(工厂管理)工厂菜单操作方法
各品牌电视机工程模式进入方法
康佳最新电视工厂模式:激活与退出操作进入:操作遥控器,按一下[MENU菜单]按钮,画面弹出普通功能设置菜单。
这时连续点按5次[回看]按钮,即可打开康佳彩电工厂模式菜单。
退出:只需在设置完以后点一下[回看]按钮即可退出,返回到正常电视画面。
松下TH-50PZ700C等离子:1、打开电视机2、按着电视机前面板上“功能”键将其切换到音量,再按“-”键不动,同时按遥控器上“显示”键三次(这时出现第一个表)3、按遥控器上2(出现第二个表),再按“确定”键(出现第三个表);4、按遥控器上功能键“下键”将光标移动到最下一行上,再按遥控器上功能键“右键”将光标移动到右边一行上5、按“消音”键3秒钟,就看到开机时间和开机次数了6、按电视机开关即可退出LG等离子进入工程模式同时按住遥控器和电视机上的menu键几秒后就进入了今打4008199999问的,初始密码是0000,如果进不去的话,就打这个电话。
告诉他们机器的串号,他们帮忙查LG 42LC2R 液晶工程菜单跟他的等离子电视一样,同时按住遥控器和主机上的MENU大约5-10秒后就出现了.松下等离子: 1、把音量关到零; 2、 2按遥控器上的menu键,屏幕上出现菜单,进入设置,在定时关机那项随便选择一个时间; 3、同时按下遥控器上的呼出钮(见说明书,就是数字键0左边哪个啦)和电视上的频道减键松下等离子:1、把音量关到零;2、 2按遥控器上的menu键,屏幕上出现菜单,进入设置,在定时关机那项随便选择一个时间;3、同时按下遥控器上的呼出钮(见说明书,就是数字键0左边哪个啦)和电视上的频道减键(注意是电视机上,不是遥控器上啊,屏幕下,按一下,面板就打开了),屏幕上出现service 1 ;4、再同时按下遥控器上的静音键和电视上的频道减键((注意是电视机上,不是遥控器上啊,屏幕下,按一下,面板就打开了)),屏幕上出现service 25、按下数字键3即可6、屏幕上出现英文hour(小时),下面的就是工作时间7、退出时该怎么操作方式关机即可(关断电视机上的电源钮)进东芝C3000C系列工程菜单的方法进东芝C3000C系列工程菜单的方法:在开机状态下,同时按电视面板上的MENU键和遥控器上的静音键,即可调出工程菜单。
工厂菜单操作方法

工厂菜单操作方法内部编号:(YUUT-TBBY-MMUT-URRUY-UOOY-DBUYI-0128)工厂菜单操作方法■老化模式1)按“D-mode”直接进入老化模式,屏幕显示“factory”。
按“DISP”退出“factory”,进入白平衡模式。
2)按“MENU”键到调谐菜单。
按“CH-”键选定调后频道;按数字键“24 8 3”、“6483”、“6568”进入老化模式。
在工厂模式或老化模式下,按“SYS”,“音效模式”,“sleep”可直接调整数据, 屏幕显示相应的菜单+factory,按“MENU”显示主菜单调整各项数据,所有模拟量以50为单位步进,搜台速度加倍。
若退出数据调试,按“DISP”退出,屏幕只显“factory”。
■白平衡模式3)在老化模式,按“D模式”退出“factory”,进入白平衡模式。
4)按“D模式”键二次(工厂键)进入白平衡模式。
5)在工厂模式,按数字键0进入白平衡模式。
6)在白平衡模式下,按“MUTE”,可出现水平亮线,此时用“1、4”RCUT,用“2、5”键调BCUT;用“3、6”键调GCUT;■进入工厂模式A、用户遥控器:1)先进老化模式,在老化模式,按“DISP”退出“factory”,进入白平衡模式。
2)在白平衡模式下,按数字键1、2、3、4、5、6、7、DISP进入工厂模式。
B、按“D模式”键三次(工厂键)进入工厂调试菜单。
■进入工厂模式F8~F15页在工厂模式前7页,按数字键“2 4 8 3”、“6483”、“6568”进入F8页。
同时打开F8~F15页。
按静音键正向翻页菜单,按返回键反向翻页。
按数字键1、2、3、4、5、6、7、8、9进入工厂模式F1~F9页。
按数字键0进入白平衡模式。
■退出工厂模式1)按“DISP”可退出工厂菜单。
1)按电源开关,可退出工厂状态。
但再开机,保留“factory”模式。
■工厂调试用快捷键说明进入工厂模式后,遥控器上部分按键的功能将发生变化,以适应生产调试的需要。
HLPSENG调试说明书(EP)
24.5种图像模式选择,单键图像效果控制(标准、柔和、艳丽、明亮、个人设定)。
25.时钟设定、开机时间、关机时间、预约时间、预约节目、睡眠关机功能。睡眠时间提醒功能
30.喜爱频道功能。
31.单独听功能。
32.FM收音机功能。FM可以存储10个频道
33.ZOOM功能。
34.HOTEL酒店模式功能
35.如应用白平衡自动调试仪,在“TV IC ADJUST”状态可自动调试亮暗平衡。
二:端口定义
2-3、TMPA8895PSCNGXXX脚位及功能简述
1CPU部分脚位定义
脚位
定义
功能
1
U/V
波段转换脚,
2
L/H
3
KEY
按键输入口;
4
GND
MCU数字GND;
5
REST
复位脚,电源接通时,MCU复位;
6/7
X-TAC
晶振连接端口;
8
TEST
MCU出厂试验时用,一般接地;
9
5V
CCD限幅电路电源输入(5V);
10
Vss
CCD限幅电路地;
54
GND
振荡电路接地端;
55
5V
振荡电路电源;
0x19
睡眠键
P-
10
0x17
0x1a
频道加键
P+
11
0x13
0x1b
频道减键
POWER
0B
0x12
0x1c
V59 设置操作方法

V59工厂设置进入与设置方法:请严格按照以下说明操作,
用遥控按:菜单→2580→参数设置(setting)按确认键进入
【花屏】
1:如果屏幕出现花/水彩画的现象就调这项:菜单→2580→参数设置(按确认键进入)→屏参设置→BIT MODE-----TI_MODE_6BIT/TI_MODE_8BIT(按左右键选择位8/6位转换)
2:如果如果调了上面那项还不行就调下这项:菜单→2580→参数设置(按确认键进入)→屏参设置→TIMODE______________开/关(按左右键转换)
【图像发虚】
如果图像字体出现锯齿状/发虚就调这项:菜单→2580→参数设置(按确认键进入)屏参设置→SWAP______________开/关(按左右键转换)注意此项只对高清屏有效!
【做开机画面,开机LOGO】
1:菜单→2580→参数设置(按确认键进入)→开机LOGO(先打开这项-按左右键选择)2:→首先把要的LOGO图片放进U盘→转换到多媒体播放图片→找到他要的图片→按播放键→再按[显示/显示信息]键
3:→在下方图标中找到[抓图]并保存即可
【恢复工厂设置】(Factory RestoreD)
菜单→2580→参数设置(按确认键进入)→Factory RestoreD(按确认键选择)
【打开酒店模式】
1:菜单→2580→参数设置(按确认键进入)→酒店模式→选择打开
2:就可以在菜单里设置一些酒店的功能了,密码是:1111,进入后就可以控制最大声/按键锁/默认通道等
【其他改开机模式和烤机模式】
菜单→2580→参数设置(按确认键进入)在这里可以设置。
MES系统操作说明书
MES系统操作说明文档(针织)一,管理物料(路径:针织厂->MM物料->管理物料(成衣))。
如图操作说明:1,使用菜单栏中的新建按钮新增款号,维护款式信息。
2,填写货号,货号描述等相关信息,在没有图像数据处右键调用可上传款式图像,完成后保存。
二,尺码管理 (路径:针织厂->PB公用->尺码管理)。
如图1,使用新建按钮2,填写红色尺码分组名称,3,使用尺码分组下面的新增按钮4,填写尺码编码和尺码名称,5,红色字体部份为必填项。
三,生产订单(路径:针织厂->SD订单->生产订单(服装))。
如图操作说明1,图上1为菜单栏图2为已制订单信息,可以点击行查询相关订单明细数据,图3为订单详细。
2,使用系统菜单右边上的’<’号可隐藏菜单栏从而扩大订单明细界面。
3,通过速查下方的向下键可设置查询条件查询已制作过的订单信息。
4,使用菜单栏中的新建按钮新增一张新的订单。
5,填写3处的表头部份,如客户名称,订单类型,合同号,加工类型,制作单日期等相关内容,下单总量为系统自动生成不需求录入。
6,如果在下拉列表中未能找到相应的客户,使用按钮。
1),使用菜单栏新建按钮后填写客户信息,红色字体为必填项,维护完成后保存即可。
7,1),选择款式批次子页面,新增款式批次信息。
2),填写相应生产工厂,货号,货名,成份,纱支,针型为系统自动带出,批号,工厂,交期,交地为必填项。
8,1),选择颜色尺码子页面,新增纱线色号。
2),使用新建按钮,增加色号和色名以及相应的RGB值,红色字体为必填项,保存即可。
注:如无色名,可直接填写色号。
9,选择尺码。
1),勾选尺码后使用确定按钮。
效果如下:2),如果在选择尺码窗口中没有找到尺码,参照上面尺码管理。
10,填写子色和各尺码数量。
1),录入子色号,色名,子色名为系统默认带出。
2),录入尺码数量,在汇总栏中可显示这个子色的尺码汇总数量。
注:例如:G:N2802*W9665,A:N3642 带G色和A色的录入方式如下先将G色的N2802*W9665,和A色的N3642 色号新增纱线色号后,以“,”号隔开如图保存后的效果:11,样品信息1),如该订单有样品信息,使用刷新按钮后,填写各尺码的样品数量即可。
各种机芯进入工厂菜单的方法(新)
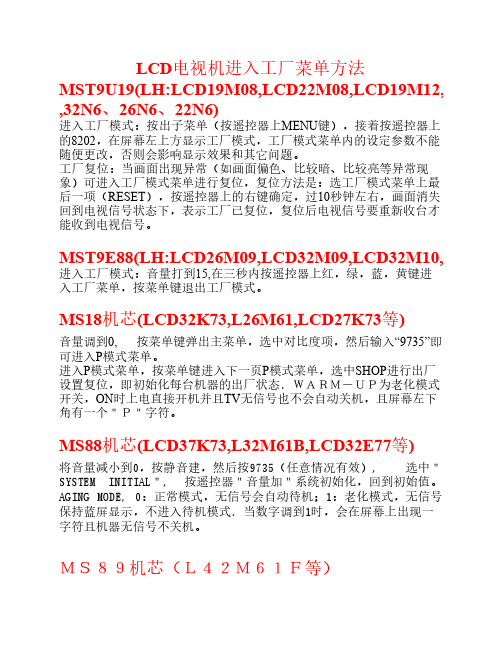
TV 信源下,将音量减小到0,按遥控“菜单”键进入用户菜单,将光标 停在对比度一项上,然后依次按遥控数字键“9+7+3+5”(任意情况有
效).选中"RESET USER DATA
"进行出厂设置复位,即初始化每台机器的出厂状态.WARM-UP 为老化模式开关,OFF时上电直接开机并且TV无信号也不会自动关 机,且屏幕左下角有一个"P"字符。
--“图象效果”—“静音”—“电源”进入工厂调试模式。 2、 选择“Adjustment”项,调整NAV,使上下高度为4,调整 NEW,使左右宽度为5。 3、 调整完成后按“项目”键,退回主菜单,选RESET项存储并退 出工厂调整模式。 4、 输入PAL测试卡代信号,依次按“电源”- “显示”—“图象效 果”—“静音”—“电源”进入工厂模式。 5、 选择“Adjustment”项,调整PAV,使上下黑白格刚好消失, 调整PEW,使左右黑白格刚好消失。 6、 调整完后按“项目”键退回主菜单,选RESET项存储并退出工 厂调试模式。
Mstar 9E19方案 调 试 说 明 机型(MODEL):mst9e19 型液晶电视
工厂菜单的进入方法
将音量调到15,按顺序按颜色键:红绿蓝黄(任意情况有效) 注:初次升级后,需要复位并开关电源一次,确保EEPROM 数 据正常
EEPEOM: 调整eeprom的内容:
ADDR:选择地址 DATA:更改的数据 SAVE:把更改的数据写入EEPROM
四、NTSC制会聚调整: 1、 输入NTSC狮头信号,依次按“会聚”—“静 音”—“1”—“8”—“2”进入会聚调整模式。 2、 按“0”两次,选中绿色方格,按“图像效果”或“伴音效果”键 将光标移至需要调整的线。按“频道 ”或音量+ -”键,移动该 线,使该线中心与调试屏幕上相应的方格中心重合。线调 整完后按“画中画”键转回点调整模式,按“图像效果”或“伴 音效果”键,将光标移至需调整的点。按“频道 ”或音量+ -”键,移动该点,使屏幕上所有横线,竖线均平直。调整完 成后按“显示”键存储。 3、 按“-/--”键,选中红色方格,以绿色方格为基准,调整红色 方格,使红色方格与绿色方格完全重合,形成黄色方格, 调整方法同2。 4、 按“P/S”键,选中蓝色方格,以黄色方格为基准,调整蓝色 方格,使蓝色方格与黄色方格完全重合,形成白色方格, 调整方法同2。 5、 NTSC制会聚调整完成后,按“移动”键,将数据复制至PAL 制,按“退出”键,退出NTSC会聚调整模式。
操作手册1.1(采购订单和无订单的收货)

采购收货操作手册一.采购收货的两种方式采购收货指与采购部门有关的收货,分为两种形式:即对于采购订单的收货和无采购订单的采购收货。
二.采购订单的分类仓储常见的采购订单包括以下几种:标准采购订单:订单格式为45XXXXXXXX ,包括所有物料从国内采购的采购订单。
普通采购订单:订单格式为90XXXXXXXX ,包括所有物料从国外采购的采购订单。
转储订单:转储订单是当物料从一个事业部调到另一个事业部,或从同一事业部的一个存储地点调往另一存储地点时,事业部为了监控在途情况而建立的采购订单。
订单格式为60XXXXXXXX 。
索赔订单:将库存中的不合格向供应商索赔时,为监控索赔物料的返回情况,而建立的一种采购订单。
订单格式为80XXXXXXXX。
*******索赔订单的发货、收货都从下面的收货录入界面录入。
********外协加工订单:订单格式与标准订单相同,也是45XXXXXXXX。
*******外协加工订单在操作采购订单收货时,系统会自动完成外协生产的物料消耗。
如果外协订单发料数量与BOM 单不一致,在外协采购订单收货时,系统会给出供应商库存不足的提示,如果与事业部沟通后,确认可以收货,则可以修改数量(可改为0),完成收货操作。
第三方采购订单:这是一种特殊的采购订单。
操作完成采购订单收货后,系统自动触发一个规定了的销售订单,同时完成物料的收货和销售,库存帐不发生变化。
三.无采购订单的收货无采购订单的收货包括两个部分:1.赠送收货:指供应商免费向联想提供的物料的收货。
收货状态可为非限制、质检或冻结。
2.零价值工厂收货:指将物料从材料(商品、成品)库转到零价值工厂的研发库或备件库时,对零价值工厂的物料收货。
ERP 系统中的操作一.基于采购订单的收货1. ERP 菜单如下:后勤商品管理库存管理货物移动收货或:直接点击收藏夹中事物MB01- 采购订单的收货过帐2.具体操作如下:通过菜单,进入按采购订单收货的初始屏幕,如下:图1在上图 1 中输入以下内容:1)交货单:外部单据号2)移动类型:根据收货时具体情况不同,可用101;3)采购订单号:由采购商务部人员维护,并填写在《收货单》上;4)工厂:应由采购商务部人员在《收货单》上注明,操作员按单据录入。
sap 工单扣料的库位设置
sap 工单扣料的库位设置SAP工单扣料的库位设置在生产过程中,为了管理物料的流向和清晰记录库存的变化,库位设置是非常重要的环节之一。
在SAP系统中,库位的设置也是工单扣料过程中必不可少的一部分。
本文将详细介绍SAP工单扣料的库位设置,并提供一步一步的操作指南。
定义工厂和仓库在开始设置库位之前,我们首先需要定义工厂和仓库。
工厂和仓库是SAP 系统中物料管理的重要组成部分,其层次结构如下:工厂(Plant)-> 仓库(Warehouse)-> 物料存储地点(Storage Location)在SAP系统中,工厂通常代表一个生产或分销地点,仓库则是工厂内部的一个区域,物料存储地点则是具体的库位。
因此,在进行SAP工单扣料的库位设置之前,我们需要先定义好工厂和仓库。
具体操作如下:1. 进入SAP系统,在主菜单中选择“企业结构管理”-“定义”-“物流/物料主数据”-“定义工厂”。
2. 在工厂定义界面,点击“新建条目”按钮,填写工厂的相关信息,如工厂代码、描述等。
3. 完成工厂定义后,返回主菜单,选择“企业结构管理”-“定义”-“物流/物料主数据”-“定义仓库”。
4. 在仓库定义界面,点击“新建条目”按钮,填写仓库的相关信息,如仓库编号、仓库描述、物料管理类型等。
设定库位当我们已经定义好工厂和仓库后,接下来需要进行库位的设置。
库位代表了具体的存储地点,是实际扣料操作所涉及的位置。
在SAP系统中,库位的设置需要满足以下几个方面的考虑:1. 物理位置:每个库位应具有明确的物理位置,以便在仓库中准确地定位物料。
2. 逻辑分类:库位可以按照物料的特性进行逻辑分类,例如按照物料的类别、品牌、尺寸等进行划分。
3. 存储容量:库位的容量应与所存储物料的数量相适应,以确保库存的合理管理。
以下是SAP工单扣料的库位设置的具体操作步骤:1. 进入SAP系统,在主菜单中选择“企业结构管理”-“定义”-“物流/物料主数据”-“定义物料存储地点”。
智能工厂自动化系统操作手册
智能工厂自动化系统操作手册第一章概述 (4)1.1 系统简介 (4)1.2 功能特点 (4)1.2.1 生产过程监控 (4)1.2.2 设备管理 (4)1.2.3 物料追踪 (4)1.2.4 质量控制 (4)1.2.5 数据分析与报表 (4)1.2.6 系统集成与扩展 (4)第二章系统安装与配置 (5)2.1 硬件安装 (5)2.1.1 准备工作 (5)2.1.2 控制器安装 (5)2.1.3 传感器与执行器安装 (5)2.2 软件配置 (5)2.2.1 控制器软件安装 (5)2.2.2 传感器与执行器软件配置 (5)2.2.3 系统集成 (6)2.3 网络设置 (6)2.3.1 网络拓扑 (6)2.3.2 IP地址分配 (6)2.3.3 网络安全设置 (6)第三章用户界面与操作 (6)3.1 界面布局 (6)3.1.1 主界面 (6)3.1.2 设备监控界面 (6)3.1.3 数据管理界面 (7)3.1.4 报表统计界面 (7)3.2 操作流程 (7)3.2.1 登录系统 (7)3.2.2 使用功能模块 (7)3.2.3 操作设备 (7)3.2.4 管理数据 (7)3.2.5 查看报表 (7)3.3 快捷键使用 (8)第四章设备管理 (8)4.1 设备注册 (8)4.1.1 注册流程 (8)4.1.2 注意事项 (8)4.2 设备监控 (8)4.2.1 监控内容 (8)4.2.3 监控操作 (9)4.3 设备维护 (9)4.3.1 维护计划 (9)4.3.2 维护操作 (9)4.3.3 注意事项 (9)第五章生产线管理 (9)5.1 生产线设置 (9)5.1.1 设备配置 (9)5.1.2 生产线布局 (9)5.1.3 流程设置 (10)5.2 生产调度 (10)5.2.1 生产计划制定 (10)5.2.2 生产任务分配 (10)5.2.3 生产进度监控 (10)5.3 生产数据统计 (10)5.3.1 数据采集 (10)5.3.2 数据处理 (10)5.3.3 数据展示 (11)第六章质量管理 (11)6.1 质量检测 (11)6.1.1 检测项目 (11)6.1.2 检测方法 (11)6.1.3 检测设备 (11)6.1.4 检测流程 (11)6.2 质量分析 (11)6.2.1 数据收集 (11)6.2.2 分析方法 (12)6.2.3 分析结果 (12)6.3 质量改进 (12)6.3.1 改进措施 (12)6.3.2 改进流程 (12)6.3.3 改进效果评估 (12)第七章库存管理 (12)7.1 库存查询 (12)7.1.1 查询界面 (13)7.1.2 查询操作 (13)7.1.3 注意事项 (13)7.2 库存预警 (13)7.2.1 预警规则 (13)7.2.2 预警处理 (13)7.2.3 注意事项 (13)7.3 库存调整 (13)7.3.1 调整界面 (13)7.3.3 注意事项 (14)第八章安全管理 (14)8.1 安全监控 (14)8.1.1 监控系统概述 (14)8.1.2 监控设备 (14)8.1.3 监控中心 (14)8.2 安全预警 (15)8.2.1 预警系统概述 (15)8.2.2 预警指标 (15)8.2.3 预警处理 (15)8.3 安全处理 (15)8.3.1 分类 (15)8.3.2 处理流程 (15)8.3.3 报告 (15)第九章系统维护与升级 (16)9.1 系统维护 (16)9.1.1 维护目的 (16)9.1.2 维护内容 (16)9.1.3 维护周期 (16)9.1.4 维护流程 (16)9.2 系统升级 (16)9.2.1 升级目的 (16)9.2.2 升级内容 (17)9.2.3 升级流程 (17)9.3 故障排除 (17)9.3.1 故障分类 (17)9.3.2 故障处理流程 (17)第十章常见问题与解答 (17)10.1 系统操作问题 (17)10.1.1 如何登录智能工厂自动化系统? (17)10.1.2 如何进行系统初始化? (17)10.1.3 如何查询生产数据? (18)10.1.4 如何修改设备参数? (18)10.1.5 如何进行设备联动? (18)10.2 设备故障问题 (18)10.2.1 设备出现故障时,如何快速定位故障点? (18)10.2.2 设备故障时,如何进行故障排除? (18)10.2.3 设备维修后,如何进行设备调试? (18)10.2.4 设备运行过程中,如何进行日常维护? (18)10.3 系统优化建议 (18)10.3.1 如何提高系统运行效率? (18)10.3.2 如何降低系统故障率? (18)10.3.3 如何提高数据查询速度? (18)10.3.4 如何提高系统安全性? (19)10.3.5 如何实现设备远程监控? (19)第一章概述1.1 系统简介智能工厂自动化系统是一款集成先进的计算机技术、通信技术、控制技术以及人工智能技术的高效生产管理系统。
(整理)红米手机测试、root方法及使用技巧

红米手机测试、root方法及使用技巧一、红米手机的测试(一)红米手机进入工厂测试模式的方式:关机,按下音量上键和开机键调出工厂模式菜单。
在工厂模式下,按键的定义如下:音量上——向上移动光标;音量下——向下移动光标;主页键——进入或确认;返回键——退出或返回。
光标移动到“单项测试”,按“主页键”进入以执行各项功能测试。
1. 触摸屏测试选择并进入“触摸屏”测试项。
CTP测试:在屏幕所示红线范围内划线,红框变为绿色,测试通过。
自由触屏测试:在屏幕所示区域内随意划线测试,显示无断线,锯齿等现象,且X和Y坐标能跟踪触点轨迹变化不迟滞不间断,测试成功。
点“返回键”返回。
2. 按键测试选择并进入“按键”测试项。
分别点击“开机键”,“音量下键”、“音量上键”、“菜单键”、“主页键”、“返回键”,屏幕上对应的按键提示会消失。
3. LCD&背光&震动器选择并进入“LCD&背光&振动器”测试项。
点“主页键”观察LCD颜色切换状况。
屏幕会依次显示“红”、“绿”、“蓝”和由“白”到“黑”的六个灰阶变化。
在屏幕呈现不同颜色时,观察LCD是否存在异常;观察背光是否有闪烁。
手机震动是否正常。
点“主页键”返回。
4. 耳机测试选择并进入“耳机”测试项。
带麦克风耳机插入后,“耳机插入”显示“YES”提示耳机已插入。
“耳机麦克风”显示“是”。
对着耳机的麦克风说话,耳机左右声道分别能听到清晰的声音。
按耳机上的接听按键,“耳机按键”显示“按下”。
按下耳机上的音量调节键,可以移动光标。
(二)红米手机进入recovery模式的方式:关机状态下按音量减加电源键进入模式选择界面,选择recovery mode。
操作的方法:音量下选择,音量上确定,在模式选择界面点击进入recovery mode,需要点击电源键进入。
有很多个选项,但是我们能够用的,也就是选项:1、6、7、8、9。
记住在清空数据之前记得备份!二、线刷与卡刷区别卡刷是将刷机包(ROM文件)复制到手机的内存卡根目录下,然后手机进入刷机模式调取该刷机包进行刷机操作。
TCL LCD-MS89机芯L52M71F的维修资料2

第3页共 12页一、 概述:L46M61F/MS89是一款中端LCD电视产品。
电视所用机芯为台湾Mstar公司的MST9U89CL,256脚LQFP封装,有如下一些突出特点:① 内嵌10位A/D转换器,可把模拟信号转换为10位数字信号;② 具有10位数字信号的处理能力,并能通过内置的双通道的8/10位LVDS驱动器向全高清LCD屏发送10位数字视频数据;③ 内嵌OSD引擎,全面支持PIP/PBP/POP;④ 低电磁干扰、低功耗。
电视所用的屏为韩国LG公司的LC470WU4,该屏是全高清LCD屏(物理分辨率1920*1080),能表现16.7M真彩色,具有8ms响应时间。
电视支持RF、AV(2入1出)、S-Video、VGA、HDTV、HDMI和USB(1主1从)共7种接入方式。
其中VGA最高支持1280*1024/75HZ,USB支持USB 2.0,HDMI支持HDMI 1.1。
电视内部电路板有:电源板、数字板、USB板、功放板、侧AV板、遥控板和按键板,共7块。
其中数字板、USB板与功放板放在屏蔽盒内,以有效抑制其电磁干扰。
L46M61F/MS89工业设计出自TCL倜傥(TIM THOM)团队。
机身一袭黑色,窄边框设计,抛光注塑前壳,钢化玻璃底座,整体给人一种稳重、典雅之感。
第4页共 12页二、工厂菜单的进入方法及操作方法2.1 工厂菜单的进入方法方法1:TV信源下,将音量减小到0,按遥控“菜单”键进入用户菜单,将光标停在对比度一项上,然后依次按遥控数字键“9+7+3+5”(任意情况有效)方法2:直接按遥控“回看”键(工厂菜单下“CONFIG―FACTORY KEY”项需设置为“ON” )2.2 工厂菜单的操作方法:工厂菜单的操作方法如下:1.菜单项可被选中,字体呈白色;菜单项被选中时,字体呈黄色;菜单项不可操作,字体呈灰色;2.无论是主菜单还子菜单,按遥控“节目±”键对各菜单项进行选择,按遥控“音量±”键对菜单项进行超作;3.菜单项后只标有“►”,表示该项有子菜单,按遥控“音量±”键可进入子菜单;4.菜单项后是“选项”或“状态”时,按遥控“音量±”键可对“选项”进行选择或对“状态”进行切换;5.菜单项后是“数字”时,按遥控“音量±”键可对“数字”进行调整;6.子菜单回主菜单,按遥控“菜单”键;7.从主菜单退出工厂菜单,按遥控“菜单”键。
组装机8873CSCNG6PR6彩电机芯板

一行偏转线圈的连接方法:(行偏转红色连接线的接法,红线可以插下列插针上)1T1插针;中阻值型行偏转线圈阻值在2.2欧左右,S校正电容C441在0.39UF/200V-0.47UF/200V之间,适应14寸21寸7脚9脚显象管,逆程电容C435,C438在7n2/1.6KV—10n/1.6KV之间。
2T2插针,高阻型行偏转线圈阻值在1.3-2.3之间,校正电容C441在0.43UF/200V-0.68UF/200V之间。
适应14寸-22寸7脚9脚11脚显象管,逆程电容C435,C438在7n2/1.6KV-8n2/1.6KV之间。
3T3插针T4插针低阻型行偏转线圈阻值在1欧-2.3欧之间,S校正电容C441容量在0.22UF/200V-0.68UF/200V之间逆程电容C435,C438在7n2/1.6KV-8n2/J1.6KV之间。
4T5插针,电脑显示器偏转线圈(行偏转线圈有原来的并联改为串联)阻值在0.8-1.3欧之间S校正电容C441在0.51UF/200V-0.82UF/200V之间,逆程电容C435,C438在7n2/1.6KV-8n2/1.6KV之间。
以上行偏转线圈阻值范围由指针式万用表测得,逆程电容C435,C438的总容量在7n2至12n 之间,行偏转,场偏转电阻仅供参考。
5装机后出现行幅小的现象:1把行偏转红色连接线由原T1插针直接改插到T2插针上;2增大逆程电容C435,C438的容量;3减小S校正电容C441的容量。
6装机后出现行幅大的现象:1把行偏转红色连接线由原T1插针直接改插到T3或T4插针上;2减小逆程电容C435,C438的容量;3增大S校正电容C441的容量。
7行偏转线圈大于2.3欧时行幅过小,行逆程时间过长,导致行管损耗增大而易损坏。
行偏转线圈小于0.8欧时行幅过大行输出负载过重,导致行管易损坏,且偏转线圈的磁芯过热。
8专用25,29寸11脚带校正的线路板。
装机后若出现行幅偏小且内凹现象:1调整RP301/RP302可调电阻;2把行偏转红色连线由原来T1插针直接改插到T2插针上;3重新调整RP301/RP302可调电阻;4增大逆程电容C435,C438的容量;5减小S校正电容C441的容量。
工厂管理流程图

• 关键动作 • 轻易失控
旳地方
• 控制动作
生产计划作业流程
流程图
• 生产计划制定,生产计划执行,生产计划执行控制,生产计 划结案
• 车间自定计划,备料不及时,缺乏计划协调,缺乏计划执行 监控,缺乏计划结案
• PMC制定生产计划,物控员制定采购计划并对物料及时 到位进行监控,PMC对生产进度进行监控,并协调处理生 产计划执行中旳问题,对生产计划达成率进行统计和考 核
流程图
品质技术流程分析
协助成长 成就卓越
流程图
协助成长 成就卓越
• 关键动作
• 轻易失控 旳地方
来料检验作业流程
流程图
• 检验,检验鉴定,检验标识,检验报告
• 无检验原则,无检验方案,检验不及时,无检验标识,无检 验报告
• 控制动作
• 制定检验原则和检验抽样方案,要求检验响应时间,要求 检验标识操作方法,下工序,品管主管,稽核监督执行
协助成长 成就卓越
流程图
协助成长 成就卓越
• 关键动作 • 轻易失控
旳地方
• 控制动作
制程检验作业流程
流程图
• 首检,巡检,控制点检验,产品抽检,检验标识,检验报告,不 合格品处理
• 首检及其他检验执行不力,无检验统计和报告,不合格品 处理不及时或不当
• 明确职责,下工序,品质主管,稽核对制程检验进行监督
生产?
• 控制方法: • 订单接受:信息完整性,精确性原则要求,增长审核降低错误 • 订单确认: 订单得到有关部门旳评审,综合考虑后决定订单交期,然后回
复给客户 • 订单传递:由计控部门对订单进行统一安排后,转化为生产订单,转生产
部门,采购部门进行Biblioteka 购和生产协助成长 成就卓越
速达5000生产管理操作说明
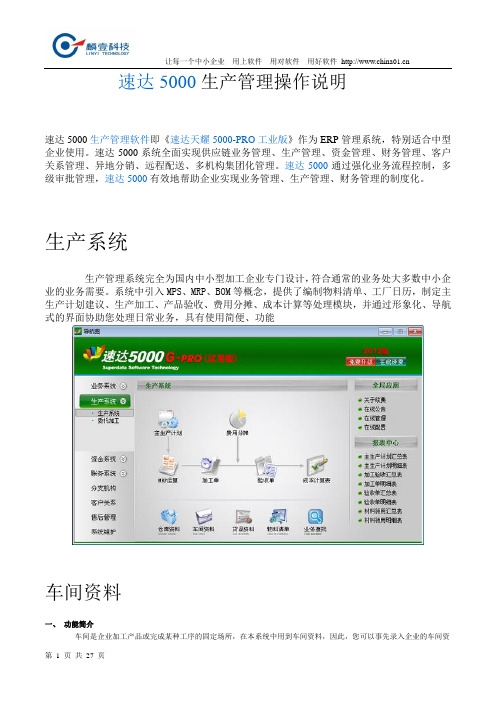
速达5000生产管理操作说明速达5000生产管理软件即《速达天耀5000-PRO工业版》作为ERP管理系统,特别适合中型企业使用。
速达5000系统全面实现供应链业务管理、生产管理、资金管理、财务管理、客户关系管理、异地分销、远程配送、多机构集团化管理。
速达5000通过强化业务流程控制,多级审批管理,速达5000有效地帮助企业实现业务管理、生产管理、财务管理的制度化。
生产系统生产管理系统完全为国内中小型加工企业专门设计,符合通常的业务处大多数中小企业的业务需要。
系统中引入MPS、MRP、BOM等概念,提供了编制物料清单、工厂日历,制定主生产计划建议、生产加工、产品验收、费用分摊、成本计算等处理模块,并通过形象化、导航式的界面协助您处理日常业务,具有使用简便、功能车间资料一、功能简介车间是企业加工产品或完成某种工序的固定场所,在本系统中用到车间资料,因此,您可以事先录入企业的车间资料。
二、操作路径单击「生产管理」→「车间资料」。
替代品设置一、功能简介替代品设置可由用户选择某个原料在生产中可由哪些材料替代、替M清单时,系统自动将所有的替代品代入BOM清单中,同时将替代品与其替代的材料设置在同一级次,BOM循替代品也考虑在内,货品资料如在替代品资料中设置过,系统将其自动代入到BOM清单中。
替代品在BOM清单中的标准用量按被其替代的原料标准用量及比率自动计算,在MRP运算选择计算条件中相应的,在考虑“替代品”时,如果计算的主原料不足时,系统就找它的替代品,看替代品的数量是否满足需求,如果满足,此材或再加工,如不满足,系统再将缺少数量做为主原料的建议加工数量或采购数量;在使用<加工单>的“生产能,系统也会考虑替代品,即先将替代料折算成相应原料数量,再用原料现有库存量+所有替代品折算成的原料数量,共同计算二、操作路径「业务」→「生产管理」→「替代品设置」。
操作“货品名称”不可与“替代品名称”相同替代品不能为同一货品;删除和修改;资料保存后,在制作BOM清单或手工制作替代品可自动代入到BOM清单或加工单细表中;“物料清单维护”中增加“替代品”一栏,点击右侧按钮,系统将该原料的替代品显示出来,可修改编替代品对其他业务的影响<领料单>增加“共耗品”栏,当选择<加工单>制作<领料单>时,此项不打勾,则所领用的材料金额做为该加工单中加工产品的材料成本;不选择<加工单>时,此项打勾,即为共耗材料,在期末做材料成本分配时,按验收数量及在制品的约当产量进行分配,此项不可手工修改;在按单领料没有做验收,则将细表所有材料提供出来供选择;如已做验收,则只提供已按单领单的材料选择项;共用材料在分摊时不再为该进行分摊;<BOM清单>单时,选择有替代品的原料,系统自动将该原料的替代品资料代入,并根据父件与原料的使用比率计算出替代品数量,可修改,代入产品加工单时,系统自动将BOM清单修改后替代品的级次与所替代的原料相同,BOM清单检查时,要把替代品视同正常原料进行循环检查,发生循环使用物料时,BOM不<加工单>在编辑<加工单>时,将鼠标移至单据明标右键,在浮动菜单中增加“替代品设置”功能项,选择该项时,系统打开“替代品选择”界面,同时,根据加工单主表的加工率,自动计算出数量,可修改和删除明细。
工厂日常操作方法
工厂日常操作方法工厂日常操作方法包括以下几个方面:1.生产计划制定和管理工厂日常操作的第一步是制定生产计划,并对计划进行管理。
制定生产计划要考虑到市场需求、原材料供应、设备状况等因素。
管理生产计划要及时跟踪生产进展,确保生产计划的顺利进行。
2.原材料采购和库存管理原材料采购是生产的基础。
在日常操作中,工厂需要与供应商保持良好的沟通,及时采购所需原材料。
同时,需要做好库存管理,确保原材料的充足性和库存的合理性,避免因库存过多或过少而导致生产延误或浪费。
3.生产设备维护和管理生产设备是工厂正常运转的重要保障。
工厂应制定设备维护计划,并按照计划定期对设备进行检修和保养。
此外,还需要建立设备档案,记录设备的使用情况、维修记录等信息,以供参考和查询。
4.生产工艺控制和改进工艺控制是保证生产质量和效率的关键。
工厂应对生产工艺进行科学合理的规划和设计,并根据实际情况进行调整和改进。
此外,还需要建立工艺控制的标准和方法,对生产过程进行监控和调整,确保产品的质量和一致性。
5.生产作业管理和优化生产作业管理是工厂的核心任务之一。
工厂应建立科学合理的作业流程和标准操作规程,明确生产工序和操作要求。
在实际操作中,需要加强对作业人员的培训和管理,确保作业的安全和高效。
另外,还可以通过优化作业流程和引入新技术等方式,提高生产效率和降低成本。
6.质量管理和品控系统质量管理是工厂日常操作中必不可少的环节。
工厂应建立完善的质量管理体系,包括质量标准的制定、质量检测的流程和方法的规定等。
此外,还需要建立品控系统,对产品进行抽检和检验,确保产品符合质量要求。
7.人员管理和安全生产工厂日常操作还需要注重人员管理和安全生产。
工厂应建立科学合理的人员管理制度,包括招聘和培训、绩效评估和激励机制等。
对于安全生产,工厂应建立安全生产制度和规定,加强对员工的安全教育和培训,确保员工的安全和生产环境的安全。
以上是工厂日常操作的一些方法和注意事项。
工厂食堂账目管理制度
工厂食堂账目管理制度一、总则为了规范工厂食堂的账目管理,确保饮食安全和食堂经济的合理运作,制定本制度。
二、管理范围本制度适用于工厂食堂的账目管理工作。
包括财务收支、食材采购、食品销售等相关流程。
三、食堂账目管理岗位设置及职责1. 食堂经理:全面负责食堂的运营管理工作,包括账目管理、食材采购、员工培训等。
2. 财务人员:负责食堂的财务管理工作,包括每日收支记录、账目报表的编制等。
四、食堂账目管理流程1. 收支登记:食堂每天的营业开始前,财务人员应当对现金、刷卡等收入进行登记。
2. 食材采购:食堂经理根据菜单确定需要采购的食材,财务人员应及时记录食材的采购金额和供应商信息。
3. 销售记录:财务人员应当记录每天食堂的销售情况,包括销售额、菜品销量等。
4. 财务报表:每个月底,财务人员应当编制食堂的财务报表,包括月度收支明细、食材采购情况等。
5. 账目审核:食堂经理应当对每月的财务报表进行审核,确保收支情况的准确性和合理性。
五、食堂账目管理制度执行1. 工厂食堂应当建立健全的账目管理制度,明确各项管理流程和职责分工。
2. 食堂经理和财务人员应当严格执行食堂账目管理制度,确保账目的准确性和完整性。
3. 随时接受工厂领导的监督和检查,积极配合相关部门的审计工作。
4. 对于账目管理中的违规行为,一经查实,将依法依规予以处理。
六、食堂账目管理制度修订本制度自发布之日起生效,如有需要对账目管理制度进行修改,应当由食堂经理提出并报工厂领导审批。
七、食堂账目管理制度的解释权本制度的解释权归工厂领导所有。
以上为工厂食堂账目管理制度,制定和执行该制度有利于规范工厂食堂的管理,提高工厂食堂的服务水平和经济效益,确保员工用餐安全和食品卫生。
希望各位工厂员工严格遵守该制度,共同维护工厂食堂的良好秩序和形象。
工厂饭堂 餐饮管理制度
工厂饭堂餐饮管理制度一、总则为规范工厂饭堂的餐饮管理,保障食品安全和员工用餐质量,特制订本管理制度。
二、餐饮服务内容1. 工厂饭堂提供早餐、午餐和晚餐服务,保证员工三餐正常用餐。
2. 食品种类应多样化,搭配合理,满足员工口味和健康需求。
3. 饭堂每餐菜单应提前制定,且每周定期更换,确保员工饮食均衡。
4. 餐饮服务时间应根据员工作业时间灵活安排,避免过早或过晚用餐。
三、食品安全1. 食品采购应选择正规渠道,并在到货时对食材进行质量检查,确保食品安全。
2. 食品储存应分区分层,冷藏、冷冻等不同种类食品应分开存放。
3. 食品加工操作人员应持证上岗,遵循食品加工操作规范,保证食品卫生安全。
4. 每周定期对饭堂进行卫生检查,厨房设备及餐具清洗消毒,确保食品安全。
四、餐饮环境1. 餐厅内部布局宜通风明亮,桌椅整洁舒适,避免拥挤和嘈杂。
2. 餐厅应定期进行卫生清洁,地面、桌椅、餐具等定期消毒。
3. 餐厅应配备足够的餐具和饮用水设备,保障员工用餐质量。
五、用餐秩序1. 员工用餐时间应尽量固定,不得随意更改,以避免用餐拥挤和浪费。
2. 员工排队领餐时应有序排队,不得插队或恶意冲突。
3. 用餐时员工应保持文明用餐礼仪,不得大声喧哗、随地吐痰等不文明行为。
六、餐饮费用1. 餐费应根据员工实际用餐情况进行统一收费,不得私自调高或优惠。
2. 餐费记录应真实准确,每月对员工餐费进行结算,避免费用纠纷。
3. 对于贫困员工或困难员工,可提供适当的用餐补贴或优惠政策。
七、监督检查1. 每月安排专人对饭堂进行监督检查,对食品质量、卫生情况等进行全面检查。
2. 发现问题应及时整改,对严重问题应立即停止使用相关食品或设备。
3. 定期邀请卫生部门或第三方专业机构对饭堂进行评估,提出改进建议。
八、附则1. 工厂饭堂餐饮管理制度定期进行修订,以适应实际餐饮管理需求。
2. 工厂领导应重视餐饮管理工作,加强对餐饮服务的监督和指导。
3. 对于严重违反餐饮管理制度的行为,应根据相应规定进行严肃处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工厂菜单操作方法
■老化模式
1)按“D-mode”直接进入老化模式,屏幕显示“factory”。
按“DISP”退出“factory”,
进入白平衡模式。
2)按“MENU”键到调谐菜单。
按“CH-”键选定调后频道;按数字键“2 4 8
3”、“6483”、“6568”进入老化模式。
在工厂模式或老化模式下,按“SYS”,“音效模式”,“sleep”可直接调整数据, 屏幕
显示相应的菜单+factory,按“MENU”显示主菜单调整各项数据,所有模拟量以
50为单位步进,搜台速度加倍。
若退出数据调试,按“DISP”退出,屏幕只显
“factory”。
■白平衡模式
3)在老化模式,按“D模式”退出“factory”,进入白平衡模式。
4)按“D模式”键二次(工厂键)进入白平衡模式。
5)在工厂模式,按数字键0进入白平衡模式。
6)在白平衡模式下,按“MUTE”,可出现水平亮线,此时用“1、4”RCUT,用
“2、5”键调BCUT;用“3、6”键调GCUT;
■进入工厂模式
A、用户遥控器:
1)先进老化模式,在老化模式,按“DISP”退出“factory”,进入白平衡模式。
2)在白平衡模式下,按数字键1、2、3、4、5、6、7、DISP进入工厂模式。
B、按“D模式”键三次(工厂键)进入工厂调试菜单。
■进入工厂模式F8~F15页
在工厂模式前7页,按数字键“2 4 8 3”、“6483”、“6568”进入F8页。
同时打开
F8~F15页。
按静音键正向翻页菜单,按返回键反向翻页。
按数字键1、2、3、4、5、
6、7、8、9进入工厂模式F1~F9页。
按数字键0进入白平衡模式。
■退出工厂模式
1)按“DISP”可退出工厂菜单。
1)按电源开关,可退出工厂状态。
但再开机,保留“factory”模式。
■工厂调试用快捷键说明
进入工厂模式后,遥控器上部分按键的功能将发生变化,以适应生产调试的需要。
1)按静音键正向翻页调试菜单,按返回键反向翻页调试菜单。
2)按遥控器上“CH+”、“CH-”、选择菜单项目,按“VOL+”、“VOL-”改变设定数值。
3)按“SLEEP”显示芯片内部6种测试信号;
PAL制:
黑场:看暗平衡。
白场:看亮平衡。
方格:调PAL线性、行场幅。
方格的上下左右最边刚刚不见为最好。
十字架:调NTSC制行场中心值。
NTSC制:
十字架:调NTSC制行场中心值。
方格:调PAL线性、行场幅。
方格的上下左右最边刚刚不见为最好。
0:亮暗平衡调整
按“MUTE”,可出现水平亮线,此时用“1、4”RCUT,用“2、5”键调BCUT;用“3、6”键调GCUT;按“TV/A V”键进入“BUS OFF”状态。
1:PAL制式几何调整(只在PAL制式时显示)
NTSC制式几何调整(只在NTSC制式时显示)
2:亮度、对比度、色度调整
3:OSD1调整
4:有关的功能控制
5:屏保位置及拉幕参数
6:OSD2调整
7:OSD3主菜单颜色调整
在此菜单按菜单键,将出现有蓝屏菜单,且菜单上有FACTORY显示,可直接用P+、P-、V+、V-键对菜单各项颜色进行适时调整,做到所见所得。
调整完按DISP退出。
8:音量参数调整1
9:高中低模拟量曲线调整
10:芯片管脚状态控制
11:功能控制
12:跟ABCL、亮度有关的寄存器控制
13:跟彩色有关的寄存器控制
Y DELAY TIME (亮度延时时间)
0:0ns 1:40ns 2:80ns 3:120ns 4:160ns 5:200ns 6:240ns 7:280ns 14:跟伴音陷波有关寄存器控制
15:行同步参数设置
16:不常用的调整项1
17:不常用的调整项2
18:不常用的调整项3
LOGO设定:无信号在A V下按数字键“2 4 8 3”、“6483”、“6568”进入LOGO设定菜单。
通过MENU键依次选择各项。
按P+、P-、V+、V-键进行LOGO参数设定。
调整完毕,按键DISP退出。