抽样方案的计算与OC曲线
AQL抽样检查表之OC曲线
0.6
Ac 0 0 0
0.4
0.2
N=1000
N=200
N=100 0
0.04 0.08 0.12 0.16
26
OC曲线的特征
➢ 批量N和合格判定数不变时,样本量n愈大,OC曲线愈陡, 区分好 坏批的能力越强。
1
1
2
3
0.8
N 1000 1000 1000
n 750 150 75
0.6
Ac 2
2
2
17
举例说明OC曲线
以p为横坐标,L(p)为纵坐标将前表的资料绘到平面上,这条曲线称为 抽样方案(50,1)的抽检特性曲线。
L(p) 1.0
0.5
ቤተ መጻሕፍቲ ባይዱ
(50,1)
0 1 2 3 4 5 67 8
P%
18
举例说明OC曲线_Minitab
=n =Ac
=N
19
举例说明OC曲线_Minitab
20
OC曲线的概念
实际OC曲线
理想OC曲线即使全检也不易得到,有实用价值的是实际OC曲线。 批品质愈好接收概率愈高;批品质不好时(p1=LTPD)接收概率愈低。 批品质合格时(p0=AQL)高接收概率。
1.0 α
Pa
β
0 p0
p1
24
OC曲线的特征
1
➢ OC曲线愈陡,抽样方法愈严格;
0.8
N=1000
➢ OC曲线愈平,抽样方法愈松。
12
泊松分布的公式
概率函数:Pa
=
Ac d=0
λd e-λ d!
(d = 0,1,2,......)
λ = np
e = 2.71828
GB2828抽样标准与C=0抽样方案-2022年学习资料

概论-。检验:为确定产品或服务的各特征是否合格,测定、-检查、试验或度量产品或服务的一种或多种特征,-并且 规定要求进行比较的活动。-o检验方式:1.全数检验-2.统计抽样检验-3.其他的抽样检验-4.免检
口全检-适用范围:1.批量太小,失去抽检意义-2检验手续简单,不至于浪费大量人力、经费-3.不允许不良品存 ,该不良品对使用有致命影响-4.工程能力不足,无法保证品质-5.为了解该批的实际质量状况-。免检:-适用范 :1.生产过程稳定,对后续生产无影响-2.国家批准的免检产品及产品质量认证产品!-的无试验买入-3.长期检 证明质量优良,双认可生产方的检验结果
o零缺陷管理C=0抽样方案-质ห้องสมุดไป่ตู้大师菲利普克劳士比-建议不要再使用AQL,而开始专注“零缺陷”。这就意味着 完-全符合要求,而不是浪费时间去计算我们到底偏离了多远。因-为问题出在我们自己身上,而不在几率身上。-中国 缺陷之父:杨钢-核心思想:第一次就把事情做对
抽样检验流程-d<Ac->-批产品合格-随机抽取-全检-样本-不合格品-N-n-2-批产品不合格-dzRe 0-判断准则Ac,Re
TABLE I-Sample Size Code Letters [ANSI/ASOC Z1.4]-Spe ial Inspection Levels-General Inspection Levels-Lot o Batch Size-s-1-S-2-S-3-S-4-Ⅱ-to-8-9-15-16-25-D-26-50 51-90-F-91-150-151-280-H-281-500-丁-501-1200-J-K-1201200-3201-10.000-M-10.001-35.000-35.001-150.000-P-150. 01-500.000-Q-500.001-and-over-R
GBT 2828.1-2012-gbt2828.1

计数抽样检验程序相关国标
国家标准
相关国际标准
GB/T 2828.1-2012/ ISO 2859-1:1999 ISO 2859-1:1999
GB/T 2828.2-2008/ ISO 2859-2:1999 ISO 2859-2:1999
GB/T 2828.3-2008/ ISO 2859-3:2005 ISO 2859-3:2005
➢ 主要适用于能够选择供应者的连续购进检验
2021/6/27
ISO 2859-1 美国军用标准MIL-STD-105D 中国国标GB/T 2828.1 美国国家标准ANSI/ASQC Z1.4 日本工业标准JIS Z 9015
第二章 计数调整型抽样检验标准
1
特征与分类
1.2 分类
1.2.2 可以调整检验水平的检验 根据以往的检验历史,改变从批中抽取的样本大小的比例。 主要适用于不能选择供应者的购进检验。
1.1 计数检验
按照规定的一个或一组要求, 或仅将单位产品划分为合格/不合格, 或仅计算单位产品中的不合格数的检验。
1.2 计数抽样方案
用于对批进行检验/判定; 包括批量N、样本量n和判定组数Ac和Re。
1.3 小概率事件与概率反证法
通常在一次随机实验中不会发生的事件称为小概率事件; 如果在一次随机实验中小概率事件发生了,则怀疑原来的假设是错误的。
判断 接收该批 不接收该批 接收该批 不接收该批
评价 正确 犯第一类错误 犯第二类错误 正确
生产风险或弃真概率:发生第一类错误的概率,记为α
即当p≤p0时,Pa(p)=1-α,0≤α<1
使用方风险或存伪概率:发生第二类错误的概率,记为β
2021/6/27
抽样检验的一般原理
1.接收概率曲线(OC曲线)
L( p) P(X Ac) P(X 0) P(X 1) L P(X Ac)
P( X d ) 的计算方法
1.利用超几何分布进行计算
Np N(1 p) N
P( X
d)
d
n
d
n
2.利用二项分布计算
P( X
d)
n
d
pd
(1
p)nd
1.接收概率曲线(OC曲线)
例:设一个一次抽样方案为(10,2,0),试求p=0.1与p=0.2时的接收概率 解:N=10,n=2,Ac=0,用超几何分布来计X
0)
2
10
2
98 10 9
2 2
0.8
L(0.2)
P( X
0)
8
2
10
2
87 10 9
2 2
0.62
2.计数标准型一次抽样检验方案
1.概念
AQL:厂方与使用方商定的一个 p0值,当不合格品率 p p0 时,认为是高质量的产
品,这时接收概率L(P),要大,譬如可要求L( p) 1 ,其中 也是双方商定的 LQL:厂方与使用方商定的一个 p1值,当不合格品率 p p1时,认为是低质量的产
抽样检验的一般原理
1.接收概率曲线(OC曲线)
1.定义: 接收概率是一批产品的不合格品率p的函数,记为L(p).如果我们建立一个直角 坐标系,横坐标为不合格品率p,纵坐标为L(p),那么,L(P)在这个坐标系中的图象 称为接收概率曲线,或称为抽样特性曲线,也称为OC曲线 2.图象 L(P)
1.0
0.5
2.AQL抽样检验方案 是指只满足合格质量水平要求的抽样方案,即主要考虑厂方利益的方案.这
GBT2828.1-2012培训教材

第二章 计数调整型抽样检验标准
1
特征与分类
1.2 分类
1.2.2 可以调整检验水平的检验 根据以往的检验历史,改变从批中抽取的样本大小的比例。 主要适用于不能选择供应者的购进检验。
瑞典军用标准N4-1
1.2.3 可以选择抽样检验、全数检验或免检的检验
根据以往的检验历史,决定选择抽检、全检或免检。 主要适用于中间检验、出厂检验等。
对样品逐个进行检验, 发现d个不合格品
若d≤Ac接受该批 若d≥Re拒收该批
【例】批量N=3000,产品质量p≤1.0(%),n=32|Ac=0,Re=1
德信诚培训--品质、诚信、用心
第一章 计数抽样检验的基本原理
1
基本概念
1.5 二次抽样方案
由样本和判定数组组成,记为(n1,n2|Ac1,Re1;Ac2,Re2),Re2=Ac2+1。
当p≤p0时,高质量的批,高概率接收,大于95% 当p>p0时,低质量的批,低概率接收,小于10%
辨别率OR
OR p0.10 p0.95
p0.10:接受概率为0.10时对应的质量水平 p0.95:接受概率为0.95时对应的质量水平
德信诚培训--品质、诚信、用心
第一章 计数抽样检验的基本原理
2
OC曲线
当第一个样本n1不能对批作出是否接受的判定时,允许抽取第二个样 本n2,根据n1和n2的检验结果,对批做出判定。
执行规则
若d≤Ac1,接收
抽取和检验样 本量为n1的第 一样本
若d ≥ Re1,不接收
若Ac1<d < Re1
抽取和检验 样本量为n2 的第二样本
1.6 多次抽样方案
检验该怎么抽样?——AQL及OC曲线解析
检验该怎么抽样?——AQL及OC曲线解析技术质量管理科普导读富兰克林有句名言,人的一生有两件事是不可避免,一是死亡,一是纳税。
而企业同样有两件事不可避免,一是生产出不合格品,二是将不合格品挑选出来(即检验)。
你们企业的检验工作做对了吗?1瓜农与水果店老板各自的心思夏天已经结束了,可防暑降温的利器——西瓜,在市面上还能瞧到踪影。
这不,楼下的水果店张老板想趁还有市场,最后再进一批西瓜。
提供西瓜的是瓜农老王。
在郊区有一大片田地。
虽然对自己种的瓜口味相当自信,但秋后西瓜毕竟不比夏日当季的西瓜,部分西瓜存在“过熟”、“甜度下降”的情况。
针对可能出现的不好吃(不合格)西瓜,双方想通过检验的方法进行识别。
怎么检验呢?拍西瓜,听声音。
因为不可能是全检,那么抽几个西瓜检验呢,如果检出1个不好,这一批到底是要还是不要呢?都是双方要讨论的问题。
还有毕竟是人在检验,这里面就出现一个分歧了,误判的风险。
—对于瓜农老王来讲,合格的西瓜可能被判定为不合格的西瓜(弃真错误),造成生产方α风险(损失)对于瓜店张老板来讲,不合格的西瓜可能被判定合格而放进来(存伪错误),造成使用方β风险(损失)如果瓜农老王提供方西瓜不合格品率p越大,瓜店张老板接收的概率就越低。
从图上还可以看出,降低α风险必然会增加β风险,反之亦然。
这两个风险需要在双方能接受的情况下取得平衡,而这正是老王和张老板讨论的焦点。
然而,很多朋友可能要问了,上面这个曲线是怎么画出来的呢?扎心了老铁,你们问得太准了!!看来是绕不过去了,下面我们看看上面这个神秘的曲线。
2OC曲线二战期间,在大量军火需要及时供应,检验人员又非常缺乏的情况下,为保证军火产品质量(军火是不能全检的),美国军方就想采用一种既经济又实用的检验方法,于是委托哥伦比亚大学统计学小组,起草一份对军火产品实施抽样检验验收的规则——MIL-STD-105。
1974年国际标准化组织ISO根据MIL-STD-105D起草并颁布了抽样检验的国际标准,即ISO 2859。
OC曲线

生产方风险 正常检验 加严检验 放宽检验 1.03 4.27 0.38
AQL 15 15 15
使用方风险 10% 10% 10%
CRQ 40.3 35.6 65
辨别力OR 40.3/15 35.6/15 65/15
二、孤立批的检验
对孤立批如果仅仅使用按单个正常检验抽样方案进行检验,就难 于避免大的风险。因此最好选择是一开始就能找到可以减少使用方风 险的抽样方案,使之在极限质量时能得到必要的保护。 1.极限质量(LQ) 1.极限质量(LQ):对一个被认为处于孤立状态的批,为了抽样检 极限质量 验,限制在某一低接收概率的质量水平。 2.孤立批抽样方案的选择 2.孤立批抽样方案的选择 规定了AQL和CRQ值选择抽样方案 规定了AQL和CRQ值选择抽样方案 AQL 例1:使用方准备接收一批产品,采用正常检验,并规定当不合格品 率不超出1%时,应以高概率接收,当不合格品率达到4%时,只能以不 超出10%的概率接收,试制定抽样方案。 AQL=1.0 由表6检索出字码 M,则抽样方案(315 7,8)
随着样本量的增大(AQL变小,方案加严)使用方风险明显降低,但对 应于p0的各个方案的接收概率将随之降低,即生产方风险随之提高。
改变接收数
随着接收数的增大(AQL增大,方案放宽)生产方风险明显降低,但对 应于p1的各个方案的接收概率将随之增大,即使用方风险随之提高。
AQL值确定后降低双方风险的措施: AQL值确定后降低双方风险的措施: 值确定后降低双方风险的措施
1.加强质量管理,提高产品质量 2.避免采用接收数为0的抽样方案 3.增大批量 4.调整检验水平
例:某产品进行抽样检验,批量N=400,检验水平II,规定AQL=15, 每百单位产品不合格数检验。 请设计一次抽样方案,并试评价:生产方风险,使用方风险质量。
GB2828抽样方案

=0.724+0.253
=0.98
有放回抽样,X服从二项分布: Pa(p)=p(X=x)=Cnx px (1-p)n-x n/N≤0.1
p:批中不合格品率
n: 样本量 X:样本中抽到不合格品数(x=
0,1,2,……,n)
二项分布
当批量很大时,把不返回抽样看作返回抽样,可以重复试验,并且每次 独立。(如N=500,n=50,利用超几何分布很难计算,所以提出二项 式分布)
布.
λx
P(X=x)=
e-λ
x!
λ=np
当p为每百单元产品不合格数时一定要采用泊松分布.
计数抽样包括: 1.计点(不合格数)——泊松分布 2.计件(不合格品数)——“超几何分布”或“二项式分布”
泊松分布
例:N=1000,(n=80,Ac=1),p=1%,求接收概率? 答:λ=np=80*0.01=8
QA与QC
质量保证的由来:在50年代,美国的军方在全国提出了质量保证要求。 后来成为Micshofut cdantup 9858A标准;作为对军火质量的要求。 因为按常规的质量检验方式,发现军火质量有问题时,退货重新生产 已为时太晚。
定义:
QC(Quality Control)/质量控制:质量管理的一部分,致力于满足质量要求。 QA(Quality Assurance)/质量保证:质量管理的一部分,致力于提供能满足质
1p
1.2.2.3 Oc曲线计算
如已知N=1000,(n=50,Ac=1),可根据二项式分布计算。 Pa(p)=p(x≤Ac)(x是抽取50件发现的不合格品数)
=p(x=0)+p(x=1)
=C500p0(1-p)50+C501p1(1-p)49
双次抽样计划OC曲线的绘制步骤

CHAPTER 8
允收抽樣的基本方法
Fink and Margavio (1994)的結論
若製程不穩定或製程標準差未知,則採免檢或 100%全數檢驗較佳;若製程穩定且製程標準 差已知,則亦以免檢或100%全數檢驗較佳; 至於抽樣檢驗的使用時機則介於上述二種情況 之間。
前程企業 品質管理 8-7
CHAPTER 8
3.請賣方派人前來處理。
前程企業 品質管理 8-11
抽樣計劃的種類
1.單次抽樣計劃 2.雙次抽樣計劃 3.多次抽樣計劃 4.逐次抽樣計劃 5.截略抽樣計劃
CHAPTER 8
允收抽樣的基本方法
前程企業 品質管理 8-12
表8-5 單次抽樣計劃
CHAPTER 8
允收抽樣的基本方法
送驗批 樣本數 允收數 拒收數
允收抽樣的基本方法
Ghinato(1998)則指出,在無缺點品管環 境下,100%全數檢驗比抽樣檢驗更易於 達成無缺點的目標。
前程企業 品質管理 8-8
送驗批的特性
CHAPTER 8
允收抽樣的基本方法
1.送驗批必須是均勻的。 2.送驗批應越大越佳。(請參閱表8-1)
前程企業 品質管理 8-9
隨機抽取樣本的方法
前程企業 品質管理 8-4
抽樣檢驗的缺點
CHAPTER 8
允收抽樣的基本方法
1.具有拒收良品的風險。源自2.具有允收不良品的風險。
3.需要較多的時間與精力從事規劃。
4.無法針對產品或該產品的製程提供很多 相關的資訊。
前程企業 品質管理 8-5
損益平衡分析:
CHAPTER 8
允收抽樣的基本方法
pb
I A
CHAPTER 8
计数抽样检验的基本原理之OC曲线

计数抽样检验的基本原理之OC曲线通过前面的讨论,我们给出了超几何分布的概率计算公式:这是不放回抽样的理论概率计算公式,但当N与n值比较大时,计算阶乘将非常繁复,因此希望能有相对简单一些的计算方法。
考虑到当N足够大时,不放回抽样与放回抽样的区别已经可以忽略,因此在一定的条件下,就可以用放回抽样的概率计算来代替不放回抽样作近似计算。
能够推导出放回抽样的概率计算公式为:这就是二项式分布的概率计算公式,一般当N≥10n,p≤10%时即可作此近似。
可以看到,这个公式依然不够简便,当我们再设定一些条件,通过纯数学的推演,还可以推导出如下的概率计算公式:这就是泊松分布的概率计算公式,一般在p<10%,N/n>10且np在0.1—10之间时可作此近似。
以下,我们就用这个概率计算公式继续讨论。
从泊松分布的概率计算公式中,我们可以看出Pa是n,p和Ac的函数,对于一个特定的方案,它的n与Ac都已确定,这时Pa就仅与批质量p相关了,因此,抽样检验的接收概率与批质量之间的函数关系是每个方案所特有的,我们称这种关系为方案的抽样特性。
抽样特性:方案的抽样接收概率与批质量之间的函数关系,由于这种关系是每个方案所特有的,故称抽样特性。
OC曲线:以曲线的形式表示抽样特性,称为方案的特性曲线或OC曲线。
OC曲线一般是以批质量p为横坐标,接收概率Pa为纵坐标绘制的表示Pa与p的函数关系的曲线,(也有是以p/AQL作为横坐标的GB2828就是这样)。
1、理想的OC曲线:知道了什么是OC曲线,我们来讨论两种典型的抽样特性曲线,一个就是理想的OC 曲线。
首先,我们来看看什么样的方案最理想。
我们在抽样检验中,总是希望对批质量p小于或等于合格质量水平(AQL)的检查批被100%地判为合格,而对批质量p大于AQL的检查批被100%地判为不合格,这样的检验才是最理想的,才不会出现误判。
所以理想的OC曲线的函数形式应该是:其曲线如图,很显然,任何抽样方案都不可能实现理想的OC曲线,因为任何抽样检验都不可能完全排除误判的可能性,只是通过选择适当的抽样方案,将误判的风险控制在一个较小的范围内,这种理想的特性曲线,在理论上只有全检才能具有这种特性。
用OC曲线对抽样方案的评价
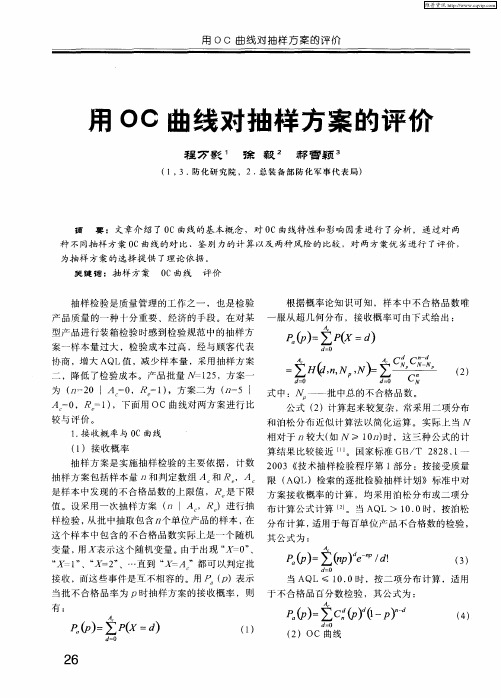
一
根 据概 率 论知 识 可 知 ,样 本 中不 合 格 品数 唯 服从 超 几 何 分布 ,接 收概 率 可 由下 式 给 出 :
) ∑e d = ( ) x=
:
二 ,降低 了检 验 成本 。产 品批 量
l5 2 ,方 案一
抽样方案优劣的判别用辨别率or定量地衡量某个抽样方案的辨别力既然改变参数方案对应的oc曲线就随之改即抽样方案区分好批与坏批的综合能力or值越变其检查效果也就不同那么什么样的方案检小方案的鉴别力越高说明不合格品率一旦增查效果好其oc曲线应具有什么形状呢
维普资讯
( ) 为纵 坐 横 坐 标 , 以
则 尸和 J p)构成 的一 系 列 点 所 连成 的 曲线 就 是 D( 抽样 检 验 特 性 曲线 ( e Op rtn h rce- Th e aig C a a tr itc C r e ,简 称 OC曲 线 。每 个 抽 样 方 案 ,都 si u v ) 有它 特 定 的 OC曲线 ,在 实 际检 验 中 , 交批 的质 提 量水 平 是 不知 道 的 , OC曲线 形 象地 显 示 了在 任 一 假 定 的 质量 水 平 ( 不 合 格 品 百 分 数 )下 批 被 接 即 收 的概 率 。OC曲 线对 于 正 确 选 取 、 用 抽样 方 案 使
及评价抽样 方案都有 很重要的作用 。
20 . c曲 线影 响 因素 分 析 根 据 ( )式 ,一 次抽 样 方 案 的 OC 曲线 与参 2 数 Ⅳ、力、 有 关 ,这 些 参 数 的 不 同 组 合 ,就 得
O
0 0 0
8
6
4
到不 同形状 的 OC曲 线 。下 面分 析 Ⅳ、 A OC 力、 对
抽样方案的计算与OC曲线

Pa(P) 1.000 0.9739 0.9519 0.9106 0.7358 0.5553 0.4005 0.2794
P
0.060 0.070 0.076 0080 0.100 0.200 ……. 1.000
Pa(p) 0.1900 0.1265 0.0982 0.0827 0.0337 0.0002 …….. 0.000
1940年 统计抽样用于军工生产 二战后科技发达国家普遍采用统计抽样
1950年 我国从原苏联学习“百分比抽样” 百分比抽样是典型的非统计抽样
1970年 原苏联废止百分比抽样,开始推广应 用统计抽样
但是我国始终在应用百分比抽样
1970年 我国开始一研究统计抽样理论
1981年 我国发布GB2828-81 GB2829-81
第Ⅱ类错误 (取伪错误) 发生概率为 = Pa (p1)
所谓犯第Ⅱ类错误是指将该拒收的批误判为接收。
供需双方认定,当批不合格品率 P≥P1 时,认为该 批为质量差的批,应当拒收。有时,由于随机抽样的结果, 抽样检验方案不排除会将质量差的批接收,因而犯了第Ⅱ 类错误。
为什么会犯、错误呢?就是由于随机抽样的结果, 抽样时出现了小概率事件。
非统计抽样检验方案不是由统计技术所决定,方案的 接收概率除受交验批批质量水平影响之外,还受到交验批 批量N的影响。因此,非统计抽样检验是不科学、不合理 的抽样检验方法,应当淘汰。百分比抽样是典型的非统计 抽样检验,是不合理的抽样检验方案。
三、统 计 抽 样 的 由 来 和 发 展
1924年 美国贝尔实验室的 罗米格、道吉博士 首先提出统计抽样理论
14、孤立批
所谓孤立批是指“脱离已生产或汇集的批系列,不 属于当前检验批系列的批”。粗略的说,孤立批是已 经排除了制造过程影响的批。例如,当接连生产20个 批被20个不同的买主买走时,对每个买主来说,他得 到的都是一个孤立批。
抽样方案的计算和OC曲线30页PPT
ቤተ መጻሕፍቲ ባይዱ 31、只有永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
抽样方案的计算和OC曲线
1、战鼓一响,法律无声。——英国 2、任何法律的根本;不,不成文法本 身就是 讲道理 ……法 律,也 ----即 明示道 理。— —爱·科 克
3、法律是最保险的头盔。——爱·科 克 4、一个国家如果纲纪不正,其国风一 定颓败 。—— 塞内加 5、法律不能使人人平等,但是在法律 面前人 人是平 等的。 ——波 洛克
基于OC曲线的抽样方案及其风险控制
在产品制造过程中,为了保证产品质量,防止不合品流入下道工序或出厂,都要对 产品进行检验,最好是对产品进行 100%全数检验。但是,在绝大多数情况下,对产品进 行全数检验是不现实的也是没有必要的,例如,对批量大的产品进行全数检验,所需的 检测时间、检测成本就比较高,此时,抽样检验是一种有效且可行的方法。 抽样检验是按照规定的抽样方案,随机地从一批或一个过程中抽取少量个体(作为 样本)进行的检验,根据样本检验的结果判定一批产品或一个过程是否可以被接受。 抽样检验的特点是:检验对象是一批产品,根据抽样结果应用统计原来推断产品批 的接受与否。不过经检验的接受批中仍可能包含不合格品,不接收批中当然也包含合格 品。 在实际抽样检验中,不可避免的存在这两类错误的风险,即批质量合格而不接收的 风险,其概率 α 称为第一类风险(生产者风险) ;批质量不合格而被接收的风险,其概率 β 称为第二类风险(消费者风险) 。在选择抽样方案时,可以使用 OC 曲线来评价抽样方 案的判别能力,生产方和使用方应共同协商,将这两类风险控制在一定的范围内,以保 护双方的利益。 按检验特性值的属性可以将抽样检验分为计数抽样检验和计量抽样检验。计数抽样 检验是根据被检样本中的产品包含的不合格数,推断整批产品的接受与否;计量抽样检 验是根据被检验样本中的产品质量特征的具体数值并与标准进行比较,进而推断整批产 品的接收与否。 计数检验所需的样本量较大,而计量检验可以用较少的样本量达到与计数检验相同 的质量保证,根据公司产品的生产情况,应该采用计量抽样检验来控制不合格产品外流 的风险。 假定产品是在质量管理下生产出来的, 并基于一次抽检和 MathCAD 2001 运算环境, 利用 OC 曲线及其统计检验原理, 通过案例分析来介绍计量抽样方案的确定及其两类风险 的控制。 1. 设计原理 当批产品质量较好时,能以高概率(不低于 1‐α)判为接收;当这批产品的质量差到 某一规定的界限时,能以高概率(不低于 1‐β)判为不接收。其中选取的 α、β 等参数要
双次抽样计划OC曲线的绘制步骤

前程企業 品質管理 8-45
CHAPTER 8
允收抽樣的基本方法
前程企業 品質管理 8-46
CHAPTER 8
允收抽樣的基本方法
前程企業 品質管理 8-47
CHAPTER 8
允收抽樣的基本方法
前程企業 品質管理 8-48
CHAPTER 8
允收抽樣的基本方法
前程企業 品質管理 8-49
前程企業 品質管理 8-37
CHAPTER 8
允收抽樣的基本方法
前程企業 品質管理 8-38
CHAPTER 8
平均總檢驗數(ATI)
允收抽樣的基本方法
指在道奇-羅敏選別檢驗之抽樣計劃中,每送 驗批應檢驗的平均總個數。
單次抽樣計劃 ATI=n+(1-Pa)(N-n)
雙次抽樣計劃
ATI=n1+(N-n1)(Pr)Ⅰ+n2[1-(Pa)Ⅰ-(Pr)Ⅰ]+(N-n1-n2)(Pr)Ⅱ
平均樣本數(ASN)
CHAPTER 8
允收抽樣的基本方法
指在進行抽樣計劃並作出允收或拒收之決 策時,平均每一送驗批所要檢驗的樣本大 小。
單次抽樣計劃 ASN=n
雙次抽樣計劃 ASN n1 n2(1 P1) (請參閱範例四)
多次抽樣計劃 ASN=n1PⅠ+(n1+n2)PⅡ+…+(n1+n2+
CHAPTER 8
允收抽樣的基本方法
前程企業 品質管理 8-16
CHAPTER 8
允收抽樣的基本方法
前程企業 品質管理 8-17
CHAPTER 8
允收抽樣的基本方法
前程企業 品質管理 8-18
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1970年 1970年 我国开始一研究统计抽样理论 1981年 我国发布GB2828 GB28281981年 我国发布GB2828-81 GB2829GB2829-81 1987年 正式发布GB2828 GB28281987年 正式发布GB2828-87 GB2829GB2829-87 2003年修订后发布GB/T2828.1—2003 2003年修订后发布GB/T2828.1 2003,2008 年修订后发布GB/T2828.1 2003, 年我国又修订了14个标准, 年我国又修订了14个标准,目前我国已发 14个标准 布22个统计抽样检验标准, 22个统计抽样检验标准, 个统计抽样检验标准
式中: 从样本量n个单位产品中抽取d 式中:n 从样本量n个单位产品中抽取d个的组合数 d
接收概率的具体计算公式
二项分布计算公式
p( d )
n d n −d = d p (1 − p)
泊松分布计算公式
p(d )
( np ) = d!
d
e
− np
检验批批量N=50 N=50, [ 例] 检验批批量N=50,假定批不合格品 率为P=0.06=6% 先随机抽取n=5的样本, P=0.06=6%, n=5的样本 率为P=0.06=6%,先随机抽取n=5的样本,试 求不合格品数d=0 d=0, 的概率。 求不合格品数d=0,1,2,3的概率。
三、统 计 抽 样 的 由 来 和 发 展 1924年 罗米格、 1924年 美国贝尔实验室的 罗米格、道吉博士 首先提出统计抽样理论 1940年 1940年 统计抽样用于军工生产 二战后科技发达国家普遍采用统计抽样 1950年 我国从原苏联学习“百分比抽样” 1950年 我国从原苏联学习“百分比抽样” 百分比抽样是典型的非统计抽样 1970年 原苏联废止百分比抽样, 1970年 原苏联废止百分比抽样,开始推广应 用统计抽样 但是我国始终在应用百分比抽样
P%
6 8 10 12
(2)合格判定数A C曲线的影响 (2)合格判定数AC对O C曲线的影响 合格判定数
Pa(p)
1.0 0.8 AC=3 0.6 AC=1 0.4 AC=0 0.2 AC=2 0 5 10 15 20 25 30 N=1000 n=20
P%
(3)样本大小n C曲线的影响 (3)样本大小n对O C曲线的影响 样本大小
当样本量n和接收数AC保持不变时, AC保持不变时 5. 当样本量n和接收数AC保持不变时, 批量N的变化对O C曲线影响不大 曲线影响不大。 批量N的变化对O C曲线影响不大。 当批量N和接收数AC保持不变时, AC保持不变时 6. 当批量N和接收数AC保持不变时,样 本量n的数值越大, C曲线越陡 曲线越陡, 本量n的数值越大,O C曲线越陡,即抽样 检验方案越严格。 检验方案越严格。 当批量N 保持不变时, 7. 当批量N和样本量 n保持不变时,接 收数AC的数值越小, C曲线越陡 AC的数值越小 曲线越陡, 收数AC的数值越小,O C曲线越陡,即抽样 检验方案越严格。 检验方案越严格。 应用统计抽样检验应当正确选择抽样 检验方案, 检验方案,而选择抽样检验方案要了解方 曲线的特征。 案O C 曲线的特征。
P(0)
二项分布计 算公式
5 = 0 (0 . 06
)0 (0 . 94 )5
= 0 . 73Βιβλιοθήκη 9;P (1 ) P(2) P(3)
1 4 5 = 1 (0 . 06 ) (0 . 94 ) = 0 . 2342 ; 5 = 2 ( 0 . 06 ) 2 ( 0 . 94 ) 3 = 0 . 0299 ;
5、抽样检验方案
Pa(p)
1.0 0.8 0.6 0.4 0.2 0 2 4
[N,
C曲线的影响 n, AC] 对O C曲线的影响
(1)批 C曲线的影响 (1)批 量 N 对 O C曲线的影响
N=1000 n=20 AC=0 N=200 n=20 AC=0
N=100 n=20 AC=0
N=50 n=20 AC=0
不合格品 NP
根据泊松分布得到的公式: 根据泊松分布得到的公式:
n
合格品 n-d 不合格品 d
P( d )
(np ) − np = e d!
接收概率 新标准的符号 Pa 接收概率指当使用一个确定的抽样方案 具有给定质量水平的批或过程, 时,具有给定质量水平的批或过程,方案对 其被接收的概率(可能性) 其被接收的概率(可能性) ]去 如:用给定的抽样检验方案 [ n,Ac ]去 检验批量为N的批质量水平(不合格品率) 检验批量为N的批质量水平(不合格品率)为 的交验批时, p的交验批时,把检验合格判为接收的概率记 为P( p )。
二、统 计 抽 样 检 验 与 非 统 计 抽 样 检 验
根据抽样检验方案的确定方法不同, 根据抽样检验方案的确定方法不同,抽 样检验可分为统计抽样检验与非统计抽样检 样检验可分为统计抽样检验与非统计抽样检 验。 统计抽样检验的方案完全由统计技术所 决定 统计抽样检验方案的接受概率, 统计抽样检验方案的接受概率,只受交验 批批质量水平p的惟一因素所影响, 批批质量水平p的惟一因素所影响,即Pa(p)
5 = 3 (0 . 06
)3
)
0
( 0 . 94 )
2
= 0 . 0019
泊松分布计 算公式
P(0 ) = p p p
(1 )
= = =
( 2 )
(3 )
( 5 × 0 . 06 0! ( 5 × 0 . 06 1! ( 5 × 0 . 06 2! ( 5 × 0 . 06 3!
理想的O C曲线 理想的O C曲线
Pa(p) 1.0 α
α: 生产方风险 β:使用方风险 生产方风险质量, P0:生产方风险质量,合格批质量 使用方风险质量, P1:使用方风险质量,不合格批质量 A:生产方风险点 B:使用方风险点 B
0
β p0 p1
P(%)
正常的O C曲线 正常的O C曲线
4、 抽 样 检 验 过 程 中 有 时 会 犯 的 两 类 错 误 真错误) 第Ⅰ类错误 ( 弃 真错误) 发生概率 α α = 1 – Pa (p 0) 所谓犯第Ⅰ类错误是指将该接收的批误判为 所谓犯第Ⅰ 拒收。 拒收。 供需双方认定, 供需双方认定,当批不合格率 P ≤ P0 时, 认为该批为质量好的批,应当接收。但是, 认为该批为质量好的批,应当接收。但是,有时 由于随机抽样的结果,会将质量好的批拒收, 由于随机抽样的结果,会将质量好的批拒收,因 而犯了第Ⅰ类错误。 而犯了第Ⅰ类错误。
所以统计抽样检验是科学的、 所以统计抽样检验是科学的、合理的 抽样检验方法,应当推广应用。 抽样检验方法,应当推广应用。 非统计抽样检验方案不是由统计技术 所决定, 所决定,方案的接收概率除受交验批批质 量水平影响之外,还受到交验批批量N 量水平影响之外,还受到交验批批量N的影 因此,非统计抽样检验是不科学、 响。因此,非统计抽样检验是不科学、不 合理的抽样检验方法,应当淘汰。 合理的抽样检验方法,应当淘汰。百分比 抽样是典型的非统计抽样检验, 抽样是典型的非统计抽样检验,是不合理 的抽样检验方案。 的抽样检验方案。
两项统计抽样 检验标准试用
一次抽样方案的接收概率Pa Pa( 四、 一次抽样方案的接收概率Pa(p) N, 1、一次抽样方案 [ N,n,AC ],或[n, Ac, Re] 当采用一次抽样检验方案, 当采用一次抽样检验方案,若一批交验 产品的不合格品率为p 产品的不合格品率为p时,能有多大的可能 性被接收, 性被接收,这个可能性的定量表示为该方案 的接收概率,对于同一方案而言, 的接收概率,对于同一方案而言,交验批的 不合格品率越大则接收概率越小,反之亦然, 不合格品率越大则接收概率越小,反之亦然, 因此, 因此,一个方案的接收概率是批不合格品率 的函数记为:Pa( p的函数记为:Pa(p)
P Pa(P) P Pa(p)
0.000 1.000 0.060 0.005 0.007 0.010 0.020 0.030 0.040 0.050
0.9739 0.9519 0.9106 0.7358 0.5553 0.4005 0.2794 0.070 0.076 0080 0.100 0.200 ……. 1.000 0.000
Pa(p)
1.0 0.8 0.6 0.4 0.2 n=50 0 5 10 15 20 25 n=30 n=20 N=1000 AC=1 n=10
P(%)
C曲线的特征 曲线的特征: (4)O C曲线的特征: C曲线是方案的接收概率 ● O C曲线是方案的接收概率 ( Pa ) )[批不合格品率 批不合格品率] 与批质量水平 ( p )[批不合格品率]的关系曲 线。 C曲线越接近理想曲线时 曲线越接近理想曲线时, ● O C曲线越接近理想曲线时,抽样检 验方案对批质量好坏的辨别能力越强。 验方案对批质量好坏的辨别能力越强。 C曲线越陡 抽样检验方案越严格, 曲线越陡, ● O C曲线越陡,抽样检验方案越严格, 曲线越平,抽样检验方案越松。 O C 曲线越平,抽样检验方案越松。 在座标系中, C曲线越靠左 曲线越靠左, ● 在座标系中,O C曲线越靠左,抽样 检验方案越严格, C曲线越靠右 曲线越靠右, 检验方案越严格,O C曲线越靠右,抽样检验 方案越松。
一、抽 样 检 验 的 概 念
批 N
抽 样
样本 n 检 验
抽多少? 抽多少?
怎样判断? 怎样判断? 判 断
抽样检验是指从支验的一批产品(批量 抽样检验是指从支验的一批产品( N)中 随机抽取一个样本(样本量为n) n)进 为N)中,随机抽取一个样本(样本量为n)进 行检验,从而对批产品质量作出判断的过程。 行检验,从而对批产品质量作出判断的过程。 抽样检验有三个步骤:抽样、检验、判断。 抽样检验有三个步骤:抽样、检验、判断。 其中检验属于专业技术,与抽样无关, 其中检验属于专业技术,与抽样无关, 因而; 因而; 抽样( 抽多少? 抽样( 抽多少?) 判断(怎样判断) 判断(怎样判断) 构成抽样检验方案 如:一次抽样检验方案为[N,n, AC],或(n, Ac,Re)