SMT印刷检验标准
SMT印刷检验标准

S M T印刷检验标准 Document number:PBGCG-0857-BTDO-0089-PTT1998锡膏印刷检验规范standards东莞光虹电子有限公司文件编号GH/DZ-W-005 生效日期2015/4/15 版本/版次A/0 页码1/3项目判定说明图示说明备注1.CHIP 料1.锡膏印刷无偏移2.锡膏量.厚度符合要求3.锡膏成型佳.无崩塌断裂4.锡膏覆盖焊盘90%以上标准1.钢网的开孔有缩孔,但锡膏仍有85%覆盖焊盘.2.锡膏量均匀3.锡膏厚度在要求规格内允收1.锡膏量不足.2.两点锡膏量不均3.锡膏印刷偏移超过15%焊盘拒收锡膏印刷检验标准Solder paste printing inspectionstandards 编制:李盆玉审核:批准:东莞光虹电子有限公司文件编号GH/DZ-W-005 生效日期2015/4/15 版本/版次A/0 页码2/3项目判定说明图示说明备注元件1.锡膏无偏移2.锡膏完全覆盖焊盘3.三点锡膏均匀4.锡膏厚度满足测试要求标准1.锡膏量均匀且成形佳2.有85%以上锡膏覆盖焊盘.3.印刷偏移量少于15%4.锡膏厚度符合规格要求允许1.锡膏85%以上未覆盖焊盘.2.有严重缺锡拒收锡膏印刷检验标准Solder paste printing inspectionstandards编制:李盆玉审核:批准:东莞光虹电子有限公司文件编号GH/DZ-W-005 生效日期2015/4/15 版本/版次A/0 页码3/3项目判定说明图示说明备注二极管、电容等(1206以上尺寸物料)1.锡膏印刷成形佳2.锡膏印刷无偏移3.锡膏厚度测试符合要求4.如些开孔可以使热气排除,以免造成气流使无件偏移标准1.锡膏量足2.锡膏覆盖焊盘有85%以上3.锡膏成形佳允收%以上锡膏未完全覆盖焊盘2.锡膏偏移超过20%焊盘拒收西安重装渭南光电科技有限公司编制:审核:批准:名称锡膏印刷检验标准文件编号PZ-001 生效日期发行版次A01 页码6/10项目判定说明图示说明备注4.焊盘间为1.各锡膏几乎完全覆盖各焊盘2.锡膏量均匀,厚度在测试范围内3.锡膏成型佳,无缺锡、崩塌标准1.锡膏成形佳2.虽有偏移,但未超过15%焊盘3.锡膏厚度测试合乎要求允收1.锡膏偏移量超过15%焊盘2.元件放置后会造成短路拒收西安重装渭南光电科技有限公司编制:审核:批准:名称锡膏印刷检验标准文件编号PZ-001 生效日期发行版次A01 页码7/10项目判定说明图示说明备注5.焊盘间距为1.锡膏无偏移2.锡膏100%覆盖于焊盘上3.各焊盘锡膏成良好,无崩塌现象4.各点锡膏均匀,测试厚度符合要求标准1.锡膏虽成形不佳,但仍足将元件脚包满锡2.各点锡膏偏移未超过15%焊盘允收1.锡膏印刷不良2.锡膏未充分覆盖焊盘,焊盘裸露超过15%以上拒收西安重装渭南光电科技有限公司编制:审核:批准:名称锡膏印刷检验标准文件编号PZ-001 生效日期发行版次A01 页码8/10项目判定说明图示说明备注6.焊盘间距为1.锡膏量均匀且成形佳2.锡膏100%覆盖于焊盘上锡膏印刷无偏移标准1.锡膏虽成形不佳,但仍足将2.各点锡膏偏移未超过15%焊盘允收1.锡膏超过15%未覆盖焊盘2.锡膏几乎覆盖两条焊盘3.锡膏印刷形成桥连拒收西安重装渭南光电科技有限公司编制:审核:批准:名称锡膏印刷检验标准文件编号PZ-001 生效日期发行版次A01 页码9/10项目判定说明图示说明备注7.焊盘间距为1.各焊盘锡膏印刷均100%覆盖焊盘上2.锡膏成形佳,无崩塌现象3.锡膏厚度符合要求标准1.锡膏成形佳2.锡膏厚度测试在规格内3.各点锡膏偏移量小于10%焊盘允收1.锡膏超过10%未覆盖焊盘2.锡膏几乎覆盖两条焊盘炉后易造成短路拒收西安重装渭南光电科技有限公司编制:审核:批准:名称锡膏印刷检验标准文件编号PZ-001 生效日期发行版次A01 页码10/10项目判定说明图示说明备注8.焊盘间距为1.各焊盘锡膏印刷均100%覆盖焊盘上2.锡膏成形佳,无崩塌现象3.锡膏厚度符合要求标准1.锡膏成形虽略微不佳但锡膏厚度测试在规格内2.各点锡膏无偏移3.炉后无少锡假焊现象允收:1.锡膏成型不良,且断裂2.锡膏塌陷3.两锡膏相撞,形成桥连拒收。
SMT印刷检验标准

文件编号版 本
A/0编制审核批准
第 1 页共 2 页发布日期修改日期
项目
判断标准项目
判断标准1、生产检验时必须遵循先印刷的先检验,先检验的先放入机器贴片,先贴片的先过炉,不可以先后次序调乱;以保证回流焊接的质量。
2、锡膏制程于常规情况下(温度:25℃ ±10 ;湿度:60℅±25)印刷锡膏后必须在60分钟内完成贴片,并于60分钟内完成回流焊接。
图例说明
图例说明
SMT印刷检验标准
各焊盘印锡膏成型佳,超过80%以上
覆盖各焊盘;无崩塌、缺锡、偏移等
现象
其所印锡膏移位小于焊盘的1/4,且成型佳,焊盘覆盖80%以上;无崩塌、缺锡及严重偏
移等现象
所印锡膏成型不良且断裂及凹凸不平。
印锡膏焊盘间有杂物(板屑,残锡)
特别注意:
OK
OK
NG
NG
各焊盘印锡膏成型佳,超过80%以上
覆盖各焊盘;无崩塌、缺锡、偏移等
现象
有1/3或以上的焊盘未覆盖锡膏三极管、IC 等有引脚的元件焊盘,
其所印锡膏移位超出焊盘的1/4以上,
或是元件贴装后会造成相邻焊盘短路。
印锡膏的成型模糊不清,并且
与相邻焊盘上的锡膏连在一起
印锡膏(元件标准)
印锡膏移位(元件允收)
锡膏印刷断锡(丝印不良)
印锡膏&杂物污染
OK
NG
NG NG
SMT/WI0154.锡膏印刷检验标准
印锡膏(IC 标准)印锡膏少锡
印锡膏移位
印锡膏连锡。
SMT品质检验及判定标准

系统名称SYSTEM:制造/生产管理系统主题SUBJECT:SMT品质检验及判定标准文件编号DOCUMENT NO.:PAGE 4 of 65 REV.6.2.1. CHIP 1608,2125,3216锡膏印刷规格示范。
6.2.1.1.标准(PREFERRED),如图1:6.2.1.1.锡膏并无偏移。
6.2.1.2.锡膏量,厚度均匀8.31MILS。
6.2.1.3.锡膏成型佳,无崩塌断裂。
6.2.1.4.锡膏覆盖锡垫90%以上。
图1 CHIP 1608,2125,3216锡膏印刷标准6.2.1.2.允收(ACCEPTABLE),如图2:6.2.1.2.1.钢板的开孔有缩孔但锡膏仍有85%覆盖锡垫。
6.2.1.2.2.锡量均匀。
6.2.1.2.3.锡膏厚度于规格内。
6.2.1.2.4.依此判定为允收。
图2 CHIP 1608,2125,3216锡膏印刷允收系统名称SYSTEM:制造/生产管理系统主题SUBJECT:SMT品质检验及判定标准文件编号DOCUMENT NO.:PAGE 5 of 65 REV.6.2.1.3.拒收(REJECT),如图3:6.2.1.3.1.锡膏量不足。
6.2.1.3.2.两点锡膏量不均。
6.2.1.3.3.印刷偏移超过20%锡垫。
6.2.1.3.4.依此判定为拒收。
图3 CHIP 1608,2125,3216锡膏印刷拒收6.2.2.MINI(SOT)锡膏印刷规格示范:6.2.2.1.标准(PREFERRED),如图4:6.2.2.1.1.锡膏无偏移。
6.2.2.1.2.锡膏完全覆盖锡垫。
6.2.2.1.3.三点锡膏量均匀,厚度8.31MILS。
6.2.2.1.4.依此为SOT零件锡膏印刷标准。
图4 MINI,SOT零件锡膏印刷标准系统名称SYSTEM:制造/生产管理系统主题SUBJECT:SMT品质检验及判定标准文件编号DOCUMENT NO.:PAGE 6 of 65 REV.6.2.2.2.允收(ACCEPTABLE),如图5:6.2.2.2.1.锡膏量均匀且成形佳。
SMT检验标准

返 回
28.殘留点胶 殘留点胶
判 定 标 准 粘胶沾在零件焊锡端或焊垫上,将影响焊点之 形成
返 回
29.板面不洁 板面不洁
判 定 标 准 1.板成异物影响焊点者 2.异物(不可擦拭)不得超过长10mm,宽 3mm,不得超过2点
返 回
30.零件损伤 零件损伤
判 定 标 准
1.零件表面或电极缺口,则允许但露出内部结构,则 不允许 2.玻璃元件体上的裂缝、刻痕或任何损伤 3.L、C、R零件表层剥离允许但露出内部结构,则不 允许 4.零件(L、C、R、IC、二极体/三极体)表面成型不 良,功能正常则允许但露出内部结构,则不允许 5.零件本体断裂则不允许 6.零件上的压痕和凸痕不影响功能则允许 7.塑料绝缘套的电感、绝缘套穿孔可允许
判 定 标 准
L
在任何一方向PCB弯曲,板弯不得超过0.75% X(板弯)/L(板长)X100%≦0.75%
返 回
2.印刷方面 印刷方面
判 定 标 准 1.基板没有注明板号、制造厂商、日期、零件 符号、零件方向,印字印在焊锡处 2.文字稿不清,、缺损、无法辨识,同一面不 能超过五个位置
返 回
3.点胶推力 点胶推力
检验重点及方法
17.吃锡过多 18.吃锡过少 19.锡尖现象 20.锡球现象 21.立碑现象 22.间距过小 23.零件孔塞 24.PCB损伤 25.殘余锡渣 26.殘留松香 27.结晶现象 28.殘留点胶 29.板面不洁 30.零件损伤 31.焊点锡洞 32.零件侧立(L/C)
1.板翘现象 板翘现象
返 回
19.锡尖现象 锡尖现象
判 定 标 准 因作业不良所造成的锡尖
返 回
20.锡球现象 锡球现象
判 定 标 准 锡球位于零件位置脚旁0.127mm范围内,或 每一立方英寸有五颗锡球,或锡球直径大于 0.127mm
SMT贴片_SMT质量标准2

检验标准的准则●印刷检验总则:印刷在焊盘上的焊膏量允许有一定的偏差,但焊膏覆盖在每个焊盘上的面积应大于焊盘面积的75%。
●点胶检验理想胶点:烛=焊盘和引出端面上看不到贴片胶沾染的痕迹,胶点位于各个焊盘中间,其大小为点胶嘴的1.5倍左右,胶量以贴装后元件焊端与PCB 的焊盘不占污为宜。
炉前检验炉后检验良好的焊点应是焊点饱满、润湿良好,焊料铺展到焊盘边缘。
返修当完成PCBA的检查后,发现有缺陷的PCBA就需求进行维修,公司有返修SMT的PCBA有两种方法。
一是采用恒温烙铁(手工焊接)进行返修,一是采用返修工作台(热风焊接)进行返修。
不论采用那种方式都要求在最短的时间内形成良好的焊接点。
因此当采用烙铁时要求在少于5秒的时间内完成焊接点,最好是大约3秒钟。
铬铁返修法即手工焊接新烙铁在使用前的处理:新烙铁在使用前先给烙铁头镀上一层焊锡后才能正常使用,当烙铁使用一段时间后,烙铁头的刃面及周围就产生一层氧化层,这样便产生“吃锡”困难的现象,此时可锉去氧化层,重新镀上焊锡。
电烙铁的握法:a.反握法:是用五指把电烙铁的柄握在掌中。
此法适用于大功率电烙铁,焊接散热量较大的被焊件。
b.正握法:就是除大拇指外四指握住电烙铁柄,大拇指顺着电烙铁方向压紧,此法使用的电烙铁也比较大,且多为弯型烙铁头。
c.握笔法:握电烙铁如握钢笔,适用于小功率电烙铁,焊接小的被焊件。
本公司采用握笔法。
焊接步骤:焊接过程中,工具要放整齐,电烙铁要拿稳对准。
一般接点的焊接,最好使用带松香的管形焊锡丝。
要一手拿电烙铁,一手拿焊锡丝。
清洁烙铁头加温焊接点熔化焊料移动烙铁头拿开电烙铁一是快速地把加热和上锡的烙铁头接触带芯锡线(cored wire),然后接触焊接点区域,用熔化的焊锡帮助从烙铁到工件的最初的热传导,然后把锡线移开将要接触焊接表面的烙铁头。
一是把烙铁头接触引脚/焊盘,把锡线放在烙铁头与引脚之间,形成热桥;然后快速地把锡线移动到焊接点区域的反面。
SMT(SOP) 通用检验标准

称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!零件直立项 目零件直立电阻帖反标准模式电容、电感偏移零件间隔电容、电感偏移SMT 通用检验标准A01页码3/9判 定 說 明图 示 说 明(垂直方向)(水平方向)电阻偏移(水平方向)零件间隔电容、电感类实装W零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面)OKW W1W1≧W*25%,NG.W零件直立拒收称发行版次1、接触点与焊点端的距离至少是二极管的25%以上 1. L ≧D*25%,OK ;为最大允收量;2. w1≦W*50%, OK .2、二极管一端突出焊点的内侧部分小于二极管金属反之 NG .电镀宽度的50%,为最大允收量;3、超出以上标准则不良。
1、二极管突出焊点一端的部分应小于二极管直径的 25%,如果超出二极管直径的25%则拒收。
1. W<D*25%, OK ;2. W ≧D*25%, NG ;部品本体不可有缺边,缺角和破损现象。
SMT锡膏印刷检查标准
W
W a 1A
1.
w1≧ 2. a1
≦
w
1W
a 1A 1.w1< 2.a1>A w 1
W
1.w1>L L 1
2. L 1>L*
3.a1<A
w 1(注:A
为铜SMT 锡膏印刷检验标准印刷严重偏移 1.印刷偏离焊点且超过焊点长度
或宽度(该两者之一)的25%拒收;2.锡膏覆盖焊点面积的75%以下
拒收。
1.印刷图形与焊点明显不一致,
则不可允收;
2.涂污,两焊点之间距离是原设
计宽度的25%以下,不可允收;
3.涂污或倒塌面积超过附着面积
的10%以上者拒收。
印刷图形与焊点不一致,和涂污或倒塌印刷锡膏标准模式印刷锡膏涂污或倒塌 1.印刷图形的大小和焊点一致,且完全重叠;2.锡膏未涂污或倒塌。
XX 电子科技有限公司
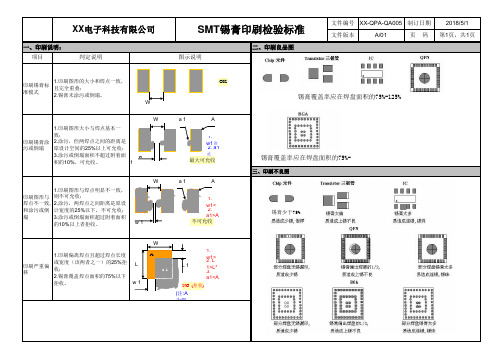
一、印刷说明:
二、印刷良品图项目判定说明图示说明三、印刷不良图
1.印刷图形大小与焊点基本一致;
2.涂污,但两焊点之间的距离是原设计空间的25%以上可允收;
3.涂污或倒塌面积不超过附着面积的10%,可允收。
文件编号XX-QPA-QA005制订日期2018/5/1文件版本A/01页 码第1页,共1页
OK 最大可允收不可允收A a 1NG (拒收)
锡膏覆盖率应在焊盘面积的75%-125%锡膏覆盖率应在焊盘面积的75%-
锡膏少于75%。
SMT锡膏印刷品质检验规范

判定说明判定说明图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于20%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于20%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求脚间距0.7MM-1.25MM IC锡膏印刷规范圆柱形二极管、1206以上尺寸电容或电阻等物料理 想允 收拒 收理 想允 收拒 收图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求SMT锡膏印刷品质检验规范锡膏印刷总检位CHIP 1608 2125 3216锡膏印刷规范小型SOT锡膏印刷规范理 想允 收拒 收理 想允 收拒 收C>=W*50%,F>=G+H*25A<=W*75%侧悬出超过引脚宽度1.引脚吃锡宽度大于等于 1.引脚吃锡宽度>=電極的。
SMT锡膏印刷品质检验规范
SMT锡膏印刷质量检验标准SMT锡膏印刷质量检验标准C>=W*50%,F>=G+H*25%锡膏印刷总检位1.引侧脚悬吃出锡超宽过分引大脚于宽等度于 1.引脚吃锡宽度 >=電極的寬检验工程元件类1.恰好.高最出出引小〔〔脚侧A外〕A面〕形大焊是器于点件25长25〔度%%引〔WW脚或或位D00〕于.5mm.小元于件。
引体脚中宽上度部,A<=W*75%A<=W*25%小型SOT锡膏印刷标准CHIP 1608 2125 3216 锡膏印刷标准理想允收拒收理想允收拒收判断说明 1.锡膏印刷无偏移1.印刷偏移量少于 15%1.锡膏印刷无偏移 1.印刷偏移量少于 15%2.有85%以上锡膏覆盖焊盘. 1.印刷偏移量大于 15% 1.印刷偏移量大于 15%2.锡膏完好覆盖焊盘 2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘.3.锡膏量均匀且成形佳 2.锡膏覆盖焊盘小于 85%. 2.锡膏覆盖焊盘小于 85%.3.锡膏成型佳 . 无塌陷断裂 3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳4.锡膏厚度吻合规格要求 3.锡膏厚度不吻合规格要求 3.锡膏厚度不吻合规格要求4.锡膏厚度满足测试要求 4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求图示说明脚间距 0.7MM-1.25MM IC锡膏印刷标准圆柱形二极管、 1206以上尺寸电容或电阻等物料理想允收拒收理想允收拒收判断说明1.锡膏印刷无偏移 1.印刷偏移量少于 15%1.印刷偏移量大于 15%1.锡膏印刷无偏移 1.印刷偏移量少于 20%1.印刷偏移量大于 20%2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘. 2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘.2.锡膏覆盖焊盘小于 85%. 2.锡膏覆盖焊盘小于 85%.3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳 3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳3.锡膏厚度不吻合规格要求 3.锡膏厚度不吻合规格要求4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求 4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求图示说明。
SMT检验标准-ZSC

墓 碑拒
浮高 29
零件电 极端与
A>0.5mm,NG
A
少件(漏件) 30
依据BOM和样板的产品,应贴装的位置未贴装零 件为不良,拒收。
C10 C11 C12 C13 C14
少件(漏件)NG
31 方向错误
有方向的元器件(如LED贴片灯、极性电容等), 其方向或极性与要求不符的为不良。
32 假焊
33 冷焊
W1≧W*25%, NG. W
1.锡面
成内弧 2.元件
23
SMT贴片灯/立方 体零件的焊接的 标准模式
吃锡的 高度需 大于元 件高度
的1/2。
(NG)
OK
相邻零件桥连 24
相邻的 两元件 之间连 锡拒收 。
连锡(锡桥) NG (拒收)
SMT焊锡过大 25
1.元件两端的锡量小于元件本身高度的1/2为最
1.基板没有注明板号、制造厂商、日期、零件
符号、零件方向,印字印在焊锡处 2.文字稿不清,、缺损、无法辨识,同一面不
无
能超过五个位置
a、定位孔不可粘锡,不可偏移,尺寸不能超标
b、防焊油墨(绿油)掩蔽导通孔 c、导通孔允许有少量粘锡
无
d、孔边缘不可有积墨
a、走线的缺口、针孔或突出不可超出原线宽的
30%
13.标识卡(作业状态卡)不可写错、漏写、漏帖或放置错误;
14.离位时须整理工作台面、产品区分放置, 下班时还需做好各自工位及周边5S。
零件直 立拒收
3.超过 以上标 准则拒
锡尖
1.锡 2.锡
h1>H*25%,OK。
L1
L1≧h2*25%,OK
H h1
名称
序27 号
SMT品质检验标准

SMT品质检验标准一、品质判定:SMT制程分为锡膏制程与点胶制程(1)制程中缺点分为:A、严重缺点,〈CRITICAL DEFECT〉:简写CR,凡有危害制品的使用者或携带者之生命或安全之缺点谓之;B、主要缺点,〈MAJOR DEFECT〉简写MA,制品单位的使用性能不能达到所期望之目的,明显的减低其实用性质的缺点谓之;C、次要缺点,〈MINOR DEFECT〉简写MI;2、点胶制程中的缺点,一般有:错件、缺件、反向、倒置、偏离、异物、溢胶、浮高、侧立、刮伤;3、锡膏制程中的缺点,一般有:空焊、假焊、冷焊、针孔、少锡、包焊、短路、错件、缺件、反向、倒置、偏离、异物、PCB起泡、直立、侧立、锡珠;二、SMT重点品质说明:1、空焊:零件脚或引脚与锡垫间因没有锡或其它因素造成没有接洽;2、假焊:假焊之现象与空焊类似,但其锡垫之锡量太少,低于接洽面标准;3、冷焊:锡或锡膏在回风炉气化后,在锡垫上仍有模糊的粒状附着物;4、针孔:板底不能有洞孔现象出现;5、少锡:零件面吃锡不良,未达75%以上;6、包焊:焊点焊锡过多,看不到零件脚或其轮廓者;7、短路:又称桥接,有脚零件在脚与脚之间被多余之焊锡所联接短路;8、错件:零件放置之规格或种类与作业规定或BOM、ECN不符者,即为错件;9、缺件:应放置零件之位置,因陋就简正常之缘故而产生空缺;10反向:有极性之零组件与加工工程样品、方向相反,即为反向;11、倒置:又为反白,零件有规格标示一面倒置于PDA上;12、偏离:零件超出PAD之部分,不得大于本体宽度之1/4;13、异物:可导电之异物〈锡渣、锡球、铁线〉;不可导电之异物〈贴纸〉;14、不洁:加工作业不良,造成板面不洁净或CHIPS脚与脚之间附有异物或CHIPS修补不良有点胶、助焊剂、防焊绿漆、松香等均视为不合格品;15、PCB起泡:PCB板离层起泡或白斑现象;16、溢胶:胶水溢于零件两端PAD上;17、点胶推拉力必须在1;5KG以上;18、锡珠:于零件脚四周,有白色结晶沉淀物;〈也可说为锡珠SOLDER BALL〉19、浮高:零件一脚〈端〉跷起;20、侧立:零件侧面立起;21、直立:零件纵向站立〈又称墓碑现象〉;22、刮伤:PCB板堆积防护不当或重工防护不当产生刮伤问题;23、报废:线路断;三、SMT检验要项:1、检验部分:A、板子外观是否有起泡、撞伤、刮伤等现象;B、核对BOM是否有错件、多件、缺件;C、检视吃锡状况是否良好;D、零件是否有极性反向、零件倒置、零件偏位;E、零件外观是否有破损、印刷不良等现象;F、板子及零件是否有污染、不洁、氧化等现象;G、是否有因修补等到问题造成不良;2、包装部分:A、现品票或流程卡之书写核对;B、辅助表单是否齐全正确;C、包材是否有破损且大于PCB之面积;D、应贴之贴纸是否齐全正确;E、是否有应作ECN标示而未标示;F、包装之方法是否正确,是否造成品质不良;G、PCB是否有混装现象;H、PCB外箱标示是否有与实物不符现象;I、是否有按厂商之规定包装;J、包装标示OK后,是否先经领班确认再由QA盖章;四、SMT检验标准:1、见SMT基板CHECK指导书;2、见SMT锡点检验标准;3、见SMT点胶CHECK指导书;。
SMT锡膏印刷检查标准

SMT锡膏印刷检查标准
W
W a 1A
1.
w1≧ 2. a1
≦
w
1W
a 1A 1.w1< 2.a1>A w 1
W
1.w1>L L 1
2. L 1>L*
3.a1<a< p="">
w 1(注:A
为铜SMT 锡膏印刷检验标准印刷严重偏移 1.印刷偏离焊点且超过焊点长度
或宽度(该两者之一)的25%拒收;2.锡膏覆盖焊点面积的75%以下
拒收。
1.印刷图形与焊点明显不一致,
则不可允收;
2.涂污,两焊点之间距离是原设
计宽度的25%以下,不可允收;
3.涂污或倒塌面积超过附着面积
的10%以上者拒收。
印刷图形与焊点不一致,和涂污或倒塌印刷锡膏标准模式印刷锡膏涂污或倒塌1.印刷图形的大小和焊点一致,且完全重叠;2.锡膏未涂污或倒塌。
XX 电子科技有限公司
一、印刷说明:
二、印刷良品图项目判定说明图示说明三、印刷不良图
1.印刷图形大小与焊点基本一致;
2.涂污,但两焊点之间的距离是原设计空间的25%以上可允收;
3.涂污或倒塌面积不超过附着面积的10%,可允收。
文件编号XX-QPA-QA005制订日期2018/5/1文件版本A/01页码第1页,共1页
OK 最大可允收不可允收A a 1NG (拒收)
锡膏覆盖率应在焊盘面积的75%-125%锡膏覆盖率应在焊盘面积的75%-
锡膏少于75%
</a<>。
SMT印刷检验标准

标准
标准
可接受
拒收
拒收
BGA 印刷无偏移 CSP 印刷无偏移
偏移≤1/5焊盘直径
偏移>1/5焊盘直径
边缘不整齐
标准 拒收
拒收 拒收 拒收 无偏移
锡膏偏移量>1/5焊盘
少锡
少锡
边缘不整齐
标准 拒收 拒收 拒收 拒收 无偏移
偏移
塌边
连锡
少锡
标准 可接受
可接受
拒收
拒收 无偏移
锡膏偏移≤1/5焊盘 锡膏偏移≤1/5焊盘
偏移>1/5焊盘直径
塌边
标准 标准 拒收 拒收 拒收 无偏移
无偏移
边缘不整齐
连锡
拉尖
拟制:姚志浩 审核: 批准:
标准允收允收拒收拒收无偏移、与基板紧贴偏移量C≦1/4W或1/4P偏移量C≦1/4W或1/4P元件与基板间隙超过0.15mm元件与基板间隙超过0.15mm
标准允收允收拒收拒收胶无偏位、量均匀、量足C﹤1/4P,且胶均匀,推力满足要求成形略佳、胶稍多,但不形成溢胶胶偏移量大于1/4P、溢胶,致焊盘被污染胶量不足、印刷不均匀、推力不足
标准允收允收拒收拒收胶量适中、元件无偏移胶稍多,但未沾到焊盘与元件脚偏移量C≦1/4W或1/4P、胶量足胶溢至焊盘上、元件引脚有脚胶偏移量在1/4以上
标准标准允收拒收拒收
元件无偏位、胶量标准元件无偏位、胶量标准偏移量C≦1/4W红胶不可溢胶致元件端面与焊盘间C﹥1/4W
标准拒收拒收拒收拒收无偏移、与基板紧贴距离小于0.13mm 距离小于0.13mm假焊元件从本体算起,浮高≦0.15mm为良品
拟制:姚志浩审核:批准:。
SMT检验标准

称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,O大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L 1、两元件之间最小间隔在0.5mm以上为最大允收;1. W≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收! 文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,O 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L 1、两元件之间最小间隔在0.5mm以上为最大允收;1. W≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!(垂直方向)(水平方向)电阻偏移(水平方向)零件间隔电容、电感类实装页码判 定 說 明图 示 说 明SMT 通用检验标准电容、电感偏移标准模式电容、电感偏移零件间隔零件直立电阻帖反项 目零件直立W 零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面OK W W1W1≧W*25%,NG W 零件直立拒收称发行版次1、元件倾斜突出焊点的部份须小于元件宽度的25%,反之则拒收。
(NG)1、三极管的三个引脚处于焊点的中心位置。
1、三极管的引脚超出焊点的部份须小于或等于引脚 1. w1≦W*1/2, OK ; 宽度的1/2;若大于1/2则不良。
2. w1>W*1/2, NG ;1、三极管的引脚超出焊点的部份须小于或等于引脚 1. L1≦L*1/2, OK ; 平坦段长度的1/2;若大于1/2则拒收。
SMT印刷检验标准

SMT印刷检验标准SMT印刷检验标准Prepared on 22 November 2020锡膏印刷检验规范1、⽬的建⽴SMT 印刷检验标准,为⽣产过程的作业以及产品质量保证提供指导。
2、适⽤范围本标准通⽤于本公司⽣产任何产品印刷外观检验(在⽆特殊规定的情况外)。
特殊规定是指:因零件的特性,或其它特殊需求,印刷的标准可加以适当修订, 其有效性应超越通⽤型的外观标准。
3、定义标准【允收标准】(Accept Criterion):允收标准为包括理想状况、允收状况、拒收状况等三种状况。
【理想状况】(Target Condition):此组装情形接近理想与完美之组装结果。
能有良好组装可靠度,判定为理想状况。
【允收状况】(Accept Condition):此组装情形未符合接近理想状况,但能维持组装可靠度故视为合格状况,判定为允收状况。
【拒收状况】(Reject Condition):此组装情形未能符合标准,其有可能影响产品之功能性,但基于外观因素以维持本公司产品之竞争⼒,判定为拒收状况。
西安重装渭南光电科技有限公司名称锡膏印刷检验标准⽂件编号发⾏版次PZ-001 A01编制:审核:批准:⽣效⽇期页码1/10西安重装渭南光电科技有限公司编制:编制:李盆⽟审核:standards东莞光虹电⼦有限公司⽂件编号GH/DZ-W-005⽣效⽇期2015/4/15版本/版次页码判定说明1.锡膏印刷⽆偏移2.锡膏量?厚度符合要求3.锡膏成型佳.⽆崩塌断裂4.锡膏覆盖焊盘90%以上1.钢⽹的开孔有缩孔,但锡膏仍有85%覆盖焊盘.2.锡膏量均匀3.锡膏厚度在要求规格内1.锡膏量不⾜.2.两点锡膏量不均3.锡膏印刷偏移超过15%焊盘锡膏印刷检验标准Solder paste printing inspection standards东莞光虹电⼦有限公司⽂件编号版本/版次图⽰说明GH/DZ-W-005⽣效⽇期页码备注标准允收拒收2015/4/15判定说明图⽰说明备注元件1.锡膏⽆偏移2.锡膏完全覆盖焊盘3.三点锡膏均匀4.锡膏厚度满⾜测试要求1.锡膏量均匀且成形佳2.有85%以上锡膏覆盖焊盘.3.E⼙刷偏移量少于15%4.锡膏厚度符合规格要求1.锡膏85%以上未覆盖焊盘.2.有严重缺锡锡膏印刷检验标准Solder paste printing inspection standards编制:李盆⽟审核:标准允许拒收东莞光虹电⼦有限公司⽂件编号 GH/DZ-W-005版本/版次A/0⽣效⽇期2015/4/15页码3/3项⽬判定说明图⽰说明备注标准受重装渭南光电科技有限公司批准:名称锡膏印刷检验标准⽂件编号 PZ-001 ⽣效⽇期发⾏版次A01页码6/10项⽬判定说明图⽰说明备注⼆极管、电容等(1206以上尺⼨物料)1?锡膏印刷成形佳 2. 锡膏印刷⽆偏移3.锡膏厚度测试符合要求4. 如些开孔可以使热⽓排除,以免造成⽓流使⽆件偏移1. 锡膏量⾜2. 锡膏覆盖焊盘有85%以上3. 锡膏成形佳%以上锡膏未完全覆盖焊盘 2.锡膏偏移超过20%焊盘允收拒收标准受重装渭南光电科技有限公司编制:审核:批准:名称锡膏印刷检验标准⽂件编号 PZ-001 ⽣效⽇期发⾏版次A01页码7/10项⽬判定说明图⽰说明备注4.焊盘间为1. 锡膏偏移量超过15%焊盘2. 元件放置后会造成短路允收拒收1. 各锡膏⼏乎完全覆盖各焊盘2. 锡膏量均匀,厚度在测试范围内1. 锡膏成形佳2. 虽有偏移,但未超过15%焊盘3. 锡膏厚度测试合乎要求受重装渭南光电科技有限公司编制:审核:锡膏印刷检验标准⽂件编号 PZ-001 ⽣效⽇期发⾏版次A01页码8/10项⽬判定说明图⽰说明备注5.焊盘间距为 1. 锡膏⽆偏移2. 锡膏100%覆盖于焊盘上3. 各焊盘锡膏成良好,⽆崩塌现象4. 各点锡膏均匀,测试厚度符合要求1. 锡膏虽成形不佳,但仍⾜将元件脚包满锡2. 各点锡膏偏移未超过15% 焊盘1 ?锡膏L ?⼙刷不良2.锡膏未充分覆盖焊盘,焊盘裸露超过15%以上标准 Z.1■. 或?■1 1■° ? 1 1 1 ?■1 ■1 I I允收拒收1. 锡膏量均匀且成形佳2. 锡膏100%覆盖于焊盘上锡膏印刷⽆偏移1. 锡膏虽成形不佳,但仍⾜将2. 各点锡膏偏移未超过15% 焊盘1. 锡膏超过15%未覆盖焊盘2. 锡膏⼏乎覆盖两条焊盘3. 锡膏卬刷形成桥连编制: 西安重装渭南光电科技有限公司审核:批准:名称锡膏印刷检验标准⽂件编号PZ-001 ⽣效⽇期6.焊盘间距为允收拒收标准7.焊盘间距为1.各焊盘锡膏印刷均100%覆盖焊盘上2.锡膏成形佳,⽆崩塌现象3.锡膏厚度符合要求1.锡膏成形佳2.锡膏厚度测试在规格内3.各点锡膏偏移量⼩于10%焊盘1.锡膏超过10%未覆盖焊盘2.锡膏⼏乎覆盖两条焊盘炉后易造成短路西安重装渭南光电科技有限公司编制:审核:名称锡膏印刷检验标准⽂件编号发⾏版次PZ-001A01⽣效⽇期页码项⽬判定说明图⽰说明标准允收拒收10/10备注标准1?各焊盘锡膏印刷均100% 覆盖焊盘上2. 锡膏成形佳,⽆崩塌现象3. 锡膏厚度符合要求1. 锡膏成形虽略微不佳但锡膏厚度测试在规格内2. 各点锡膏⽆偏移3. 炉后⽆少锡假焊现象1. 锡膏成型不良,且断裂2. 锡膏塌陷3. 两锡膏相撞,形成桥连拒收。
企业SMT基板检验标准

2) 点胶的厚度可根据不同元器件而异,但最小不得小于0.5mm,点胶量 不可过多或过少和拉丝(图7)。
2023年11月7日
图7
5
四 . 贴片检验标准
1)元件正确性 首件标准样品是根据元件装贴图核对而得出,应妥善地进行保存并定期 复核保证其元件的正确无误。以标准品与其余PWA核对,确定PWA上的所有元 器件是否正确。 2)检验PWA上是否有缺件、掉件 所谓缺件、掉件是指在应贴有元件部位而未有元件的现象。 3)元件的可承受拉力检验 A 胶水 用拉力计对测试点进行测试,确定元器件的可承受拉力是否大于其下限 标准,施力点应在元器件长度处的中心位置,施力方向应和PCB板之间的夹 角小于30度(图8)。
2
一. 锡膏印刷检验标准:
1)锡膏于焊盘对位要准确,其最大偏位不可超过焊盘的25%(图1)。 2)相邻两焊盘上所印锡膏的毛边最小距离必须小于两焊片距离50%(图3)。 3)锡膏滩塌,不得引起桥接,其最小距离必须大于焊片距离的20%(图3)。 4)丝印点应均匀平整(图2)。如有拉点,其高度不得超过锡膏厚度(图4)。
QA检查要求: 在案按5.4项中质量检验标准要求,对所有待出厂产品进行正常检 查、放宽检查或加严检查(表1)
2023年11月7日
1
• 检验方法:
1. 点胶的胶水和印刷的锡膏用日光放大镜或显微镜检验 2. 普通CHIP元件用日光放大镜检验 3. 对于贴装精度高的异形元件采用显微镜或专用仪器检验
2023年11月7日
SMT基板检验标准
•目的:
为了保证基板生产的正常进行及产品质量的稳定持续,结合实装基板的 生产特性制订本标准,作为基板检查品质控制的依据。
SMT检验标准

图 示 Z≧0.15mm,NG.
焊脚
焊锡
焊点
OK
基板
NG,拒收
IC 类焊接吃锡不良
1、焊锡 只吃到 引脚部 分位置
,很少 吃到焊 点。
NG,拒收
SMT通用检验标准示例图
项 目 锡珠附着
1、原则 上不可 有锡珠 存在;
2、如有 锡珠, 不可造 成引脚 间隔不 足,且 锡珠直 径
不可 超过 0.1mm 。
1、不可 焊接不 良。
锡断裂拒 收
锡球 、冷 焊NG
.
电极焊接不良
电极焊接不良
NG, 拒收
SMT通用检验标准示例图
无锡麦可微电子科技有限公司
实施日期 执行部门
版本号
拟制
审核
批准
SMT
A1.0
项 目
判 定 說 明
图 示
焊接不良
元件侧立
元件
元件侧立拒收
焊锡过大 锡尖
吃锡不足
1、元件 两端的 锡量小 于元件 本身高 度的1/2 为最大 允收; 2、元件
实施日期 执行部门
版本号
拟制
审核
批准
SMT
A1.0
图 示
OK
电阻偏移(垂直方向)
1、电阻 偏移突 出基板 焊点的 部份是 电阻宽 度的
25%
以下 为最大 允收限 度,如果 超过 25%则 拒收。
W1
W W1≧W*25%,NG.
SMT通用检验标准示例图
项 目 电阻偏移(水平方向)
1、电阻 水平方 向偏 移,其 基板焊 点一端 的空余 长度
2. L2<L*1/3, NG .
SMT通用检验标准示例图
无锡麦可微电子科技有限公司
SMT产品检验标准

SMT产品检验标准一.印锡膏检验标准:锡膏桥连:铜薄上锡膏彼此之间连在一起,呈桥连状。
模糊:印在PCB铜薄上所有锡膏看不清其边线与棱角,呈模糊状。
不均匀:印在PCB铜薄上所有锡膏厚度不一致,有凹凸不平现象。
偏薄:印在PCB铜薄锡膏厚度较常规定值偏大(依据钢网厚度决定)。
偏厚:印在PCB铜薄上锡膏离较常规定值偏小(依据钢网厚度决定)。
偏移:印在PCB铜薄上锡膏与铜铂之间距离不是整齐一一对应。
移位:印在PCB铜铂上锡膏超过铜薄面,前后左右位置发生移动。
漏印:应该印而没印上。
多印:没有要求印而印上。
二.贴装元件检验标准:空焊:元器件脚与铜薄之间没有锡焊接着。
虚焊:元器件脚与铜薄之间有锡焊着,但用针可以拨动。
元器件脚与铜薄之间有锡焊着,用针不可以拨动,但通电测试不稳定。
短路:元器件脚与脚相靠在一起。
元器件脚与脚之间有焊锡或锡珠造成两者连在一起。
元器件脚与脚之间有杂物造成两者连在一起。
冷焊:焊锡点表面灰暗粗糙,不平滑,未完全溶化。
多锡:附着在元器件脚上锡量超出正常吃锡量要求。
少锡:附着在元器件脚上锡量少于正常吃锡量要求。
偏移:元器件端面与铜薄之间不是整齐一一对应的。
错位:元器件端面超过铜薄面,前后左右位置发生称动。
锡洞/针孔:元器件脚与铜薄之间的焊锡表面有针孔或小洞。
锡尖:元器件脚与铜薄之间的锡表面有尖长的锡尖。
错件:不符合文件(BOM、ECN、样板等)要求。
在精度上有差异,影响电性功能。
实测值不符合规定要求,出现较大差异。
未按位置贴装,位置不正确。
混料:元器件中出现不同类型、不同规格的料。
翻件:元器件本体与规定方向上下面旋转180度。
方向极性:元器件本体方向与PCB焊盘设计规定方向不相对应。
极性反:元器件本体正负极与PCB焊盘设计规定极性不相对应。
漏件/多件:未按规定用量贴装,用量不正确。
损件:元器件本体表面或边角局部出现缺损痕迹。
立碑:元器件一端面向上倾斜或一端面向上翘起。
划伤:元器件本体表面局部出现类刀割或手指划的痕迹。
SMT(贴片)检查标准
●
B区
B区
⑷金手指缺口:A区有缺口为不合格,B区缺损,凹进超过整体面积的20% 凹点 为来、不合格。 金手指 <20%
B
A 合格
B
A区
⑸金手指针孔 ●A区0.13mm以下的可接受一个,一个以上为不合格
第 4 页,共 16 页
SMT贴片元件检查标准
●
B区0.5mm以下的可接受两个,两个以上为不合格 0.05mm以下的忽略不计。 多孔区域须小于接触片的10%,大于10%为不合格 A区
但偏移部分的焊电极不可与其它电路接触
引脚偏移 LEAD偏移为LEAD宽度的1/3以下。
PAD
LEAD宽度
引線和鄰近焊盤之間的間隔為0.08mm以上。 引脚偏移
0.08mm以上
PAD 第 9 页,共 16 页
LEAD
SMT贴片元件检查标准
引脚浮起 整个引脚浮起为不合格,但有焊锡相连、端部浮起在0.3mm以下允许通过
●
●
B区两个不在同一侧 合格
⑹金手指污染
● ●
A区不允许有任何污染现象 B区不可有超过0.05mm2的油迹、白色结晶膜等残留表面 油迹,松香
胶纸迹 不合格 ⑺金手指残留铜箔 ●边缘整齐,无细铜丝与其它线路相连、相碰
铜丝短路
●
不合格 边缘批缝须在以下范围:当 L1〈 0.5mm时,L2≥ 0.15mm 当 L1≥ 0.5mm时,L2≥ 0.2mm
金手指 L1 L2 铜箔批缝
⑻绿油
●
从金手指上部引出的线路暴露于外,绿油没有覆盖的地方不得超过0.5mm, 且暴露部分必须是镀金部分
第 5 页,共 16 页
SMT贴片元件检查标准
●
绿油覆盖金手指不 得超过0.5mm 金手指
SMT检验标准

A
1. w21. < a1>A 拒收
拒 收 L1
拒收
允 收
允收
6、元件 与板的间
红
1、偏移
胶
量大于
印
1/5元件
刷
宽度或大 于1/5焊
盘宽度;
元件偏移拒收 示范
2、元件 与板的间 隙超过
0.15mm
3。元器
件左右偏
移角度超
过+/—5
度
1、胶量
胶量不足、不
不足; 2、胶量
均拒收示范 不均;
拒收 拒收
胶量偏
L
间隔<05mm 拒收
元件直立拒收
电阻不可 文字面(翻白)
元件浮高拒收 1、元件与板的浮高距离≤0.15mm为最大允收,否则拒
示范
收;
拒收
名
称 项 目
福建德晖实业有限公司
SMT 检验标准
判 定 說 明
文件编号 DH-PG-SMT-001 生效日期 2015/3/1
发行版次
A01
页码
4/7
图 示 说 明
类
+/—5度。
实
装
标 准
元件间隔拒收 1、两元
示范
件 2、之两间元最
件之间最
W
元件立件拒收 1、元 示范 件立件拒
元件贴反拒收 1、文 示范 字面贴反 拒收。
元件浮高拒收 1、元件与板的浮高距离≤0.15mm为最大允收,否则拒
示范
收;
拒收
OK
A≥20%元件 宽 拒收
1. L2 ≧ L*1/4, OK ; 2. L2<L *1/4, NG .
示范
1、印刷 图 2、形涂与焊 污 , 不两 可焊 允
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锡膏印刷检验标准
Solder paste printing inspection standards 编制:李盆玉审核:
批准:
东莞光虹电子有限公司文件编号GH/DZ-W-005 生效日期2015/4/15 版本/版次A/0 页码1/3
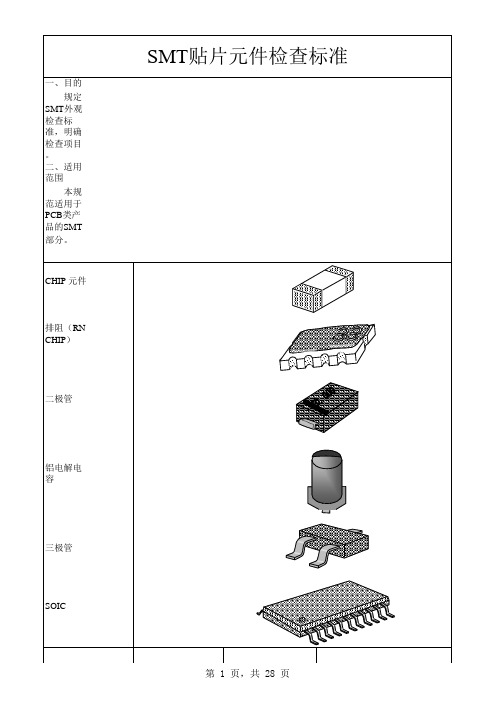
项目判定说明图示说明备注
1.CHIP 料1.锡膏印刷无偏移
2.锡膏量.厚度符合要求
3.锡膏成型佳.无崩塌断裂
4.锡膏覆盖焊盘90%以上
标准
1.钢网的开孔有缩孔,但锡膏
仍有85%覆盖焊盘.
2.锡膏量均匀
3.锡膏厚度在要求规格内
允收
1.锡膏量不足.
2.两点锡膏量不均
3.锡膏印刷偏移超过15%焊盘拒收
锡膏印刷检验标准
Solder paste printing inspection standards
审核:
批准:
东莞光虹电子有限公司文件编号GH/DZ-W-005 生效日期2015/4/15 版本/版次A/0 页码2/3
项目判定说明图示说明备注
2.SOT元件1.锡膏无偏移
2.锡膏完全覆盖焊盘
3.三点锡膏均匀
4.锡膏厚度满足测试要求
标准
1.锡膏量均匀且成形佳
2.有85%以上锡膏覆盖焊盘.
3.印刷偏移量少于15%
4.锡膏厚度符合规格要求
允许
1.锡膏85%以上未覆盖焊盘.
2.有严重缺锡
拒收
锡膏印刷检验标准
Solder paste printing inspection standards
审核:
批准:
东莞光虹电子有限公司文件编号GH/DZ-W-005 生效日期2015/4/15 版本/版次A/0 页码3/3
项目判定说明图示说明备注
二极管、电容等(1206以上尺寸物料)1.锡膏印刷成形佳
2.锡膏印刷无偏移
3.锡膏厚度测试符合要求
4.如些开孔可以使热气排
除,以免造成气流使无件偏
移
标准
1.锡膏量足
2.锡膏覆盖焊盘有85%以上
3.锡膏成形佳允收
1.15%以上锡膏未完全覆盖
焊盘
2.锡膏偏移超过20%焊盘拒收
西安重装渭南光电科技有限公司编制:审核:批准:
名称锡膏印刷检验标准
文件编号PZ-001 生效日期
发行版次A01 页码6/10 项目判定说明图示说明备注
4.焊盘间为1.25MM 1.各锡膏几乎完全覆盖各焊盘
2.锡膏量均匀,厚度在测试范
围内
3.锡膏成型佳,无缺锡、崩塌
标准
1.锡膏成形佳
2.虽有偏移,但未超过15%焊
盘
3.锡膏厚度测试合乎要求
允收
1.锡膏偏移量超过15%焊盘
2.元件放置后会造成短路
拒收
西安重装渭南光电科技有限公司
编制:
审核: 批准: 名称 锡膏印刷检验标准
文件编号
PZ-001 生效日期
发行版次
A01
页码
7/10
项目
判定说明
图示说明 备注
5. 焊盘间距
为0.8-1.0MM
1. 锡膏无偏移
2. 锡膏100%覆盖于焊盘上
3. 各焊盘锡膏成良好,无崩塌现象
4. 各点锡膏均匀,测试厚度符合要求
标准
1. 锡膏虽成形不佳,但仍足将元件脚包满锡
2. 各点锡膏偏移未超过15%焊盘
允收
1. 锡膏印刷不良
2. 锡膏未充分覆盖焊盘, 焊盘裸露超过15%以上
拒收
西安重装渭南光电科技有限公司编制:审核:批准:
名称锡膏印刷检验标准
文件编号PZ-001 生效日期
发行版次A01 页码8/10 项目判定说明图示说明备注
6.焊盘间距为0.7MM 1.锡膏量均匀且成形佳
2.锡膏100%覆盖于焊盘上
锡膏印刷无偏移标准
1.锡膏虽成形不佳,但仍足
将
2.各点锡膏偏移未超过15%
焊盘
允收
1.锡膏超过15%未覆盖焊盘
2.锡膏几乎覆盖两条焊盘
3.锡膏印刷形成桥连拒收
西安重装渭南光电科技有限公司编制:审核:批准:
名称锡膏印刷检验标准
文件编号PZ-001 生效日期
发行版次A01 页码9/10 项目判定说明图示说明备注
7.焊盘间距为0.65MM 1.各焊盘锡膏印刷均100%
覆盖焊盘上
2.锡膏成形佳,无崩塌现象
3.锡膏厚度符合要求
标准
1.锡膏成形佳
2.锡膏厚度测试在规格内
3.各点锡膏偏移量小于10%
焊盘
允收
1.锡膏超过10%未覆盖焊盘
2.锡膏几乎覆盖两条焊盘
炉后易造成短路拒收
西安重装渭南光电科技有限公司编制:审核:批准:
名称锡膏印刷检验标准
文件编号PZ-001 生效日期
发行版次A01 页码10/10 项目判定说明图示说明备注
8.焊盘间距为0.5MM 1.各焊盘锡膏印刷均100%覆
盖焊盘上
2.锡膏成形佳,无崩塌现象
3.锡膏厚度符合要求
标准
1.锡膏成形虽略微不佳但
锡膏厚度测试在规格内
2.各点锡膏无偏移
3.炉后无少锡假焊现象
允收:
1.锡膏成型不良,且断裂
2.锡膏塌陷
3.两锡膏相撞,形成桥连
拒收。