发酵罐传热结构的改进
通用发酵罐结构的改进
通用发酵罐结构的改进Structure improvement of stirred 2tank bioreactors□裘晖 吴振强 梁世中Qiu huiWu ZhenqiangLiang Shizhong 华南理工大学食品与生物工程学院,510640 广州收稿日期 2003-06-12摘要 针对通用型发酵罐普遍存在的问题,对通用发酵罐的搅拌装置、传热装置、通气装置、传动装置、轴封装置、稳流装置等方面结构进行了改进。
改进后的发酵罐结构更为简单、合理,具有降低能耗,减少染菌率,提高产量和经济效益。
关键词 通用发酵罐 结构 改进Abstract Based on the drawbacks of stirred 2tank bioreactors at large ,im provement measures of the normal fermentation vessels in the stirring appara 2tus ,introduction heat setting ,ventilation installa 2tion ,gearing ,shaft seal and stabilizer are briefly reviewed .The im proved bioreactors are sim pler and m ore reas onable with the advantages of reduc 2ing energy consum ption ,lessening bacteria 2in fected rate ,enhancing output and economic benefit in the fermentation processing.K eyw ords S tirred 2tank bioreactor S tructure Im 2provement发酵罐是生化、食品、医药、农药、化工等生产领域的常用设备。
以强化生产为目的提出与传热相关的改进措施

以强化生产为目的提出与传热相关的改进措施
1. 优化传热设备:优化换热器的设计,增加传热面积、减小压降、降低热损失、提高热效率。
2. 采用新型传热器材料:采用新型材料,如聚四氟乙烯等,具有耐腐蚀、抗高温、导热性好等优点,能够提高传热效率,减少能源消耗。
3. 加强换热液流量控制:通过加强液相流量控制,能够提高传热效率,减少传热器的能源消耗。
4. 采用节能换热技术:采用节能换热技术,如废热回收、余热利用等,能够将系统中的热能回收利用,从而减少能源消耗,节省生产成本。
5. 优化传热系统:通过优化传热系统的设计及操作,能够减少传热能量的损失,提高生产效率。
6. 加强传热控制:通过加强传热控制,保证传热温度、流量等参数的稳定控制,可确保生产过程的顺利进行。
化工设备中的传热与传质技术改进与应用研究
化工设备中的传热与传质技术改进与应用研究摘要:本研究聚焦于化工设备中传热与传质技术的改进与应用。
通过系统分析现有技术在能效、效率和环保方面的不足,提出了优化传热与传质的新策略。
研究结果表明,采用先进材料、流体动力学优化和智能控制等方法,能显著提升传热与传质效果,实现工业生产的可持续发展。
关键词:传热、传质、能效、优化、可持续发展。
引言随着工业技术的不断进步,化工领域对于传热与传质技术的要求愈发迫切。
传热与传质作为化工过程中的关键环节,直接影响着能源利用效率和产品质量。
然而,现有技术在满足快速高效生产的同时,往往面临能耗过高和环境污染等问题。
因此,本文旨在通过深入研究,探索改进传热与传质技术的新途径,以期为化工产业的可持续发展提供有力支持。
一、传统传热与传质技术的能效与效率问题分析在工业生产过程中,传热与传质技术是化工设备中不可或缺的重要环节。
然而,传统的传热与传质技术在实际应用中常常面临能效和效率方面的挑战,尤其在高温条件下,这些问题尤为突出。
本节将深入探讨传统传热与传质技术的能效与效率问题,并重点分析高温下的热损失和质量传递不均衡等现象,以揭示这些问题对工业生产的影响。
在高温条件下,传统传热与传质技术面临着能效问题。
高温环境下,热量很容易因散失而导致热能的损失,进而影响热能的有效利用率。
这种热能的不必要损失不仅直接导致了能源的消耗增加,还可能引发生产效率的下降,从而对生产成本和产品质量产生负面影响。
传统传热与传质技术在高温环境下的能效问题还延伸至传质过程。
在传质过程中,由于技术的局限性,物质的传递往往不够均衡。
这种不均衡传递会导致部分有价值的物质被浪费掉,无法充分利用。
这种现象在传质过程中可能造成物质的损失,同时降低传质效率。
传统传热与传质技术在高温条件下存在能效问题,主要体现在热能的损失和物质传递的不均衡。
这些问题不仅增加了能源消耗,还降低了生产效率,加大了生产成本,并可能引发物质浪费和环境问题。
对发酵罐内换热管的研究改进

蛇管进行了改造,但是由于有以下缺点,没有达 到预期的效果。 缺点:但加工难度较蛇形管大,连续爆园, 对管子的质量要求高,焊口处也有外力将其弯 曲,焊口质量也要求高,需管内充氢气双面自动
是一直陪着她走那阴暗的岁月,她曾经想要追随父亲而去天堂的念想
焊接,自动氨弧焊接效果最好,造价高;由于螺 旋管为螺旋上升,径向流动不顺畅,挡板作用较 小,溶氧等各方面不如管子上下排列的效果好。
是一直陪着她走那阴暗的岁月,她曾经想要追随父亲而去天堂的念想
3.传统列管式:列管式(蛇管)为老式玻璃发 酵罐冷却结构,其特点为“U”型上下迁回,故 又俗称蛇管式,其特点为冷却水连续流动,其结
构优点可起到折流作用,加工简单,造价低,缺
点是底部存水,消毒时靠蒸汽加热烘干,消耗能
源大,而且焊口易拉裂,目前已属淘汰型式。 综上所述:三种发酵罐内换热管型式中倒 U 型管优点较多。但倒 U 型式换热组成、试压、试 漏较麻烦,不像蛇管及螺旋管型式组成后直接可 进行试压、试漏。目前的试压、试漏方法只能是
发酵罐是制药厂的核心设备,发酵罐的好坏 直接影响到发酵的单位的高低,溶氧的高低,染 菌率的高低,故在制药厂的设备中占着举足轻重
的地位。各制药厂及制药设备厂都在积极的寻找
新的设备制作工艺,以提高发酵单位,提高溶氧,
降低染菌率,此种方案既吸取发酵罐各种内蛇管 的优点,又尽可能的对各种缺点进行避免,最大 程度的对发酵罐的内蛇管进行优化。下面对各种
优点 2:其主要优点还在于全套无螺栓结构, 中部和上部为浮头式固定支板,可消除因温度变 化而引起的变形,消毒清洗简单,易操作,不需
维护。 优点 3:其排管为上下排列,起到挡板的作
用,使液体能够在轴向和径向方向顺畅流动,具 有传统式蛇管的优点。 优点 4:制作工艺先进,质量有可靠保证。首 先,整根管子无接头,由一根管子煌制完成。
发酵罐用换热型式及结构设计

摘要:发酵罐广泛应用于化工、医药、发酵、食品、生物等行业,产生热交换是发酵罐必不可少的要求,罐内换热管的结构型式对发酵罐产生的热效应有着举足轻重的作用,现列举几种发酵罐常见的换热管式换热结构及固定型式,以供设计时参考选用。
关键词:发酵罐换热管式结构固定型式应用场合1换热管的结构形式发酵罐常见的换热管式换热结构有弹簧管式、列管式、换热器式换热结构。
1.1弹簧管式换热结构常见的弹簧管结构形式有:单组单列盘管、单组双列盘管、多组盘管等,如图1(a)所示:(a)多组盘管(b)列管式多组盘管图1盘管的各层之间的层间距h一般取h=(1.5-2)d(d为换热管外径),换热管的外径d、盘管的直径D1、D2、高度H一般根据发酵罐的直径、高度、工艺要求的换热面积等具体情况来确定,但在设计工程中也要考虑搅拌空间、盘管与罐壁之间可施焊空间等要求,另外多组盘管情况下还要考虑换热管的最小煨弯半径等综合因素。
1.2列管式换热结构常见的列管式换热结构有:多组列管型式,见图1(b)所示,列管的各层之间的层间距h,亦可取h=(1.5-2)d(d为换热管外径),也可以不同的固定螺栓型式以放下固定螺栓为宜。
其余与弹簧式盘管类似。
1.3换热器式换热结构换热器式换热结构的确定主要是筒体的直径,高度,工艺要求的换热面积,换热器的结构型式与普通换热器的结构类似,只是把发酵罐罐体作为壳程,且满足换热器的结构要求:如管板的最小厚度、换热管与管板的连接方式要求、折流板的支撑跨距要求、换热管间距满足降低焊接应力、弹性变形范围不相交、清洗方便等要求。
此换热器又不完全同于普通换热器,在符合国家规范的要求下又不完全拘泥于规范,根据满足加工和生产工艺前提下可调整、确定换热器结构及换热器之间连接组合的型式等。
另外注意,由于此种结构可能存在较大的热胀冷缩量,所以在连接管上尽量做一些补偿,例如用波纹管等,以免长期工作下接管等拉断。
2换热管的固定型式[1]为了承受本身的重量和由搅拌引起的振动以及通入的冷热介质引起的热胀冷缩等,所以盘管或换热器必须相对固定,选择相对合适的固定型式也是非常重要的。
大型发酵罐的改进设计
大型发酵罐的设计及改进101452410魏文华摘要:随着生化技术的提高和生化产品的需求量不断增加,对发酵罐的大型化、节能和高效提出了越来越高的要求。
对新的发酵罐的改进措施也变得日益迫切,如何设计大型发酵罐和发酵罐的效率提高是我们将要面对的问题关键词:发酵罐的扩大设计型式几何尺寸通气搅拌叶轮传热改进措施1 国内发酵罐现况众所周知发酵是一个无菌的通气(或厌氧) 的复杂生化过程,需要无菌的空气和培养基的纯种浸没培养,因而发酵罐的设计,不仅仅是单体设备的设计而且涉及培养基灭菌、无菌空气的制备、发酵过程的控制和工艺管道配制的系统工程。
改革开放后,国内发酵罐的装备得到了显著改善,具体表现在:容积:抗生素发酵扩大至100~150m3 。
赖氨酸发酵已达200m3 。
材质:逐步由碳钢改为不锈钢。
传热:由单一的罐内多组立式蛇管改为罐壁半圆形外盘管为主,辅之罐内冷却管。
减速机:由皮带减速改为齿轮减速机。
搅拌机:由单一径向叶轮改为轴向和径向组合型叶轮。
但由于发酵罐的系统设计没有受到人们普遍重视,有许多抗生素生产员往往仅重视发酵工艺和菌种,或限于资金和发酵厂房现状,对发酵罐的大型化和优化缺乏足够重视。
就发酵罐而言,目前头国内基本上在原有50m3 基础上进行改革, 罐径为3100 毫米,罐筒体略有变化,形成57m3 、60m3 等罐体,电机相应作些变化有75 、95 和115kW 不等,传热为立式蛇管和搅拌叶轮基本不变为六叶蜗轮,减速采用皮带轮。
因而同国际上存在不少的差距,有必要通过对发酵罐系统设计的认识提高,将我国抗生素发酵装备水平向前推进。
2 发酵罐的设计2.1 发酵罐的型式发酵过程可以通过固体培养和深层浸没培养来完成,从生产工艺来说可分为间隙分批、半连续和连续发酵等,但是工业化大规模的发酵过程,则以通气纯种培养为主。
通过纯种培养的发酵罐有自吸式发酵罐、标准式发酵罐、气升式发酵罐、喷射式叶轮发酵罐、外循环发酵罐和多孔板塔式发酵罐等。
发酵罐2计算

解:设原参数为n0,d0,新参数为n1,d1,则据要求有:
Q0 Q1
n0
d
3 0
n1d13
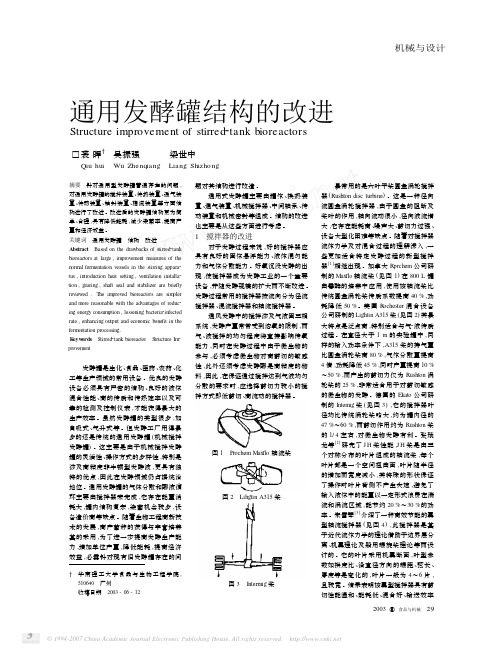
已知涡轮搅拌器三者的粉碎气泡的能力(H)间的关系: 平叶>弯叶>箭叶
则,相同搅拌功率下,三者翻动流体的能力(Q)必有: 平叶<弯叶<箭叶
32
例1.4: 一发酵罐,经实验证明翻动情况不良,现进行改进,不
考虑通气时,要求Q 提高30%,H不变,问改进后:转速 n有何变化?搅拌器直径d有何变化?搅拌功率有何变化?
Q
Q0
273 273
t
0.1013
( Pt
0.1013
1 g
2
HL
) 106
t:度; 密度:kg/m3; HL:m; Pt:表压,Pa
因分子单位为Mpa,故分母上有10-6
22
通气比 VVM
定义:每分钟的通气体积(以标准状态计,即为 Q0)与实际料液体积之比。 1/min
常是已知装液量与VVM值,不知Q值。 此时先算出Q0,再按前页公式转换计算出Q,
t1 1
1 A1
✓ 设λ为管壁的导热系数,s为管壁厚,则管壁间的传导热为:
q2
Am Tw
tw
t 2 s
Am
✓ 内管壁对管内冷流体的对流传热为
q3 2 A2 tw t
t3 1
q为热流密度,W/m2
2 A2
2
则在稳定传热时,有发酵罐所需传的热量Q=q1=q2=q3,即有:
Q t1 t2 t3 t1 t2 t3
才可代入Pg计算公式。
23
如已知 例1.3 中通气量Q=1.40米3/分,则代入 上式得,Pg=10.82 KW<P0=12.9 KW 单位换算
发酵罐改进放大设计
2006年8月收稿日期:2006-04-12作者简介:门芳(1972-),山东青州人,学士学位,机械工程师,主要从事机械制造专业。
农业装备与车辆工程AGRICULTURALEQUIPMENT&VEHICLEENGINEERING2006年第8期(总第181期)No.82006(Totally181)发酵罐改进放大设计门芳,谢蕾(鲁信高新技术产业股份有限公司,山东淄博255055)摘要:针对25m3氢化可的松发酵罐存在的几个问题的改进,并进行容量扩大至50m3设计,从而提高了罐的性能和产品的产量及质量。
关键词:发酵罐;搅拌轴;传动结构;传热结构;轴封;中间轴承中图分类号:TQ920.5文献标识码:B文章编号:1673-3142(2006)08-0053-02125m3发酵罐存在问题我公司的氢化可的松发酵罐体积为25m3,技术水平远远落后国内外先进水平,其原因很多,主要有以下几方面:(1)搅拌轴的传动问题25m3发酵罐的传动采用三角皮带传动装置,已使用了30余年。
这种传动方式非常落后,大皮带轮直径为1500mm,传动装置体积庞大,占据了罐顶的大部分空间,对罐顶上的开孔接管及操作都带来了不便。
因工作需要,将罐设计放大到50m3,皮带轮直径与电动机的尺寸和功率也相应增大,这样单个皮带轮的质量将有几吨,使得罐顶更显庞大。
皮带传动效率低,只有70% ̄80%,而且容易打滑,在检修时拆卸笨重的零件也不是轻而易举的事情。
新的发酵工艺要求开始时转速高,以后随着发酵菌丝增加转速要逐渐下降,这样可提高发酵单位,提高产量,同时节约能耗,具有较大的经济效益。
因此,在50m3发酵罐设计中急需改进传动装置,达到紧凑高效且能变速。
(2)传热结构25m3发酵罐的传热方式为罐内盘管装置,共有6组,占据了罐内部分位置,由此带来了许多问题:a.罐内布置了大量的盘管组,结构复杂,制造和检修麻烦;同时相对减少了设备的有效容积。
b.由于结构复杂,增加了许多缝隙,不易消毒,容易污染。
发酵设备改进方案

发酵设备改进方案1. 引言发酵是一种将有机物质转化为有用产物的生物过程。
它在许多领域都有广泛的应用,比如食品工业、制药工业和生物能源产业等。
发酵设备是发酵过程中至关重要的工具,其性能和效率直接影响到发酵产物的质量和产量。
为了改进发酵设备的性能,本文提出了几个改进方案。
2. 温度控制系统优化发酵过程中,温度是一个十分重要的参数。
合适的温度可以促进发酵微生物的生长和代谢活动,从而提高发酵产物的质量和产量。
因此,对于发酵设备的温度控制系统进行优化是十分必要的。
2.1 温度传感器改进目前的发酵设备中常使用的温度传感器通常是热敏电阻或热电偶,其精度和稳定性较高。
但在一些情况下,由于传感器的位置不合理或者存在干扰源,会导致测量误差。
因此,可以考虑采用更先进的温度传感器,比如红外线温度传感器,它可以非接触地测量物体表面的温度,减少干扰和误差。
2.2 温控回路改进温度控制回路是控制发酵设备温度的核心部分。
传统的PID控制器在温控回路中广泛使用,但其响应速度和控制精度有待提高。
可以考虑采用更为先进的控制策略,比如模糊控制、神经网络控制或自适应控制,以提高温度控制系统的响应速度和稳定性。
3. 气体供应系统改进发酵过程中,气体的供应对于微生物的生长和代谢活动有着重要的影响。
因此,对发酵设备的气体供应系统进行改进可以提高发酵效果。
3.1 气体流量控制改进目前的发酵设备中,常使用的气体流量控制是通过调节气体阀门的开度来实现的。
但在一些情况下,由于气体流量的变化较快或者气体阀门的调节精度不高,会导致气体流量控制不稳定。
可以考虑使用更为先进的气体流量控制器,比如质量流量控制器,它可以通过测量气体的质量流量来实现对气体流量的精确控制。
3.2 气体纯度监测改进发酵过程中,气体的纯度对微生物的生长和代谢活动也有着重要的影响。
因此,在发酵设备中加入气体纯度监测装置是十分必要的。
可以考虑使用气体红外分析仪或质谱仪等装置来监测气体的纯度,并及时调整气体供应系统,以保证发酵过程中气体的纯度达到要求。
对机械搅拌发酵罐改进

(5)基因重组技术的成熟——现代生物技术阶段
该阶段的特点: ◆生物技术可生产动、植物和人类的多种生理活性蛋白,如
胰岛素、生长激素和多种单克隆抗体; ◆生物技术广泛应用于医药卫生、农林牧渔、轻工食品和能
源和环境领域的发展; ◆生物工程设备得到发展,如针对大多基因工程菌的表达产
物在细胞内,研制超声细胞破碎和高压匀浆新技术,以及扩张床 层析等新方法不断涌出。
发酵培养基的要求
①培养基的原料应因地制宜,价格低廉;且性能 稳定,资源丰富,便于采购运输,适合大规模储 藏,能保证生产上的供应。
②培养基能满足产物最经济的合成,最大限度地 利用原料,使原料全部转化成某种产物。
③发酵后所形成的副产物尽可能的少。例如酒精 发酵。
④所选用的培养基应满足总体工艺的要求,如不 影响通气、提取、纯化和废物处理。
生物工程设备
绪论
一、相关课程
生物化学、微生物、化工原理、物理化学、生物 工艺学、 机械制图、AutoCAD
二、本课程要求、目的
1、要求:掌握设备结构、工作原理、设备类 型、用途、特点、影响设备性能的因素、参数 计算
2、达到的目的:标准设备选型组成生产线、 非标准设备设计、分析设备结构与产品质量的 关系并改进、分析故障原因并排除故障。
对于如何Ns取值?通常取Ns = 0.001个/罐,这 个数值如何理解?灭菌1000次,有一次是失败的, 残留了一个活菌体。这个数值的取值的大小,也间 接反应了该生产过程中的技术管理水平。
K值
由于灭菌速率常数K与灭菌温度和灭菌的菌种类有 下列关系:
K AeE / RT 式中A为系数, s-1;E为灭菌时所需活化能,J/mol;
在一般计算中都以培养基中最难杀灭耐热杆菌的芽 孢作为灭菌对象。A=1.34 ×1036, E=284219.12 J/mol
发酵工业存在的主要问题及解决措施

发酵工业存在的重要问题及解决措施本文从网络收集而来,上传到平台为了帮到更多的人,假如您需要使用本文档,请点击下载按钮下载本文档(有偿下载),此外祝您生活快乐,工作顺利,万事如意!1 我国发酵工业的现状我国发酵工业是将传统的发酵工艺和现代生物工程技术相结合的基础产业,也是现代工业生物工程技术的具体应用产业。
我国发酵工业目前已发展形成了具有一定规模和技术水平的门类比较齐全的独立工业体系。
其中,一部分产品的发酵生产工艺及技术已接近或达成世界先进水平,并且掌握了核心工艺技术拥有知识产权。
目前,我国已经是味精、柠檬酸的世界第一大生产国。
2023年我国发酵行业重要产品产量、出口量及同比增长率。
2023年我国生物发酵工业全年生产值约2780亿人民币,全年的产品总产量为2429万吨,比2023年略有增长。
其中,味精、淀粉糖由于价格等因素导致产量下降,而氨基酸、酵母、酶制剂行业保持了连续增长。
2023年,氨基酸产品年产量为400万吨,有机酸产品年产量为158万吨,功能发酵制品年产量为310万吨。
2023年我国发酵工业重要产品出口总量为万吨,比2023年增长了%。
近年来,随着食品发酵工业的迅速发展和人口不断增长,工业用粮也在不断增长,工业大量使用粮食导致了与人类争粮的局面。
与此同时,这些公司排放的废水、废渣也极大地污染了环境,不仅消耗了大量粮食、能源和水资源,并且也严重制约了自身的发展。
发酵工业耗能多、排污大,采用新技术,优化发酵生产工艺,减少废水、废渣的排放量,提高发酵原料的综合运用率,把耗能降到最低水平,以期获得最佳产品和获得最佳的效益,这一直以来都是发酵工业努力的目的。
2 我国发酵工业存在的重要问题粮食短缺问题我国用占世界耕地面积总量7%左右的耕地,养育了占世界人口总额21%的人口,并且我国的可耕地面积还在不断减少,人口在不断增长。
2023年我国粮食国内总消费量为60 133万吨,而发酵重要工业耗粮约为16 970万吨,我国人均粮食占有量约为420公斤,但人均粮食消费量约500公斤,特别是近几年全国各地都有旱情,导致粮食减产,有的地方甚至颗粒无收,所以减少粮耗是目前我国发酵工业所面临的重要问题。
发酵罐改造施工方案

发酵罐改造施工方案1. 引言发酵罐是一种用于食品加工、制药和化学工业中的重要设备。
在长时间的使用和无法满足新的工艺要求的情况下,发酵罐需要进行改造以提升其性能和功能。
本文将介绍发酵罐改造施工方案,包括改造的目的、具体方案和施工步骤。
2. 改造目的改造发酵罐的目的是提升其性能和功能,以满足新的工艺要求。
具体目的包括:提高发酵罐的发酵效率、改善温度控制系统、增加搅拌功能和提高清洁度。
3. 改造方案基于改造目的,我们提出以下具体改造方案:为了提高发酵罐的发酵效率,我们需要改进发酵罐的通风系统和控温系统。
具体方案包括: - 更换高效的通风设备,提供更好的通风效果,增加氧气供应。
- 更新控温系统,使用先进的温度控制器和传感器,提高温度控制的精确性。
3.2 改善温度控制系统为了改善温度控制系统,我们需要进行以下改造: - 更新温度传感器,提高传感器的灵敏度和准确性。
- 安装更强大的加热系统,以快速调整罐内温度。
- 添加冷却系统,以降低罐内温度。
3.3 增加搅拌功能为了增加搅拌功能,改造方案包括:- 安装更强大的搅拌装置,提高搅拌效果。
- 添加搅拌速度控制器,实现搅拌速度的调节。
为了提高发酵罐的清洁度,我们需要改进清洁系统。
具体方案包括: - 安装喷淋系统,提高清洁液的喷洒效果。
- 引入自动清洗程序,自动清洗发酵罐的内部和外部。
4. 施工步骤根据改造方案,我们提出以下施工步骤:4.1 施工准备•撤离发酵罐周围的物品,确保施工区域整洁。
•确定施工所需的材料和工具,并妥善安放。
4.2 拆除原部件•将原发酵罐上的旧设备和部件进行拆除,包括通风设备、温度控制器和搅拌装置。
4.3 安装新设备和部件•根据改造方案,按照安装要求,安装新的通风设备、温度控制器和搅拌装置。
4.4 测试和调试•对新设备和部件进行测试,确保其正常工作。
•调试温度控制系统,确保温度控制的精确性和稳定性。
•测试清洁系统,确保清洁液的喷洒效果和清洁程序的自动化。
大型发酵罐的改进设计_彭守兴

单元设备设计大型发酵罐的改进设计上海医药工业设计院(200040) 彭守兴摘要 本文介绍大型发酵罐设备设计的9点改进。
发酵罐作为制药工厂的关键设备,使之在设计上更合理,操作上更可靠、方便,更严格的杜绝染菌,更能满足发酵工艺的要求。
关键词 卧式电机输入式减速机 卫生级人孔 光视组合带冲洗视镜 染菌 轴向流 部分径向流的旋浆式浆叶 随着生化技术和生化产品的不断发展,制药设备越来越严格的GMP 要求,对发酵罐的大型化,结构设计、搅拌通气效率以及防止发酵罐的染菌也提出了越来越高的要求。
在发酵罐的设备设计中,不但要严格按照发酵工艺的需要,严格的不染菌,而且还要提高发酵水平,降低能耗。
本人在某工程的大型发酵罐的设计中,从过去长期设计的基础上,对此作了较大的改进,使之和传统发酵罐有很大的不同,下面就改进部分作一介绍。
1 减速机过去大型发酵罐设计选用的减速机,大多为皮带减速机;这是由于皮带减速机造价比较低廉、噪声小,尤其是操作和维修比较方便,运转一段时间后,易损的零件只有皮带,更换十分方便,对机修人员要求不高。
因此许多制药厂乐意使用。
但皮带减速机外形尺寸较大,传动效率相对较低,速比也不能严格控制。
所以,近年来有些工程设计人员采用立式齿轮减速机,但带来的新问题是大功率的立式齿轮减速机组装后高度很高,几乎绝大多数发酵工厂在厂房高度上很难接受。
同时,大功率齿轮减速机目前国产的噪声较大,操作人员长期在高噪声的环境下操作,带来环保上的问题,所以也不受用户的欢迎。
因此,本人在该大型发酵罐设计中,选用了釜用卧式电机输入式减速机,即发酵罐专用的型圆柱、圆锥齿轮减速机。
目前,国外引进的大型搅拌设备,采用这种型式的减速机较多。
由于电机卧式安置,使整个减速系统的高度大幅下降(详见“釜用卧式电机输入式减速机及稳定器的使用”一文,医药工程设计杂志1998年第1期),满足发酵工厂厂房高度的要求。
同时,该种型式减速机的搅拌轴的挠曲和减速机的传动,这二部分互不干涉,即搅拌轴的挠曲(这是不可避免的)不会影响减速机的传动。
浅析氨基酸行业发酵罐的换热冷却系统

Ana l y s i s o n h e a t t r a ns f e r c o o l i n g s y s t e m o f a mi no a c i d f e r me nt o r
DAI Yue h u a
f Z h e j i a n g G u o g u a n g B i o c h e m i s t r y C o . , L t d . , Q u z h o u 3 2 4 0 0 4 , C h i n a )
第4 4卷 第 3 期
发 酵 科 技 通 讯
2 0 1 5 年7 月
浅析氨基酸行业发酵罐 的换热冷却系统
戴 悦 华
( 浙 江 国光 生 化 股 份 有 限公 司 , 浙江 衢 州 3 2 4 0 0 4 )
摘
要: 从氨 基 酸发 酵罐 的常见 冷却 管型式 的利 弊分析 为起 点 , 结合发 酵罐 的换 热冷 却 系统 改
a c i d f e r me n t o r . C o mb i n i n g w i t h t h e mo d i f i c a t i o n p r a c t i c e s o f h e a t e x c h a n g e c o o l i n g s y s t e m,me t h o d
主要 包 括外壁 螺旋 管 ( 外壁夹 套 ) 、 多组 螺旋 列管 、
刖 昂
大 螺旋 管 以及 集束 管 。 1 . 1 外 壁螺 旋管 ( 外壁 夹套 ) 1 】 其 优点 是 : 发酵罐 内壁 简洁 , 对发 酵罐 的 内部 清洗 比其他 型式 要好许 多 . 另外 造价 比较 节省 ( 冷 却半 管可 以用碳 钢制 作 : 由于外 壁 的冷却 半管 对 筒体 有加 强作用 .所 以罐 体 的不锈 钢材料 厚度 可 以相 应减 少 :发酵罐 制作 加工 工艺 也 比较 简单 ) , 即使 冷却 半管 有渗漏 也不 会影 响 到发酵 液 。 其缺 点是 : 受 到发酵 罐直筒 外 表面积 所 限 , 冷 却 面积 不能根 据发 酵换 热 比的需要 做大 。发 酵罐
浅析氨基酸行业发酵罐的换热冷却系统
浅析氨基酸行业发酵罐的换热冷却系统戴悦华【摘要】从氨基酸发酵罐的常见冷却管型式的利弊分析为起点,结合发酵罐的换热冷却系统改造实践,较为系统地论述了如何构建一个高效的发酵罐换热冷却系统.【期刊名称】《发酵科技通讯》【年(卷),期】2015(044)003【总页数】4页(P52-55)【关键词】常见冷却管;利弊;新型式冷却管;冷却循环水温度【作者】戴悦华【作者单位】浙江国光生化股份有限公司,浙江衢州324004【正文语种】中文【中图分类】TQ920.5氨基酸的发酵罐内部结构相对比较复杂,需要控制的参数比较多,产生热交换是发酵罐必不可少的要求,罐内换热管的结构型式对发酵罐产生的热效应有着举足轻重的作用。
本文对几种发酵罐常见冷却管型式进行利弊分析,结合发酵罐的换热冷却系统改造实践,较为系统地论述了如何构建一个高效的发酵罐换热冷却系统,以供同行商榷及参考。
下面对几种常见冷却管的优缺点进行分析,主要包括外壁螺旋管(外壁夹套)、多组螺旋列管、大螺旋管以及集束管。
1.1 外壁螺旋管(外壁夹套)[1]其优点是:发酵罐内壁简洁,对发酵罐的内部清洗比其他型式要好许多,另外造价比较节省(冷却半管可以用碳钢制作;由于外壁的冷却半管对筒体有加强作用,所以罐体的不锈钢材料厚度可以相应减少;发酵罐制作加工工艺也比较简单),即使冷却半管有渗漏也不会影响到发酵液。
其缺点是:受到发酵罐直筒外表面积所限,冷却面积不能根据发酵换热比的需要做大。
发酵罐筒体一般比较厚,尤其是后来一般都选用不锈钢材质,不锈钢的热惰性比较大,传热效果比较差,所以本来就不宽裕的换热面积还要大打折扣。
所以该换热型式只在对换热比要求不高的氨基酸品种中使用。
改良换热效果的方法:早期的外盘管冷却循环水一般是一进一出,口径也不大,在DN50~DN80间,以120 m3发酵罐(Φ 3 600×10 600)为例,冷却盘管达到790 m,按流速3 m/s估算,冷却水流过发酵罐筒体约需要260 s,大约为4.3 min,流量仅2.6 m3,折合为36 m3/h,换热量较小。
发酵罐设计修改-2
103m³气升循环式发酵罐设计书院系:生命工程与食品工程学院班级:生工10级4班组别:第10组小组成员:熊君燕、蔡陈、裴昊宁、徐安全、罗伟2013.5目录一、绪论..................................................................................................................................................... - 1 -1.气升式发酵罐概况......................................................................................................................... - 1 -2.气升式发酵罐的类型及原理............................................................................................................ - 1 -3.气升式发酵罐特点............................................................................................................................ - 3 -4.气升式发酵罐的应用........................................................................................................................ - 4 -二、设计概况............................................................................................................................................ - 5 -1. 发酵设备课程设计的目的.............................................................................................................. - 5 -2.发酵设备课程设计步骤.................................................................................................................... - 5 -3.带控制点的工艺流程图的绘制........................................................................................................ - 5 -4.主体设备工艺条件图........................................................................................................................ - 6 -三、气升循环式发酵罐设计任务及要求 ......................................................................................... - 6 -1.课程设计题目.................................................................................................................................... - 6 -2. 气升循环式发酵罐设计要求.......................................................................................................... - 6 -3.设计基本依据.................................................................................................................................... - 7 -4.课程设计的基本环节........................................................................................................................ - 7 -四、反应器基本设计参数设计............................................................................................................ - 7 -1.液体喷射循环反应器基本设计参数................................................................................................ - 7 -2.液体喷射循环反应器的循环阻力.................................................................................................. - 10 -3. 驱动循环的功率和效率............................................................................................................... - 10 -五、设备工艺结构计算 ....................................................................................................................... - 10 -1.发酵罐直径...................................................................................................................................... - 10 -2.发酵罐总高................................................................................................................................... - 11 - 3.发酵罐的材料............................................................................................................................... - 11 - 4.椭圆封头的设计........................................................................................................................... - 11 - 5.圆柱筒体的设计........................................................................................................................... - 14 -六、辅助设备设计选型 ....................................................................................................................... - 16 -1.正压保护阀...................................................................................................................................... - 16 -2.真空阀.............................................................................................................................................. - 16 -3.CIP清洗装置 .................................................................................................................................. - 16 -4.温度传感器...................................................................................................................................... - 16 -5.液位高度传感器.............................................................................................................................. - 16 -6.压力传感器...................................................................................................................................... - 16 -7.最低液位和最高液位探头.............................................................................................................. - 16 -8.人孔.................................................................................................................................................. - 17 -9.视镜.................................................................................................................................................. - 17 -10.洗涤液接管.................................................................................................................................... - 17 -11.CO2回收压缩空气接管 ................................................................................................................ - 17 -12.冷却剂进出接管............................................................................................................................ - 17 -13.出料管............................................................................................................................................ - 17 -14.支座............................................................................................................................................... - 17 -H及提升高度'h.................................................................................................... - 18 -15.上升管高度e16.喷嘴直径....................................................................................................................................... - 18 -七、热量衡算.......................................................................................................................................... - 18 -1.冷却面积的确定............................................................................................................................. - 19 -2.冷却水耗量的计算......................................................................................................................... - 19 -八、设计数据.......................................................................................................................................... - 20 -九、设计总结.......................................................................................................................................... - 20 - 参考文献............................................................................................................................... - 21 -一、绪论:1.气升式发酵罐概况生化反应过程大都是需氧过程,通风发酵设备是需氧生化反应设备的核心和基础。
发酵工程发酵罐放大与设计解读

几何尺寸放大
放大倍数m指罐的体积增加倍数,即 ∵几何相似,∴ H1 H 2 D1 D2
m V2 V1
则
V2 V1
4
D2 2 H 2
4
D12 H1
4
D2 2 D2
4
D12 D1
( D2 )3 D1
m
∴
H2 D2 3 m
传热工程
产热Q1 V罐体积
传热Q2 A罐表面积
V↑,
A V
1↓
R
∴除了筛选耐高温菌株外,改善发酵罐的传热性能十分关
键。
3.发酵罐设计的基本要求
发酵罐能在无杂菌污染条件下长期运转。搅拌器轴 封严密,减少泄漏;结构紧凑,附件少;无死角, 内壁光滑;管道等尽可能焊接,少用法兰;可维持 一定正压;取样口易于灭菌,各部分能单独灭菌。
传质效果好(传氧性能好,KLa大) 。 有足够的冷却面积(传热性能好,冷却能力强)。
功耗低(传递效率高,节能)。
采用不锈钢,耐腐蚀及可以高温灭菌。
应有基本控制系统(如T、pH、甚至DO2)。 具有消泡功能(机械消泡或补消泡剂)。 具有取样装置和冷却装置(防止水分损失)。 要求放料、清洗、维修等操作简便,劳动消耗低。 实验罐、中试罐应与生产罐有相似的几何形状,
5T以下用外夹套式,K传热系数=400-600kJ/m2 hr•℃
竖式蛇管(热交换强、蛇管设于罐内,不易清洁)
5T以上;K传热系数=1200-1890kJ/m2•hr•℃ 竖式列管(排管):
传热系数较蛇管低,但冷却水流速较蛇管大,适用于气 温较高,水源充足的地区。
三、通用式发酵罐的设计与放大
发酵工艺优化[整理]
![发酵工艺优化[整理]](https://img.taocdn.com/s3/m/855faf210a4c2e3f5727a5e9856a561252d32106.png)
发酵工艺优化发酵工艺优化从摇瓶试验到中试发酵罐试验的不同之处1、消毒方式不同,摇瓶是外流蒸汽静态加热(大部分是这样的),发酵罐是直接蒸汽动态加热,部分的是直接和蒸汽混合,会因此影响发酵培养基的质量,体积,PH,透光率等指标。
扩大时摇考虑2、接种方式不同,摇瓶是吸管加入,发酵罐是火焰直接接种(当然有其他的接种方式),要考虑接种时的菌株损失和菌种的适应性等。
3、空气的通气方式不同,摇瓶是表面直接接触。
发酵罐是和空气混合接触,考虑二氧化碳的浓度和氧气的融解情况。
4、蒸发量不同,摇瓶的蒸发量不好控制,湿度控制好的话,蒸发量会少。
发酵罐蒸发量大,但是可以通过补料解决的。
5、搅拌方式不同,摇瓶是摇转方式进行混合搅拌,对菌株的剪切力较小。
发酵罐是直接机械搅拌,注意剪切力的影响和无菌的影响。
6、PH的控制,摇瓶一般通过碳酸钙和间断补料控制PH,发酵可以直接流加控制PH,比较方便。
7、温度控制,摇瓶是空气直接接触或者传热控制温度,但是发酵罐是蛇罐或者夹套水降温控制,注意降温和加热的影响。
8、注意染菌的控制方法不一样,发酵罐根据染菌的周期和染菌的类型等可以采取一些必要的措施减少损失。
9、发酵罐可以取样或者仪表时时检测,但是摇瓶因为量小不能方便的进行控制和检测。
10、原材料不一样,发酵所用原材料比较廉价而且粗旷,工艺控制和摇瓶区别很大等等发酵工艺中补料的作用补料分批培养(fed—batch culture简称FBC)是指在分批培养过程中、间歇或连续地补加一种或多种成分的新鲜培养基的培养方法、与传统的分批集中补料培养相比、它有以下优点:(1)可以避免在分批发酵中因—次投料过多造成发酵液环境突变,造成菌丝大量生长等问题,改善发酵液流变等性质,使得发酵过程泡沫得以控制,节省消泡剂,并提高了装罐系数。
(2)可以控制细胞质量,以提高芽抱的比例,并使pH得以稳定。
(3)可以解除底物抑制,产物反馈抑制和分解阻遏。
(4)可以使“放料和补料”方法得以实施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
于半圆管壁厚的两倍,筒体上的半圆管分为三进
三出,以保持半圆管内的流体进出口温度和流速,
从而改善传热效果,起到强化传热的作用。半圆 管夹套的传热系数比夹套大得多,传热效果良 好。
据统计,由于内蛇管穿孔造成的染菌约占染
菌总数的 15%。而采用半圆管夹套后,将不受穿孔
而现在又身患如此重病,但庆幸我还活着,我希望我能
发酵过程中,随着微生物对营养物质的利用 及机械搅拌作用,将产生一定的热能,同时由于 罐散热、水分蒸发等原因会带走部分热量。为保酵罐 5m3 以下一般采用整体式夹套, 因为容量小,此形式基本能满足要求。10~100m3 的一般采用竖式内蛇管装置来严格控制罐温,尽
导致染菌的影响,发酵罐的染菌率大大减少。但 半圆管外夹套也有不足之处,如传热效果比内蛇 管略差、制造中焊接工作量很大等,这些都有待
于不断改进。
1ck0f7c7f 发酵罐/
管这种结构传热效果好,但是罐内结构复杂,死
角较多,同时材料成本高,因而可将罐内蛇管装
而现在又身患如此重病,但庆幸我还活着,我希望我能
置改为碳钢螺旋蜂窝夹套和罐内板式换热器相 结合的新结构[8]。 螺旋蜂窝夹套与通常使用的槽钢式或冷却 夹套相比,在满足强度和刚度要求的情况下,筒 体和夹套壁厚明显减薄,传热系数明显提高。另
一方面,板式换热器既起换热作用,又起挡板作 用。这种内外传热结合的结构,节约大量不锈钢 钢管,降低制造成本,减少罐内染菌机会。
何德员[9]在 12m3 发酵罐设计中采用蛇形半
圆管外夹套代替竖式内蛇管,半圆管夹套采用螺
而现在又身患如此重病,但庆幸我还活着,我希望我能
旋线型与筒体外壁焊接。在半圆管与筒体焊接之 前,筒体外壁焊缝应磨平,半圆管上要开坡口,并 要求全焊透,半圆管焊缝之间的净剩距离不得小