未达脚长 1/2 以上Side joint length (D) is less than 50% of lead length(L) .检验项目: A-2 零件脚吃锡不足PLCC SOJ(Inspection Item: A-2 Insufficient Solder PLCC SOJ Lead)允收标准 (Accept Standard)拒收标准(Reject Standard)吃锡高度 (F) >=零件脚厚度 (T)的 1/2吃锡高度 (F)< 零件脚厚度(T) 的 1/2+焊接物 (G)+焊接物 (G) Heel fillet height(F) more than Heel fillet height(F)less than solder s older thickness(G) plus 50% Lead thickness(G) + 50% lead thickness(T) thickness(T)检验项目 :A-3 零件偏移 SOP QFP(Inspection Item:A-3 Component Shift SOP QFP )允收标准 (Accept Standard)拒收标准(Reject Standard)偏移 : 1.零件脚(W)超出PCB不可超过本体宽度的1/4Component lead shift off the pad,ut notexceed 1/4 width of lead width (W)2.对于尺寸小于 0.5mm之 QFP零件偏移量不可超过本体宽度的 1/2.The QFP component lead of pitchless than 0.5mm shift off the pad, butnot exceed 1/2 width of lead width .1.零件偏离焊垫且零件与焊垫接触面积 (C) 占零件本体宽度 (W)的 3/4 以下 . Component lead shift off the pad andcontact the pad less than3/4 width of leadwidth(W)检验项目:A-4 零件偏移PLCC SOJ (Inspection Item: A-4 Component Shift)允收标准 (Accept Standard)零件脚超出 PCB(A)不可超过本体 1/4(W) Component Lead shift off the pad, but not exceed 1/4 width of Lead area(W).拒收标准 (Reject Standard)零件偏离焊垫且超出本体面积1/4(W). Component Lead shift off the pad and exceed 1/4 width of Lead area(W)检验项目 :A-5零件偏移(Inspection Item:A-5 Component shift) 允收标准 (Accept Standard)拒收标准(Reject Standard)零件位於焊垫中心点 .零件偏离焊垫且超出本体宽度1/4.Component is on the center of pad Component body shift off the pad andexceed 1/4Width of body width.检验项目 : A-6吃锡过多(Inspection Item:A-6 Excess Solder)允收標準 (Accept Standard)拒收標準(Reject Standard)吃锡带形状如锥形 .The contour of soldering look like conic shape.焊锡超过焊垫四周Tin excess around of pad.锡过多结成球点Tin too much look like ball shape检验项目 : A-7立件(Inspection Item: Tombstone Effect)允收标准 (Accept Standard)拒收标准(Reject Standard)零件位於焊垫中心点 .零件高翘造成电极端未吃锡Component is on the center of pad Chip components standing on theirTerminal end ( tombstone )检验项目 : A-8反向(Inspection Item: A-8 Component Reverse)允收标准 (Accept Standard)方向零件依PCB上方向标示上件The polarity component is inserted according with polarity index on PCB.拒收标准 (Reject Standard)零件上件方向与PCB上方向标示不同The polarity component is inserted reversing with polarity index on PCB.检验项目 : A-9空焊(Inspection Item:A-9 Void Soldering)零件吃锡饱满 , 并延伸至焊垫边 .零件脚吃锡未连接焊垫,造成空焊Solder well and Tin extend over side of Onelead or series of leads on component pad.Is out of alignment and fails to make Proper contact with the land.检验项目 : A-10短路(Inspection Item:A-10 Short Circuit)零件吃锡部份无任何短路.零件吃锡部份造成短路.There isn ’t an y short circuit on solder There is short circuit on solder part of part of /doc/279956545.html,ponent.检验项目 : A-11缺件(Inspection Item:A-11 Omitting Part)允收标准 (Accept Standard)PCB零件数目与BOM零件数目相符合. The component quantity of PCB have to match the component quantity on BOM 拒收标准 (Reject Standard)PCB零件数目与BOM零件数目不符合. The component quantity of PCB don’t match the component quantity on BOM.检验项目 : A-12多件(Inspection Item:A-12 Excess Parts)允收标准 (Accept Standard)拒收标准(Reject Standard)PCB零件数目与 BOM零件数目相符合 .PCB零件数目与 BOM零件数目不符合The component quantity of PCB have to The component quantity of PCB don’t match the component quantity on BOM match the component quantity on BOM.检验项目 : A-13掉件(Inspection Item:A-13 Missing Parts)允收标准 (Accept Standard)拒收标准(Reject Standard)PCB零件数目与BOM零件数目相符合. The component quantity of PCB have to match the component quantity on BOM 外力造成掉件The component of external force makemissing parts检验项目: A-14焊垫吃锡不足(Inspection Item:A-14 Insufficient Pad)吃锡带形状如锥形焊垫吃锡面积未达75%以上 .The contour of soldering look The solder area don’t like conic shape.excess 75% of pad.检验项目 : A-15锡尖(Inspection Item:A-15 Solder Icicle)零件脚无造成锡尖 .零件脚造成锡尖.There isn ’t any icicle on component lead There is an icicle on component lead.检验项目 : A-16零件破损(Inspection Item:A-16 Component Breakage)零件无任何裂痕或断裂零件外部有刮、刺、割、碰等损伤. There isn ’t any breakage or break There is some scratch 、dub、 cut or bumpdamage on component appearance.检验项目 : A-17金手指缺点(Inspection Item:A-17 Defect On Golden Finger )允收标准 (Accept Standard)1.每面缺点不超过 3 根, 单根不能超过两点﹐缺点单点不得大於金手指宽度 1/4 。
1.SMT 检验规范

6〃最小錫點高度(F)
「可接受--等級1,2 〃元件末端垂直面有明顯錫浸潤 「可接受--等級3 〃最小錫點高度(F)等於錫膏厚度 (G)加上元件末端高度(H)的 25%,或等於錫膏厚度(G)加上 0.5mm[0.02in] 「不良--等級1,2 〃元件末端垂直面無錫浸潤 「不良--等級3 〃最小錫點高度(F)小於錫膏厚度 (G)加上元件末端高度(H)的 25%,或小於錫膏厚度(G)加上 0.5mm[0.02in] 「不良--等級1,2,3 〃少錫 〃無明顯浸潤
4〃側邊連接面長(D)
「目標-等級1,2,3
〃側面連接面長度(D)等于元 件底部焊接面長度(L)
「可接受-等級1,2,3 〃任意(D)都可以接受如果滿足 了所有焊接要求。
5〃最大錫膏點高度(E)
「等級1,2,3沒有規定最大錫點高度(E)要求
6〃最小錫點高度(F)
「等級1,2,3沒有要求
最小錫點高度(E),但 要有明顯錫爬坡
標注6-不適用於末端底部為焊接面元件
1.側邊偏移(A)
目標--等級1,2,3 無側邊偏移 可接受--等級1,2,3 側邊偏移(A)小於等於元件直 徑寬度(w)或pad寬度(P)的 25%,取較小者
不良--等級1,2,3 側邊偏移(A)大於元件直徑寬 度(w)或pad寬度(P)的25%, 取較小者
等級3
75%(R)或75%(S),取其較小;標注6
(G)+25%(W)或(G)+1.0mm〔0.0394in〕, 取其較小
元件末端直徑
W
note3
標注1-不要違反最低電子清潔度要求
標注2- (C)從錫點最狹窄的點開始算起 標注3-沒有標准化的參數,決定于元件設計 標注4-浸潤明顯 標注5-錫膏可能懸垂于pad之上,並且/或者延伸到元件末端金屬帽 的頂部,但是沒有進一步延伸到元件本體的頂部。
SMT检验标准

偏位 变形 倾斜 沾锡 浮焊 裂锡 锡洞 开裂 断线 短路 漏红胶 标示不 零件孔 损件 零件脚 翘 焊点腐
描述 规格或参数与BOM要求不符。 应有之零件的位置而无。 不应有的位置而有零件 。 有极性的元件方向反。 焊盘上未沾锡且未与零件焊接上。 零件脚未沾附锡或表面沾锡经大头针拔脚便松动。 零件焊盘有锡但未与零件焊接上或焊点未吃锡零件引焊线或铜 箔未接触到或被松香隔离 。 零件一端立起与其应导通的线路形成断路 。 贴片零件吃锡量不足于零件厚度的1/3及IC类零件吃锡少于脚厚 的1/2。 两独立相邻,且不同线路的焊点因焊锡、锡渣、锡丝连通。 呈球状的锡存于 PCB 或零件周围, 锡珠直径不大于 0.15mm或 存于两脚间引起短路 。 IC 或其它零件折脚未入插槽或孔。 IC 或其它零件脚插错位置。 IC 及其它零件在同一 PCB 板上多种厂牌或混成其它规格的物 PCB 板水印不得超过 PCB 板面积的 1/4。 焊锡表面暗晦无光泽或成粗糙粒状表面,引线与铜箔未完全溶 元件脚未露出锡点,锡点未成弧状扩散。 贴片零件等吃锡超过零件顶端加上零件厚度一半的高度或成一 圆球状锡点或 PCB 板呈锐角或呈圆球状。 零件本体或脚发生氧化生锈情形。 焊点发黑,不光亮,不上锡。 所有零件均需于 PCB 平贴或至最低部。 IC 及脚座与各型 CON插座不得浮起超过 0.5MM。 电阻、电容、二极管等元件小于或等于 1MM,单过浮起小于或 等开 2MM。 大功率电阻、二极管等元件浮高大于或等于 3MM 。 片状器件超过器件焊接宽度之 1/3 。 PLCC、SOP 器件超过器件脚宽之 1/4。 QFP 器件超过器件脚宽之 1/4 。 PCB 或零件遭挤迫,重压导致变形。 零件于 PCB 板成垂直,若有倾斜,不得超过 15 度,且不得超过 PCB 板边。 PCB 板或零件本体不得沾有锡或锡渣。 零件引脚浮于焊锡表面未被覆盖。 锡点破裂或裂纹深入焊锡内部。 焊锡表面有缺口或小洞超出锡点焊盘面积 20%以上。 插座开裂长度小于或等于三针宽度。 应导通的线路未导通。 焊点间焊锡或锡脚造成短路。 红胶溢到焊盘上影响焊接 。 元件印字不良无法辨认其规格和方向。 制程因素(如锡膏熔化,过锡炉)造成零件孔、螺丝孔等堵塞 零件表面损伤、缺角只影响外观。 零件损伤、破裂会影响电气性能或装配。 QFP 或 SOP 等零件脚翘起,未平贴板面,翘起高度为超过零件 脚的厚度 。 焊锡点未清洗干净,造成焊点腐蚀或暗色或氧化。
SMT产品检验标准

SMT产品检验标准一.印锡膏检验标准:锡膏桥连:铜薄上锡膏彼此之间连在一起,呈桥连状。
模糊:印在PCB铜薄上所有锡膏看不清其边线与棱角,呈模糊状。
不均匀:印在PCB铜薄上所有锡膏厚度不一致,有凹凸不平现象。
偏薄:印在PCB铜薄锡膏厚度较常规定值偏大(依据钢网厚度决定)。
偏厚:印在PCB铜薄上锡膏离较常规定值偏小(依据钢网厚度决定)。
偏移:印在PCB铜薄上锡膏与铜铂之间距离不是整齐一一对应。
移位:印在PCB铜铂上锡膏超过铜薄面,前后左右位置发生移动。
漏印:应该印而没印上。
多印:没有要求印而印上。
二.贴装元件检验标准:空焊:元器件脚与铜薄之间没有锡焊接着。
虚焊:元器件脚与铜薄之间有锡焊着,但用针可以拨动。
元器件脚与铜薄之间有锡焊着,用针不可以拨动,但通电测试不稳定。
短路:元器件脚与脚相靠在一起。
元器件脚与脚之间有焊锡或锡珠造成两者连在一起。
元器件脚与脚之间有杂物造成两者连在一起。
冷焊:焊锡点表面灰暗粗糙,不平滑,未完全溶化。
多锡:附着在元器件脚上锡量超出正常吃锡量要求。
少锡:附着在元器件脚上锡量少于正常吃锡量要求。
偏移:元器件端面与铜薄之间不是整齐一一对应的。
错位:元器件端面超过铜薄面,前后左右位置发生称动。
锡洞/针孔:元器件脚与铜薄之间的焊锡表面有针孔或小洞。
锡尖:元器件脚与铜薄之间的锡表面有尖长的锡尖。
错件:不符合文件(BOM、ECN、样板等)要求。
在精度上有差异,影响电性功能。
实测值不符合规定要求,出现较大差异。
未按位置贴装,位置不正确。
混料:元器件中出现不同类型、不同规格的料。
翻件:元器件本体与规定方向上下面旋转180度。
方向极性:元器件本体方向与PCB焊盘设计规定方向不相对应。
极性反:元器件本体正负极与PCB焊盘设计规定极性不相对应。
漏件/多件:未按规定用量贴装,用量不正确。
损件:元器件本体表面或边角局部出现缺损痕迹。
立碑:元器件一端面向上倾斜或一端面向上翘起。
划伤:元器件本体表面局部出现类刀割或手指划的痕迹。
SMT检验标准(作业指导书)
.)以下为最大允收限度,如果超过25%则拒收。
名文件编号称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ;大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L 1、两元件之间最小间隔在0.5mm 以上为最大允收;1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收! 文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L 1、两元件之间最小间隔在0.5mm 以上为最大允收;1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .电阻偏移(垂直方向)项 目零件直立电阻帖反标准模式电容、电感偏移零件间隔电容、电感偏移作 业 指 导 书SMT 通用检验标准WI-Q-001生效日期2004-12-15A01页码3/9判 定 說 明图 示 说 明(垂直方向)(水平方向)电阻偏移(水平方向)零件间隔电容、电感类实装W W1≧W*25%,NGW 零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面OK W W1W1≧W*25%,NG W零件直立拒收!名文件编号称发行版次1、元件倾斜突出焊点的部份须小于元件宽度的25%,反之则拒收。
(NG)1、三极管的三个引脚处于焊点的中心位置。
1、三极管的引脚超出焊点的部份须小于或等于引脚 1. w1≦W*1/2, OK ; 宽度的1/2;若大于1/2则不良。
SMT(贴片)检查标准
●
B区
B区
⑷金手指缺口:A区有缺口为不合格,B区缺损,凹进超过整体面积的20% 凹点 为来、不合格。 金手指 <20%
B
A 合格
B
A区
⑸金手指针孔 ●A区0.13mm以下的可接受一个,一个以上为不合格
第 4 页,共 16 页
SMT贴片元件检查标准
●
B区0.5mm以下的可接受两个,两个以上为不合格 0.05mm以下的忽略不计。 多孔区域须小于接触片的10%,大于10%为不合格 A区
但偏移部分的焊电极不可与其它电路接触
引脚偏移 LEAD偏移为LEAD宽度的1/3以下。
PAD
LEAD宽度
引線和鄰近焊盤之間的間隔為0.08mm以上。 引脚偏移
0.08mm以上
PAD 第 9 页,共 16 页
LEAD
SMT贴片元件检查标准
引脚浮起 整个引脚浮起为不合格,但有焊锡相连、端部浮起在0.3mm以下允许通过
●
●
B区两个不在同一侧 合格
⑹金手指污染
● ●
A区不允许有任何污染现象 B区不可有超过0.05mm2的油迹、白色结晶膜等残留表面 油迹,松香
胶纸迹 不合格 ⑺金手指残留铜箔 ●边缘整齐,无细铜丝与其它线路相连、相碰
铜丝短路
●
不合格 边缘批缝须在以下范围:当 L1〈 0.5mm时,L2≥ 0.15mm 当 L1≥ 0.5mm时,L2≥ 0.2mm
金手指 L1 L2 铜箔批缝
⑻绿油
●
从金手指上部引出的线路暴露于外,绿油没有覆盖的地方不得超过0.5mm, 且暴露部分必须是镀金部分
第 5 页,共 16 页
SMT贴片元件检查标准
●
绿油覆盖金手指不 得超过0.5mm 金手指
SMT检验标准

A
1. w21. < a1>A 拒收
拒 收 L1
拒收
允 收
允收
6、元件 与板的间
红
1、偏移
胶
量大于
印
1/5元件
刷
宽度或大 于1/5焊
盘宽度;
元件偏移拒收 示范
2、元件 与板的间 隙超过
0.15mm
3。元器
件左右偏
移角度超
过+/—5
度
1、胶量
胶量不足、不
不足; 2、胶量
均拒收示范 不均;
拒收 拒收
胶量偏
L
间隔<05mm 拒收
元件直立拒收
电阻不可 文字面(翻白)
元件浮高拒收 1、元件与板的浮高距离≤0.15mm为最大允收,否则拒
示范
收;
拒收
名
称 项 目
福建德晖实业有限公司
SMT 检验标准
判 定 說 明
文件编号 DH-PG-SMT-001 生效日期 2015/3/1
发行版次
A01
页码
4/7
图 示 说 明
类
+/—5度。
实
装
标 准
元件间隔拒收 1、两元
示范
件 2、之两间元最
件之间最
W
元件立件拒收 1、元 示范 件立件拒
元件贴反拒收 1、文 示范 字面贴反 拒收。
元件浮高拒收 1、元件与板的浮高距离≤0.15mm为最大允收,否则拒
示范
收;
拒收
OK
A≥20%元件 宽 拒收
1. L2 ≧ L*1/4, OK ; 2. L2<L *1/4, NG .
示范
1、印刷 图 2、形涂与焊 污 , 不两 可焊 允
SMT尺寸检验标准-005

SMT尺寸检验标准-005本文档旨在确定SMT(表面贴装技术)尺寸检验的标准。
该标准适用于SMT组装过程中的元件尺寸检验。
1. 目的和范围本标准的目的是确保在SMT过程中,元件的尺寸符合特定要求,以保证产品质量和可靠性。
本标准适用于所有SMT组装过程中所使用的元件尺寸检验。
2. 定义和缩写- SMT:表面贴装技术(Surface Mount Technology)- PCB:印刷电路板(Printed Circuit Board)3. 尺寸检验方法SMT尺寸检验应按以下步骤进行:3.1 准备工作在进行尺寸检验前,需要准备以下工作:- 检验仪器设备:确保使用准确可靠的尺寸检测设备。
- 检验环境:将检验环境保持干净整洁,以避免灰尘和杂质的干扰。
3.2 尺寸检验步骤1. 准备待检元件:将待检元件准确摆放在检测平台上。
2. 开始检验:使用合适的尺寸检测设备测量元件的长度、宽度、高度等尺寸信息。
3. 检验记录:记录所有测量结果,并进行分类和整理。
4. 判定结果:根据产品要求和标准规定,判断测量结果是否合格。
5. 处理不合格项:如果出现不合格的测量结果,及时采取纠正措施,并记录整改过程。
4. 尺寸检验要求尺寸检验应按以下要求进行:- 元件尺寸应符合产品的设计要求和规格书的规定。
- 元件尺寸偏差应在规定的公差范围内。
5. 样品数量尺寸检验的样品数量应根据产品的要求和相关标准进行确定,以确保样品的代表性和可靠性。
6. 风险控制在进行尺寸检验时,需要注意以下风险:- 检验设备的误差:确保使用准确可靠的尺寸检测设备,定期校准设备。
- 检验过程不准确:按照标准操作程序进行检验,确保操作准确、规范。
- 数据记录错误:使用准确可靠的记录方式,确保数据记录的准确性。
7. 参考文献列出本标准所参考的相关文献和标准。
8. 修订记录记录本标准的修订历史和修改内容。
以上为SMT尺寸检验标准-005的简要内容,如需详细了解该标准的具体内容,请参阅完整文档。
SMT品质检验标准

SMT品质检验标准一、品质判定:SMT制程分为锡膏制程与点胶制程(1)制程中缺点分为:A、严重缺点,〈CRITICAL DEFECT〉:简写CR,凡有危害制品的使用者或携带者之生命或安全之缺点谓之;B、主要缺点,〈MAJOR DEFECT〉简写MA,制品单位的使用性能不能达到所期望之目的,明显的减低其实用性质的缺点谓之;C、次要缺点,〈MINOR DEFECT〉简写MI;2、点胶制程中的缺点,一般有:错件、缺件、反向、倒置、偏离、异物、溢胶、浮高、侧立、刮伤;3、锡膏制程中的缺点,一般有:空焊、假焊、冷焊、针孔、少锡、包焊、短路、错件、缺件、反向、倒置、偏离、异物、PCB起泡、直立、侧立、锡珠;二、SMT重点品质说明:1、空焊:零件脚或引脚与锡垫间因没有锡或其它因素造成没有接洽;2、假焊:假焊之现象与空焊类似,但其锡垫之锡量太少,低于接洽面标准;3、冷焊:锡或锡膏在回风炉气化后,在锡垫上仍有模糊的粒状附着物;4、针孔:板底不能有洞孔现象出现;5、少锡:零件面吃锡不良,未达75%以上;6、包焊:焊点焊锡过多,看不到零件脚或其轮廓者;7、短路:又称桥接,有脚零件在脚与脚之间被多余之焊锡所联接短路;8、错件:零件放置之规格或种类与作业规定或BOM、ECN不符者,即为错件;9、缺件:应放置零件之位置,因陋就简正常之缘故而产生空缺;10反向:有极性之零组件与加工工程样品、方向相反,即为反向;11、倒置:又为反白,零件有规格标示一面倒置于PDA上;12、偏离:零件超出PAD之部分,不得大于本体宽度之1/4;13、异物:可导电之异物〈锡渣、锡球、铁线〉;不可导电之异物〈贴纸〉;14、不洁:加工作业不良,造成板面不洁净或CHIPS脚与脚之间附有异物或CHIPS修补不良有点胶、助焊剂、防焊绿漆、松香等均视为不合格品;15、PCB起泡:PCB板离层起泡或白斑现象;16、溢胶:胶水溢于零件两端PAD上;17、点胶推拉力必须在1;5KG以上;18、锡珠:于零件脚四周,有白色结晶沉淀物;〈也可说为锡珠SOLDER BALL〉19、浮高:零件一脚〈端〉跷起;20、侧立:零件侧面立起;21、直立:零件纵向站立〈又称墓碑现象〉;22、刮伤:PCB板堆积防护不当或重工防护不当产生刮伤问题;23、报废:线路断;三、SMT检验要项:1、检验部分:A、板子外观是否有起泡、撞伤、刮伤等现象;B、核对BOM是否有错件、多件、缺件;C、检视吃锡状况是否良好;D、零件是否有极性反向、零件倒置、零件偏位;E、零件外观是否有破损、印刷不良等现象;F、板子及零件是否有污染、不洁、氧化等现象;G、是否有因修补等到问题造成不良;2、包装部分:A、现品票或流程卡之书写核对;B、辅助表单是否齐全正确;C、包材是否有破损且大于PCB之面积;D、应贴之贴纸是否齐全正确;E、是否有应作ECN标示而未标示;F、包装之方法是否正确,是否造成品质不良;G、PCB是否有混装现象;H、PCB外箱标示是否有与实物不符现象;I、是否有按厂商之规定包装;J、包装标示OK后,是否先经领班确认再由QA盖章;四、SMT检验标准:1、见SMT基板CHECK指导书;2、见SMT锡点检验标准;3、见SMT点胶CHECK指导书;。
(5)SMT检验规范

五.SMT檢驗規范一.SMT三十二項不良短路﹑空焊﹑冷焊﹑錯件﹑墓碑﹑錫珠﹑位移﹑缺件﹑極性反﹑零件反白﹑多件﹑損件﹑零件氧化﹑多錫﹑少錫﹑錫裂﹑錫尖﹑錫膏氧化﹑金手指沾錫﹐金手指刮傷﹑殘留物﹑線路毛邊﹑線路開路﹑PCB刮傷﹑PCB文字印刷不良﹑錫洞﹑爆板﹑溢膠﹑少膠﹑PCB氧化﹑蹺皮﹑漏印。
二.主要六項不良的分析1>短路﹕現象﹕簡單的說就是焊點與焊點之間的連結(如圖所示)。
產生原因﹕印刷短路﹑著裝短路﹑REFLOW參數設置不當而造成短路﹑人為因素。
<1> 印刷短路的原因主要有﹕頂PIN設置不當﹔刮刀速度太快﹔刮刀壓力不夠﹔鋼網張力不夠﹔鋼板不干淨﹔錫膏黏度不夠。
<2>著裝短路的原因主要有﹕貼裝坐標不正確﹔機器性能不穩定。
<3>REFLOW參數設置不當而造成短路的原因有﹕升溫階段升溫太快。
<4>人為因素﹕PCB板放入REFLOW時﹐放置不平穩。
不小心觸動零件而末發現。
對策﹕<1>放置好頂PIN; 根據機種設置合適的速度﹔調整好刮刀壓力﹔更換或重開鋼網﹔清洗鋼網﹔更換錫膏。
<2>修改貼裝坐標﹔做機器保養或修理。
<3>重新設置REFLOW溫度﹐量測PROFILE。
<4>作業時盡可能少碰觸PCB或零件﹐做到細致認真。
2>空焊﹕現象﹕(如圖所示)產生原因﹕印刷不良﹑著裝不良﹑人為因素﹑來料不良。
<1>錫量不足<2>零件位移<3>手貼件位移<4>零件形變對策﹕<1>調整刮刀壓力﹐增加錫膏厚度。
<2>調整零件參數以及貼裝坐標<3>盡量做到無手貼零件<4>選用產品質量高興譽高的供應商3>冷焊﹕現象﹕(如圖所示)產生原因﹕<1>爐溫設置不當(溫度或時間不夠)<2>零件焊錫性不好對策﹕<1>重設爐溫重量Profile至合格的Profile為止<2>查零件焊錫面(不使用過期和氧化之零件)4>錯件﹕現象﹕(如圖所示)產生原因﹕<1>來料中混料<2>上料時上錯料<3>人工補件補錯<4>機器貼錯對策﹕<1>選用產品質量高興譽高的供應商<2>上料時必須有兩個以上人員核對<3>補件根據Sample5>墓碑現象﹕(如圖所示)產生原因﹕<1>著裝位移<2>零件過期端面氧化<3>印刷不均勻(鋼網開口﹔刮刀是否與鋼網平行﹔鋼網下是否有異物﹔頂PIN是否頂好)。
SMT锡膏印刷品质检验规范
SMT锡膏印刷质量检验标准SMT锡膏印刷质量检验标准C>=W*50%,F>=G+H*25%锡膏印刷总检位1.引侧脚悬吃出锡超宽过分引大脚于宽等度于 1.引脚吃锡宽度 >=電極的寬检验工程元件类1.恰好.高最出出引小〔〔脚侧A外〕A面〕形大焊是器于点件25长25〔度%%引〔WW脚或或位D00〕于.5mm.小元于件。
引体脚中宽上度部,A<=W*75%A<=W*25%小型SOT锡膏印刷标准CHIP 1608 2125 3216 锡膏印刷标准理想允收拒收理想允收拒收判断说明 1.锡膏印刷无偏移1.印刷偏移量少于 15%1.锡膏印刷无偏移 1.印刷偏移量少于 15%2.有85%以上锡膏覆盖焊盘. 1.印刷偏移量大于 15% 1.印刷偏移量大于 15%2.锡膏完好覆盖焊盘 2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘.3.锡膏量均匀且成形佳 2.锡膏覆盖焊盘小于 85%. 2.锡膏覆盖焊盘小于 85%.3.锡膏成型佳 . 无塌陷断裂 3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳4.锡膏厚度吻合规格要求 3.锡膏厚度不吻合规格要求 3.锡膏厚度不吻合规格要求4.锡膏厚度满足测试要求 4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求图示说明脚间距 0.7MM-1.25MM IC锡膏印刷标准圆柱形二极管、 1206以上尺寸电容或电阻等物料理想允收拒收理想允收拒收判断说明1.锡膏印刷无偏移 1.印刷偏移量少于 15%1.印刷偏移量大于 15%1.锡膏印刷无偏移 1.印刷偏移量少于 20%1.印刷偏移量大于 20%2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘. 2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘.2.锡膏覆盖焊盘小于 85%. 2.锡膏覆盖焊盘小于 85%.3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳 3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳3.锡膏厚度不吻合规格要求 3.锡膏厚度不吻合规格要求4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求 4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求图示说明。
SMT目视检查标准

③
①
②
拉丝
注:①②胶水在焊盘上为不合格 ③胶水连在一起易产生拉丝不良
偏移
注:①胶点偏出元件超出一个胶点为不合格 ②胶水点到焊盘上为不合格
单孔不良
注:有一个孔没有出胶水
合格
胶量过多
注:胶水溢到焊盘上为不合格
胶量过小
注:胶量小于正常胶量的2/3为不合格
漏点
注:胶水没有点出来,不合格
丝网印刷机目视检查标准
主要不良现象
少锡
注:部分焊盘漏铜,没有刷上锡膏为源自合格起角注:焊膏峰高≥4/3正常厚度为不合格
塌陷
注:塌陷易造成连焊,不合格
合格
刮起
注:部分焊膏不能均匀被刷到焊盘上,不合格
渗漏
注:由于渗漏产生的连焊发生,不合格
偏移
注:由于偏移造成虚焊,不合格
点胶机目视检查标准
主要不良现象
①
②
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
S M T印刷检验标准 Document number:PBGCG-0857-BTDO-0089-PTT1998
锡膏印刷检验规范
standards
东莞光虹电子有限公司文件编号GH/DZ-W-005 生效日期2015/4/15 版本/版次A/0 页码1/3
项目判定说明图示说明备注
1.CHIP 料1.锡膏印刷无偏移
2.锡膏量.厚度符合要求
3.锡膏成型佳.无崩塌断裂
4.锡膏覆盖焊盘90%以上
标准
1.钢网的开孔有缩孔,但锡膏
仍有85%覆盖焊盘.
2.锡膏量均匀
3.锡膏厚度在要求规格内
允收
1.锡膏量不足.
2.两点锡膏量不均
3.锡膏印刷偏移超过15%焊盘
拒收锡膏印刷检验标准
Solder paste printing inspection
standards 编制:李盆玉审核:
批准:
东莞光虹电子有限公司文件编号GH/DZ-W-005 生效日期2015/4/15 版本/版次A/0 页码2/3
项目判定说明图示说明备注
元件
1.锡膏无偏移
2.锡膏完全覆盖焊盘
3.三点锡膏均匀
4.锡膏厚度满足测试要求标准
1.锡膏量均匀且成形佳
2.有85%以上锡膏覆盖焊盘.
3.印刷偏移量少于15%
4.锡膏厚度符合规格要求
允许
1.锡膏85%以上未覆盖焊盘.
2.有严重缺锡
拒收
锡膏印刷检验标准
Solder paste printing inspection
standards
编制:李盆玉
审核:
批准:
东莞光虹电子有限公司文件编号GH/DZ-W-005 生效日期2015/4/15 版本/版次A/0 页码3/3
项目判定说明图示说明备注
二极管、电容等(1206以上尺寸物料)1.锡膏印刷成形佳
2.锡膏印刷无偏移
3.锡膏厚度测试符合要求
4.如些开孔可以使热气排
除,以免造成气流使无件偏
移
标准
1.锡膏量足
2.锡膏覆盖焊盘有85%以上
3.锡膏成形佳
允收
%以上锡膏未完全覆盖焊盘
2.锡膏偏移超过20%焊盘
拒收
西安重装渭南光电科技有限公司编制:审核:批准:
名称锡膏印刷检验标准文件编号PZ-001 生效日期
发行版次A01 页码6/10
项目判定说明图示说明备注
4.焊盘间为1.各锡膏几乎完全覆盖各焊盘
2.锡膏量均匀,厚度在测试范
围内
3.锡膏成型佳,无缺锡、崩塌
标准
1.锡膏成形佳
2.虽有偏移,但未超过15%焊
盘
3.锡膏厚度测试合乎要求允收
1.锡膏偏移量超过15%焊盘
2.元件放置后会造成短路
拒收
西安重装渭南光电科技有限公司编制:审核:批准:
名称锡膏印刷检验标准文件编号PZ-001 生效日期
发行版次A01 页码7/10
项目判定说明图示说明备注
5.焊盘间距为1.锡膏无偏移
2.锡膏100%覆盖于焊盘上
3.各焊盘锡膏成良好,无
崩塌现象
4.各点锡膏均匀,测试厚度
符合要求
标准
1.锡膏虽成形不佳,但仍足
将元件脚包满锡
2.各点锡膏偏移未超过15%
焊盘
允收
1.锡膏印刷不良
2.锡膏未充分覆盖焊盘,
焊盘裸露超过15%以上
拒收
西安重装渭南光电科技有限公司编制:审核:批准:
名称锡膏印刷检验标准文件编号PZ-001 生效日期
发行版次A01 页码8/10
项目判定说明图示说明备注
6.焊盘间距为1.锡膏量均匀且成形佳
2.锡膏100%覆盖于焊盘上
锡膏印刷无偏移
标准
1.锡膏虽成形不佳,但仍足
将
2.各点锡膏偏移未超过15%
焊盘允收
1.锡膏超过15%未覆盖焊盘
2.锡膏几乎覆盖两条焊盘
3.锡膏印刷形成桥连
拒收
西安重装渭南光电科技有限公司编制:审核:批准:
名称锡膏印刷检验标准文件编号PZ-001 生效日期
发行版次A01 页码9/10
项目判定说明图示说明备注
7.焊盘间距为1.各焊盘锡膏印刷均100%
覆盖焊盘上
2.锡膏成形佳,无崩塌现象
3.锡膏厚度符合要求标准
1.锡膏成形佳
2.锡膏厚度测试在规格内
3.各点锡膏偏移量小于10%
焊盘
允收
1.锡膏超过10%未覆盖焊盘
2.锡膏几乎覆盖两条焊盘
炉后易造成短路
拒收
西安重装渭南光电科技有限公司编制:审核:批准:
名称锡膏印刷检验标准文件编号PZ-001 生效日期
发行版次A01 页码10/10
项目判定说明图示说明备注
8.焊盘间距
为1.各焊盘锡膏印刷均100%
覆盖焊盘上
2.锡膏成形佳,无崩塌现象
3.锡膏厚度符合要求标准
1.锡膏成形虽略微不佳但
锡膏厚度测试在规格内
2.各点锡膏无偏移
3.炉后无少锡假焊现象
允收:
1.锡膏成型不良,且断裂
2.锡膏塌陷
3.两锡膏相撞,形成桥连
拒收。