3C1B涂装工艺
3c1b喷涂工艺流程
3c1b喷涂工艺流程英文回答:The 3c1b spray coating process is a common method used in the manufacturing industry to apply a protective or decorative coating on electronic devices such as mobile phones, tablets, and laptops. This process involves several steps to ensure a high-quality and durable coating.Firstly, the surface of the device needs to be prepared before the coating can be applied. This typically involves cleaning the surface to remove any dust, oil, or debristhat may interfere with the adhesion of the coating. This can be done using solvents or specialized cleaning solutions.Once the surface is clean, a primer is applied to enhance the adhesion of the coating. The primer acts as a bonding agent between the surface and the coating, ensuring that it adheres properly and does not peel or chip offeasily. The primer is usually applied using a spray gun or a specialized coating applicator.After the primer has been applied and allowed to dry, the actual coating is applied. This can be a single layer or multiple layers, depending on the desired thickness and finish. The coating can be a paint, lacquer, or any other type of protective or decorative material. It is important to apply the coating evenly and smoothly to avoid any imperfections or unevenness in the final finish.Once the coating has been applied, it needs to be cured or dried. This can be done through various methods such as air drying, heat curing, or UV curing. The curing process ensures that the coating hardens and forms a strong bond with the surface, providing maximum protection and durability.Finally, the coated device is inspected for any defects or imperfections. Any necessary touch-ups or repairs are made to ensure a flawless finish. The device is then ready for further assembly or packaging.中文回答:3c1b喷涂工艺流程是制造业中常用的一种方法,用于在电子设备如手机、平板电脑和笔记本电脑上施加保护或装饰性涂层。
传统汽车涂装溶剂型工艺与3C1B工艺、水性漆工艺在汽车涂装中的应用
传统汽车涂装溶剂型工艺与3C1B工艺、水性漆工艺在汽车涂装中的应用汽车涂装就好像是汽车的妆容,合适的涂装能够有效的提升一辆汽车的整体观感。
随着经济的发展和人们生活水平的日新月异,汽车绿色涂装的概念应运而生,传统汽车涂装溶剂型工艺的缺点逐渐显现出来,而新兴的3C1B工艺和水性漆工艺因其独特的优势逐渐在汽车涂装行业中崭露头角。
为确保获得稳定的涂装质量,技术人员需要了解各种工艺的特性与利弊所在,不断改进设备及其工艺,从而可以获得更好的涂装效果,以保证汽车涂装质量的稳定性。
本文对传统溶剂型工艺与3C1B工艺、水性漆工艺进行了对比分析,并分别结合具体实例指出了三种工艺在汽车涂装中的应用情况。
标签:汽车涂装;溶剂型工艺;3C1B工艺;水性漆工艺汽车的涂装要根据汽车制造的环节,与零部件制造平行涂装,使它们装配成整车后不会出现不能涂装或者很难涂装的部位,避免造成遗漏或不符合要求的涂装而影响汽车产品的质量。
汽车的涂装工艺一般可以分为两大部分,一是涂装前金属的表面处理,二是涂装的施工工艺。
涂装的施工工艺根据汽车类型的不同而各有特点和侧重。
随着环保理念的日益深化,汽车涂装工艺也逐渐向着绿色方向发展,3C1B工艺与水性漆工艺被越来越多地应用于汽车涂装,而传统的涂装工艺也会逐渐退出历史舞臺。
1 传统溶剂型工艺与3C1B工艺、水性漆工艺的对比分析1.1 VOC排放量的对比在汽车涂装领域里,为尽可能地减少对环境的污染,针对VOC的排放量国家出台了相关的法律法规,当然,这在国际上也并非首例。
只有在制度上加强对VOC排放量的控制,才能使汽车涂装中对VOC排放量的控制做到有所依据。
国内外的研究人员一致认为,色漆层是排放VOC的发源地,在传统汽车涂装工艺中位列第二层,具体情况如图1所示:所以凭借合理设计溶剂配比来降低3C1B涂料中的笨类成分,较之于单纯以净化水作为溶剂的水性涂料而言是没有可比性的,因此从这个角度来说,国际普遍认同的VOC排放标准对于溶剂型3C1B工艺而言已经不适用了。
3C1B涂装工艺的技术优势

3C1B涂装工艺的技术优势李婷婷;周波;司进华;王彦力;苗雷【摘要】3C1B技术作为比较成熟的涂装工艺技术,因为满足节能减排的发展趋势,逐渐成为汽车厂的主流技术改造或设计方案,与传统的涂装喷漆工艺相比,该技术将中涂、色漆、清漆3个涂层进行工程集约,省去了中涂烘干和打磨工序,具有投资费用与运营成本低、VOC(挥发性有机化合物)和CO2排放低、涂层外观与性能卓越等特点.【期刊名称】《上海涂料》【年(卷),期】2017(055)002【总页数】4页(P36-39)【关键词】3C1B工艺;节能减排;工程集约【作者】李婷婷;周波;司进华;王彦力;苗雷【作者单位】华晨汽车集团控股有限公司,辽宁沈阳 110044;浙江吉利集团控股有限公司,浙江杭州 310015;华晨汽车集团控股有限公司,辽宁沈阳 110044;华晨汽车集团控股有限公司,辽宁沈阳 110044;华晨汽车集团控股有限公司,辽宁沈阳110044【正文语种】中文【中图分类】TQ639近期,国家对环境治理的决心十分明确,北上广深开始执行新的环保法规,控制VOC(挥发性有机化合物)的排放。
为适应新法规的要求,很多车企开始停线改造。
3C1B涂装技术已成为国内现有汽车生产厂旧线改造的主流技术方案。
华晨汽车、南京马自达和安徽奇瑞部分工厂已经成熟应用该项技术,福特亦将老线改为高固体分3C1B工艺。
国内新建生产线,也在此技术基础上进行创新,将水性涂料和3C1B技术相结合,衍生出水性3C1B技术。
目前,通用、丰田、本田的全球涂装战略都将采用水性3C1B技术。
国内外多数汽车厂家近年来所采用的减轻环境负荷的改进涂装工序对策均以削减VOC的排放量为目的,这样却反而增加了CO2的排放量。
欧洲和日本的厂家大量使用水性涂料,水性涂料虽然VOC含量少,但由于水不易挥发,需要专用的空调设备、干燥设备,因此能源消耗增加,CO2的排放量比以往的工序增加约5%。
此外,北美厂家大量采用的VOC燃烧方式只是在以往的溶剂型涂装工序中添加燃烧装置,达到削减VOC排放的目的,可一但燃烧,CO2的排放量就会增加20%~60%。
、浩力森 前瞻技术——三涂一烘(3C1B)水性涂料

浩力森前瞻技术——三涂一烘(3C1B)水性涂料浩力森“三涂一烘”是全新的涂装工艺。
为适应节能环保的发展需要,在保证涂层性能的基础上,汽车制造业势必开发采用低能耗、低VOC的环保型工业涂料及涂装工艺。
可节省能源且减少底漆烘干工序的3C1B涂装工艺及水性类环保型涂料的应用已成为工业涂装发展趋势。
一、浩力森传统涂料(3C2B)的弊端:1、现阶段,在汽车工业及建材、五金、家电等其他金属涂装领域普遍采用的涂装方式是底漆为水性阴极电泳涂料,底漆烘干后喷涂溶剂型面漆,面漆烘干后再喷涂溶剂型罩光漆,三涂二烘工艺。
这种涂装方式能源浪费严重,而且对环境污染较大,完全背离环保的发展趋势。
2、现阶段的涂装方式由于水性阴极电泳涂料和溶剂型面漆以及罩光漆之间产品结构差异较大,经常出现底漆和面漆之间层间附着力不佳,发生涂层之间的剥离,严重影响产品的性能。
二、浩力森“三涂一烘”(3C1B)的特点:1、3C1B水性涂料,采用“三涂一烘”可以提供良好的漆膜外观和抗片落性,在汽车车身或外覆盖件上形成多层漆膜的工艺,底漆采用水性阴极电泳涂料,提高金属工件抗腐蚀性;面层涂料和罩光涂料都是采用水性化,同时具有优异的耐老化性。
2、3C1B水性涂料为单组份涂料,工件采用阴极电泳涂料涂底漆后,直接喷涂水性面层涂料,然后在喷涂水性罩光漆,一道烘烤,三层涂膜同时固化。
三层涂料全部水性化,涂层间附着力明显优越于三涂二烘工艺,而且三个涂层之间不进行颜色的迁移。
3、3C1B水性涂料成膜物质,采用具有梳型结构的聚醚改性阳离子丙烯酸树脂来包裹颜填料,可以锚固颜填料颗粒,使面层的色相不会向底漆以及罩光漆迁移,同时引入纳米钛溶胶,可以很好的阻隔底漆的颜填料迁移,而且湿碰湿工艺(涂装后的涂膜不烘烤,直接在此涂膜上进行下一道喷涂)可以显著提高层间附着力,适用于金属工件。
三、浩力森“三涂一烘”(3C1B)涂料优点:1、无需中涂烘烤,简化涂装工艺;2、取消了中涂打磨、擦拭工艺;3、减少了烘烤次数,节省了能源;4、相对溶剂型涂料,不含甲苯、二甲苯且降低VOC的排放量。
3c1b涂装工艺流程
3c1b涂装工艺流程
3C1B涂装工艺流程是指在电子产品制造领域中的一种涂装工艺流程。
下面是该工艺流程的一般步骤:
1. 产品准备:准备需要进行涂装的电子产品,如手机、平板电脑、电视等。
2. 清洁处理:对产品进行清洁处理,去除表面的灰尘、油污等杂质,以确保涂装质量。
3. 打磨抛光:对产品表面进行打磨和抛光处理,以去除表面不平整的部分,提高涂装附着力。
4. 底漆喷涂:通过喷涂设备将底漆均匀地喷涂在产品表面,形成一层基础涂层,提供涂装的基础。
5. 干燥固化:将喷涂的底漆放置在恒温恒湿环境中,进行干燥和固化,使其形成坚固的底层。
6. 中涂和面涂:根据产品要求,进行中涂和面涂。
中涂是指在底漆上再次喷涂一层涂料,面涂是指给产品表面再次喷涂一层保护性涂料。
7. 干燥和固化:对中涂和面涂的涂层进行干燥和固化,使其成为坚固的表面涂层。
8. 检验和质量控制:对涂装完成的产品进行检验,包括外观检
查、涂料附着力测试等,确保涂装质量符合要求。
9. 包装和出库:对合格的涂装产品进行包装,按照订单要求进行出库。
以上是3C1B涂装工艺流程的一般步骤,具体的流程可能会根据不同产品和厂家的要求有所不同。
水性3C1B工艺在汽车涂装中的应用
在世界汽车市场不断发展、汽车市场竞争的日趋激烈的环境下,界内对环境保护的呼声日渐高涨,在保证汽车涂装高防腐蚀性、高装饰性能的同时,涂装设备投资、涂装生产成本、涂装材料的环保效果也受到越来越多的重视。
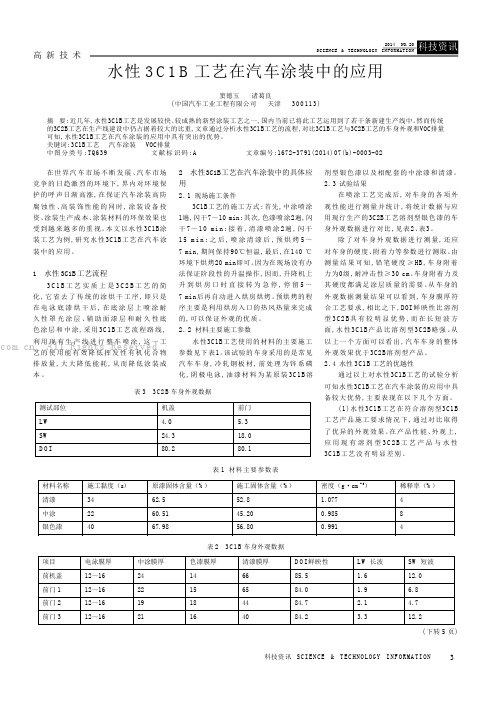
本文以水性3C1B涂装工艺为例,研究水性3C1B工艺在汽车涂装中的应用。
1 水性3C1B 工艺流程3C 1B 工艺实质上是3C 2B 工艺的简化,它省去了传统的涂烘干工序,即只是在电泳底漆烘干后,在底涂层上喷涂耐久性罩光涂层、辅助面漆层和耐久性底色涂层和中涂,采用3C 1B 工艺流程路线,利用现有生产线进行整车喷涂,这一工艺的使用能有效降低挥发性有机化合物排放量,大大降低能耗,从而降低涂装成本。
2 水性3C1B工艺在汽车涂装中的具体应用2.1现场施工条件3C1B工艺的施工方式:首先,中涂喷涂1遍,闪干7~10min;其次,色漆喷涂2遍,闪干7~10m i n ;接着,清漆喷涂2遍,闪干15m i n ;之后,喷涂清漆后,预烘烤5~7min,期间保持90℃恒温,最后,在140℃环境下烘烤20min即可。
因为在现场没有办法保证阶段性的升温操作,因而,升降机上升到烘房口时直接转为急停,停留5~7min后再自动进入烘房烘烤。
预烘烤的程序主要是利用烘房入口的热风热量来完成的,可以保证外观的优质。
2.2材料主要施工参数水性3C1B工艺使用的材料的主要施工参数见下表1。
该试验的车身采用的是常见汽车车身,冷轧钢板材,前处理为锌系磷化,阴极电泳,油漆材料为某原装3C 1B 溶水性3C 1B 工艺在汽车涂装中的应用窦德玉 诸葛良(中国汽车工业工程有限公司 天津 300113)摘 要:近几年,水性3C1B工艺是发展较快、较成熟的新型涂装工艺之一,国内当前已将此工艺运用到了若干条新建生产线中。
然而传统的3C2B工艺在生产线建设中仍占据着较大的比重,文章通过分析水性3C1B工艺的流程,对比3C1B工艺与3C2B工艺的车身外观和VOC排量可知,水性3C1B工艺在汽车涂装的应用中具有突出的优势。
轿车中漆及3C1B手工喷涂工艺手则(备用)
工位(一)
工位(二)
工位(三)
喷漆工 A 组
喷漆工 B 组
喷漆工 C 组
机器人(右)
侧喷机
7.1.2 7.1.2.1 7.1.2.2 10μ m。
各工位喷涂过程 对 3C1B 车身右侧围中立柱(图示 1)进行手补中漆,膜厚控制在 15~20μ m。 对右侧围中立柱下方距中客门门框边缘 15 cm 宽的范围(图示 2)内进行手补中漆,膜厚控制在 7~
1
2 15cm
标记 处数 更改文件号
签字
日期 标记 处数 更改文件号
签字
日期 标记 处数 更改文件号
签字
日期
**** 汽车有限公司
****系列轿车 车身中漆及 3C1B 手工喷涂工艺守则
****系列-2977-07 共 10 页 第6页
7.1.2.3 对车身右侧围中后立柱(图示 3)进行手补中漆,膜厚约 15~20μ m。 7.1.2.4 对右侧围中后立柱下方距中客门门框边缘 15 cm 宽的范围(图示 4)内进行手补中漆,膜厚控制在 7~ 10μ m。 3
中漆段的手工喷涂作业位置图
机器人 手工喷涂工位
自动涂装机 手工喷涂工位
机器人 机器人 手工喷涂工位
中漆工位
3C1B 金属漆工位
3C1B 罩光漆工位
手工喷涂 机器人
侧喷机
顶喷机
6 6.1
中漆喷涂过程及要求(不包括下部 3C1B 中漆喷涂) 工位划分 工位(一) 工位(二) 机器人(左) 工位(三) 顶喷机
****系列-2977-07 共 10 页 第3页
各工位接班后,首先要试喷枪的状态,如不佳应及时调整,喷涂开始时第一枪不要涂在车身上。 操作者用撑具撑开车身后门。 车身进入喷漆室内操作者就开始作业。 车身内喷漆区域划分及要求
汽车涂装水性“3C1B”工艺简介及其在国内的使用情况

汽车涂装水性“3C1B”工艺简介及其在国内的使用情况【涂料工业】一、“3C1B”工艺简介在电泳漆涂层后以“湿碰湿”的方式喷涂中涂、金属色漆和罩光清漆,并一次性烘干的工艺称为三涂一烘(“3C1B”)工艺。
“3C1B”工艺已被福特公司采用,国内南京福特马自达涂装线也即将采用此工艺。
与传统的汽车涂装工艺相比,该工艺取消了中涂烘干工序,从而减少中涂打磨、擦净和烘干等涂装设备的投资和占地面积,提高生产效率、降低能源消耗。
同时,由于无中涂打磨工序,因而节约了打磨所需的人员和辅料费用。
在“3C1B”工艺材料配方中采用了特殊的丙烯酸树脂和高韧性聚酯树脂,通过调整中涂的树脂结构及溶剂来优化固化速率,使之与面漆有良好的湿碰湿涂装性能。
同时,涂料粘度和触变性要求尽可能增大,保证在溶剂挥发时产生的湍流对铝粉片定位取向影响程度不致变差。
在施工过程中,“3C1B”工艺对喷漆室环境温度和湿度要求较高。
“3C1B”工艺的技术发展趋势是采用高固体分中涂、高固体分色漆和高固体分清漆,可提高涂装线速度,减少VOC的排放,降低中涂、色漆和清漆涂层之间的混溶。
高固体分中涂采用不透明的颜料防止紫外线的辐射,同时由于中涂膜厚高可防止电泳漆受紫外线辐射的影响。
二、水性“3C1B”涂装工艺的开发和运用我国的汽车OEM厂家从2003年开始在引入水性汽车涂装线以来,短短10年间,水性涂装线目前已经在整个汽车涂装线中占了半壁江山。
如何进一步减少汽车涂装过程中产生的VOC,也就成为了汽车制造业的重点课题。
所以,在溶剂型涂装线中曾引起重点关注的三涂一烘工艺顺理成章地成为了今后水性涂装线工艺中考虑的重点。
1、水性“3C1B”体系的分类(1)水性中涂涂装后有预热:(2)水性中涂涂装后无预热(俗称“免中涂”):三、水性“3C1B”涂装体系的涂料构成及膜厚变化1、涂料体系分类目前现有的中涂无预热型的水性“3C1B”工艺的涂料体系基本上可分为2大类:(1)以欧系车厂为主使用的“聚氨酯—聚酯体系”该涂料技术的主要特点是:A 第一层色漆中加入着色成分用以改善机械特性和抗紫外线问题的应用;B 第一道色漆B1与第二道色漆B2可以使用同色底漆。
3C1新B体系涂料跟工艺介绍

引入高弹性聚氨脂树脂 环氧树脂的施工
工艺介绍
面漆工艺
中涂喷涂
色漆喷涂
清漆喷涂
烘炉
完成
为保证涂膜具有良好的外观,必须保证涂膜中有足够的溶剂以便涂膜良好 的流平,但又不至导致3层涂膜互相回融,所以通常在中涂特别是色漆后面添加 预烘烤工艺。
推荐使用工艺:
面漆工艺
中涂
ED车身
预热 清漆
色漆
预热
烘炉
完成
有使用实绩的工艺:
工艺 中涂喷涂 色漆第一遍 色漆第二遍 预烘烤(60℃) 清漆第一遍 清漆第二遍
时间控制 0min
20min
23min
26~29min
34min
35.5min
烘烤(140℃) 45~65min
外观:
按照以上工艺,以金属漆为例,目前3C1B涂料的外观现状:
L
实验室 水平面 3.9
浅色金属漆
实车 水平面 实验室 垂直面
3C1B体系涂料及工艺介绍
湖南湘江关西涂料有限公司 / 2007.11.11/
湖南湘江关西的3C1B体系涂料,是根据日本关西专利、 结合中国涂料市场实际需要进行开发设计的。
3C1B涂料具有3C2B涂料同等的装饰、保护性能。
从2004开发年至今,湖南湘江关西的3C1B涂料仅应用于 南京福特马自达汽车。目前湘江关西的这支产品,除在涂膜 性能上可以达到传统3C2B水平外,在涂膜抗擦伤性、耐酸性 方面表现优良。结合目前国内环保要求,涂料设计时在甲苯、 二甲苯排放方面进行了很好的控制。
★交叉配套适应能力较差:使用3C1B涂料时,由于受到溶剂挥发速度、涂料融 合性、涂料固化速度均衡等诸多因素影响,只能采用同一厂家涂料进行配套( 底漆外),而不建议采用不同厂家涂料交叉配套使用;
3c1b喷涂工艺流程
3c1b喷涂工艺流程
中涂面漆湿碰湿碰湿工艺(3C1B)
在电泳涂层后以“湿碰湿”的方式喷涂中涂、金属色漆和罩光清漆,并一次性烘干的工艺称为3C1B的工艺。
3C1B工艺已被福特公司采用,国内南京福特马自达涂装线也即将采用此工艺。
与传统的汽车涂装工艺(见图1)相比,该工艺取消了中涂烘干工序,从而减少中涂打磨、擦净和烘干等涂装设备的投资和占地面积,提高生产效率、降低能源消耗。
同时,由于无中涂打磨工序,因而节约了打磨所需的人员和辅料费用。
在3C1B材料配方中采用了特殊的丙烯酸树脂和高韧性聚酯树脂,通过调整中涂的树脂结构及溶剂来优化固化速率,使之与面漆有良好的湿碰湿涂装性能。
同时,涂料粘度和触变性要求尽可能增大,保证在溶剂挥发时产生的湍流对铝粉片定位取向影响程度不致变差。
在施工过程中,3C1B工艺对喷漆室环境温度和湿度要求较高。
3C1B工艺的技术发展趋势是采用高固体份中涂、高固体份色漆和高固体份清漆,可提高涂装线速度,减少VOC的排放,降低中涂、色漆和清漆涂层之间的混溶。
高固体份中涂采用不透明的颜料防止紫外线的辐射,同时由于中涂膜厚高可防止电泳漆受紫外线辐射的影响。
浅谈水性3C1B涂装工艺设备规划建设
10.16638/ki.1671-7988.2018.12.048浅谈水性3C1B涂装工艺设备规划建设杨苏生,吴文锋(江西五十铃汽车有限公司,江西南昌330100)摘要:文章围绕安全环保、能耗、质量、成本、交付详细介绍水性3C1B涂装工艺设备规划及建设。
包括项目规划阶段的立项背景及总体思路,各工序工艺设备的详细介绍,关键技术及主要创新点。
关键词:水性3C1B;工艺设备规划和建设;安全环保;能耗;质量;成本;交付中图分类号:U466 文献标识码:B 文章编号:1671-7988(2018)12-135-04Study on Equipment Layout and Construction of waterborne 3C1B Coating ProcessYang Susheng, Wu Wenfeng( Jiangxi Isuzu Motor Company Ltd., Jiangxi Nanchang 330100 )Abstract: An introduction on Equipment Layout and Construction of Car-body 3C1B Coating Process in detail, Safety and environment protection, energy, quality, cost and delivery is widely involved. The planning background and entire mind, detailed introduction for each process equipment, critical techonology and main innovations are fully discussed. Keywords: waterborne 3C1B; Equipment Layout and Construction; Safety and environment protection; Energy; Quality; Cost; DeliveryCLC NO.: U466 Document Code: B Article ID: 1671-7988(2018)12-135-04引言江西五十铃是日本五十铃在中国的战略投资项目。
紧凑型水性3C1B工艺在商用车涂装线的应用
• 765 •【工艺规划/Process Planning 】 DOI: 10.19289/j.1004-227x.2021.10.006紧凑型水性3C1B 工艺在商用车涂装线的应用刘金萱,吴有高*(东风柳州汽车有限公司,广西 柳州 545005)摘要:介绍了水性3C1B (三涂一烘)工艺的主要流程及其在中重卡多车型混线的商用车涂装线中的应用,讨论了水性与溶剂型颜色共线生产的方案。
关键词:商用车;涂装;水性三涂一烘工艺;溶剂型两涂一烘工艺;混线生产中图分类号:TQ639; U466 文献标志码:A 文章编号:1004 – 227X (2021) 10 – 0765 – 05Application of compact waterborne 3C1B process in commercial vehicle painting lineLIU Jinxuan, WU Yougao *(Dongfeng Liuzhou Automobile Co., Ltd., Liuzhou 545005, China)Abstract: The main process flow of waterborne 3C1B (3-coat-1-bake) and its application in painting of different models of medium- and heavy-duty trucks in a commercial vehicle production line were introduced. The scheme for water-based painting and solvent-based painting with different colors in one production line was discussed.Keywords: commercial vehicle; painting; water-based three-coat one-bake process; solvent-based two-coat one-bake process; mixed production in one line目前国内商用车主机厂主要采用的工艺有溶剂型1C1B 、溶剂型2C1B 、溶剂型3C2B (多用于出口车、高端重卡、展车等)以及水性3C2B 等,随着国家环保法规加严,以及国家对汽车行业清洁生产的要求日益清晰,新建生产线及老涂装线体的改造需要符合降低VOC (挥发性有机化合物)排放的法规要求。
基于水性面漆3C1B的普通货车栏板漆膜碰伤问题的原因分析和工艺优化
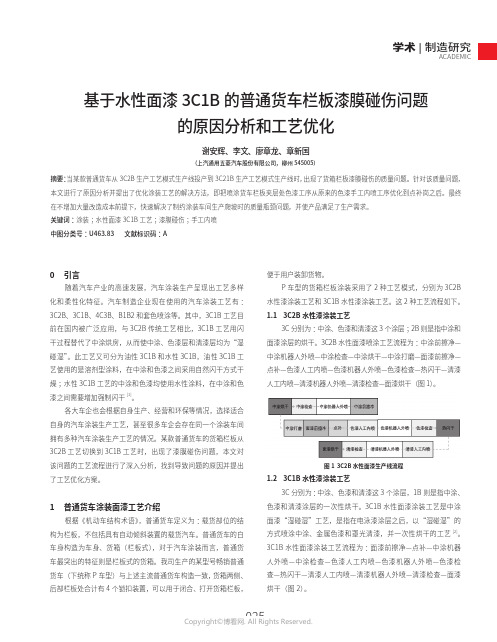
图1 3C2B水性面漆生产线流程1.2 3C1B水性漆涂装工艺3C分别为:中涂、色漆和清漆这3个涂层,1B则是指中涂、色漆和清漆涂层的一次性烘干。
3C1B水性面漆涂装工艺是中涂面漆“湿碰湿”工艺,是指在电泳漆涂层之后,以“湿碰湿”的方式喷涂中涂、金属色漆和罩光清漆,并一次性烘干的工艺。
图3 货箱栏板夹层部位需补喷部位图4 3C1B水性面漆工艺生产中栏板碰伤部分缺陷图2 3C1B水性面漆生产线流程由上述2种生产流程对比可知,3C1B水性面漆工艺较3C2B水性面漆工艺减少了中涂前擦净、中涂打磨和中涂烘干工艺,属于紧凑型工艺。
3C1B水性面漆工艺由于减少了部分中涂打磨和中涂烘干室体建设,能够节约前期设备投资约10%~15%[3]。
而2.2 问题分析由3C1B工艺流程来看,在色漆人工内喷工序放下栏板,因车身外面已经覆盖了未烘干的中涂漆膜,碰伤漆膜是很难避免。
通过多方调研得知,目前采用3C1B水性面漆工艺生产普通货车的主流车企,一般采用以下3种方法避免普通货车货箱栏板碰伤质量问题。
(1)A类车企:货箱栏板之外的整车在本公司生产线按3C1B水性面漆工艺正常喷涂,但货箱栏板则外包给他处喷涂,完成喷涂后转运回总装生产线进行安装。
这样可以较好地避免湿膜碰伤,但缺点是转运、人工与外包等成本的增加,外观质量一致性也难于保证。
(2)B类车企:整车在本公司生产线正常按3C1B水性面漆工艺喷涂,但机器人喷涂不到之处,货箱栏板的夹层部位同时也不喷涂。
打开货箱栏板时,这些部位处于电泳漆状态,与整个货箱底板有明显色差、不美观,外观质量一致性差。
(3)C类车企:利用与车身构造相匹配的工装作为支撑,在色漆人工内喷工序将栏板放下喷涂色漆,但操作过程中因为失误造成漆膜碰伤、漆渣颗粒掉落的风险系数也非常高,质量控制难度增加。
此外,工装的管理、周转和清洗维护也是一个难点问题。
不过,此类工装必须在造车前期设计好,车身有可靠的安装点且必须高度匹配。
浅谈水性3C1B汽车涂装工艺的应用
10.16638/ki.1671-7988.2018.21.084浅谈水性3C1B汽车涂装工艺的应用曾德锦,吴珍珍,金忠(江西五十铃汽车有限公司,江西南昌330100)摘要:阐述了水性涂料自身特性以及对施工设备的要求,并详细介绍江西五十铃水性3C1B涂装工艺项目上的实际应用情况,为汽车涂装线水性3C1B工艺的规划、投产和管理维护提供相关参考信息。
关键词:水性3C1B工艺;水性涂料;输调漆;闪干;外观中图分类号:U466 文献标识码:B 文章编号:1671-7988(2018)21-245-04Brief Talking on the application of Waterborne 3C1B Automotive Painting ProcessZeng Dejin,Wu Zhenzhen, Jin Zhong( Jiangxi Isuzu Motor Company Ltd., Jiangxi Nanchang 330100 )Abstract:This article demonstrate the character of Waterborne 3C1B coating process and its request to construction equipment. And introduction on the Jiangxi-Isuzu painting application of waterborne 3C1B.Provide relevant information on automation waterborne 3C1B process planning\lunching and maintaining.Keywords: Waterborne 3C1B process; Waterborne Coatings; Paint Circulation System; Flash-off Oven; Paint appearance CLC NO.: U466 Document Code: B Article ID: 1671-7988(2018)21-245-04引言随着国内汽车市场竞争的日益激烈以及中国可持续发展战略对汽车行业实施清洁生产提出的迫切要求,许多汽车制造企业的发展已经开始受到环境的制约。
高固体分溶剂型3C1B涂装工艺的应用及涂膜外观影响的研究
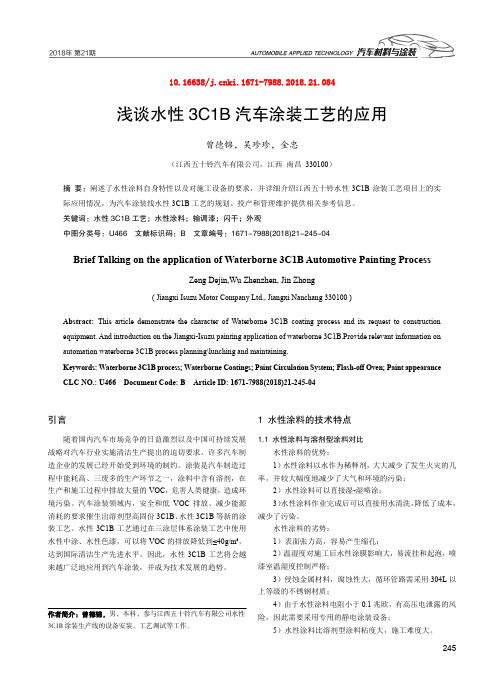
高固体分溶剂型3C1B涂装工艺的应用及涂膜外观影响的研究随着经济和汽车工业的飞速发展,各国政府对环境保护的要求越来越高,整车涂装作为汽车制造环节中的能源大户,节能减排的需求越来越高。
各种涂装新技术应运而生并得到了广泛的推广应用,其中包括溶剂型高固体分3C1B/3Wet工艺,该工艺是由 Axalta(艾仕得,原DuPont公司)开发和完成,并得到美国福特汽车公司的大力支持。
福特全球所有的新项目都采取该工艺,其中包括已经量产的美国MAP、中国重庆二工厂CFMA CQ2、正在建设的三工厂以及即将投产的南昌JMC工厂。
1 HS-3C1B高固体3C1B工艺的特点和优点1.1 HS-3C1B体系介绍 Axalta的高固体分溶剂型3涂1烘工艺,简称HS- 3C1B工艺,该工艺精简了涂装工艺,具体为在电泳涂层后采用湿喷湿的方式喷涂中涂、色漆和罩光清漆,并一次性烘干的工艺。
Axalta的HS-3C1B工艺采用高固体分中涂、高固体分色漆和高固体分清漆,具有提高涂装线速度、减少VOC、降低CO2的排放的特点。
1.2 HS-3C1B体系优点1.2.1 缩短工艺时间和减少固定成本的投资相对于传统的3C2B的涂装线,3C1B生产线取消了中涂烘烤和中涂打磨工艺,简化了工艺,因此在车间面积以及设备投资可以节约10%~15%的前期投资费用,并将整个汽车在涂装车间的工艺时间缩短了90 min,具体对比见图1。
研究表明,随着涂装固体分的提高,VOC的排放将逐渐降低,传统溶剂型色漆一直是VOC排放的主要来源,其主要原因就是传统型金属涂料在施工时候需要使用大量的稀释剂,施工固体分低于20%,因此VOC的排放远远高于传统水性涂料。
而由Axalta开发的高固3C1B产品具有原漆喷涂的特点,而且其施工固体分可以达到45%以上,因此色漆的VOC 达到甚至低于了传统水性涂料的排放,见图2。
同时中涂和清漆也都具备开罐即用原漆喷涂的特点,施工固体分比传统的溶剂型都要高出5~10个百分点,因此高固3C1B体系真正在降低VOC排放方面做到了和水性涂料在一个水平线上,做到了低VOC排放。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
吉利汽车研究院
Geely Automobile Institute
生产过程
3C1B中涂
16
3C1B面漆一道
吉利汽车研究院
Geely Automobile Institute
生产过程
3C1B面漆二道
17
3C1B清漆一道
吉利汽车研究院
Geely Automobile Institute
生产过程
吉利汽车研究院
Geely Automobile Institute
3C1B介绍
3C1B介绍 C: Coat(涂层) B: Bake(烘干)
4
吉利汽车研究院
Geely Automobile Institute
3C1B介绍5Fra bibliotek吉利汽车研究院
Geely Automobile Institute
3C1B介绍
节能降耗
22
吉利汽车研究院
Geely Automobile Institute
节能降耗
23
吉利汽车研究院
Geely Automobile Institute
快乐人生 吉利相伴 THANK YOU!
24
吉利汽车研究院
Geely Automobile Institute
注:VOC:与大气中的光化学反应相关的挥发性有机化合物
7
吉利汽车研究院
Geely Automobile Institute
3C1B介绍
3C1B生产成本
80 70 60 50 40 30 20 10 0 現行 3c1b
15 %
空気 蒸気 LPG 電力
3C1B生产成本比现行工艺成本减少15%
8
吉利汽车研究院
面漆 中涂 电泳
11
吉利汽车研究院
Geely Automobile Institute
3C1B介绍
• • • • • • 目前国内外推广并使用厂家: 吉利集团:兰州吉利公司已采用此工艺 奇瑞公司:已采用此工艺 沈阳金杯:已采用此工艺 南京福特:已采用此工艺 日本马自达汽车公司:2002年七月投产,现已 有四条生产线采用此工艺。
3C1B涂装工艺
工艺部 2009年9月11日
人人是老师
人人是学生
吉利汽车研究院
Geely Automobile Institute
目录
3C1B目的、作用
3C1B介绍
3C1B案例
2
吉利汽车研究院
Geely Automobile Institute
3C1B目的、作用
• • • • • •
3
减少生产线设备投资:(中涂喷房、烘炉、打磨工段) 降低能耗:能耗降低20-30% (通过CO2排放计算) 节省中涂:比传统的3C2B少30% 提高生产效率 提高涂膜外观质量:涂膜性能达到现有产品同等水平 提高“W/W”涂装作业性
Geely Automobile Institute
3C1B介绍
设计理念
9
吉利汽车研究院
Geely Automobile Institute
3C1B介绍
问题点图示
10
吉利汽车研究院
Geely Automobile Institute
3C1B介绍
改良方案
控制电泳外观 控制钢板表面粗糙度 控制电泳粗糙度 电泳-3C1B中涂、面漆一体化供应
14
吉利汽车研究院
Geely Automobile Institute
生产过程
生产过程
• 电泳车身打磨擦净后,喷涂一道3C1B中涂膜厚 20-25μm,闪干10分钟。 • 5.2喷涂面漆两道,第一道喷涂后闪干1分钟,第 二道喷涂后闪干7分钟,膜厚15-17μm。 • 5.3喷涂清漆两道,第一道喷涂后闪干1分钟,第 二道喷涂后闪干10分钟,膜厚40-50μm。 • 5.4珍珠白面漆喷涂二道,第一道喷公安白,闪干 1分钟,膜厚15μm,第二道喷珍珠色,膜厚3-5μm, 闪干7分钟。 • 喷涂顺序:尊爵黑-雷迅灰-珍珠白。总膜厚要求 为A 区≥110μm B区≥90μm。
12
吉利汽车研究院
Geely Automobile Institute
3C1B案例
13
吉利汽车研究院
Geely Automobile Institute
产前准备
产前准备: • 根据三涂一烘工艺特点,对喷漆工进行培训:了解 3C1B工艺,特别是中涂膜厚较3C2B中涂膜厚低1015μm,膜厚一定要控制好,因喷漆线长度有限,每一 道之间的衔接要紧凑。 • 6.2、将链速调整为0.8米/分钟(900转/分),测算整 个喷涂工序所需时间,按3C1B工艺对喷漆位置重新设 置。 • 6.3、将喷漆室温度调整为22-25度,湿度调整为5575%。 • 6.4、清洁现场,禁止非相关人员进出。
开发目的
环境保护
降低VOC排放 降低CO2排放
中涂 / 面漆 / 清漆 三涂一烘3WET体系的应用 商品化
涂膜基本性能 耐久性 新的设计思路 外观 耐蚀性
经济性
原材料成本 劳动力成本 能源消耗 缩短工序
6
吉利汽车研究院
Geely Automobile Institute
3C1B介绍
设计理念:
● 高固体份涂料 降低VOC排放 ● 降低涂料使用量 降低成本 ● 减少操作工序 : 三次喷涂、一次烘烤
3C1B清漆二道
18
抛光后合格车身
吉利汽车研究院
Geely Automobile Institute
涂膜性能检测
19
吉利汽车研究院
Geely Automobile Institute
涂膜性能检测
20
吉利汽车研究院
Geely Automobile Institute
节能降耗
21
吉利汽车研究院
Geely Automobile Institute