装配生产日报表
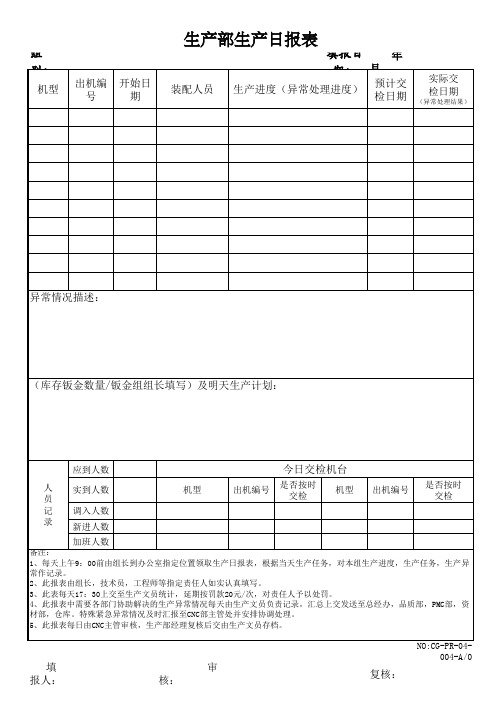
五金行业生产部生产日报表
填 报人:
审 核:
复核:
NO:CG-PR-040Байду номын сангаас4-A/0
是否按时 交检
加班人数
备注: 1、每天上午9:00前由组长到办公室指定位置领取生产日报表,根据当天生产任务,对本组生产进度,生产任务,生产异 常作记录。 2、此报表由组长,技术员,工程师等指定责任人如实认真填写。 3、此表每天17:30上交至生产文员统计,延期按罚款20元/次,对责任人予以处罚。 4、此报表中需要各部门协助解决的生产异常情况每天由生产文员负责记录,汇总上交发送至总经办,品质部,PMC部,资 材部,仓库。特殊紧急异常情况及时汇报至CNC部主管处并安排协调处理。
组 别:
机型
出机编 开始日
号
期
生产部生产日报表
填报日 年
期: 月
装配人员
生产进度(异常处理进度)
预计交 检日期
实际交 检日期
(异常处理结果)
异常情况描述:
(库存钣金数量/钣金组组长填写)及明天生产计划:
应到人数
今日交检机台
人 实到人数 员 记 调入人数 录 新进人数
机型
出机编号
是否按时 交检
机型
出机编号
生产日报表模板
生产日报表模板一、基本信息日期:____年____月____日生产车间:____车间班次:____班填报人:______二、生产计划执行情况1. 生产计划产量:______(单位)实际完成产量:______(单位)完成率:______%2. 生产计划进度:计划完成工序:______(工序名称)实际完成工序:______(工序名称)进度偏差:______%三、生产质量问题1. 质量异常情况:异常现象:______原因分析:______处理措施:______2. 质量合格率:合格产品数量:______(单位)不合格产品数量:______(单位)合格率:______%四、设备运行情况1. 设备运行时间:______小时设备故障次数:______次故障处理时间:______小时2. 设备维护保养情况:保养项目:______保养时间:______保养效果:______五、人员出勤及效率1. 出勤人数:______人请假人数:______人缺勤人数:______人2. 人员效率:人均产量:______(单位/人)人均工时:______小时/人六、安全生产情况1. 安全事故:事故类型:______事故原因:______处理结果:______2. 安全检查:检查项目:______检查结果:______整改措施:______七、其他事项1. 生产过程中遇到的困难及解决办法:困难:______解决办法:______2. 需要协调解决的问题:问题:______建议:______八、物料消耗情况1. 主要原材料消耗:原材料名称:______计划消耗量:______(单位)实际消耗量:______(单位)消耗差异:______(单位)2. 辅助材料及能源消耗:材料/能源名称:______消耗量:______(单位)同比昨日:______%九、库存情况1. 原材料库存:原材料名称:______库存量:______(单位)同比昨日:______%2. 成品库存:产品名称:______库存量:______(单位)同比昨日:______%十、客户订单交付情况1. 订单编号:______订单数量:______(单位)已交付数量:______(单位)未交付数量:______(单位)2. 交付进度:计划交付日期:______实际交付日期:______交付状态:______(按时/延误)十一、部门协作情况1. 部门间协作事项:协作事项:______责任部门:______完成情况:______2. 部门间沟通反馈:沟通事项:______反馈内容:______改进措施:______十二、明日工作计划1. 生产计划:计划产量:______(单位)计划完成工序:______(工序名称)2. 工作重点:重点关注事项:______预计完成时间:______请各相关部门负责人认真审核填写内容,确保数据的真实性和准确性。
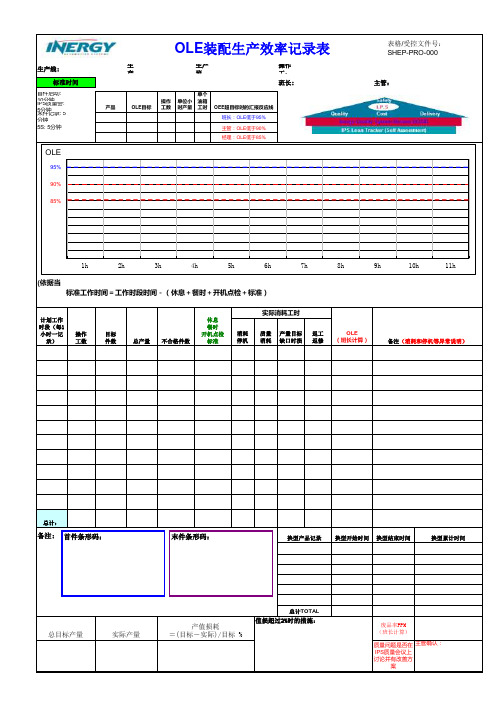
装配生产效率记录表OLE
生产线:
生产日期:生产班次:操作工:班长:
主管:
首件启动: 10分钟IPS 质量会: 5分钟末件记录: 5分钟5S: 5分钟
OLE = (依据当班计划产量计算的标准工作时间) / (标准工作时间-实际消耗工作时间) %消耗停机
质量消耗
产量目标缺口时损
返工返修
总计:
备注:
换型开始时间换型结束时间换型累计时间
废品率PPM (班长计算)
质量问题是否在IPS 质量会议上讨论并有改善方
案
主管确认:经理:OLE 低于85%
单个油箱工时
OEE 超目标时的汇报反应线
班长:OLE 低于95%主管:OLE 低于90%总计TOTAL
标准工作时间=工作时段时间-(休息+餐时+开机点检+标准)
不合格件数标准时间
产品
单位小时产量
OLE 目标
操作工数
产值损耗
=(目标-实际)/目标 %
值损超过2%时的措施:
换型产品记录总目标产量实际产量
目标件数
总产量休息餐时开机点检标准
实际消耗工时
备注(消耗和停机等异常说明)
OLE (班长计算)
计划工作时段(每1小时一记录)
操作工数
1h 2h 3h 4h 5h 6h 7h 8h 9h 10h 11h
OLE
首件条形码:表格/受控文件号:SHEP-PRO-000
OLE 装配生产效率记录表
95%90%85%
末件条形码:。
生产日报表(模版)
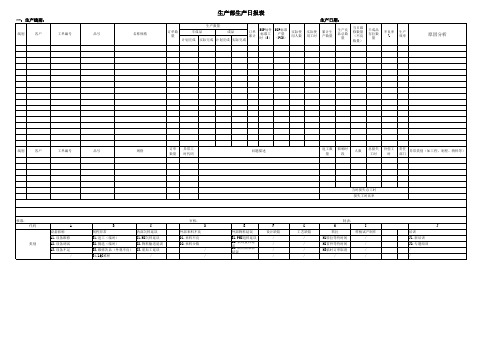
C 内部欠料延误 C1.MC欠料延误 C2.物料输送延误 C3.前加工延误
/
审核: D
外部来料不良 D1.来料不良 D2.来料少数
/ /
当时损失总工时 损失工时比率
E
外部物料延误
E1.PMC追料延误 E2.采购置料延 误E3.供应商来料 延误
F 设计缺陷
/ / / /
G 工艺缺陷
/ / / /
制表:
量
不良率 %
生产 效率
原因分析
线别
客户
工单编号
品号
规格
订单 数量
异常工 时代码
问题描述
返工数 影响时
量
段
人数
总损失 工时
补偿工 时
责任 部门
异常类别(如工程、制程、物料等)
核准: 代码
类别
A 设备影响 A1.设备维修 A2.设备调试 A3.设备不足
/
B 制程异常 B1.返工(临时) B2.挑选(临时) B3.维修次品(外观不良) B4.LQC堆积
一:生产线别:
线别
客户
工单编号
品号
名称规格
生产部生产日报表
生产日期:
订单数 量
生产数量
半成品
成品
订单
累计
计划完成 实际完成 计划完成 实际完成
SOP每件 SOP标准 标准工 产量 时(S) (PCS)
实际使 用人数
实际使 用工时
累计生 产数量
生产良 品总数
量
当日维 修数量 (不良 数量)
半成品 存拉数
H
I
转拉
样板试产制作
H1转拉等待时间
/
பைடு நூலகம்
生产日报表表格
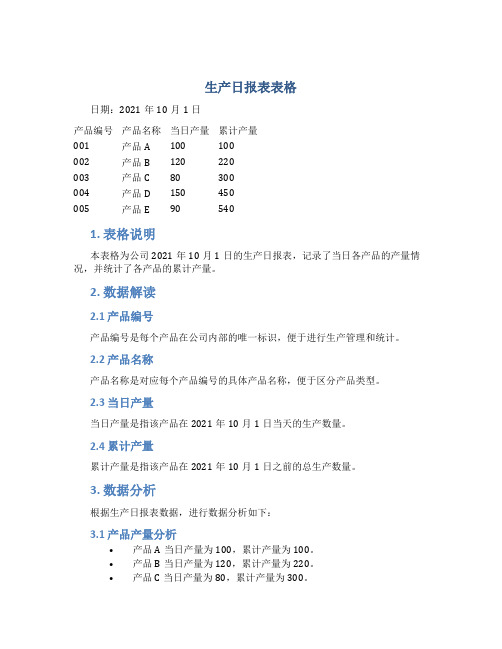
生产日报表表格日期:2021年10月1日产品编号产品名称当日产量累计产量001 产品A 100 100002 产品B 120 220003 产品C 80 300004 产品D 150 450005 产品E 90 5401. 表格说明本表格为公司2021年10月1日的生产日报表,记录了当日各产品的产量情况,并统计了各产品的累计产量。
2. 数据解读2.1 产品编号产品编号是每个产品在公司内部的唯一标识,便于进行生产管理和统计。
2.2 产品名称产品名称是对应每个产品编号的具体产品名称,便于区分产品类型。
2.3 当日产量当日产量是指该产品在2021年10月1日当天的生产数量。
2.4 累计产量累计产量是指该产品在2021年10月1日之前的总生产数量。
3. 数据分析根据生产日报表数据,进行数据分析如下:3.1 产品产量分析•产品A当日产量为100,累计产量为100。
•产品B当日产量为120,累计产量为220。
•产品C当日产量为80,累计产量为300。
•产品D当日产量为150,累计产量为450。
•产品E当日产量为90,累计产量为540。
从以上数据可以看出,产品B的当日产量最高,达到了120,且累计产量也居于前列,达到了220。
而产品C的当日产量最低,仅为80,累计产量为300。
3.2 生产进度分析根据累计产量数据,可以推算出各产品的生产进度。
•产品A的生产进度为100/540 ≈ 18.52%。
•产品B的生产进度为220/540 ≈ 40.74%。
•产品C的生产进度为300/540 ≈ 55.56%。
•产品D的生产进度为450/540 ≈ 83.33%。
•产品E的生产进度为540/540 = 100%。
从生产进度来看,产品E已经完成了全部生产任务,而其他产品的生产进度相对较低,尚需继续努力。
4. 总结本生产日报表展示了2021年10月1日各产品的产量情况,并分析了产品产量和生产进度。
通过对生产日报表的分析,可以及时了解各产品的生产情况,有针对性地调整生产计划和资源分配,以提高生产效率和产品质量。
生产日报表

计划未完成数
备注
组长签名
姓名
工号
计件数量
生产时段
16:00-18:00
18:00-20:00
20:00-22:00
22:00-24:00
累计
实际生产数
实际良品数
不良品状况
调机师签名Hale Waihona Puke 晚班姓名工号
计件数量
计划未完成数
备注
组长签名
姓名
工号
计件数量
生产时段
0:00-2:00
2:00-4:00
4:00-6:00
注塑部__月__日__车间__号机生产日报表
机台编号
产品名称
周期
2H产能
8H产能
模穴数
颜色
早班
姓名
工号
计件数量
计划未完成数
备注
组长签名
姓名
工号
计件数量
生产时段
8:00-10:00
10:00-12:00
12:00-14:00
14:00-16:00
累计
实际生产数
实际良品数
不良品状况
调机师签名
中班
姓名
工号
6:00-8:00
累计
实际生产数
实际良品数
不良品状况
调机师签名
A班长:
B班长:
主任:
经理:
备注:作业员必须如实填写,如有虚报,扣除10倍虚报数量,调机师每4H必须巡机一次,检查机台是否正常、产能是否达标;有异常必须记录在备注栏。
生产日报表

部门
组别
正班计时加班计时日期:
不良数
不良率
日
时
产出工时
现有出勤调出调入合计间接人员
直接出勤工时待订单换线生产效率待物料待确认总出勤工时正班
待修机返工加班待工装其他合计
待能源
合计
备注
浙江振圣机电科技有限公司
返工日期
序号
型号
数量
实际产量
年 月 日
计划产量
累计留存
标准工时
产出工时
不良状况本日生产效率状况
工作效率
上班时间
下班时间
工时
7.工作效率=产出工时÷总出勤工时×100%
生产日报表
异常工时统计
填写
说明
1.标准工时:以秒为单位
4.直接出勤工时:指直接上线生产员的总出勤工时6.生产效率=产出工时÷直接出勤工时×100%
3.不良率=不良数÷实际产量
2.产出工时=实际产量 x 标准工时/PCS
出勤状况
物料零部件单配或特殊情况记录
人数
类别 5.总出勤工时=直接出勤工时间+间接人员总出勤工时。
18 SMT生产日报表

日期:
A班( )B班( )组别: A( ) B( )制表:审核:
线别
出勤时间
机型
单号
单片
点数
贴装时间
时段产能(目标/实际)
生产总数(枚)
效率
贴装总数(点)
抛料率
调机时间
待机时间
1节
2节
3节
4节
5节
6节
设
备
状
态
调机开始时间
程序转换\故障情况
故障原因
耗时
责任人
调机开始时间
程序转换/故障情况
故障原因
耗时
责任人
项目
时间
项目
时间
特记事项
备注
外
因
停电时间
生产/效率状况:Βιβλιοθήκη 品质状况5S状况停气时间
其他时间
计
划
换线时间
待料时间
品
质
首件时间
异常停机时间
总时间
1)贴装时间+调机时间+待机时间=出勤时间;2)效率=贴装总数(点)/(出勤时间-待机时间)*55000*100%