面板组装科生产日报表(一)
生产日报表模板
生产日报表模板一、基本信息日期:____年____月____日生产车间:____车间班次:____班填报人:______二、生产计划执行情况1. 生产计划产量:______(单位)实际完成产量:______(单位)完成率:______%2. 生产计划进度:计划完成工序:______(工序名称)实际完成工序:______(工序名称)进度偏差:______%三、生产质量问题1. 质量异常情况:异常现象:______原因分析:______处理措施:______2. 质量合格率:合格产品数量:______(单位)不合格产品数量:______(单位)合格率:______%四、设备运行情况1. 设备运行时间:______小时设备故障次数:______次故障处理时间:______小时2. 设备维护保养情况:保养项目:______保养时间:______保养效果:______五、人员出勤及效率1. 出勤人数:______人请假人数:______人缺勤人数:______人2. 人员效率:人均产量:______(单位/人)人均工时:______小时/人六、安全生产情况1. 安全事故:事故类型:______事故原因:______处理结果:______2. 安全检查:检查项目:______检查结果:______整改措施:______七、其他事项1. 生产过程中遇到的困难及解决办法:困难:______解决办法:______2. 需要协调解决的问题:问题:______建议:______八、物料消耗情况1. 主要原材料消耗:原材料名称:______计划消耗量:______(单位)实际消耗量:______(单位)消耗差异:______(单位)2. 辅助材料及能源消耗:材料/能源名称:______消耗量:______(单位)同比昨日:______%九、库存情况1. 原材料库存:原材料名称:______库存量:______(单位)同比昨日:______%2. 成品库存:产品名称:______库存量:______(单位)同比昨日:______%十、客户订单交付情况1. 订单编号:______订单数量:______(单位)已交付数量:______(单位)未交付数量:______(单位)2. 交付进度:计划交付日期:______实际交付日期:______交付状态:______(按时/延误)十一、部门协作情况1. 部门间协作事项:协作事项:______责任部门:______完成情况:______2. 部门间沟通反馈:沟通事项:______反馈内容:______改进措施:______十二、明日工作计划1. 生产计划:计划产量:______(单位)计划完成工序:______(工序名称)2. 工作重点:重点关注事项:______预计完成时间:______请各相关部门负责人认真审核填写内容,确保数据的真实性和准确性。
车间生产日报表(早、中、晚班)表格4张
14 24267345 输入轴246 14 24267345 输入轴246
105 595-780 130 032-134 130 032-132 140 032-133 140 032-135 150 058-059 160 058-051 170 032-136 180 031-224 190 947-148 200 571-427 总
成
10 24270394 7档从动齿总 11 24270399 R档从成动齿总
成
11 24270399 R档从动齿总 12 24269554 输出成轴1267
12 24269554 输出轴1267 13 24269556 输出轴345R
13 24269556 输出轴345R
姓名
工序 设备编 process 号
成
4 24270396 4档从动齿总 5 24270397 5档从成动齿总
成
5 24270397 5档从动齿总 6 24270395 6/7档成结合齿 7 24255038 6档从动齿
7 24255038 6档从动齿 8 24255042 7档从动齿
姓名
工序 设备编 process 号
月度情况monthly
18 24261293 输入轴1357R 19 24255126 主减总速成从动齿
19 24255126 主减速从动齿 20 24254929 驻车齿轮
40 571-430 总 125 595-778 130 032-138 140 058-052 140 058-048 180 947-145 190 571-425 总 110 595-774
18 24261293 输入轴1357R 总成
姓名
工序 设备编 process 号
纸板生产日报表
相关人员签字
楞 B BC C E BE
型
车速(米/分)
米数(m)
比 例(%)
AE 车 速 分 析
与会人员签字: 注:实际车速达不到定额时,需要线长与机长开会分析并写明原因。
பைடு நூலகம்
立 诚 (宿 州)包 装 有 限 公 司
纸板流水线生产情况日报表
日期: 生产总人数 工作时间(t) 实际工作时间(t) 长 米(m) 生产完成米数(米) 平均车速(米/分) 生产完成平方数(m2) 生产用纸吨数(吨) 停机时间*至* 分 钟 班 次 白班 □ 夜班 □ 订单完成笔数(单) 楞型更换次数(次) 小换大门幅次数(次) 废纸重量(公斤) 蒸汽用量(吨/天) 淀粉用量(公斤) 用电量(度) 停机起止时间及原因分析 原 因 分 析
组装线qc日报表

组装线IPQC巡检日报表下面是赠送的团队管理名言学习,不需要的朋友可以编辑删除谢谢1、沟通是管理的浓缩。
2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
3、管理得好的工厂,总是单调乏味,没有任何激动人心的事件发生。
4、管理工作中最重要的是:人正确的事,而不是正确的做事。
5、管理就是沟通、沟通再沟通。
6、管理就是界定企业的使命,并激励和组织人力资源去实现这个使命。
界定使命是企业家的任务,而激励与组织人力资源是领导力的范畴,二者的结合就是管理。
7、管理是一种实践,其本质不在于“知”而在于“行”;其验证不在于逻辑,而在于成果;其唯一权威就是成就。
8、管理者的最基本能力:有效沟通。
9、合作是一切团队繁荣的根本。
10、将合适的人请上车,不合适的人请下车。
11、领导不是某个人坐在马上指挥他的部队,而是通过别人的成功来获得自己的成功。
12、企业的成功靠团队,而不是靠个人。
13、企业管理过去是沟通,现在是沟通,未来还是沟通。
14、赏善而不罚恶,则乱。
罚恶而不赏善,亦乱。
15、赏识导致成功,抱怨导致失败。
16、世界上没有两个人是完全相同的,但是我们期待每个人工作时,都拥有许多相同的特质。
17、首先是管好自己,对自己言行的管理,对自己形象的管理,然后再去影响别人,用言行带动别人。
18、首先要说的是,CEO要承担责任,而不是“权力”。
你不能用工作所具有的权力来界定工作,而只能用你对这项工作所产生的结果来界定。
CEO要对组织的使命和行动以及价值观和结果负责。
19、团队精神是从生活和教育中不断地培养规范出来的。
研究发现,从小没有培养好团队精神,长大以后即使天天培训,效果并不是很理想。
因为人的思想是从小造就的,小时候如果没有注意到,长大以后再重新培养团队精神其实是很困难的。
20、团队精神要从经理人自身做起,经理人更要带头遵守企业规定,让技术及素质较高的指导较差的,以团队的荣誉就是个人的骄傲启能启智,互利共生,互惠成长,不断地逐渐培养员工的团队意识和集体观念。
生产日报表

时分至时分
6
时分至时分
7
时分至时分
8
时分至时分
注明:拉长人;助拉人;作业员人;其他人,作业人员总工时(不包含间接人员)小时
其他说明:
填表人:审核:核准:
备注:1、额定人数及额定数量以工程部作业指导书为标准。表单编号:QR-PD-01-A0
2、生产部每天十点前必须将报表交到相关人员,所有数据必须准确且真实。
3、达成率计算方式=(生产数量÷实际加工人数÷加工小时数)÷(标准产量÷额定人数)×100%=生产数量÷实际加工人数÷加工小时数÷标准产量×额定人数×100%
XXX有限公司
生产日报表
生产日期:
生产线:应出勤人数:人实际出勤人数:人缺勤人数:人(其中请假:人,旷工人,离职加工产品名称
订单数量
额定
人数
标准产量(PCS/H)
实际工作时间
实际加工人数
生产数量
累计数量
平均产量(PCS/H)
达成率
备注
1
时分至时分
2
时分至时分
3
时分至时分
4
时分至时分
生产日报表
日
年月
日
班组:生产日报表
生产线:
1234567891011121314151617181920212223六、 生效日期:
四、 归口管理部门:生产部五、 发放范围:生产部二、填写要求
填表说明:
一、 适用范围:适用于生产各班组的日工作汇报班组、生产线:填写所在的班组,生产线日期:生产产品的日期
产品型号:参见生产计划的产品型号
标准定额:生产此种产品公司规定的每小时定额标准人数:完成次定额需要的标准人数。
计划单号:参见生产计划上的计划单号。
订单数量:参见生产计划的订单总数。
累计完成数量:订单累积生产完成的数量计划数量:计划当天生产数量
生产人数:生产线实际参加生产的人数
生产时间:实际完成数量使用的时间,最小单位小时,如7.5小时完成数量:当天实际完成该产品的数量工时:是生产人数X生产时间的积
阶段性数量:在该段时间完成产品数量
工时损耗原因:造成工时损耗的事件及过程,如转线、材料挑选当日工时合计:您所管辖范围的所有公式合计,公司应支付工资的工时总和。
损耗工时:当日工时合计减去生产产品所需工时
三、原件存档部门及保存期规定:原件由生产部保存,保存期为1年。
人数:工时损耗的总人数时间:出现工时损耗的时间工时(H):损耗的工时总数
应有:填写您管辖范围的所有人数请假:您所管辖范围请假人数
调出:因工作原因您管辖范围的人员暂时调出的人员。
生产日报表(范例A)
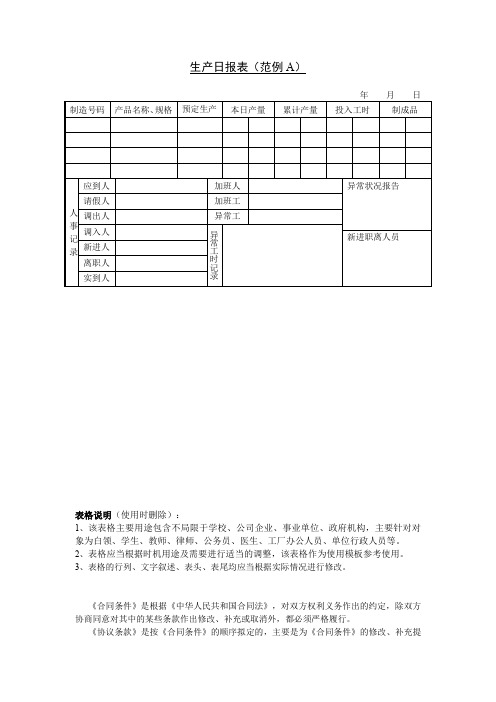
生产日报表(范例A)
表格说明(使用时删除):
1、该表格主要用途包含不局限于学校、公司企业、事业单位、政府机构,主要针对对象为白领、学生、教师、律师、公务员、医生、工厂办公人员、单位行政人员等。
2、表格应当根据时机用途及需要进行适当的调整,该表格作为使用模板参考使用。
3、表格的行列、文字叙述、表头、表尾均应当根据实际情况进行修改。
《合同条件》是根据《中华人民共和国合同法》,对双方权利义务作出的约定,除双方协商同意对其中的某些条款作出修改、补充或取消外,都必须严格履行。
《协议条款》是按《合同条件》的顺序拟定的,主要是为《合同条件》的修改、补充提
供一个协议的格式。
双方针对工实际情况,把对《合同条件》的修改、补充和对某些条款不予采用的一致意见按《协议条款》的格式形成协议。
《合同条件》和《协议条款》是双方统一意愿的体现,成为合同文件的组成部分。
生产日报表填写教程(完善)
生产日报表填写教程(完善)生产日报表的规范填写一、报表填写的时间生产日报表的填写工作在每日凌晨开始,主要由夜班电气人员负责统计,在早7点统计计算完毕。
二、日报表包含的内容生产日报表包括机组发电量报表、#1机组主要参数报表、#2机组主要参数报表、输煤系统日报表、脱硫系统日报表、化学系统日报表等18份分项报表(分项报表在本教程中不做讲解)三、图解填写报表顺序1.在接班后输煤值班人员会向值长报送输煤接班情况,在这个简易报表中我们要注意的是库存煤量、耗煤量、来煤量这三个数据,并做一记录。
2.值长电脑桌面有一《十一月分配煤表》文件,此文件为输煤系统每次上煤的详细记录,在夜班接班后会由输煤人员发至值长电脑,注意此文件不要进行任何的修改。
3.打开此文件后,我们需要记录的是#1机24小时上煤量及#2机24小时上煤量这两个数据,并核对上方数据是否完成,否者应通知输煤人员及时更新,并核对煤量合计数据是否与先前报送的耗煤量数据一致。
(我厂机组正常运行工况耗煤量在每日5000吨左右)此数据为“电子皮带秤”记录数据。
4.接班后化验人员会对制水数据进行统计填报【制水报表】并发给值长处5.打开【制水数据】记录水塔补水量、中水总量、自来水量、生产自来水量、白庄单日水量、热网补水量、除盐水制水量、除盐水补水量并核对日期是否正常。
6.打开桌面“常用文件----月末报经营部报表”打开文件后会有小指标统计、机组6KV电量统计、厂用电量统计三个报表,我们要依次对他们填写。
7.打开电气小指标报表,通过继保工程师站提取的机组分段发电量的数据,对上一个班的发电量、高厂变电量、励磁变电量进行计算,计算完毕后填入下方图片的红色横线处,其他数据不要进行修改8.从继保工程师站内提取6KV四个高压段各开关的电量,并进行记录后填写至6KV电量统计报表9.将当日继保工程师站提取的数据填写至红色横线区域,注意名称的对应,填写完毕后注意检查蓝色横线区域内的自动运算数据是否正常,否则进行检查。
生产计划单、生产日报表

生产计划单
序 订单号 号 1 2 3 4 5 6 7 8 9 10 11 12 制表 审核 核准 产品名称 产品规格 订单数量 生产部门 生产耗材及用量 生产时间 开始 结束间负责人→生产副总。 注 2、一式三联,一联由生产计划员留存(跟踪生产时使用),一联由生产车间留存(生产时使用),一联由仓储留存(物料管理时使用)。
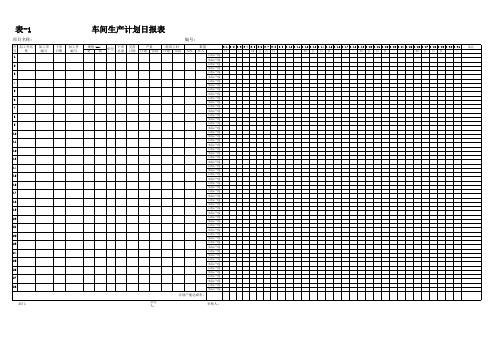
表1--车间生产计划日报表
备注
1
目标产能
实际产能
2
目标产能
实际产能
3
目标产能
实际产能
4
目标产能
实际产能
5
目标产能
实际产能
6
目标产能
实际产能
7
目标产能
实际产能
8
目标产能
实际产能
9目标产能 实际产能 Nhomakorabea10
目标产能 实际产能
11
目标产能 实际产能
12
目标产能 实际产能
13
目标产能 实际产能
14
目标产能 实际产能
15
目标产能 实际产能
表-1
车间生产计划日报表
项目名称:
编号:
序 加工件名 加工单 下单 加工件
号称
编号 日期 编号
规格(mm) 宽高
单位
下单 总量
交货 日期
产量 计划 实际
耗用工时 计划 实际
入库
数量 未入
3/1 3/2 3/3 3/4 3/5 3/6 3/7 3/8 3/9 3/10 3/11 3/12 3/13 3/14 3/15 3/16 3/17 3/18 3/19 3/20 3/21 3/22 3/23 3/24 3/25 3/26 3/27 3/28 3/29 3/30 3/31 日一二三四五六日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二
16
目标产能 实际产能
17
目标产能 实际产能
18
目标产能 实际产能
19
目标产能 实际产能
20
目标产能 实际产能
21
目标产能 实际产能
CASE 制程检验日报表(组装拉钉线)
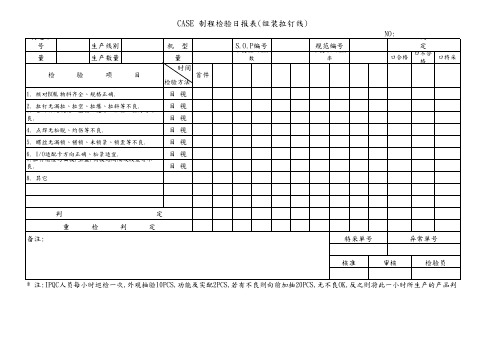
机检验型数 量 时间 首件
检验方法
目视 目视 目视 目视 目视 目视 目视
S.O.P编号
不良数/缺点 数
规范编号
不良率/缺点 率
8. 其它
NO:
口合格
判
定
口不合 格
口特采
判
定
重
检
判
定
备注:
特采单号
异常单号
核准
审核
检验员
* 注:IPQC人员每小时巡检一次,外观抽验10PCS,功能及实配2PCS,若有不良则向前加抽20PCS,无不良OK,反之则将此一小时所生产的产品判
CASE 制程检验日报表(组装拉钉线)
制造单 制号单数
量
检
生产线别 生产数量
验
项Leabharlann 目1. 核对BOM,物料齐全、规格正确.
23.. 拉各钉 部无件漏无拉氧、化拉、空 生、 锈拉 、爆 变、 形拉 、斜 压等 伤不 、良 脏.污等不 良.
4. 点焊无松脱、灼伤等不良.
5. 螺丝无漏锁、错锁、未锁紧、锁歪等不良.