运用数控车床加工偏心零件的方法探究
偏心轴零件的数控车削加工研究
作者简介:王亮德(1966一),山东邹平人。毕业于山东工业大 学机械制造专业,滨州职业学院副教授,硕士,研究方向为:先进制 造技术。电子信箱:wangld 01@163.corn.
[4]张宝欢,史春涛.复杂曲面重建技术应用[J].机械设计,2005(7):
60—62.
收稿日期:2009—03—19
2.Yibin Vocational Technical High School of Commerce,Yibin 644002,China) Abstract:The machining methods of the eccentric axis on NC lathe without gasket are researched. Mathematical model for programming turning program of eccentric axis is set up,and the NC turning macro of eccentric axis is programmed with the macro function of FANUC 0i—TA system.and the cau· tions on NC turning eccentric axis are given. Key words:NC turning:eccentric axis;user macro
bar conveyor in the all mechanic caving mining face should be considered.ne recycling equipment be-
hind the flight bar conveyor is able to increase the mining rate,as result of decreasing the lost coal from the goal. Key words:low-order sublevel caving;flight bar conveyor;design;mining rate
偏心件数控车削装夹工艺设计及优化

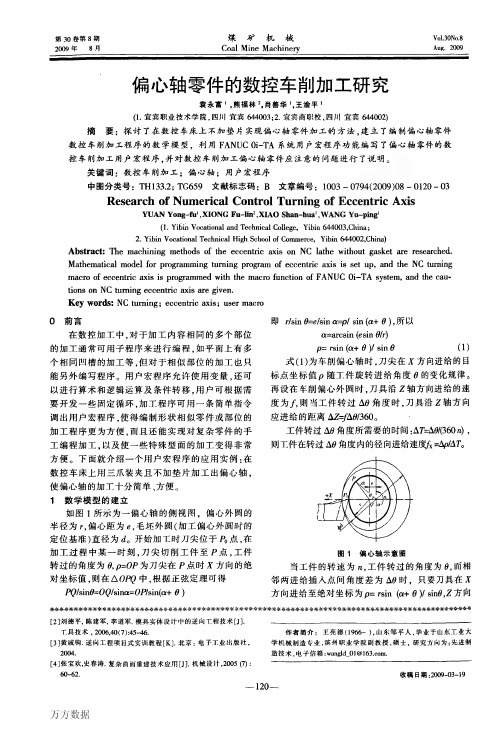
44偏心工件指零件的外圆和外圆或外圆和内孔的轴线平行 而不重合"偏一个距离的工件"两平行轴线之间的距离称为偏 心距# 在机械传动中"回转运动转换为直线运动一般都是通 过偏心工件来实现的"而偏心件在数控车床上加工时主要依 赖于装夹方案合理设计来实现"即通过偏心安装工件进行加 工"也就是要使偏心部分的轴线与车床主轴轴线重合#
一偏心件加工方法 偏心件加工主要是通过采用合理的装夹方法来实现"即 把需要加工的偏心部分的轴线找正到与车床主轴旋转轴线 重合"实际加工中 还 需 考 虑 工 件 数 量% 形 状% 精 度 等 要 求" 一 般车削偏心件的加工方法有五种"即在三爪卡盘上车削偏心 件%在四爪卡盘上车削偏心件%双顶尖法车偏心件%在花盘上 车削偏心件%专用夹具法车削偏心件# 二偏心件数控车削装夹工艺 一 三爪自定心卡盘装夹工艺 三爪自定心卡盘装夹速度快%定心精度高"为通用车削 装夹夹具"在加工 偏 心 件 时" 在 一 个 爪 与 工 件 接 触 面 之 间 垫 上一块垫片&如图 $ 所示'"以使工件轴线相对于车床轴线偏 离一个偏心距"垫片厚度可按以下公式计算!
!科技风 "#"$ 年 $ 月
机械化工
三 双顶尖法装夹工艺 此装夹方法适用于较长偏心轴要求在轴的两端面钻基 准中心孔偏心中心孔用两顶尖一个鸡心夹头装夹工件 用两顶尖安装车削工件时先在工件两端面根据偏心 距要求钻偏心中 心 孔 加 工 时 先 顶 住 工 件 基 准 圆 中 心 孔 车 削基准外圆再顶住偏心中心孔车削偏心外圆 对于小批量精 度 要 求 不 高 的 偏 心 轴 偏 心 中 心 孔 可 经 划线后在钻床上加工偏心精度要求高时可在坐标镗床上 加工大批量生产时可在专用偏心夹具上加工 装夹加工时注意事项$ 钻中心孔时要保证基准圆中 心孔和偏心圆中心孔的位置精度 )顶尖与中心孔接触松 紧程度适当且在其间加注润滑油以减少磨损 ( 车偏心 圆时在一转内加工余量变化大且是断续切削会产生冲击 和振动因此切削用量要小并从偏心最远处切入 四 花盘装夹工艺 此方法适用于加工长度较短偏心距较大精度要求不 高的偏心孔工件 先将工件外圆两端面加工至要求后在 一端面上画好偏心孔位置然后用压板均布地把工件装夹在 花盘上校正后压紧即可 五 专用夹具装夹工艺 $&固定偏心轴套法 在批量生产中偏心轴套法应用比较普遍 偏心轴套 如图 (指轴套内孔与外圆轴线不重合相距一个偏心值 在装夹定位时偏心轴套外圆中心线与工件偏心段中心线同 轴而偏心轴 套 内 孔 中 心 线 与 工 件 非 偏 心 段 外 圆 中 心 线 重 合在加工偏心段时工件绕偏心段轴线旋转其轴线与非偏 心段不重合 如图 3 所示加工件大端车削完成后以大端定位装入 偏心轴套内孔偏心轴套装入三爪自定心卡盘以其外圆定 位由于偏心轴套轴向开有 $&Il)[[的轴向槽受三爪自定 心卡盘的夹紧力后自动收紧并夹紧工件
运用数控车床加工偏心零件的方法探究
运用数控车床加工偏心零件的方法探究摘要:数控车床因其加工精度高、加工质量稳定可靠、生产效率高以及可有效改善劳动条件等特点,因此在当前被广泛用于大批量和复杂零部件的加工生产当中。
本文结合CNC-6135数控车床加工偏心零件的实例,就其在加工偏心零件时的生产特性,以及加工中夹具、刀具上的技术改进等方面进行了探讨与研究。
关键词:数控车床;加工;偏心零件;方法1.偏心件概念及总体生产工艺偏心零件即是指外圆和外圆的轴线或内孔与外圆的轴线平行但不重合(彼此偏离一定距离)的工件,例如实际生产中常见的偏心轴、偏心孔及曲轴均是偏心零件。
无论是偏心轴或是偏心孔,在加工方法上和一般圆柱面、圆柱孔的加工方法基本类似,只是在装夹方法上具有一定的特殊区别,要求在装夹时,需要先将加工的偏心圆部分的轴线校正到与车床主轴线重合的位置后,再进行车削。
传统的车偏心件的工艺主要是利用三爪卡盘或四爪卡盘进行装夹,然而这两种常用的加工方法,都存在着装夹过程复杂,不容易找正,精度难以控制等缺点,不适宜于批量生产。
为克服上述缺点,在CNC-6135数控车床加工偏心零件时,有针对性的设计了一种可专门用于批量生产的偏心夹具,能极大的提高零件生产的位置精度,且可以实现数控车床位置坐标的统一性,从而极大的缩短了工时。
同时,在加工过程中还通过选用先进的涂层刀具,以及确定合理的加工切削用量,从而有效提升了偏心零件的加工精度与生产效率。
2.专用夹具的设计与应用夹具的使用,主要是为了通过控制好加工过程中轴线间的平行度以及偏心距精度,以确保加工后的偏心零件具有足够的工作精度。
2.1.偏心距精度的控制多年来的加工实践证明,采用具有测量块的专用偏心夹具,具有较高的加工精度,其结构和使用情况如下:该夹具的偏心卡盘总共为两层。
其中,花盘和法兰盘是利用螺钉进行紧固连接,花盘的燕尾槽是和偏心体之间相互配合,在偏心体结构中还设置有三爪卡盘。
通过燕尾结构的利用,是偏心滑座能在花盘丝杆的调节作用下进行滑动。
数控车偏心轴编程实例

数控车偏心轴编程实例数控车偏心轴编程实例数控车床是一种高效率、高精度的机床,广泛应用于金属加工等领域。
在数控车床编程中,偏心轴编程是一种比较常见的编程方法。
本文将以一个实例来说明数控车偏心轴编程的具体实现。
偏心轴编程是指在数控车床加工过程中利用偏心轴完成不同直径的加工。
偏心轴的原理是利用轴向偏移来改变工件中心的位置,实现不同直径的加工。
下面以一个轴向偏移量为10mm的圆形工件为例,说明偏心轴编程的实现过程。
1. 程序头部编写程序头部是数控编程中的一部分,用于标注程序的基本信息。
示例程序头部如下:O0001(程序号)N1(程序行号)G21(以毫米为单位)G90(绝对值编程方式)G0 X0 Z0(初始位置)2. 刀具半径补偿在偏心轴编程中,为了保证加工精度,需要对刀具进行半径补偿。
对于本例圆形工件的加工,半径补偿的指令为:G41(刀具左补偿)T1 M6(选择刀具T1,并换刀)S500 M3(主轴转速设定为500rpm)G94(以每分钟进给)M8(冷却液开启)3. 定位坐标计算由于工件的偏心轴编程需要沿轴向偏移一定距离,因此需要计算新的定位坐标。
偏心轴编程的定位坐标公式如下:Xn=Xo+cosθ×EZn=Zo+sinθ×E其中,Xo、Zo为旧的定位坐标,θ为角度,E为偏移量。
在本例中,偏移量为10mm,θ为360/16=22.5°。
对于第一个加工点来说,角度为0°,因此新的定位坐标为:X1=X0+cos(0)×10=X0+10Z1=Z0+sin(0)×10=Z04. 加工逻辑在偏心轴编程中,加工逻辑需要根据工件的几何形状进行设定。
对于圆形工件来说,需要按照顺时针方向进行加工。
具体的加工坐标和加工指令如下:N2 G1 X16 Z0(移动到下一个加工点)N3 G3 X16 Z-2.828(沿半径方向切削)N4 G1 X10 Z-10(移动到下一个加工点)N5 G3 X4 Z-14.142(沿半径方向切削)N6 G1 X0 Z-10(移动到下一个加工点)N7 G3 X-4 Z-5.858(沿半径方向切削)N8 G1 X-10 Z0(移动到下一个加工点)N9 G3 X-4 Z5.858(沿半径方向切削)N10 G1 X0 Z10(移动到下一个加工点)N11 G3 X4 Z14.142(沿半径方向切削)N12 G1 X10 Z10(移动到下一个加工点)N13 G3 X16 Z17.858(沿半径方向切削)N14 G1 X16 Z10(移动到下一个加工点)N15 G3 X16 Z7.172(沿半径方向切削)N16 G1 X0 Z0(回到起点)5. 刀具半径补偿取消在加工完成后,需要取消刀具半径补偿。
数控—— 教学案例二十偏心套的车削
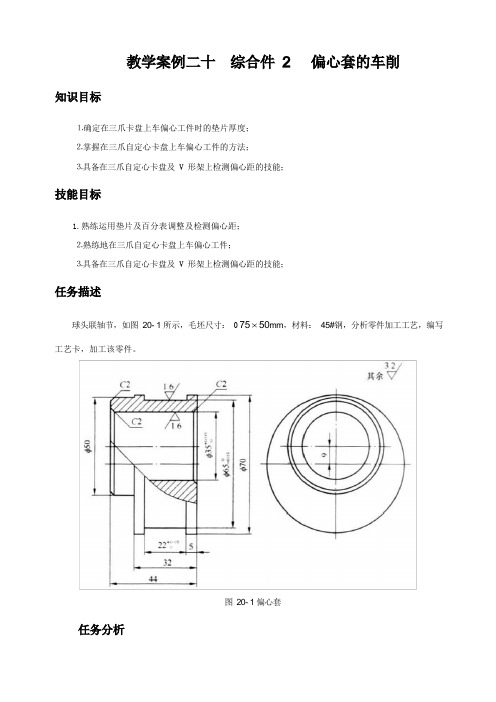
⒈确定在三爪卡盘上车偏心工件时的垫片厚度;⒉掌握在三爪自定心卡盘上车偏心工件的方法;⒊具备在三爪自定心卡盘及 V 形架上检测偏心距的技能;1.熟练运用垫片及百分表调整及检测偏心距;⒉熟练地在三爪自定心卡盘上车偏心工件;⒊具备在三爪自定心卡盘及 V 形架上检测偏心距的技能;球头联轴节,如图20- 1 所示,毛坯尺寸: 75 50mm,材料:45#钢,分析零件加工工艺,编写工艺卡,加工该零件。
图20- 1 偏心套本任务为车偏心套,车偏心工件装夹时,工件轴线不能歪斜,以免影响加工质量。
调整偏心距后仍要重新找正外圆侧素线与车床主轴轴线的平行度。
车削偏心时,应把所要加工偏心部份的轴线找正到与车床主轴轴线重合,根据工件的数量、形状、偏心距的大小和精度要求相应地采用不同的装夹方法,常用的装夹方式有以下几种。
⒈在两顶尖间车削偏心轴普通的偏心轴,只要两端面能钻中心孔,有鸡心夹头的装置位置,都可以用在两顶尖车偏心的方法,如图20-2 所示。
图20-2 在两顶尖间车偏心轴⒉在四爪单动卡盘上车偏心工件对于长度较短,外形复杂,加工数量较少且不便于在两顶尖间装夹的偏心工件,可装夹在四爪单动卡盘上车削,如图20-3 所示。
图20-3 在四爪单动卡盘上车偏心件⒊在三爪自定心卡盘上车削偏心工件长度较短,且偏心距较小(e≤6mm)的偏心工件,在三爪自定心卡盘的任意一个卡爪与工件基准外圆柱面(已加工好)的接触部位之间,垫上一片预先选好厚度的垫片,使工件的轴线相对车床主轴轴线产生等于工件偏心距e 的位移,夹紧工件后即可车削,如图20-4 所示。
图20-4 在三爪自定心卡盘上车偏心件选择垫片厚度x=1.5e+kk≈1.5△ee e e测式中x——垫片厚度(mm) ;k——偏心距修正值,其正负值按实测结果确定(mm) ;e——工件的偏心距(mm) ;△e——试切后的实测偏心距误差(mm);e ——试切后的实测偏心距(mm)。
测近似公式:x=1.5e⒋在双重卡盘上车偏心工件将三爪自定心卡盘装夹在四爪单动卡盘上,并挪移一个偏心距e,如图20-5 所示。
浅析小批量偏心件的加工方式及检测方法

浅析小批量偏心件的加工方式及检测方法1.车床加工偏心轴类型外圆和外圆或内孔和外圆的轴线平行而不重合(偏一个距离)的零件,叫做偏心工件。
两轴线之间的距离叫做偏心距,用“e”表示。
外圆与外圆偏心的零件叫做偏心轴。
偏心轴是一种常见的偏心工件,偏心加工原理主要是在装夹方面采取措施,即把需要加工偏心部分的轴线找正与车床主轴旋转轴线相重合。
车床加工偏心轴类零件一般有以下五种方法:①在四爪卡盘上车偏心工件。
该加工方法适用于工件数量少,长度较短,不便于在两顶尖上装夹时可装夹在四爪卡盘上加工偏心。
在四爪上车削偏心时,必须按已划好的偏心和侧素线找正,使偏心轴线与车床主轴线重合,工件装夹后即可车削。
②在两顶尖间车偏心工件。
一般的偏心轴,只要两端面能钻中心孔,有鸡心夹头的装夹位置都会用两顶尖间车偏心的方法。
这种方法的优点是偏心中心孔已钻好,不需花费时间去找到偏心,另外,定位精度较高。
③在偏心卡盘上车偏心工件。
车削精度较高的偏心工件,可用偏心卡盘来车削,偏心卡盘的偏心距可用量块或百分表测得,故可获高精度。
另外,偏心卡盘调整方便,通用性强,是一种较理想的车偏心夹具,由于这种加工方法受限于偏心卡盘,使用范围太过单一,因而取用较少。
④在专用偏心夹具上车偏心工件。
加工数量较多,偏心距精度要求较高的工件时,可以制造专用偏心夹具来装夹和车削,这种加工方式使用较为广泛。
⑤在三瓜卡盘上车偏心工件。
偏心原理是指在三爪卡盘的一个卡爪上增加一块垫片,使工件产生偏心来车削。
在这类通用三爪卡盘夹具上车偏心工件是目前使用最为广泛的一种加工方式,但不适合批量生产,而且偏心距也不能太大,一般加工e<6mm的工件。
2.车削偏心方法和注意事项综上所述,由于学校教学通常采用的都是通用的三爪自定心卡盘,适合多种类型零件加工教学,下面将车削偏心方法和注意事项分析如下:①车削加工方法。
先车削好基本圆柱,计算并制作垫片厚度,在三爪自定心卡盘上装夹工件,并在其中的一个爪上垫好垫片并夹紧工件,车削试测,计算偏心距e是否准确。
车削偏心工件课题探讨
车削偏心工件课题探讨摘要:本文重点介绍了用百分表找正偏心距的方法与误差分析。
关键词:偏心距;机械传动在机械传动中,回转运动变为直线运动或往复直线运动变为回转运动,一般都是利用偏心工件来完成的。
例如用偏心轴带动的润滑泵、汽车发动机中的曲轴等。
外圆和外圆的轴线或内孔与外圆的轴线平行且彼此偏离一定距离的工件,叫偏心工件。
外圆与外圆偏心的工件叫偏心轴,内孔与外圆偏心的工件叫偏心套,两轴线之间的距离叫偏心距。
加工偏心工件是技校车工课程的重要课题之一,在自定心(三爪)卡盘上车削偏心工件是车削加工最基本的方法,也是必须进行的课题。
要保证偏心零件的工作精度,在车削偏心工件时,必须控制轴线间的平行度和偏心距的精度。
下面谈以下我在进行该课题时的一点感受。
对于长度较短、形状比较简单的偏心工件可在三爪卡盘上加工,其方法是在三爪中的任意一个卡爪与工件接触面之间,垫上一块预先选好的垫片,使工件轴线对车床轴线产生位移,并使位移距离等于工件的偏心距。
垫片厚度的计算公式为:x=1.5e±k (k≈1.5Δe)式中x——垫片厚度,mm;e——偏心距,mm;k——偏心距修正值,正负值可按实测结果确定,mm;Δe——式切后,实测偏心距误差,mm。
1.对偏心距―e‖的研究工件垫上垫片装夹在三爪卡盘上需要检验找正工件,通常从两个方面去找正,一是检验e是否正确,二是找正工件侧母线使其与主轴轴线平行。
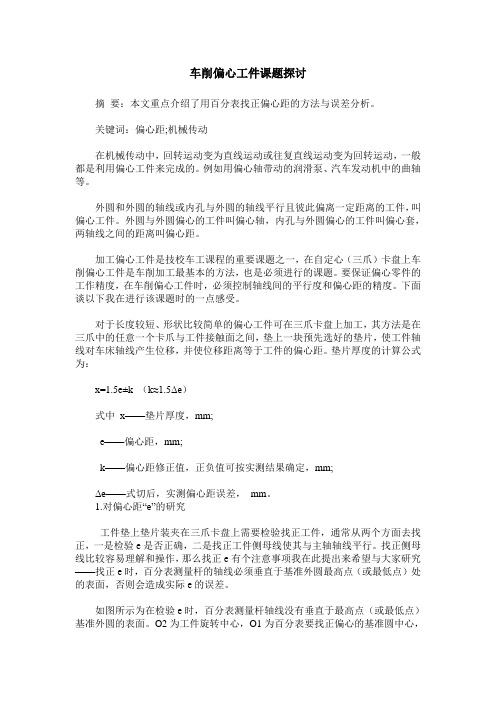
找正侧母线比较容易理解和操作,那么找正e有个注意事项我在此提出来希望与大家研究——找正e时,百分表测量杆的轴线必须垂直于基准外圆最高点(或最低点)处的表面,否则会造成实际e的误差。
如图所示为在检验e时,百分表测量杆轴线没有垂直于最高点(或最低点)基准外圆的表面。
O2为工件旋转中心,O1为百分表要找正偏心的基准圆中心,R为基准圆半径,R+e为旋转半径。
A点为百分表与基准圆的接触点,百分表测量杆轴线平行于半径O1C,过A点做半径O1C的垂线,垂足为B,则AB为百分表测量杆轴线偏离工件旋转中心的距离。
偏心零件的加工工艺及夹具设计

工业技术科技创新导报 Science and Technology Innovation Herald105①作者简介:李国东(1974,11—),男,汉族,广东台山人,本科,实验师,研究方向:数控技术应用等。
陈胜梁(1991,2—),男,汉族,广东五华人,本科,数控技术助理实验师,研究方向:数控技术应用。
DOI:10.16660/ki.1674-098X.2019.26.105偏心零件的加工工艺及夹具设计①李国东 陈胜梁(广东省华侨职业技术学校 广东广州 510520)摘 要:偏心零件在数控加工中由于存在有加工工艺和定位装夹两大难点,所以在生产过程中运用数控机床来加工偏心零件需要有丰富的车削加工经验和较高的夹具设计技术。
为此,本文主要介绍了在数控车床带液压装夹设备上用设计的组合专用夹具加工偏心零件的加工方法和其夹具设计方法。
关键词:组合专用夹具 偏心零件 定位装夹中图分类号:TH122 文献标识码:A 文章编号:1674-098X(2019)09(b)-0105-03偏心零件在机械设备上应用非常广泛,但是偏心零件的加工工艺是比较复杂的,主要问题是比较难把握好偏心距,难达到相应的公差要求。
其中的关键是如何进行零件的装夹,夹具设计的好坏将直接影响加工的方便性和加工的质量,本人在工作中承接企业加工需求,遇偏心零件加工难点。
便研究设计组合专用夹具用于加工,本文就从偏心件加工的难度出发研究设计了一种有效的偏心零件的加工方法,有效的解决偏心定位及加工速度问题。
如图1所示,材料为粉末冶金,使用CBN刀粒,大批量生产,由于其精度要求较高,装夹比较麻烦,定位的难度高,为加工出符合图纸要求的零件,需要采用组合专用夹具来进行装夹定位。
1 偏心零件的主要技术要求该零件材料为粉末冶金合模铸造,硬度较高。
需要使用立方氮化硼(CBN )刀粒进行加工。
根据要求需要加工偏心孔φ10、023.0015.07++Φ、90°,及非偏心外圆 02.0-04.0-16Φ尺寸,精度要求比较高。
偏心轴车削加工的三种方法
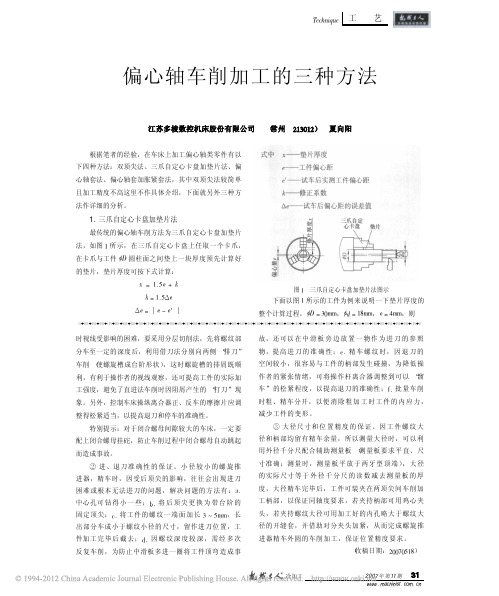
!" 偏心轴套法
如图 $ 所示,在工件 ! 加工至大端 ! # 的外圆尺寸 然后用三爪 后, 将 其 插 入 偏 心 轴 套 $ 的! #的内孔中,
图 $ 偏心轴套法图示
偏心轴) "# 三爪自定心卡盘 $# 偏心轴套 !# 工件 ( %# 顶尖 &# 车刀
如图 ! 所示,胀紧套左套法兰的左端面圆周上均布 ’ 个 通孔,胀紧套右套法兰的左端面的对应圆周上均布 ’ 个 螺纹孔,胀紧套左套、胀紧套右套均为锥形开口环,未 胀紧时,胀紧套左套法兰的右端面和胀紧套右套的法兰 的左端面在支撑套的作用下存在 !11 间隙,胀紧时用 扳 手均匀地按对角拧紧 ’ 个均布螺钉, 胀紧套左套在支
#" 偏心轴套加胀紧套法
为了进一步提高偏心轴的尺寸精度和形位精度,笔 者设计了图 ! 所示的偏心轴套加胀紧套专用工装夹具。 该夹具由偏心轴套 $、自对中胀紧套 ’ 组成,其中自对 中胀紧套 ’ 由支撑套 ’,"、胀紧套右套 ’,$、胀紧套左套 ’,!、螺钉 ’,% 组成。此方法与偏心轴套法采用的偏心轴 套的区别在于:本夹具的偏心轴套 $ 不需要开轴向槽, 工件 ! 靠自对中胀紧套 ’ 胀紧在偏心轴套 $ 的内孔中, 然后将偏心轴套 $ 夹紧在三爪自定心卡盘 " 中,即可对 工件 ! 的!! 段的外圆进行车加工。自对中胀紧套 ’ 由专 业厂家生产可以作为外购件采购到,其自对中性能非常 好,胀紧后可保证轴与轴套之间的同轴度小于 +#+$11, 因此,可以显著提高偏心轴的尺寸精度和形位精度。 下面就自对中胀紧套 ’ 的胀紧原理进行简要分析。
( 收稿日期:2’’3’#!))
""""""""""""""""""""""""""""""""""""""""""""
考验技术的时候到了,如何用车床加工偏心零件

考验技术的时候到了,如何用车床加工偏心零件偏心工件就是零件的外圆和外圆或外圆与内孔的轴线平行而不重合。
这两条平行轴线之间的距离称为偏心距。
外圆与外圆偏心的零件叫做偏心轴或偏心盘。
外圆与内孔偏心的零件叫做偏心套。
在机械传动中,回转运动变成往复直线运动或往复直线运动变成回转运动一般都是利用偏心工件来完成的。
例如用偏心轴带动的油滑油泵;汽车发动机中的曲轴等。
为了保证偏心工件的工作精度,在车偏心工件时,要特别控制轴向间的平行度和偏心距的精度。
一般车偏心工件的方法有5种,即在三爪卡盘上车偏心工件,在四爪卡盘上车偏心工件,在两顶尖间车偏心工件,在偏心卡盘上车偏心工件,在专用夹具上车偏心工件。
1.掌握在三爪自定心卡盘上垫垫片车偏心工件的方法。
(1)车削方法:长度较短的偏心工件,可以在三爪卡盘上进行车削。
先把偏心工件中的非偏心部分的外圆车好,随后在卡盘任意一个卡爪与工件接处面之间,垫上一块预先选好厚度的垫片,经校正母线与偏心距,并把工件夹紧后,即可车削。
(2)垫片厚度可用近似公式计算;垫片厚度X=1.5e(偏心距)。
若使计算更精确一些,则需在近似公式中带入偏心距修正值k来计算和调整垫片厚度,则近似公式为:垫片厚度x=1.5e+kk≈1.5△e △e=e-e测式中:e---工件偏心距;k---偏心距修正值,正负按实测结果确定;△e---试切后实测偏心距误差;e测---试切后,实测偏心距。
(3)偏心工件的测量、检查工件调整校正侧母线和偏心距时,主要是用带有磁力表座的百分表在车床上进行(如下图(c)右),直至符合要求后方可进行车削。
待工件车好后为确定偏心距是否符合要求,还需进行最后检查。
方法是把工件放入v型铁中,用百分表在偏心圆处测量,缓慢转动工件,观察其跳动量。
2、利用四爪单动卡盘装夹找正步骤是:①把划好线的工件装在四爪卡盘上。
在装夹时,先调节卡盘的两爪,使其呈不对称位置,另两爪成对称位置,工件偏心圆线在卡盘中央(见上图右)②在床面上放好小平板和划针盘,针尖对准偏心圆线,校正偏心圆。
偏心轴车削加工的三种方法
图 ! 偏心轴套加紧套法图示
偏心轴) %# 顶尖 &# 车刀 "# 三爪自定心卡盘 $# 偏心轴套 !# 工件 ( ’# 自对中型胀紧套 ( ()*$&+ 型) ’,"# 支撑套 ’,$# 胀紧套右套 ’,!# 胀紧套左套 ’,%# 螺钉 中心线明细: 中心线 "—工件小头外圆!! 中心线 中心线 $—偏心轴第 !! 期 !!! " "#$%&’&() " $*" " $’
工
艺 )&*+,-./&
短了校正和计算时间。但由于偏心轴套轴向开有通槽, 夹紧工件时偏心轴套会产生变形导致对中性受到影响, 使偏心轴的偏心量 & 的尺寸公差和两轴中心线的平行度 均受到不良影响,工件加工也难以达到较高的尺寸精度 和形位精度。因此,此法适用于批量较大但对工件的精 度要求不是太高的偏心轴的车加工的场合。
夏向阳
— —垫片厚度 "— — —工件偏心距 $— — —试车后实测工件偏心距 $’ — — —修正系数 &— — —试车后偏心距的误差值 !$ —
!" 三爪自定心卡盘加垫片法
最传统的偏心轴车削方法为三爪自定心卡盘加垫片 法,如图 ! 所示,在三爪自定心卡盘上任取一个卡爪, 在卡爪与工件 ! ! 圆柱面之间垫上一块厚度预先计算好 的垫片,垫片厚度可按下式计算: " # !"# $ % & & $ !"#!$ !$ $ ! $ % $’ !
图 $" 高 67 铝和合金的光学显微镜照片
( 待续)
图 $! 边缘崩落
( 收稿日期:!++.+-!+)
数控机床加工偏心工件如何划线

安装、车削偏心工件时,应先用划线的方法偏心轴(套)轴线,随后在两顶尖或四爪单动卡盘上安装。
现以偏心轴为例来给大家具体介绍一下偏心工件的加工划线方法。
那么,偏心工件的划线要如何划呢?下面来具体介绍一下。
1、先将工件毛坯车成一根光轴,使两端面与轴线垂直。
要注意避免生产中产生的误差,因为其误差会直接影响到找正精度,确定表面粗糙度,然后再轴的两端面和四周外圆上涂一层蓝色显示剂,待干后将其放在平板的V形架中。
2、用游标卡尺划针尖端测量光轴的最高点,并记录下数据,再把游标高度尺的游标下移工件实际测量直径尺寸的一半,并在弓箭的一断面轻轻画出一条水平线,然后将工件转过180度,仍用刚才调整的高度,再在这个断面轻划另一条水平线。
检查前、后两条线时候重合,若重合,即为此工件的水平轴线;若不重合,则需将游标高度尺进行调整,游标下移量为两平行线间距的一半。
如此反复,直至使二线重合为止。
3、找出工件的轴件后,就可以在工件的断面和四周画出圈线,这些划出来的线就是轴线的水平剖面与工件的截交线,在之后的生产中起到很大作用。
4、将工件转过90度,用平型支教尺对其已划好的端面线,然后用刚才调整好的游标高度尺在轴断面和四周划一道圈线,这样在工件上就得到两道互相垂直的圈线了,这是划出圈线最简单方便的方法。
5、将游标高度尺的游标上移一个偏心距尺寸,也在轴端面和四周划上一道圈线。
6、偏心距中心线划出后,在偏心距中心处两端分别打样冲眼,要求敲打样冲眼的中心位置准确无误,眼坑宜浅,且小而圆。
若采用两顶尖车削偏心轴,则要依样冲眼先钻出中心孔;若采用四爪单动卡盘装夹车削时,则要依样冲眼先划出一个偏心圆,同事还须在偏心圆上均匀地、准确无误地打上几个样冲眼,以便找正。
数控车床加工轴类零件时尾座顶尖轴心偏移量的简易调整方法
・1 7 9・
切断时 :主轴 转 速 F =3 0 0 r / m i n ;进 给量 =
0 .1 mm/ r 。
M3 0;
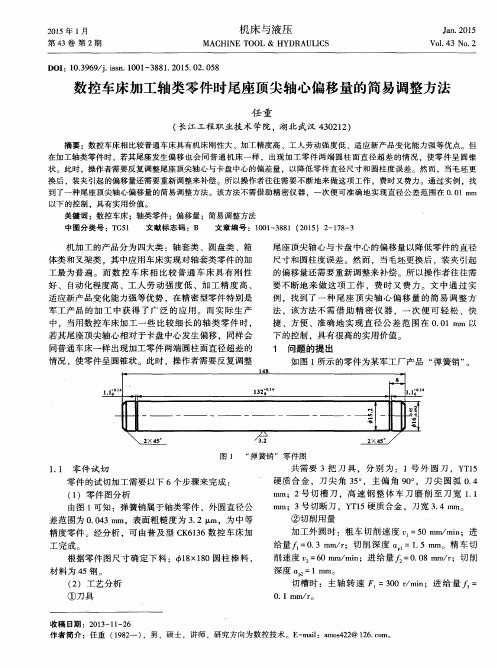
③装夹方案 由图 1可 知 :零 件 直 径 与长 度 之 比 D / L =1 / 8 , 说 明零件 比较 细长 。若 只采用卡 盘夹持 ,则会 出现 由 于零件伸 出卡盘过长而右端让刀的现象 ,使零件被加 工成倒 圆锥 。因此 ,可采 用一端卡盘夹持 、另一端用 顶尖 固定 的方式 ,以消除 因工件让刀而引起 的直线度
同普通车床一样 出现加工零件两端圆柱面直径超差 的
情况 ,使零件呈 圆锥状 。此时 ,操作 者需要 反复调 整
1 问题 的提 出
如图 1 所示 的零件 为某军工 厂产 品 “ 弹簧销 ” 。
8
1 . 1 “
一 一
1 32
一
1. 1
卜 ・ … 一… 一… 一一 卜 『 l 一 司
m m;3 号 切 断 刀 ,Y T 1 5硬 质合 金 ,刀 宽 3 . 4 m l T l 。
( 1 )零件 图分析 由图 1 可知 :弹簧销属于轴类零件 ,外 圆直径公 差范围为 0 . 0 4 3 m m,表面粗 糙度为 3 . 2 m,为 中等 精度零件。经分 析 ,可 由普及 型 C K 6 1 3 6数控 车床加
的偏移量还需要重新调整来补偿 。所 以操作者往往需 要不断地 来 做这 项工 作 ,费时 又费 力 。文 中通过 实
例 ,找到 了一种 尾 座顶 尖轴 心偏 移量 的简易 调整 方
法 ,该方法不 需借 助精 密 仪器 ,一 次便 可 轻 松 、快 捷 、方便 、准 确地 实 现直 径公 差 范 围在 0 . 0 1 r n m 以 下 的控制 ,具有很 高的实用价 值。
偏心轴套件的加工及工艺
偏心轴套件的加工及工艺摘要:数控车床又称为CNC 车床,即计算机数字控制车床,是目前国内使用量最大,覆盖面最广的一种数控机床,数控车床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置。
关键词:数控车床;偏心轴;加工本课题来源于偏心工件零件的生产制造,在传动机构中,一般常用偏心件来完成回转运动与往复运动相互转换的功能,如偏心轴带动油泵,内燃机中的曲轴等,因此偏心件对机器的工作性能,可靠性和耐久性有很大的影响。
偏心类工件是轴线与轴线平行但不重合的工件,它在机械加工中比较常见,是轴类零件中比较难加工的,但加工方法也很多,如用三爪卡盘车削、四爪卡盘车削、特殊自制夹具车削等。
三爪车削法适用加工单件小批量、小偏心距、精度要求不高的工件,车削方法一般分如下几步:1)先把偏心工件不是偏心的部分外圆车好。
2)根据外圆和偏心距计算垫片的厚度3)将试车后的工件,缓慢转动,用百分表在工件上测量其径向跳动量,跳动量的一半就是偏心距,也可试车偏心,注意在试车偏心时,只要车削到能在工件上测出偏心距误差即可。
这种加工方法需要数学计算,垫块厚度X = 1 . 5e+ k ,式中:X为垫块厚度,e为工件偏心距,k为工件偏心距修正值。
四爪车削适用于加工少批量、偏心距较大、精度要求高的工件。
这种方法虽只需要掌握简单数学计算和专业理论知识,但对加工者操作技能的要求较高,装夹工件繁琐,同时效率低下,它具有以下不足:1)为保证偏心轴两轴线的平行度,应用百分表分别校正工件的水平和垂直的两个方向位置的侧母线,费时费力又不一定取得好效果。
2)根据实际偏心距数值要调整四爪之间的距离,使百分表最高点与最低点之间的读数差是图纸偏心距的二倍,这样做人为因素直接影响工件的加工精度。
3)工件经找正后,应将四个卡爪再拧紧一遍,再次用百分表测量看是否准确,因为加紧力的不同,会影响找正精度,而三爪卡盘这方面因素存在很小。
4)工件卸下后再次安装时需要重新找正、重新测量偏心距,根本没有互换的可能性。
浅析运用数控车床加工偏心零件的方法
浅析运用数控车床加工偏心零件的方法数控车床加工偏心零件是机械加工中,非常重要的一项内容。
因此,本文主要探讨了运用数控车床加工偏心零件的方式,从加工工艺方面对加工工具的选择,也进行了简要的分析和阐述,希望对数控车床加工偏心零件准确性的提升,给予了一定的帮助。
数控车床加工是机械加工中,非常重要的处理技术,并且机械加工是一项准确性相对较高的工作,尤其是在数控车床加工偏心零件方面。
因此,本文从数控车床加工品偏心零件加工中的一些方式方法,进行了简要的分析和阐述,其主要的目的就是保证加工的精准性。
一、偏心零件加工分析零件加工是机械加工中,不可缺少的一项内容,对加工的准确性也相对较高。
因此,在数控车床加工偏心零件安装的时候,利用偏心夹具,对零件和数控车床之间的位置,进行一定程度上的调整,避免两者的关系产生变化,也就是说起到了固定的作用,为后续的加工提供了相对便利的条件。
同时,对于零件的孔径和尺寸大小等方面,可以利用镗孔刀进行镌刻,一定要避免误差的存在,并且零件的轴线和数控车床主轴回转中心应当处于同一高度内。
另外,为了进一步的提升数控车床加工自动化的能力,可以利用夹具将零件安装到换刀架上,这样可以具有自动更换的功能,为钻孔工作的展开,提供了相对便利的条件,也避免消耗大量的人力资源。
除此之外,零件基本上为简单外圆、曲面等形态,这样可以在很大程度上节省掉对夹具的使用,利用精车等工作就可以实现预期的效果。
同时,在零件外形加工的时候,一定要注意以下几个方面:1.可以利用切削刀具,对零件外形进行加工;2.利用刀尖圆弧工具,进行零件补偿;3. 偏心夹具对零件的位置进行了固定,这样可以有效的提升加工效率。
二、数控车床加工偏心零件的主要方法数控车床加工偏心零件是一项很复杂的工作流程,对准确度的要求也是非常高的。
例如:某机械单位在数控车床偏心零件的加工过程中,经过工作人员的测量,其误差控制在±0.01,是完全合乎加工标准的,那么在下面的内容中,对加工的一些方式,进行了简要的分析和阐述:(一)切削刀具的选择数控车床与普通的车床相比,是存在着很大差别的,数控车床在加工过程中,不仅仅要求切削刀具有良好的强度和刚度,耐用、排屑等性能,都是有着较高要求的,并且在安装和调整方面,也相对较为便利。
偏心轴车削加工工艺分析和研究
偏心轴车削加工方法工艺分析和研究摘要:在车床加工轴类零件中,经常遇到偏心轴类的加工,选择加工方法的正确决定着零件完工质量精度的要求和时间进度的要求。
本文旨在通过比较偏心轴车削加工的三种传统方法的工艺特点,并在此基础上通过改进、创新,设计夹具,找到一种适合大批量、零件精度要求高的偏心轴的加工方法。
关键字:偏心轴车削加工1、引言在零件的组成表面中,回转面用的最多,车削特别适于加工回转面,因此车削的加工方法应用的更加普遍。
车床加工零件时,工件绕某一固定轴线回转,各表面具有同一的回转轴线,故易于保证加工面间同轴度的要求。
偏心轴类的零件由于具有不同的回转轴线,加工的过程中,由于偏心的存在,就要绕各自的回转中心车削,因此就需要分几次装夹,并且需要夹具来保证。
本文就车床加工偏心轴类零件的三种传统方法的车削工艺作出分析、比较,并设计夹具,找到一种适合大批量、零件精度要求高的偏心轴的加工方法。
2、三种传统车削偏心轴方法的工艺分析、比较。
车床加工偏心轴类零件一般有以下三种方法:双顶尖法、三爪自定心卡盘加垫法、偏心轴套法。
下面就三种车削加工工艺方法做详细的分析和比较。
2.1 双顶尖法车削偏心轴的第一种方法是双顶尖法。
双顶尖法适合长轴类偏心零件的加工。
工艺方法是:备料后,在镗床铣两端面钻中心孔并根据图纸的偏心量钻偏置中心孔,保证两端面偏置中心孔在同一方向的同一位置。
车同心外圆时,三爪卡盘夹轴一端,轴另一端顶中心孔车削;车偏心外圆时,三爪卡盘夹一顶尖,顶轴一端偏置中心孔,轴另一端顶中心孔车削,在三爪卡盘处安装一随动装置(雷同磨床加工外圆的方法)。
双顶尖方法工艺较简单,较普遍、适于单件或小批量零件的加工,成本也比较低、但零件加工的精度不高。
2.2 三爪自定心卡盘加垫法偏心轴车削第二种方法为三爪自定心卡盘加垫片法。
此种方法使用较普遍,也比较传统。
适用于轴类零件的加工,特别适用于偏心孔盘状零件的加工。
工艺方法和双顶尖法的前几道工序均一致,铣端面并钻中心孔和偏置的中心孔,为车削同心、偏心外圆时作准备。
技师偏心
谭斌
天津职业技术师范大学工程实训中心
偏心类零件训练
一、 二、 三、 四、 五、 偏心工件的概念 常用加工偏心的方法 三爪卡盘车偏心(e<6mm) 偏心距的测量 三爪车偏心的方法和注意事项
(1)在三爪自定心卡盘上车偏心 适合长度较短、精度要求不高,偏心距小于6mm 的偏心工件(需加偏心垫块车削)。 (2)在四爪单动卡盘上车偏心 适合精度要求不高,偏心距较小,长度较短、简单的 单件或小批量偏心工件。 (3)在两顶尖间车偏心 适合较长的偏心轴,只要轴的两端面能钻出中心孔, 并有鸡心夹头的装夹位置即可。
Βιβλιοθήκη (4)用双重卡盘车偏心 适合长度较短,偏心距较小,精度要求不高的批量工件。
(5)用偏心卡盘车偏心 适合精度较高的偏心工件。
(6)用专用偏心夹具车偏心 适合加工数量多,偏心距精度的较高的场合。
车偏心要领
车偏心方法有三种,三、四爪、两顶针; 批量车削法有三,夹具、双重和偏心; 三爪、四爪要用表,先校母线后偏心; 校好偏心应复查,以防变动乱真假; 两顶尖间车偏心,划线、涂色要均匀; 中心孔、应钻正,车削过程要防振动; 粗车转速不宜高,车刀由高向低来进刀; 精车过程更细心,用量合理尺寸精。
偏心工件的加工方法

偏心工件的加工方法偏心工件是指在外观上或重心位置上存在偏心的工件。
由于其不规则的形状或分布的材料,其在加工过程中可能会导致一些问题,如振动、变形或加工不均匀等。
为了解决这些问题,可以采用以下几种加工方法。
1. 先加工重心位置。
首先确定工件的重心位置,然后通过加工方式来调整。
如果可以直接改变工件内部的材料分布,可以通过挖空或填充的方式来改变重心位置。
如果不可更改材料分布,可以通过加工方法来调整重心,例如,在偏心位置加工一个均匀分布的材料,将重心调整到正确的位置。
2. 采用特殊夹具。
设计合适的夹具可以有效地减少偏心工件在加工过程中的不稳定性。
夹具的设计应考虑工件的形状和重心位置,确保夹具能够稳固地固定住工件,并减少振动和变形的可能性。
3. 分阶段加工。
对于超大型或复杂形状的偏心工件,可以采用分阶段加工的方法。
即将工件按照不同的部分进行加工,以减少整体形状的变形或不均匀加工的可能性。
可以通过分拆工序、分解工艺来实现分阶段加工。
4. 采用合适的刀具和工艺参数。
针对偏心工件的特点,选择合适的刀具和工艺参数是非常重要的。
刀具的选择应考虑工件的材料、形状和重心位置,选择合适的刀具类型、刀具材质和刀具尺寸等。
工艺参数如切削速度、进给速度和切削深度等也需要根据工件的特点进行合理调整,以确保加工的稳定性和准确性。
5. 采用支撑结构或辅助设备。
对于容易变形或材料分布不均的偏心工件,可以考虑采用支撑结构或辅助设备来增强加工的稳定性。
例如,可以在工件表面加装支撑物,或者使用专门的夹具来支撑工件,以减少变形和振动的可能性。
6. 使用数控机床进行加工。
数控机床具有高精度、高稳定性的特点,适合加工偏心工件。
通过预先编程,可以实现精确的加工路径和参数控制,避免人为因素对加工造成的不均匀性,提高加工的精度和稳定性。
7. 加强工艺监控和质量检验。
对于偏心工件的加工过程,应加强工艺监控和质量检验。
通过加工过程中的实时监控,可以及时发现加工异常和不均匀性,并采取相应的调整措施。
车床上加工偏心零件的工艺研究
新工艺新技术车床上加工偏心零件的工艺研究彭 林,胡 杰(信息产业部电子第四十所,安徽 蚌埠 233010)摘要:车床加工偏心零件主要问题就是偏心零件给主轴附加了一个离心力,为消除该离心力,作者对常见的偏心零件进行了综合研究,提出了配重块标准模式,从而总结出偏心零件加工统一工装模式,推导出配重块尺寸大小计算公式,从而大大提高工装设计速度,缩短了工装设计周期。
关键词:质量中心;惯性矩;模式化;配重块;标准体积分割中图分类号:TG68 文献标识码:A 文章编号:1001-3474(2001)01-0021-03Technological Research of Processing Eccentric Part on LathePENG Lin,HU Jie(40th Electronics Institute of MII,Bengbu 233010,C hina)Abstract:The main problem of processing eccentric part on lathe is that eccentric part adds a centrifugal force to spindle.Inorder to eliminate the centrifugal force,this paper performs a comprehensive study on com mon eccentric pates,presents a standard model of matching block.The general tooling mode of processing ec centric parts is summerized.The calculating formula of matching bloc k dimension is derived.So the tooling de sign is greatly accelerated and design period of tooling design is shortened.Key words:Mass center;Inertia moment;Modalize;Matching block;Standard volume cutDocument Code:A Artocle ID:1001-3474(2001)01-0021-03工业生产中,由于位置精度和尺寸精度的关系或者是由于设备所限以及工艺上的考虑等等,经常会碰到一些需在车床上进行的偏心零件的加工,不少工人师傅普遍采用不断加配重块的方式来校正平衡,该种方式配重块既多、零碎且不易装夹;摸索时间长且加工精度不易保证,为此,对多种偏心零件加工进行了综合研究,对配重块加以标准模式化,对零件加以长方体、圆柱体、三棱体等等标准化体积分割,运用质量中心和惯性矩的办法,推导出配重块尺寸大小的标准化公式,针对不同的零件可迅速计算出配重块尺寸,缩短工装设计周期。
一种加工偏心零件数控车床
1S 计与研究Design and Research ________________________________________________________________________20〔g 年第〔2 期一种加工偏心零件数控车床**河南省重大科技专项-Adi 系列数控车床智能化技术研发及产业化(171100210300)汪玉平①李雪晓②张自军②张强①(①安阳学院,河南安阳455000;②安阳鑫盛机床股份有限公司,河南安阳455000)摘 要:介绍了一种带偏心结构的双主轴数控车床,该机床具有两个独立移动主轴,通过两主轴定位对接功能,实现加工工件的轴间自动转移,用于加工具有偏心结构的工件,且带有自动下料机构,提高了偏 心结构零件的产品质量和加工效率,并在实际加工中得到验证。
关键词:可移动双主轴;数控车床;偏心结构工件 中图分类号:TP242文献标识码:ADOI : 10.19287/j. cnki. 1005-2402.2019.12. 015CNC lathe for processing eccentric partsWANG Yuping ①,LI Xuexiao ②,ZHANG Zijim ②,ZHANG Qiang ①(①Anyang Nonnal University ,Anyang 455000,CHN ;② Anyang Xinsheng Machine Tool Co., Ltd., Anyang 455000,CHN)Abstract : This paper introduces a two-spindle CNC lathe with eccentric structure. Both spindles can be moved in dependently. Through the spindle positioning function , the automatic docking of machined parts can berealized. It is used to process parts with eccentric structure and with automatic cutting mechanism. It can improve the product quality and processing efficiency of eccentric structural parts.Keywords : movable double spindle ; CNC Lathe ; eccentric structure parts具有偏心结构的零件在汽车、摩托车等领域中很 类零件一般结构和加工工艺相对比较复杂,往往需要 常见,其中绝大多数零件可以用车床来完成加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
运用数控车床加工偏心零件的方法探究
摘要:数控车床因其加工精度高、加工质量稳定可靠、生产效率高以及可有效改善劳动条件等特点,因此在当前被广泛用于大批量和复杂零部件的加工生产当中。
本文结合CNC-6135数控车床加工偏心零件的实例,就其在加工偏心零件时的生产特性,以及加工中夹具、刀具上的技术改进等方面进行了探讨与研究。
关键词:数控车床;加工;偏心零件;方法
1.偏心件概念及总体生产工艺
偏心零件即是指外圆和外圆的轴线或内孔与外圆的轴线平行但不重合(彼此偏离一定距离)的工件,例如实际生产中常见的偏心轴、偏心孔及曲轴均是偏心零件。
无论是偏心轴或是偏心孔,在加工方法上和一般圆柱面、圆柱孔的加工方法基本类似,只是在装夹方法上具有一定的特殊区别,要求在装夹时,需要先将加工的偏心圆部分的轴线校正到与车床主轴线重合的位置后,再进行车削。
传统的车偏心件的工艺主要是利用三爪卡盘或四爪卡盘进行装夹,然而这两种常用的加工方法,都存在着装夹过程复杂,不容易找正,精度难以控制等缺点,不适宜于批量生产。
为克服上述缺点,在CNC-6135数控车床加工偏心零件时,有针对性的设计了一种可专门用于批量生产的偏心夹具,能极大的提高零件生产的位置精度,且可以实现数控车床位置坐标的统一性,从而极大的缩短了工时。
同时,在加工过程中还通过选用先进的涂层刀具,以及确定合理的加工切削用量,从而有效提升了偏心零件的加工精度与生产效率。
2.专用夹具的设计与应用
夹具的使用,主要是为了通过控制好加工过程中轴线间的平行度以及偏心距精度,以确保加工后的偏心零件具有足够的工作精度。
2.1.偏心距精度的控制
多年来的加工实践证明,采用具有测量块的专用偏心夹具,具有较高的加工精度,其结构和使用情况如下:
该夹具的偏心卡盘总共为两层。
其中,花盘和法兰盘是利用螺钉进行紧固连接,花盘的燕尾槽是和偏心体之间相互配合,在偏心体结构中还设置有三爪卡盘。
通过燕尾结构的利用,是偏心滑座能在花盘丝杆的调节作用下进行滑动。
同时,由于三爪卡盘是采用螺钉与偏心滑座之间紧固连接的,因此可随着偏心滑座的滑动而同时移动。
在加工之前,要求车床主轴中心和三爪卡盘的中心是相互重合的,从而能使得固定在花盘中的测量块A与固定在偏心滑座中的测量块B能相互接触,且之间的间隙为零。
在实际加工过程中,通过丝杆的转动使测量块A和测量块B之间能间隔一段距离,而这时候车床主轴和三爪卡盘中心的偏心距离e,可通过对测量块A和测量块B之间的距离来进行测定。
当偏心距离e为零时,测量块A、B之间正好接触;而当偏心距离e增加时,测量块A和测量块B之间的距离也会相应加大,因此可通过对测量块A和测量块B之间距离的测定,来详细掌控偏心距的具体数值,以此有效控制偏心距的精度,获得很高的加工精度。
2.2.轴线间平行度的控制
除保证偏心距精度控制以外,另一个关键则是要求夹具的设计应当加工过程中轴线间的平行度。
其中,本文选用的CNC-6135数控车床的主轴中心和刀架平面之间的距离为20厘米,因此对所设计夹具中心和平面之间的距离也应当为20厘米。
在设计时,为确保夹具中心线和定位平面之间能保持平行,可以在夹具的装夹孔的一侧,开设一条开口槽,从而形成有效的弹性控制,并通过螺钉的压紧力使得弹性孔收缩变小,实现对工件的夹紧,以保证工件的加工精度与安全生产。
3.刀具选择和刀尖圆弧补偿
3.1.刀具设计与选择
数控车床加工偏心零件时,一般兼作粗精车削,在粗车时,适宜选择强度高、耐用性好的刀具,以便满足粗车时大进给量和大吃刀量的需要;在精车时,适宜选择耐用度好和精度高的刀具,以确保加工的精度的要求。
除高速钢制造的整体刀具以外,其它车刀的刀具均是采用的与刀体不同的材料所制成。
数控车床刀具材料主要有:硬质合金、涂层硬质合金、陶瓷、立方氮化硼(CBN)和聚晶金刚石(PCD)等等。
实际生产加工中,数控车床选用刀具材料以及牌号的基本原则是:
3.1.1.在对普通工件生产加工的过程中,一般采用普通高速钢或硬质合金作为刀具材料;在进行难以加工的工作制造时,一般可选用涂层硬质合金、陶瓷等新型材料作为刀具材料;只有在进行常规刀具难以胜任的高硬质材料加工,或者精度加工要求时,才考虑采用CBN或PCD等超硬质材料作为刀具。
3.1.2.在选择刀具材料的牌号时,应首先考虑到刀具的耐磨性。
如果刀具材料容易出现崩刃问题或材料性脆,则可以适当降低刀具的耐磨性要求,并选择韧性与强度较高的材料牌号。
以偏心零件的批量加工为例,为尽量提高数控车床的生产效率,应降低刀具在对刀、换刀和磨刀时的时间,因此在刀具的选择上,适宜选择系列化和标准化的不重磨刀片。
同时,为了提高刀片自身的耐磨性和硬度,最好是采用先进的涂层硬质合金刀片。
其表面涂层材料常见的有TiC、TiN、Al2O3以及其它镀覆材料,通过在硬质合金刀片表面镀覆涂层后,在增加刀片的耐磨性与硬度同时,还能有效减少积削瘤的生成,从而提升了偏心零件的加工精度与加工效率,延长了
数控车床中刀具的正常使用寿命。
3.2.刀尖圆弧补偿
在本文中选用的涂层硬质合金刀具的刀尖为圆弧形,由于CNC-6135数控车床中所采用的GSK-980TA系统中没有刀尖圆弧的补偿功能。
若偏心件在对加工精度有着较高要求时,可采用手动的方式对刀尖的半径补偿值进行计算,然后在编程过程中将补偿量添加到程序当中,从而有效保证偏心件的加工精度,而不会出现不合要求的少切或过切现象。
在编程时,假设刀尖圆弧的半径为0.5mm,然后按照刀尖圆弧的中心轨迹来实现编程计算。
编程过程中,由于偏心件的外轮廓主要是由一个圆弧与一条直线所构成的,因此在编程时期轨迹点,也应当为偏心零件的圆弧半径再假设刀尖圆弧的半径。
同时要额外注意的是,在直线与圆弧的过度处,要将其编程为相应的圆弧轨迹,以防止因为编程不当而对加工后零件的形状造成影响。
4.总结
本文结合实际教学经验,并以CNC-6135数控车床加工偏心零件作为实例,就其在加工偏心零件时的生产特性,以及加工过程中夹具和刀具上的技术改进等方面进行了分析与探讨。
实践证明,采用本文设计的专用偏心夹具,能为装夹工件和加工制造带来很大方便,尤其是在批量生产偏心零件时,能在大幅度提高加工效率的同时,还能获得很高的加工精度。
参考文献:
[1] 胡建新.机床夹具设计[M].北京:机械工业出版社,2010.
[2] 胡荆生.公差配合与技术测量[M].北京:清华大学出版社,2008.
[3] 韩鸿鸾,等.数控机床加工程序的编制[M].北京:机械工业出版社,2008.。