西门子内部培训资料-STL基础培训.
西门子培训教材1

Automation & Drives
Automation and Drives
19
S5 程序文件格式
Automation & Drives
S5 硬件 编编程程 Step 5 诊断
PLC 程序文件: @@@@@@ST.S5D
交叉参考表文件: @@@@@@XR.INI
符号文件:
@@@@@@Z0.INI
Automation & Drives
Automation and Drives
SFAE
17
S5 135U/155U 模板插槽分配
SS55硬硬件件 编程 Step 5 诊断
Automation & Drives
Automation and Drives
SFAE
18
S5 硬件 编程 Step 5 诊断
S5-101U 6
S5 hardware overview
SS55硬硬件件 编程 Step 5 诊断
S5-90U
S5-95U
Automation & Drives
Automation and Drives
S5-100U
SFAE
7
S5 hardware overview
SS55硬硬件件 编程 Step 5 诊断
态,被存在过程输出映像PIQ中,当OB1循环结
束时,过程输出映像PIQ的内容被传送到输出模
板
SFAE
29
数据表示
Automation & Drives
S5 硬件 编编程程 Step 5 诊断
KM 二进制格式 KH 十六进制格式 KC 定时器计数值 KG 浮点数,32位 KY 字节,两个0-255之间的整数 KF 定点数,在 -32768 到 +32767之间 KS 字符 KT 时间常数
2024版西门子PLC培训教材

•PLC基础概念与原理•西门子PLC硬件组成与选型•西门子PLC编程软件与编程语言•西门子PLC通信网络技术•西门子PLC控制系统设计实践•西门子PLC培训总结与展望PLC基础概念与原理PLC (Programmable Logic Cont…一种数字运算操作的电子系统,专为在工业环境应用而设计的。
要点一要点二发展历程从最初的顺序控制到现在的复杂过程控制,PLC 技术不断发展,功能日益强大。
PLC 定义及发展历程工作原理与特点工作原理PLC采用循环扫描的工作方式,执行用户程序并控制输出。
特点可靠性高、编程方便、组态灵活、安装方便、运行速度快等。
应用领域及市场需求应用领域PLC广泛应用于工业自动化领域,如机械制造、电力、交通、环保等。
市场需求随着工业自动化程度的提高,对PLC的性能和功能要求也越来越高。
0102 03S7-200 SMART系列经济型PLC,适用于小型自动化项目。
S7-300/400系列中高端PLC,适用于中大型自动化项目,具有强大的通信和扩展能力。
S7-1200/1500系列高端PLC,采用模块化设计,支持多种编程语言和通信协议,适用于复杂的自动化控制系统。
西门子PLC产品系列介绍西门子PLC硬件组成与选型硬件基本构成CPU模块电源模块输入模块输出模块通信模块负责执行程序指令,处理数据,控制输入输出等操作。
为PLC系统提供稳定可靠的直流电源。
将外部信号转换为PLC内部可识别的数字信号。
将PLC内部数字信号转换为外部设备可识别的控制信号。
实现PLC与其他设备或系统之间的数据通信。
电源模块功能具备过压、欠压、短路等保护功能,确保PLC 系统稳定运行。
CPU 模块功能具备高速处理能力,支持多种编程语言,内置丰富的指令集和函数库,提供实时时钟、中断处理等功能。
输入模块功能支持多种输入信号类型,如开关量、模拟量等,具备滤波、隔离等功能,提高信号抗干扰能力。
通信模块功能支持多种通信协议和接口类型,实现与上位机、触摸屏、变频器等设备的通信连接。
西门子培训资料
SIMATIC® S7
Siemens AG 2003. All rights reserved.
Date: File:
2022/3/31 Blocks.4
SITRAIN Training for
Automation and Drives
过程映象
PII
字节 0
字节 1
字节 2
1
:
:
:
CPU存储器区
SIMATIC® S7
线性化程序
分块程序
结构化程序
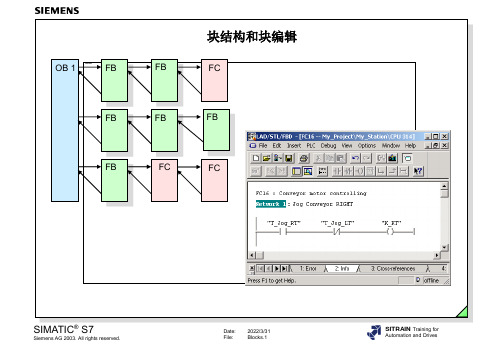
OB 1
OB 1
Recipe A Recipe B Mixer Outlet
OB 1
Pump Outlet
所有的指令都放在一个块 单一功能的指令放在单一的块 中 (通常是组织块OB 1) 中,OB1调用这些单独的块
可重复使用的功能装入单个块中, OB 1 (或其他块) 调用这些块并传递 相关数据。
Automation and Drives
编辑器用户设置:“Block”标签
SIMATIC® S7
Siemens AG 2003. All rights reserved.
Date: File:
2022/3/31 Blocks.24
SITRAIN Training for
Automation and Drives
Siemens AG 2003. All rights reserved.
用户程序
: : A I 2.0 = Q 4.3 : : : :
Date: File:
2022/3/31 Blocks.5
PIQ
字节 0
字节 1
字节 2
:
:
1
S7-1500西门子PLC培训(内部培训资料)
1515F-2 PN
1516F-3 PN/DP
1
12
12
1
1
1
300/450 KB 500/750 KB 1/1,5 MB
1,5 MB
3 MB
5 MB
40 ns
30 ns
10 ns
CPU 1517(F)
1517F-3 PN/DP
12 1
2/3 MB 8 MB
2 ns
CPU 1518(F)
1518F-4 PN/DP
S7-1500西门子PLC培训(内部培训资料)
• 名称: S7-1500西门子PLC培训 • 所属班组:焦化 • 汇报人:XX、XX
2020/7/16
S7-1500_CPU
标准型
紧凑型
安全型 分布型
CPU种类
网络接口 工作存储器 数据存储器 位运算时间
模块宽度
集成运动轴
S7-1500的种类
Advanced Controller
CPU 1511(F)
CPU 1511C
CPU 1512C
1511-1F PN
1511C-1 PN
1512C-1 PN
1
1
1
1
1
1
150/225 KB 175 KB
1 MB
1 MB
250 KB 1 MB
60 ns
60 ns
48 ns
CPU 1513(F)
CPU 1515(F)
CPU 1516(F)
1513-1F PN
S7-1500---DI
6
1 2 3 4
5
序号 注释
1
延时可以在硬件组态里设置
2
PLC程序使用STL指令编程方式及方法详解培训学习课件PPT94页
(a)
(b)
使用步进指令需要说明的问题
5. 在不同的步进段,允许有重号的输出(注意:状态号不能重复 使用)。如图(a)所示,表示Y2在S20和S21两个步进段都接 通,它与图(b)等效。
SET M0 RST M8
C0 K5
4. 仿STL指令的编程方式
驱动处理
S21
X1
S22
Y0 转换条件
转换目标
驱动处理
S21
Y0
X1
SET S22
转换条件
转换目标
Mi-1
Xi
Mi
Y0
Xi+1 Mi+1
Mi
Y0
Xi+1
RST SET
Mi-1 Mi+1
4. 仿STL指令的编程方式
X2 X4 X3
M8002
M4 X0
Y11 Y12 快进
Y10 Y11 工进1
Y11
工进2
Y12 Y13 快退
M8002
M0
X4
M1
X1
M2
X2
M3
X3
M4
X0
M1 M2 M3 M1 M4 M2
M4
SET M0 SET M1 RST M0 SET M2 RST M1 SET M3 RST M2 SET M4 RST M3 SET M0 RST M4
SET M5 RST M4 SET M7 RST M6 SET M8 RST M5 RST M7 SET M0 RST M8
西门子培训ppt课件
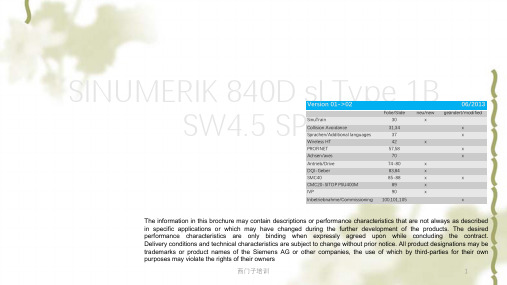
Outlook ... and more
Supplementary conditions
▪ From SW 4 onwards, no HMI Advanced
Supplementary conditions
x x
Wireless HT
42
x
PROFINET
57,58
x
Achsen/axes
70
x
Antrieb/Drive
74-80
x
DQI-Geber
83,84
x
SMC40
85-88
x
x
CMC20-SITOP PSU400M
89
x
IVP
90
x
Inbetriebnahme/Commissioning 100,101,105
x
The information in this brochure may contain descriptions or performance characteristics that are not always as described in specific applications or which may have changed during the further development of the products. The desired performance characteristics are only binding when expressly agreed upon while concluding the contract. Delivery conditions and technical characteristics are subject to change without prior notice. All product designations may be trademens AG or other companies, the use of which by third-parties for their own purposes may violate the rights of their owners
西门子PLC培训教程(全)

详细讲解西门子PLC支持的通信协议,如S7通信、Profinet、 Modbus等。
通信配置方法
介绍如何在西门子PLC中进行通信配置,包括硬件连接、参数设置 等。
通信故障排查与处理
提供通信故障排查的方法和处理措施。
远程监控技术实现原理及案例分析
远程监控技术概述
简要介绍远程监控技术的概念、应用和发展 趋势。
西门子PLC系列分类及特点
S7-200系列
S7-300系列
小型PLC,结构紧凑、功能强大,适用于简 单控制任务。
中型PLC,模块化设计,易于扩展和维护, 适用于中等规模的控制任务。
S7-400系列
S7-1200/1500系列
大型PLC,高性能、高可靠性,适用于复杂 的控制任务。
新一代PLC,集成了运动控制、过程控制等 功能,适用于高端控制任务。
编程环境
西门子PLC的编程环境主要有TIA Portal和STEP 7两种。TIA Portal是西门子推出的全新工程组态软件,支持多种 编程语言,具有直观易用的界面和强大的功能;STEP 7是西门子早期的PLC编程软件,现已逐渐被TIA Portal所 取代。
02
西门子PLC产品介绍
Chapter
实现方法
首先,可以使用模拟量输入模块采集温度数据,并将数据转换为PLC可以处理的数字量。 然后,使用高级指令对数据进行处理,如计算温度偏差、判断温度是否超限等。最后,根 据处理结果输出相应的控制信号,控制执行机构进行相应的操作。
注意事项
在实现复杂数据处理任务时,需要注意数据的准确性和实时性。同时,还需要考虑系统的 稳定性和可靠性,避免出现误操作或故障。
远程监控技术实现原理
PLC程序使用STL指令编程方式及方法详解培训学习课件PPT94页
X5
M206
Y3
X4
冲头下行
T0 5S 冲头上行 模具下行 人工取件 模具上行
M8002 M200 M201 M202
M203
M204 M205
M206 M201 M202 M203 M204 M206
SET M200
RST M206
X0
SET M201
RST M200
X1
SET M202
T0
K50
Y11
Y12
Y10
Y13
信号灯控制系统举例 X0
Y0
红灯
Y1
绿灯
Y2
黄灯
4S 6S 5S
M8002
M200
Y0
X0 Y0
M201
T0
T0
M202
Y1
T1
T1
Y1 M203
Y2
T2 T2
信号灯控制系统举例
M8002
M200
Y0
X0 Y0
M201
T0
T0
M202
Y1
T1 T1
Y1 M203
Y2
T2 T2
M200
X0启动
M201
Y0
X1压力上升
M202
Y0
T0
M203
Y1
X2
M204
Y2
X3
M205
X5
M206
Y3
X4
冲头下行
T0 5S 冲头上行 模具下行 人工取件 模具上行
4. 仿STL指令的编程方式
M8002
M200
X0启动
M201
Y0
X1压力上升
M202
西门子培训教程
西门子 PLC培训讲义第一章 编程入门编程软件Step 7 Micro/WIN 的安装和使用:S7-200 PLC最多可带7个扩展(含DI/DO,智能,模拟量,定位,通讯等。
)安装: 运行安装盘中的setup.exe,根据提示进行安装。
如果有旧版本,则先卸载。
如果安 装过程中提示出错,可不理会,继续安装完,重启,然后卸载,重启,再重装一次。
运行: 打开Micro/WIN→Tools→(TD Keypad Designer→Tools)→Options→General→ Chinese→确定→确定→然后关闭窗口→退出Micro/WIN→重新打开Micro/WIN→进入中文界面。
基本概念,各模块的输入和输出地址是:输入点地址 (以每组8个点为准,这也叫作1个字节,按字节顺序排下去)I0.0 I0.1 I0.2 I0.3 I0.4 I0.5 I0.6 I0.7 (第0字节)I1.0 I1.1 I1.2 I1.3 I1.4 I1.5 I1.6 I1.7 (第1字节)I2.0 I2.1 I2.2 I2.3 I2.4 I2.5 I2.6 I2.7 (第2字节).输出点地址 (以每组8个点为准,这也叫作1个字节,按字节顺序排下去)Q0.0 Q0.1 Q0.2 Q0.3 Q0.4 Q0.5 Q0.6 Q0.7 (第0字节)Q1.0 Q1.1 Q1.2 Q1.3 Q1.4 Q1.5 Q1.6 Q1.7 (第1字节)Q2.0 Q2.1 Q2.2 Q2.3 Q2.4 Q2.5 Q2.6 Q2.7 (第2字节).模拟量输入点地址 (从0开始,以双数顺序一直排下去,按模块上通道的顺序) AIW0 AIW2 AIW4 AIW6 . . . .(模拟量输入为双数,因为每路模拟量为2个字节) 模拟量输出点地址 (从0开始,以双数顺序一直排下去,按模块上通道的顺序) AQW0 AQW2 AQW4 AQW6 . . . .(模拟量输出为双数,因为每路模拟量为2个字节)注意:输入和输出点的地址:按每组8个点(也叫1个字节)的顺序排下去,如果某个字节只用 部分点,则其他剩余的点将不能使用. 例如CPU224主机输入点是14个,其地址如下: I0.0 I0.1 I0.2 I0.3 I0.4 I0.5 I0.6 I0.7 (第0字节)I1.0 I1.1 I1.2 I1.3 I1.4 I1.5 (第1字节) 这时,第 1 字节的剩余的点 I1.6 I1.7 将不能使用, 如果要加 16 点扩展输入点模块, 该扩展模块上输入点的地址是:I2.0 I2.1 I2.2 I2.3 I2.4 I2.5 I2.6 I2.7 (第2字节)I3.0 I3.1 I3.2 I3.3 I3.4 I3.5 I3.6 I3.7 (第3字节) 又,例如CPU224主机输出点是10个,其地址如下:Q0.0 Q0.1 Q0.2 Q0.3 Q0.4 Q0.5 Q0.6 Q0.7 (第0字节)Q1.0 Q1.1 (第1字节) 这时,第1字节的剩余的点 Q1.2 Q1.3 Q1.4 Q1.5 Q1.6 Q1.7 将不能使用, 如 果要加8点扩展输出点模块,该扩展模块上输出点的地址是:Q2.0 Q2.1 Q2.2 Q2.3 Q2.4 Q2.5 Q2.6 Q2.7 (第2字节)→编程从“网络 1”开始(Network 1),所谓“网络”(Network)就是触点和线圈组成的 一个块,两个网络(Network)间没有线的连接(除了最左和最右的火线和零线).点击左边的箭头处,可以开始编程。
西门子PLC培训教程(全)-零基础学PLCPPT课件

PS
CPU
IM
SM: SM: SM:
(电源模块)
(接口模块) DI DO AI
SM: CP: AO - 点-到-点
- PROFIBUS - 工业以太网
10 柳州职业技术学院电子电气工程系
§1.3 PLC的功能和特点
PLC的功能
➢ 控制功能
✓ 逻辑控制 ✓ 定时控制 ✓ 计数控制 ✓ 顺序控制
11 柳州职业技术学院电子电气工程系
21 柳州职业技术学院电子电气工程系
第二章 西门子PLC系统特性及硬件介绍
22 柳州职业技术学院电子电气工程系
第2章 S7-300系统特性及硬件介绍
§2.1 SIMATIC S7-300系统结构 §2.2 S7-300 CPU模块 §2.3 信号模块 (SM) §2.4 电源模块 (PS) §2.5 接口模块(IM) §2.6 其他模块(IM) §2.7 SIMATIC S7-300的硬件组态
8 柳州职业技术学院电子电气工程系
PLC的分类
➢ 一体化紧凑型PLC :电源、CPU中央处理系统、 I/O接口都集成在一个机壳内。如西门子S7-200系 列。
CPU(基本单元) +
扩展模块
9 柳州职业技术学院电子电气工程系
➢ 标准模块式结构化PLC :各种模块相互独立,并安 装在固定的机架(导轨)上,构成一个完整的PLC 应用系统。如:西门子S7-300、S7-400系列。
2 柳州职业技术学院电子电气工程系
第1章 PLC概述
§1.1 PLC的产生 §1.2 PLC的定义和分类 §1.3 PLC的功能和特点 §1.4 PLC的结构与工作过程
3 柳州职业技术学院电子电气工程系
§1.1 PLC的产生
西门子PLC培训课件

8位
‘A’
字 16位十六进制
数 16位二进制数
计数器值3位 BCD码
2个8位无符号 十进制数
16位
W#16#0000
(最小值)
W#16#FFFF
(最大值)
2#0000_0000_0000_0000
2#1111_1111_1111_1111
C#000
(最小值)
C#999
(最大值)
B(0,0)
(最小值)
1号槽
电源
2号槽
CPU
3 号槽
接口模块
4 号槽之后
信号模块及通讯模 块等
订货号
具体设置1:地址设置
双击输入输出模块所在的插槽 “DI16/DO16”。模块地址可以是系统默认设 定,也可以由你来设定地址。将“System Selection”选择项的“✓”去掉,在地址栏中 输入数字0,表示输入起始地址为0。
电动机反转 控制
I0.2
电动机停止 按钮
(2)在项目中,点击S7-300站点下的Blocks, 可见右侧窗口出现了已插入的组织块OB1。双击 OB1打开编程环境,编写程序实现控制要求的内 容。
梯形图软件编程来实现电动机的正反 转控制 。
PLC的硬件组态(新建方式)
硬件组态下载的注意事项:
R1
(PS) IM 32 36 40 44 48 52 56 60
R2
(PS) IM 64 68 72 76 80 84 88 92
R3
(PS) IM 96 100 104 108 112 116 120 124
默认或自定义逻辑地址分配
所有模块可采用默认地址,也可自 行分配地址
通过STEP7软件进行用户自定义地 址分配
西门子PLC培训

进
监控的时候可以清楚的看到程序运行的情况,且能看到参数值,用于查明运算过程中错误的出处。
说明:
监控程序可以看到三种颜色。蓝色代表正常运行,灰色代表程序段没有运行,红色代表程 序段中有错误。
基本知识
常用操作——状态表监控
监控状态表:通讯连接完成,选择 址,点击 进行数值监控。
,在地址栏内需要查看数值的地
软件开发
CPU226 ModBus通讯配置
指令的使用
程序的解读
软件开发
CPU226
TERM档怎么用? plc与plc间用PPI连接?
端口
CPU226有两个端口,分别为port0和port1。通常我们习惯把port0通讯协议改为使 用ModBus协议。这样port0就用来上下位机通讯,port1使用PPI协议通讯,用于调试。 CPU之间端口连接使用的是RS485的信号,计算机串口是RS232信号,所以在 CPU与计算机连接时应该使用RS232转RS485转换器。PPI电缆可以实现此功能,需要注 意PPI电缆拨码应为01000000。 RS232传输距离为15米,RS485传输距离为1200米。
注意:
通常情况下,编程之前应该先看哪些地址可以用使用。这样既可以做到优化地址的使用, 同时也可以防止出现因地址互相占用而出现的错误。
基本知识
常用指令
软件中使用的指令:加法指令ADD;减法指令SUB;乘法指令MUL; 除法指令DIV;开方指令SQRT。
这其中包括对不同数据类型的操作,后面也会介绍到关于双字、字、字节和位的关系。
PLC定义
PLC是一种专门为工业环境下应用而设计的数字运算操作的电子装置。它采用可以编制程序 的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令, 并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。PLC及其有关的外围 设备都应按照易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。
《西门子PLC培训教程》全套课件完整版-2024鲜版

及时升级PLC的固件,以修复潜在的问题并 提高性能。
30
固件升级与备份恢复操作
01
02
03
固件升级步骤
下载最新的固件版本,按 照西门子提供的升级指南 进行操作。
2024/3/27
备份操作
使用西门子提供的备份工 具,将PLC的参数和程序 备份到安全的位置。
恢复操作
在需要时,使用备份文件 恢复PLC的参数和程序。
点。
比较法
将怀疑有问题的部件与正常运 行的部件进行比较,找出差异
以确定故障。
专用诊断工具
使用西门子提供的专用诊断软 件和工具进行故障诊断。
29
预防性维护策略制定
定期检查
定期对PLC进行检查,包括外观、接线、电 源等。
参数备份
定期备份PLC的参数和程序,以防数据丢失。
2024/3/27
清洁保养
保持PLC及其周围环境的清洁,定期清理灰 尘和杂物。
数据转换指令
详细讲解BCD、BIN等数据转换 指令的功能和使用方法,包括不 同数制之间的转换。
数学运算指令
讲解ADD、SUB、MUL、DIV等 数学运算指令的功能和应用场景, 包括加减乘除等基本数学运算。
21
编程实践:典型控制程序设计
顺序控制程序设计
通过实例演示顺序控制程序的设计方 法,包括顺序功能图的绘制和程序编 写。
2024/3/27
DP网络配置方法和优化 建议
PN网络配置实例和故障 排除
网络性能测试和评估标 准
25
HMI组态与通讯实现
HMI组态软件介绍和界面设计原则 数据采集和监控功能实现方法
HMI与PLC通讯连接方式和参数设置 故障诊断和报警处理机制
西门子PLC培训系列资料
Information and Training Center Knowledge for Automation
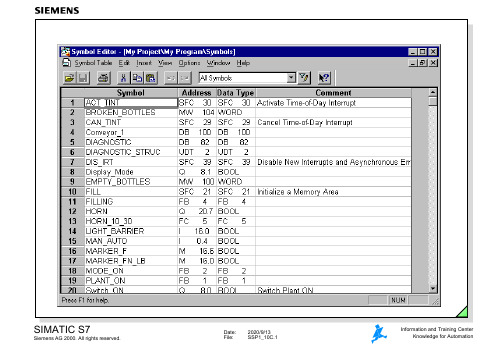
查看:排序
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: File:
2020/9/13 SSP1_10C.7
Information and Training Center Knowledge for Automation
DB的声明表
Date: File:
2020/9/13 SSP1_10C.3
程序编辑器
Information and Training Center Knowledge for Automation
打开符号表
SIMATIC S7
Siemens AG 2000. All rights reserved.
2020/9/13 SSP1_10C.5
Information and Training Center Knowledge for Automation
查看:过滤器
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: File:
2020/9/13 SSP1_10C.6
编辑符号 (在 LAD/STL/FBD 编辑器中)
SIMATIC S7
Siemens AG 2000. All rights reserved.
Date: File:
2020/9/13 SSP1_10C.10
Information and Training Center Knowledge for Automation
符号选择 (在 LAD/STL/FBD 编辑器中)
西门子PLC培训教程(全)-不错

目录
• PLC基础知识 • 西门子PLC介绍 • 西门子PLC编程语言与指令系统 • 西门子PLC的通讯与网络 • 西门子PLC的实践应用 • 西门子PLC的未来发展与趋势
01
PLC基础知识
PLC的定义与特点
PLC(可编程逻辑控制器)是一种工业自动化控 01 制器,通过编程实现逻辑控制、顺序控制等功能。
MPI协议
多点的接口协议,常用于少量PLC之 间的通讯。
其他接口
如RS232、RS485等,用于PLC与外 部设备或传感器之间的通讯。
工业以太网与PROFIBUS DP
01 工业以太网
基于以太网技术的工业级通讯网络,具有高速、 稳定、可靠的特点。
02 PROFIBUS DP
分布式总线系统,适用于大规模、高效率的自动 化生产线。
软件编程
系统调试
使用西门子PLC编程软件, 根据控制逻辑编写程序, 实现自动化控制。
对自动化系统进行调试, 确保系统正常运行,满足 生产工艺要求。
实际案例分析
01 案例一
某工厂自动化生产线控制系统的设计与实现。
02 案例二
某水处理厂自动化监控系统的设计与实现。
03 案例三
某电梯控制系统设计与实现。
S7-300/400的编程语言
西门子S7-300/400系列PLC主要使用STEP 7软件进行编程,支持多种编程语言,如LAD、 FBD、STL和SFC(顺序控制功能图)。
编程语言的比较
不同编程语言的适用范围和特点不同,需要根据实际需求选择合适的编程语言。
数据类型与存储区域
数据类型
西门子PLC支持多种数据类型,包括基本数据类型(如 位、字节、字、双字等)、复合数据类型(如数组、结 构体、记录等)和特殊数据类型(如指针、枚举等)。
西门子培训(内部工程师培训)
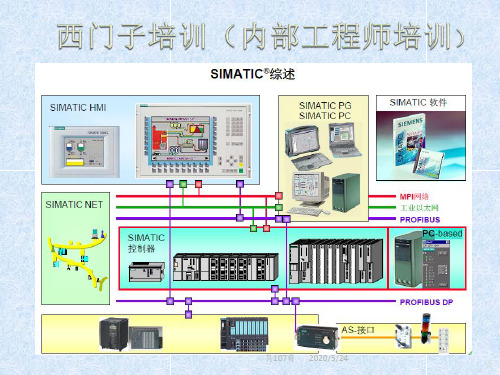
2019/3/15
4
共107页
2019/3/15
5
用于中等到高级性能要求的强大PLC
多种性能范围的CPU 扩展模块选择范围,超过300个模块可扩展
在模块中集成背板总线
可以连接MPI/PROFIBUS/PROFINET/工业
以太网 通过PC/PG可连接访问所有的模块 无插槽限制 多CPU同时工作(最多可以插入4个CPU)
33
共107页
2019/3/15
34
共107页
2019/3/15
35
共107页
2019/3/15
36
共107页
2019/3/15
37
共107页
2019/3/15
38
共107页
2019/3/15
39
共107页
2019/3/15
40
共107页
2019/3/15
41
共107页
2019/3/15
共107页
2019/3/15
1
1、SIMATIC S7 系统产品系列; 2、培训设备和编址;安装/维护可编程逻辑控制器; 3、SIMATIC管理器; 4、硬件组态; 5、硬件调试; 6、符号寻址; 7、块结构和LAD/FBD/STL编程器; 8、位指令; 9、数字指令; 10、对用户程序进行重新接线; 11、文档制作、保存和归档; 12、数据块; 13、功能和功能块; 14、组织块; 15、模拟量处理; 16、故障诊断; 17、系统信息。 共107页 2019/3/15
42
共107页
2019/3/15
43
共107页
西门子PLC内部培训教程
西门子PLC内部培训教程目录一、PLC概述与基础知识 (3)1. PLC定义及发展历程 (4)2. PLC应用领域与特点 (5)3. 西门子PLC简介及型号选择 (6)二、硬件结构与工作原理 (7)1. PLC硬件组成及结构类型 (9)2. PLC输入/输出接口技术 (10)3. PLC工作原理及工作流程 (11)三、编程环境与软件使用 (13)1. 编程软件安装与配置 (15)2. 编程环境简介及操作界面 (16)3. 编程语言与指令系统介绍 (18)4. 编程技巧与实例演示 (20)四、西门子PLC编程实践 (22)1. 编程前的准备工作 (23)2. 基本逻辑控制编程 (24)3. 复杂控制功能编程 (26)4. 人机界面与PLC通信编程 (27)五、PLC通信网络及配置 (29)1. PLC通信网络概述 (31)2. 西门子PLC通信协议及标准 (33)3. 通信网络配置与实例分析 (34)4. 通信故障排查与解决方案 (35)六、PLC维护与故障诊断 (36)1. PLC日常维护注意事项 (38)2. 故障诊断方法与流程 (40)3. 常见故障分析及解决方案 (41)4. 预防性维护与优化建议 (42)七、案例分析与实践操作 (43)1. 自动化生产线案例解析 (45)2. 西门子PLC在典型行业的应用案例 (47)3. 实际操作演练与问题解决 (49)4. 案例分析总结与经验分享 (50)八、培训总结与拓展学习 (52)1. 培训内容回顾与总结 (54)2. 拓展学习方向与资源推荐 (55)3. 学习心得与交流平台 (56)4. 后续支持与咨询服务 (57)一、PLC概述与基础知识可编程逻辑控制器(Programmable Logic Controller,简称PLC)是一种专门为在工业环境下应用而设计的数字运算操作电子系统。
它采用可编程的存储器,用于在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式、模拟式的输入和输出来控制各种类型的机械设备或生产过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Spirit In Advanced Solutions
STEP 7 STL编程基础培训
1. 2. 3. 4. 5. 6. 7. 8. 9.
创建S7项目 PLC工作原理 位逻辑指令 跳转指令 累加器功能 整数算数指令 浮点数算数指令 比较指令 定时器/计数器指令
SIAS Migration Solution 刘青松
9.定时器/计数器指令
STEP 7 STL编程基础培训
9.定时器/计数器指令
STEP 7 STL编程基础培训
Thank You!
Tel:
+86 21 54108666
Office Address: Xu Hui Yuan Building 23/F., 1089,Zhongshan Nan Er Road, Shanghai, 200030. Website: /sias
STEP 7 STL编程基础
3. 位逻辑指令
STEP 7 STL编程基础培训
3. 位逻辑指令
STEP 7 STL编程基础培训
4.跳转指令
STEP 7 STL编程基础培训
5.累加器功能
STEP 7 STL编程基础培训
6.整数算数指令
STEP 7 STL编程基础培训
SFC - 系统功能
SFB - 系统功能块 数据块: DB - 数据块
SDB - 系统数据块
用户自定义的数据类型: UDT VAT VAT(用于监视/修改变量的变量表)不是块,但是存储在用户程序中。
STEP 7 STL编程基础培训
2.PLC工作原理
STEP 7 STL编程基础培训
2.PLC工作原理
7.浮点数算数指令
STEP 7 STL编程基础培训
7.浮点数算数指令
STEP 7 STL编程基础培训
8.比较指令
STEP 7 STL编程基础培训
8.比较指令
STEP 7 STL编程基础培训
9.定时器/计数器指令
STEP 7 STL编程基础培训
9.定时器/计数器指令
STEP 7 STL编程基础培训
STEP 7 STL编程基础培训
1.创建项目
STEP 7 STL编程基础培训
1.创建项目
STEP 7 STL编程基础培训
1.创建项目
块
块是用户程序中真正有用的部分。它们在功能,使用方法和结 构上各不相同。块表示了程序的执行代码。
STEP 7环境支持下列的代码:
逻辑块: OB - 组织块 FC - 功能 FB - 功能块