酸再生工艺设备培训(X)资料
酸再生教案资料

T
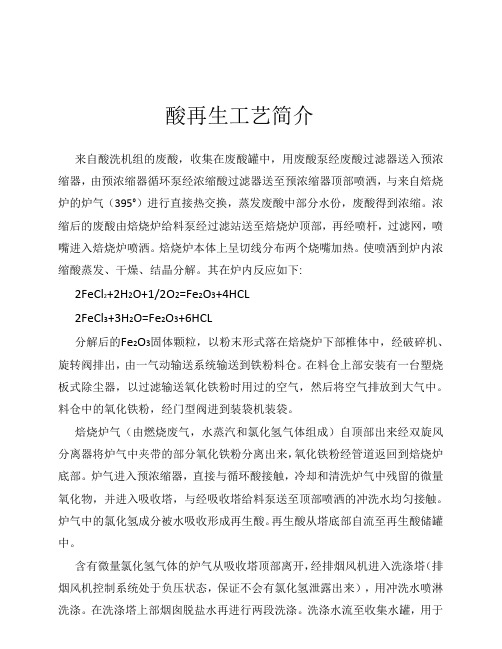
废酸 80gFe/l 3gSiO2/l 来自酸洗线
M
絮凝剂2 搅拌器
T
换热器
混合罐 材料:FRP或PP 容积:约2m³ 冷却水
沉淀罐 材料:FRP或钢衬胶 容积:约120m³ 直径:约7m 高度:约8m
T
LIC
处理后废酸 80gFe/l 0.1gSiO2/l
压滤机单元 材料:钢衬胶 压滤板:PP 尺寸:22㎡
压缩空气 compressed air 加热器 Heater 混合箱 mixing tank
絮凝剂储罐 Storage tank 沉淀池 Sedimentation tank
絮凝剂准备罐 Preparation tank
废酸 Waste acid
水
处理酸罐1、2、3 Treated acid tank1、2、3
酸再生机组的概述
为满足VAMA一期产量150万吨,二期产量200(230)万吨的生产要求。本机组按第一期 7.5m3/h的酸处理能力进行设计,并预留第二期位置。本机组包含废酸净化和酸再生二大工序。其 主要特点是: In order to fulfil the 1.5MTPA for VAMA in phase 1,2.0(2.3)MTPA total in phase 2.This plant is designed for one plant of 7.5m3/h.and reserved the area for phase 2 extension. The plant is include the Wapur and the ARP.the main feature is listed below: ●能处理碳钢冷轧酸洗线所产生的废酸, 完全回收并再次使用; It can deal with the waste acid from the pickling line,and can regenerate it for using; ●采取的是喷雾焙烧工艺(该工艺由上个世纪50年代由Ruthner发明,现在由 Andritz研发部门做了很多改进); It takes the Spray Roast Process instead of the Flat Bed Process;
酸再生工艺简介
酸再生工艺简介来自酸洗机组的废酸,收集在废酸罐中,用废酸泵经废酸过滤器送入预浓缩器,由预浓缩器循环泵经浓缩酸过滤器送至预浓缩器顶部喷洒,与来自焙烧炉的炉气(395°)进行直接热交换,蒸发废酸中部分水份,废酸得到浓缩。
浓缩后的废酸由焙烧炉给料泵经过滤站送至焙烧炉顶部,再经喷杆,过滤网,喷嘴进入焙烧炉喷洒。
焙烧炉本体上呈切线分布两个烧嘴加热。
使喷洒到炉内浓缩酸蒸发、干燥、结晶分解。
其在炉内反应如下:2FeCl2+2H2O+1/2O2=Fe2O3+4HCL2FeCl3+3H2O=Fe2O3+6HCL分解后的Fe2O3固体颗粒,以粉末形式落在焙烧炉下部椎体中,经破碎机、旋转阀排出,由一气动输送系统输送到铁粉料仓。
在料仓上部安装有一台塑烧板式除尘器,以过滤输送氧化铁粉时用过的空气,然后将空气排放到大气中。
料仓中的氧化铁粉,经门型阀进到装袋机装袋。
焙烧炉气(由燃烧废气,水蒸汽和氯化氢气体组成)自顶部出来经双旋风分离器将炉气中夹带的部分氧化铁粉分离出来,氧化铁粉经管道返回到焙烧炉底部。
炉气进入预浓缩器,直接与循环酸接触,冷却和清洗炉气中残留的微量氧化物,并进入吸收塔,与经吸收塔给料泵送至顶部喷洒的冲洗水均匀接触。
炉气中的氯化氢成分被水吸收形成再生酸。
再生酸从塔底部自流至再生酸储罐中。
含有微量氯化氢气体的炉气从吸收塔顶部离开,经排烟风机进入洗涤塔(排烟风机控制系统处于负压状态,保证不会有氯化氢泄露出来),用冲洗水喷淋洗涤。
在洗涤塔上部烟囱脱盐水再进行两段洗涤。
洗涤水流至收集水罐,用于吸收塔喷洒,使含酸清洗水全部回收。
废气达标排放。
工艺流程简图:酸洗车间冲洗水酸洗车间废酸↓↓冲洗水罐废酸罐(100m³*1个)(100m³*2个)经冲洗水过滤器经废酸过滤器↓浓缩酸铁粉焙烧炉铁粉仓高温含酸炉气装袋外卖含酸炉气再生酸吸收塔再生酸罐酸洗车间(50m³*4个)炉气洗涤塔净化后炉气排放。
酸再生工艺

1.2基本原理
1.在废酸中投入废钢,使废酸中的游离HCl和废钢片进行充分的反应,减少废酸
中的游离酸。 Fe+2HCl → FeCl2+H2↑ Fe2O3+6HCl → 2FeCl3+3H2O
2.通过加入氨水,提高废酸的PH值,使一部分Fe2+形成Fe(OH)2,通过曝气
形成Fe(OH)3絮凝体,达到吸附废酸中的硅,通过沉淀池沉淀、压滤机过滤将 废酸中的硅从废酸中去除。
2NH3+2H2O+ FeCl2→ Fe(OH)2+2NH4Cl 2 Fe(OH)2+1/2O2 +H2O → 2Fe(OH)3 FeCl3+ 3NH3+3H2O → Fe(OH)3+3NH4Cl
1.3盐酸脱硅工艺流程
废钢片
石墨 冷却 器
冷循 却环 水水
浸溶塔
过滤器
蒸汽
石墨
加热
冷凝水
器
废酸
压缩空气
净环水出口温度 ≤45℃
氨水储罐
设备数量:1座
设备功能:用于储存浓度为20~25%的氨水,供脱硅
系统使用。布置在独立的房间内。
结构形式:立式圆柱体(包括顶盖,必要的管嘴、法
兰、人孔等)、普碳钢材质。
主要参数:
容积
…………… 80m3
罐体高度
……………5m
罐体直径
……………5m
中和反应槽
设备数量:1台
过滤面积
……………2m2
过滤精度
……………1000µm
过滤能力
……………18 m3/hr
介质温度
……………85℃
主要材质:
壳体…………………………………………………… PPH
滤筒…………………………………………………… PPH
酸站技能培训资料

酸站技能培训资料一、酸站工艺流程简述:循环、分配工序1〕酸浴在纺丝凝结反响后回流至酸浴U形管,在真空的作用下进入脱气罐。
经脱气罐去除H2S、CS2气体后的酸浴落入酸浴混合槽。
浓硫酸、硫酸锌均参与酸浴混合槽中,混合后的酸浴靠重力流入酸浴底槽。
进入底槽的酸浴经过酸浴离心泵送入酸浴过滤器,经过滤后的酸浴进入加热器,一局部酸浴直接进入酸浴高位槽,一局部酸浴进入闪蒸系统。
混合槽的用途主要是接纳各个工序流入的相反介质的混合物。
酸浴组成中硫酸、硫酸锌的分配参与就在混合槽中完成。
下面几个工序将有相反介质流入混合槽:来自结晶系统的67℅稀硫酸,并经过控制阀门、调理流量。
2〕来自浓硫酸高位槽的98℅的浓硫酸,经过阀门流量计来计量控制、调理流量。
3〕来自硫酸锌计量槽的硫酸锌,经过控制阀门、流量计来计量调理流量,助剂经过人工调理停止补加。
4〕来自脱气系统、高位槽溢流、闪蒸系统、结晶系统的酸浴流入。
闪蒸工序工艺表达:在闪蒸工序装置有5套消费才干为20T/h的闪蒸装置来满足消费需求。
闪蒸系统是一个多级蒸发装置,下面以一套装置为例说明。
酸浴从高位槽进酸总管〔丝束过滤器后〕供应蒸发器V10,管路中装置有流量计以显示酸浴的流量。
在系统中V10的气体的释放是真空主导起作用的,V10、V9中的气体混合进入混合冷凝器MK2后被冷凝。
由于真空度的差异,酸浴从V10至V11,V11中被蒸发的水蒸气进入混合冷凝器MK1后被冷凝,V11的酸浴温度被降至40℃。
酸浴在V11真空形状下完成蒸发、脱气这一进程。
酸浴从V11经过循环泵UP逆流进入预加热系统,流量计装置在循环泵出口管路中以显示循环量。
酸浴延续的从预加热器A8—A1—H〔加热器〕进入蒸发器V1中。
酸浴在预加热器〔A8----A1〕中加热的蒸气是来自相对应蒸发器中发生的二次蒸汽。
酸浴在加热器中经过四个加热进程,耗用的蒸汽是来自蒸汽站,焙烧VDK二次汽用于酸浴预加热器A0的加热〔也可以运用新颖蒸汽〕。
酸再生工艺简介

酸再生工艺简介来自酸洗机组的废酸,收集在废酸罐中,用废酸泵经废酸过滤器送入预浓缩器,由预浓缩器循环泵经浓缩酸过滤器送至预浓缩器顶部喷洒,与来自焙烧炉的炉气(395°)进行直接热交换,蒸发废酸中部分水份,废酸得到浓缩。
浓缩后的废酸由焙烧炉给料泵经过滤站送至焙烧炉顶部,再经喷杆,过滤网,喷嘴进入焙烧炉喷洒。
焙烧炉本体上呈切线分布两个烧嘴加热。
使喷洒到炉内浓缩酸蒸发、干燥、结晶分解。
其在炉内反应如下:2FeCl2+2H2O+1/2O2=Fe2O3+4HCL2FeCl3+3H2O=Fe2O3+6HCL分解后的Fe2O3固体颗粒,以粉末形式落在焙烧炉下部椎体中,经破碎机、旋转阀排出,由一气动输送系统输送到铁粉料仓。
在料仓上部安装有一台塑烧板式除尘器,以过滤输送氧化铁粉时用过的空气,然后将空气排放到大气中。
料仓中的氧化铁粉,经门型阀进到装袋机装袋。
焙烧炉气(由燃烧废气,水蒸汽和氯化氢气体组成)自顶部出来经双旋风分离器将炉气中夹带的部分氧化铁粉分离出来,氧化铁粉经管道返回到焙烧炉底部。
炉气进入预浓缩器,直接与循环酸接触,冷却和清洗炉气中残留的微量氧化物,并进入吸收塔,与经吸收塔给料泵送至顶部喷洒的冲洗水均匀接触。
炉气中的氯化氢成分被水吸收形成再生酸。
再生酸从塔底部自流至再生酸储罐中。
含有微量氯化氢气体的炉气从吸收塔顶部离开,经排烟风机进入洗涤塔(排烟风机控制系统处于负压状态,保证不会有氯化氢泄露出来),用冲洗水喷淋洗涤。
在洗涤塔上部烟囱脱盐水再进行两段洗涤。
洗涤水流至收集水罐,用于吸收塔喷洒,使含酸清洗水全部回收。
废气达标排放。
工艺流程简图:酸洗车间冲洗水酸洗车间废酸↓↓冲洗水罐废酸罐(100m³*1个)(100m³*2个)经冲洗水过滤器经废酸过滤器↓浓缩酸铁粉焙烧炉铁粉仓高温含酸炉气装袋外卖含酸炉气再生酸吸收塔再生酸罐酸洗车间(50m³*4个)炉气洗涤塔净化后炉气排放韩非子名言名句大全,韩非子寓言故事,不需要的朋友可以下载后编辑删除!!1、千里之堤,毁于蚁穴。
酸洗工学习资料
酸洗工学习资料1、问答题简要介绍酸轧活套校零步骤。
正确答案:A.现场确定活套小车实际位置(工作侧活套墙壁上有对应限位的具体数值,要操作人员点动开到活套摆臂打开或关闭位置)。
B.让操作人员卸掉张力。
(江南博哥)C.在ZERolNGVA1.UE5)中,输入活套小车实际位置值。
D点击活套、ZEROING,双击EXE。
E.通知工艺建张,低速运行,开到活套的Fl动校零位,来回运行几次。
2、问答题酸再生压滤机不动作的处理方法。
正确答案:A.MCC室检查M4331抽屉是否跳电。
B.压源机现场操作箱上面的急停按钮是否复位。
C光栅镜片上是否有泥巴等,光栅指示灯是否为绿灯,光栅是否正常。
D.现场设备动作过程中,对应动作到位的传感器指示灯是否亮。
E.现场控制柜内空气开关是否跳电,P1.C及模块是否正常。
3、填空题酸轧MlCA程序中,如果要对程序中的WP1.I55/14位强制为(),则要在对应的程序中的AND里强制,把&HFFFF改成&HFFFD。
正确答案:04、填空题在酸再生焙烧炉炉温控制中,主要是由O来决定烧嘴的煤气流量。
正确答案:炉顶温度5、多选以下对入口三辑纠偏表述正确的有()°A.用于将带钢在进入Nol张力辑前保持对中B.纠偏较直径为51OnImC.纠偏能力为±100Inm【).纠偏精度为±5mm正确答案:A,B,C,D6、多选以下对张力较表述正确的有。
A.直径为100OiiunB.长度为2000nunC.表面为合成橡胶铺盖D∙减速机为飞溅润滑正确答案:B,C,D7、填空题通过循环罐也可产生Oe正确答案:级联8、单选闪光后期,活动机架加速前进,使带钢送进进度O实际闪光速度。
A.大于B.小于C.等于正确答案:C9、单选当氧化铁O中含量较多时,酸洗速度较快。
A. Fe203B. Fe304C. FeO正确答案:C10、单选漂洗段预漂洗单元的HC1.浓度约为Og∕1.oA.90~110B.100-120Cno~130D. 120-140正确答案:B11、多选添加缓蚀剂的目的OOA.保护裸露的金属不被腐蚀B.阻止氢气往钢中扩散C.在酸溶液面上形成一层泡沫,以阻止氢气的逸出D∙改善工作条件,保护环境正确答案:A,B,C,D12、填空题\。
酸再生操作规程资料讲解

酸再生操作规程酸再生操作规程1.主要技术参数1.1机组能力:处理废酸量6m3/h1.2废酸:来自酸洗机组总铁量:120g/L总HCL:200g/L(游离和化合)1.3再生酸:HCL浓度190~200g/L铁含量≤5g/L产量约5880L/h1.4氧化铁粉:Fe2O3≥98.5%FeO ≤0.4%SiO2≤0.02%CL-≤0.01%H2O ≤0.1%原生粒度≤1.0 m产量约985kg/h(废酸含铁120g/L)1.5炉顶负压:-250Pa1.6炉顶温度:395℃1.7预浓缩器后炉气温度:≤95℃1.8新盐酸性能及盐酸酸洗原液的配制1.8.1新盐酸性能新盐酸(工业合成盐酸GB320-93)无色或浅黄色透明液体,用于配制酸洗机组用盐酸酸洗原液,其性能指标如下表:用于盐酸酸洗的新盐酸,严格限制氟含量,氢氟酸最大允许量为5PPm 。
1.8.2盐酸酸洗原液的配制当新盐酸浓度N=31%,即每吨新酸含HCL 310公斤,H 2O 690公斤。
每吨新盐酸浓度31%,可稀释20%酸洗原液重量: Kg 155020311000=⨯ 每吨新盐酸配制20%酸洗原液稀释耗水量:1550-310=1240Kg式中:31为新盐酸浓度31%20为酸洗原液浓度20%举例:按上述公式计算,配制15500公斤浓度20%的酸洗原液,需要10吨浓度31%新盐酸,耗水12400公斤。
2.工艺过程叙述来自酸洗机组的废酸,收集在废酸罐中,用废酸泵经废酸过滤器送入预浓缩器(流量用气动调节阀自动控制)。
废酸通过预浓缩器循环泵经浓缩酸过滤器送至预浓缩器顶部进行喷洒,与来自焙烧炉的炉气(395℃)进行直接热交换,将废酸中的部分水份(约25~30%)蒸发掉,废酸得到浓缩。
浓缩后的废酸由焙烧炉给料泵经废酸过滤站送至焙烧炉顶部,再经喷杆、过滤网、喷嘴进入焙烧炉进行喷洒。
焙烧炉设有3杆喷枪,每杆喷枪上各装有5个喷嘴,喷枪可自动插入焙烧炉内部。
焙烧炉本体是个钢壳,内衬有耐火耐酸砖,在本体上呈切线均布3个烧嘴加热(600~650℃),使喷洒到炉内浓缩酸蒸发、干燥、结晶分解,其在焙烧炉内反应如下:2FeCl2+2H2O+1/2O2=Fe2O3+4HCL 2FeCl3+3H2O=Fe2O3+6HCL分解后的Fe2O3固体颗粒,以粉末形式落在焙烧炉下部锥体中,经破碎机、旋转阀排放出去,旋转阀可以使焙烧炉内部气体同外部气体隔离开,破碎机用来破碎从焙烧炉壁落下的团块。
酸再生设备工艺说明

酸再生设备工艺说明(总30页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--废酸再生工厂设备的情况说明1、焙烧炉(Spray Roaster)-图号 32250工作原理:焙烧炉由燃气加热到600~700℃之间。
被浓缩的废酸经炉顶的喷嘴雾化喷洒成微小液滴,浓缩酸中的氯化铁颗粒在燃烧的气体中被焙烧成游离氯化气和氧化铁。
物理结构:焙烧炉为立式圆柱形焊接结构。
混凝土基础酸液注入口烟气出口来自旋风分离机的铁粉主燃烧室2、旋风除尘分离机(Dust Cyclone)-图号 32170工作原理:双旋风除尘分离机用於分离焙烧炉烟气中带出的氧化铁粉颗粒。
被分离出的氧化铁粉颗粒通过旋转阀及插入焙烧炉中的斜管再进入焙烧炉下部。
物理结构:分离器由两个锥形体构成,用耐磨钢制成。
3、氧化铁粉装置(Oxide Air Blaster)-图号 33340在氧化铁粉储槽的出口处安装有此装置,系利用瞬间喷出爆炸的压缩空气直接吹进下方锥形部位,避免大量铁粉造成阻塞。
铁粉排放口气爆枪混凝土基础铁粉过滤器4、酸再生储槽过滤装置(Storage Tanks Filter for ARP)-图号 22210;22211本过滤装置是用于分离废酸中的固体物质,过滤器内衬胶并装有滤芯。
预浓缩酸过滤器废酸液过滤器5、除氯装置(Chloride Reduction)-图号 33110为了减少氧化铁粉中的氯化物含量在螺旋输送机上装有小型燃烧器,将含有HCl 的气体通过热螺旋输送机经过除尘分离器输回反应炉中。
6、洗涤塔液滴分离设备(Scrubber Drop Separator)-图号 32561洗涤塔是用冲洗水直接射入含有粉尘颗粒的烟气中。
然後冲洗水和烟气在文丘里管端加速雾化,藉以分离出水和铁粉颗粒。
连续不断流出的烟气和水由分离机分离,向下流的水由下方的喷嘴排放,烟气则分离後由上方排出。
7、酸再生储槽泵(Storage Tanks Pump for ARP)-图号<1>酸洗酸泵:用於将废酸罐中的废酸送入纯化工厂的除硅装置设计:离心泵由AC马达驱动、2900转/分<2>冲洗水泵:用於提供吸收塔、预浓缩器、再生酸罐冲洗水以便配置酸溶液设计:离心泵由AC马达驱动、2900转/分<3>再生酸泵:用於向酸洗生产线输送再生酸设计:离心泵由AC马达驱动、2950转/分<4>新酸泵:用於将新酸从槽车卸至新酸罐设计:离心泵由AC马达驱动、2900转/分<5>废酸泵:用於向预浓缩器输送废酸设计:离心泵由AC马达驱动、2900转/分8、预浓缩塔(Preconcentrator)-图号 32280工作原理:来自焙烧炉的热气从预浓缩器上部进入之後,与预浓缩器盖上的4个喷嘴喷洒的废酸直接进行热交换,将废酸浓缩至70~80%。
酸再生
200() 200(所需浓盐酸体积)
按以上规律,如由水得到385L200g/l的混合酸, 可以用185体积的再生酸和200体积的浓盐酸混合得到。
#
• 2、贮酸区操作步骤
打开再生酸段机械密封水加压泵 打开新酸泵、冲洗水泵密封水阀 并调节流量
打开和关闭相应阀门
向冲洗水罐泵水
打开冲洗水泵
#
• 然后启动新酸罐的同时,暂时通 过再生酸罐上的阀门调节新酸量, 通过阀门和流量显示器控制冲洗 水量。随后观察液位显示器在再 生酸罐内配制酸洗用酸。按同样 顺序在另一再生酸罐内配制酸洗 用酸。
三、主要设备简介
• 1、焙烧炉:焙烧炉为立式圆柱型钢结构,内
衬耐火耐酸砖,外面保温,燃烧室成切线布置, 烧嘴燃烧废气在烧嘴相同平面喷入炉中。喷嘴 将浓缩酸从焙烧炉顶部喷入。液化气体,其中 的氯化铁颗粒下降与燃烧废气逆流接触至焙烧 炉下段,被氧化成氧化铁粉。焙烧废气从焙烧 炉顶排除,其含有HCl气体,水蒸气,燃烧废 气和残余气。
#
• 3、准备过程 • 启动前检查酸贮存区和再生装置所有 阀门位置(工业水、应用水)
• (1)打开仪表控制电压 • (2)打开交流电机控制电压 • • 装置的启动可手动或控制室完成,联锁 参考计算机操作规程。
#
• 4、再生装置的启动
• 注意: • 装置首次启动时,不要使用不含铁的 冲洗水,因为废气风机部件材质为钛, 此材质不耐不含铁的HCl。
酸再生
2009.07.08
主要内容
• • • • • • • • 一、历史 二、工艺简介 三、主要设备简介 四、操作 五、装置停工 六、焙烧炉水操作 七、浓酸过滤器的清洗 八、操作时装置检查
#
一 、历史
• 废盐酸再生装置采用的是喷雾焙烧 法也叫鲁斯纳法,是鞍钢集团八十 年代从奥地利引进的技术,经多次 小范围修改后,更适应了我国的情 况直到今天。
酸再生操作规程资料讲解

酸再生操作规程资料讲解一、操作准备在进行酸再生操作之前,首先需要对所用设备进行检查和维护,确保其正常运行。
同时,需要根据再生酸性废液的性质和浓度,准备好所需的再生剂和辅助材料。
操作人员应穿戴好相关的个人防护装备,并做好紧急救援准备工作。
二、操作步骤1.开启废液再生设备操作人员应按照设备操作手册的要求,逐步开启再生设备中的各个部分,确保设备正常工作。
这其中包括加热系统、搅拌系统、过滤系统等。
在开启设备的同时,要充分通风,防止有害气体积聚。
2.酸性废液投加将待再生的酸性废液缓慢投加入设备中,同时根据废液的性质和浓度,适量投加再生剂。
注意,投加速度要控制在设定范围内,避免废液和再生剂过快混合,产生剧烈的反应。
3.搅拌混合开启设备中的搅拌系统,确保废液和再生剂均匀混合。
搅拌过程中要注意设备的转速和搅拌时间,以保证混合效果。
4.调节温度和pH值根据废液的特性,需对温度和pH值进行调节。
通常情况下,废液再生操作过程中要保持一定的温度和pH值范围,以保证再生效果。
温度调节可以通过增加或减少加热功率来实现,而pH值调节则需要使用酸碱中和剂。
5.过滤固液分离在完成废液再生反应后,需要对反应液进行过滤固液分离。
通常会使用过滤设备,将反应液中的固体物质分离出来。
根据废液再生的要求,可以选择不同精度的过滤器。
6.处理固体物质对通过过滤得到的固体物质进行处理,通常是干燥或烧结,以进行后续的处置或利用。
要注意固体物质中是否含有有毒有害成分,需采取相应的防护措施。
7.再生酸液处理对过滤后的再生酸液进行后续处理,主要是去除其中的悬浮固体和不溶物。
可以使用离心分离、过滤等方法进行处理,以获得满足再生要求的酸液。
8.质量检验和调整针对再生后的酸液,要进行质量检验,了解其浓度和成分是否满足要求。
如果需要调整酸液的浓度和成分,可根据检测结果进行相应的调整。
9.清洗设备在完成全部操作后,需要对设备进行清洗。
清洗过程中要彻底排除废液和再生剂的残留物,以避免对后续再生操作的影响。
酸站技能培训资料(全)

酸站培训资料一、酸站工艺流程简述:循环、调配工序1)酸浴在纺丝凝固反应后回流至酸浴U形管,在真空的作用下进入脱气罐。
经脱气罐去除H2S、CS2气体后的酸浴落入酸浴混合槽。
浓硫酸、硫酸锌均加入酸浴混合槽中,混合后的酸浴靠重力流入酸浴底槽。
进入底槽的酸浴通过酸浴离心泵送入酸浴过滤器,经过滤后的酸浴进入加热器,一部分酸浴直接进入酸浴高位槽,一部分酸浴进入闪蒸系统。
混合槽的用途主要是接收各个工序流入的相同介质的混合物。
酸浴组成中硫酸、硫酸锌的调配加入就在混合槽中完成。
下面几个工序将有相同介质流入混合槽:来自结晶系统的67℅稀硫酸,并通过控制阀门、调节流量。
2)来自浓硫酸高位槽的98℅的浓硫酸,通过阀门流量计来计量控制、调节流量。
3)来自硫酸锌计量槽的硫酸锌,通过控制阀门、流量计来计量调节流量,助剂通过人工调节进行补加。
4)来自脱气系统、高位槽溢流、闪蒸系统、结晶系统的酸浴流入。
闪蒸工序工艺叙述:在闪蒸工序安装有5套生产能力为20T/h的闪蒸装置来满足生产需要。
闪蒸系统是一个多级蒸发装置,下面以一套装置为例说明。
酸浴从高位槽进酸总管(丝束过滤器后)供给蒸发器V10,管路中安装有流量计以显示酸浴的流量。
在系统中V10的气体的释放是真空主导起作用的,V10、V9中的气体混合进入混合冷凝器MK2后被冷凝。
由于真空度的差异,酸浴从V10至V11,V11中被蒸发的水蒸气进入混合冷凝器MK1后被冷凝,V11的酸浴温度被降至40℃。
酸浴在V11真空状态下完成蒸发、脱气这一过程。
酸浴从V11通过循环泵UP逆流进入预加热系统,流量计安装在循环泵出口管路中以显示循环量。
酸浴连续的从预加热器A8—A1—H(加热器)进入蒸发器V1中。
酸浴在预加热器(A8----A1)中加热的蒸气是来自相对应蒸发器中产生的二次蒸汽。
酸浴在加热器中经过四个加热过程,耗用的蒸汽是来自蒸汽站,焙烧VDK二次汽用于酸浴预加热器A0的加热(也可以使用新鲜蒸汽)。
酸再生操作规程资料讲解
酸再生操作规程酸再生操作规程1.主要技术参数1.1机组能力:处理废酸量6m3/h1.2废酸:来自酸洗机组总铁量:120g/L总HCL:200g/L(游离和化合)1.3再生酸:HCL浓度190~200g/L铁含量≤5g/L产量约5880L/h1.4氧化铁粉:Fe2O3≥98.5%FeO ≤0.4%SiO2≤0.02%CL-≤0.01%H2O ≤0.1%原生粒度≤1.0 m产量约985kg/h(废酸含铁120g/L)1.5炉顶负压:-250Pa1.6炉顶温度:395℃1.7预浓缩器后炉气温度:≤95℃1.8新盐酸性能及盐酸酸洗原液的配制1.8.1新盐酸性能新盐酸(工业合成盐酸GB320-93)无色或浅黄色透明液体,用于配制酸洗机组用盐酸酸洗原液,其性能指标如下表:用于盐酸酸洗的新盐酸,严格限制氟含量,氢氟酸最大允许量为5PPm 。
1.8.2盐酸酸洗原液的配制当新盐酸浓度N=31%,即每吨新酸含HCL 310公斤,H 2O 690公斤。
每吨新盐酸浓度31%,可稀释20%酸洗原液重量: Kg 155020311000=⨯ 每吨新盐酸配制20%酸洗原液稀释耗水量:1550-310=1240Kg式中:31为新盐酸浓度31%20为酸洗原液浓度20%举例:按上述公式计算,配制15500公斤浓度20%的酸洗原液,需要10吨浓度31%新盐酸,耗水12400公斤。
2.工艺过程叙述来自酸洗机组的废酸,收集在废酸罐中,用废酸泵经废酸过滤器送入预浓缩器(流量用气动调节阀自动控制)。
废酸通过预浓缩器循环泵经浓缩酸过滤器送至预浓缩器顶部进行喷洒,与来自焙烧炉的炉气(395℃)进行直接热交换,将废酸中的部分水份(约25~30%)蒸发掉,废酸得到浓缩。
浓缩后的废酸由焙烧炉给料泵经废酸过滤站送至焙烧炉顶部,再经喷杆、过滤网、喷嘴进入焙烧炉进行喷洒。
焙烧炉设有3杆喷枪,每杆喷枪上各装有5个喷嘴,喷枪可自动插入焙烧炉内部。
焙烧炉本体是个钢壳,内衬有耐火耐酸砖,在本体上呈切线均布3个烧嘴加热(600~650℃),使喷洒到炉内浓缩酸蒸发、干燥、结晶分解,其在焙烧炉内反应如下:2FeCl2+2H2O+1/2O2=Fe2O3+4HCL 2FeCl3+3H2O=Fe2O3+6HCL分解后的Fe2O3固体颗粒,以粉末形式落在焙烧炉下部锥体中,经破碎机、旋转阀排放出去,旋转阀可以使焙烧炉内部气体同外部气体隔离开,破碎机用来破碎从焙烧炉壁落下的团块。
酸再生教案课件
第一讲 酸再生基本理论
主讲:甘绍君 2013.3
目录
list
酸再生技术概述 盐酸废液形成及性质 酸再生机组工作原理 预脱硅工艺 废酸净化工艺 酸再生工艺 酸再生新技术介绍 思考题
酸再生技术概述
在现代冶金工业中,从热轧厂运送来的热轧带钢卷,是在高温下进行轧制 和卷取的,带钢表面在该条件下生成的氧化铁皮覆盖在带钢表面上。在冷轧厂 中,热轧带钢在冷轧前必须进行酸洗,其目的是为了清除粘附在带钢表面的氧 化层,为后续加工做好准备。除去氧化铁皮的工作通常由酸洗机组来完成,目 前大部分工厂使用的酸洗液通常是盐酸。 在酸洗过程中,每吨钢需消耗35-45kg的盐酸,这些酸不能随便进行排放 。为防止对环境照成恶劣的影响,因此须对废酸进行再生处理,一方面可以循 环利用盐酸,另一方面减少对环境的破坏。 20世纪30年代,德国的鲁奇(Lurgi)公司提出了鲁奇法(即流化床法) 回收盐酸。1959年奥地利ANDRITZ公司首创了Ruthner法盐酸再生工艺,即 喷雾焙烧工艺。酸再生机组根据客户的要求不同,配置也有所不一样,一般分 预脱硅、脱硅和酸再生三部分。 随着国内对环境保护和资源利用重视程度有了明显提高,人们对冶金工业酸 洗废液资源化处理的研究也越来越深入,目前国内大部分冷轧钢厂都配备了废 酸再生机组,其中ANDRITZ公司的Ruthner法盐酸再生工艺在国内应用的较为 广泛。
●所生产出的副产品氧化铁粉具有高附加值,主要用于磁性材料领域;
It can produce the high quality oxide powder which is used for magnetic materials; ●采用特殊的废气处理方法,使得机组的各项环境指标均能达到一流标准。 It takes a special way to reduce the fume ,all the environment KPI can reach the EURO standard;
酸再生教案
(Waste Acid PURification)
0.02g/l
4.5m3/h
ARP 1
7.5m3/h
ARP 2
OR 7.5m3/h
盐酸再生的工作原理可用下面的方程式#43;H2O
此方程式从左向右的反应为酸洗过程,从右向左的过程则是再生 过程,因此也可以说再生过程就是酸洗过程的逆反应。
废酸净化工艺(WAPUR)
废酸冷却
从浸溶塔上部溢流出的废酸温度约80-85℃,经过石墨换热器冷却到45℃。废酸冷却的 目的主要有两个:一是废酸的温度高,在其后的氧化过程中生成的沉淀小,不易沉积下来; 二是温度高使氨水的挥发量增大,增加氨水的消耗量。冷却水回路上配置有电导率值测量计 ,用于监控液体是否泄露。
酸再生工艺(ARP)
焙烧 经过预浓缩的废酸液由焙烧炉供料泵以一定的流量送到焙烧炉。 焙烧炉通过燃气加热到约700℃左右,炉顶的喷嘴将废酸液雾化成细微的液滴,从炉顶 喷洒下来与高温炉气接触,废酸中FeCl2被高温焙烧而发生化学反应分解为Fe2O3颗粒和HCl 气体。 燃烧后的烟气通过炉顶部管道排出,气体的成份主要是HCl、水蒸气的混合气体,气体 排出,气体的成份主要是HCl、水蒸气的混合气体,气体排出温度约为400℃。 废酸液在焙烧炉内发生如下主要化学反应: FeCl2+2H2O+1/2O2=Fe2O3+4HCl 2FeCl3+3H2O=Fe2O3+6HCl 反应产物固体颗粒(Fe2O3)以粉末的形式落在焙烧炉下部锥形中,并通过一个旋转阀 排放。旋转阀有密封作用,可以保证焙烧炉内部的气体同外部气体隔离开来。在旋转阀的上 部设计安装了破碎机,用来破碎可能产生的Fe2O3结块。 双旋风除尘 焙烧炉燃烧产生的气体包括燃烧废气、水蒸气和氯化氢(HCl)气体,同时燃烧气体中 含有大量粉尘(如Fe2O3),气体从焙烧炉的顶部管道离开焙烧炉后经过双旋风分离器,在 旋风分离器处由于离心力的作用,气体中所含的Fe2O3粉尘将部分被分离出来,旋风分离器 的效率约为50-60%,即通过双旋风分离器有50%-60%的氧化铁粉分离出来,分离出的 Fe2O3将通过双旋风分离器的旋转阀回送到焙烧炉中。 燃气中粉尘含量与工艺设计和控制有密切关系,当炉温升高,或者空燃比增大,都将增 大燃气的粉尘量,增加后续设备的负担。
盐酸再生设备
盐酸再生设备1、酸储罐设备应符合下列规定:(1)酸储罐宜采用碳钢衬胶或玻璃钢材质;(2)碳钢衬胶酸储罐宜采用加热硫化橡胶衬里,胶板宜采用2层,每层厚度不宜小于3mm;(3)碳钢衬胶材质的废酸罐和再生酸罐宜在储罐内底及侧壁砌筑耐酸砖,砌层厚度不宜小于65mm;(4)玻璃钢储罐的防腐抗渗内层厚度应大于或等于4mm。
2、焙烧炉炉壳材质宜采用碳钢,内衬材料应满足下列要求:(1)焙烧炉的炉身、炉腰部位宜采用“系列1”的耐酸耐火砖,下锥部位宜采用“系列2”的耐酸耐火砖;(2)耐酸耐火砖、耐酸火泥、轻质浇注料的特性应符合表5.2.2-1~5.2.2-3的要求。
表5.2.2-1 耐酸耐火砖性能指标表5.2.2-2 耐酸火泥性能指标表5.2.2-3 轻质浇注料性能指标(3)燃烧室宜采用刚玉质捣打料、高铝轻质隔热砖、黏土轻质隔热砖,材料特性应符合表5.2.2-4~5.2.2-6的要求。
表5.2.2-4 刚玉质捣打料性能指标表5.2.2-5 高铝轻质隔热砖性能指标表5.2.2-6 黏土轻质隔热砖性能指标(4)炉底出料口区域、烧嘴与炉身连接部位、双旋风铁粉返回管与炉身连接部位、焙烧炉检修门四周等部位应采用耐酸浇注料。
材料特性应符合表5.2.2-7的要求。
表5.2.2-7 耐酸浇注料性能指标3、预浓缩器设备应符合下列规定:(1)预浓缩器外壳宜采用碳钢衬胶材质,喉口以上部位宜采用水玻璃胶泥内衬耐酸耐温砖,喉口以下衬砖部位宜采用呋喃胶泥内衬耐酸砖;(2)预浓缩器喷管材质宜采用铌或钛合金;(3)预浓缩器喉口部位的材料应具有耐高温、耐酸、耐剧烈冲刷的特性。
4、吸收塔、洗涤器、液滴分离器、烟囱设备及填料应符合下列规定:(1)吸收塔可采用钢衬胶、玻璃钢、PPH(改良性聚丙烯)等材质;(2)液滴分离器、洗涤器、烟囱设备可采用玻璃钢、PPH材质;(3)吸收塔、洗涤器内的填料宜选用规整填料、鲍尔环填料,其材质宜为PPH、PVDF(聚偏氟乙烯)。
酸 再 生 操 作 规 程x

酸再生操作规程工作要点:做好本岗位生产前准备工作,严格按操作步骤开机、停机,按时完成设备运行过程中的检查、记录、清洗和检验工作,监控各项工艺参数。
正确使用保护工具:防酸手套、防热手套、防毒面具、防尘面罩、CO检测仪、螺丝刀、扳手、手电筒、榔头、防护眼镜、护目镜、。
操作顺序:一.再生设备启动准备1.与机械方联系,确认机组的机械部分正常。
2.与电气方联系,确认电气、仪表设备正常。
3.操作人员监视和操作控制台,监视各个设备的状态、参数变化情况。
4.打开压缩空气供气主阀门,检查压缩空气压力是否≥0.4 Mpa,否则不能启动酸再生系统设备。
5.打开压缩空气到氧化铁粉料仓反吹及塑烧板除尘系统的连接阀。
6.检查各流量设定值。
7.检查各温度设定值。
8.检查各液位设定值。
9.检查各压力设定值。
10.检查氧化铁粉仓料位。
11.检查氮气、煤气、漂洗水的供应情况。
若煤气压力< 12Kpa,尤其检查煤气管路,关闭放散阀。
12.检查生活水、工业水、脱盐水的供应,若压力< 0.4 Mpa,不能启动设备。
13.启动前注满应急水罐关闭入口及排放阀,打开出口阀。
14.关闭文丘里分离器排放阀。
15.检查漂洗水、酸及其他水管路,关闭所有排放阀。
16.在监视器屏幕上,必须有控制阀的阀位显示,若没有,不能启动设备。
注意事项:1.正确启动和关闭泵及阀门;泵启动前必须到现场检查管道,阀门是否正常;2.泵启动后必须待运行平稳后方可离开,如果不正常要及时处理,故障消除后再启动;泵停止运行后立即将泵内的液体排空;3.焙烧炉在酸操作过程中突然停止,且在10分钟内不能恢复时,充满浓缩废酸的管道和过滤器必须排空清洗;当文丘里循环泵不能运行时,文丘里分离器及其循环泵排空稀释;4.焙烧炉酸操作时,必须保持相应的吸收塔喷洒补充水的供应;5.在再生系统运行期间要始终保持应急水罐注满水;6.按时按要求巡检(每2小时一次)二.将脱盐水或漂洗水输送到再生系统,启动循环系统1.打开洗涤塔供液手动阀,手动打开控制阀,流量打到最大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焙烧炉内气体由水蒸气、HF、HNO3气体及燃烧废气组成,从焙烧炉顶部 离开进入到预浓缩器和气液分离器部分,在预浓缩器中,循环酸液与废气热 交换得以浓缩,同时洗涤气体中残留的氧化物固体颗粒,冷却和分离粉尘后 的气体进入到吸收塔。在吸收塔中,气体中HF、HNO3被吸收形成再生酸。 含有燃烧废气和微量HF、HNO3的气体从吸收塔顶部离开依次进入喷淋洗涤 塔、冷却塔和氧化塔中,废气中的微量HF、HNO3气体进一步被吸收,,这 部分含酸水回用至吸收塔内,输送到再生酸罐;
塔体 :PPH材质 填料:PVDF
功能 吸收HF、HNO3气体 ,生成再生酸
进一步吸收废气中HF、HNO3气体
对废气进行冷却 吸收废气中的微量HNO3气体,主要反应
: 3 NO2 + H2O→2 HNO3 + NO NO + ½ O2→NO2
2.主要设备
DeNOx处理装置规格与功能
主体
名称 壳体 催化器
酸再生工艺设备培训
主讲人:贺君良 2016-6
1
主要内容
1 工艺流程 2 主要设备 3 工艺参数 4 运行指标 55 故障分析
1
1. 工艺流程
废混酸再生循环利用工艺流程
不锈钢原料酸洗
再生酸
废混酸
焙 烧 炉
天然气
再酸洗涤回收
不锈钢成品酸洗
再生酸
达标排放 NOx处理
氧化铁粉
不锈钢冶炼
功能:通过焙烧、吸收工艺将废混酸生成可以重新利用的混酸,同时产生铁粉。
NO2→NO+1/2O2
2.主要设备
文丘里预浓缩规格与功能
名称
规格 直径:800mm 高度:4800mm
数量
文丘里 材质:上部壳体不锈钢 3套
预浓缩器
/PVDF/陶瓷
下部壳体PVDF
喷嘴、管道PVDF
文丘里预浓缩功能
高温烟气与酸液热交换得以冷却 循环酸液蒸发得以浓缩 洗涤气体中残留的氧化物固体颗粒
1. 工艺流程
废混酸再生工艺流程
管道输出 汽车拉运
预沉淀
废混酸储罐
文丘里 预浓缩器
吸收塔 (一级)
喷淋塔 (二级)
焙烧炉
天然气
冷却塔 (三级)
氧化铁粉 收集装置
废气风机
氧化塔 (四级)
再生酸储 罐
管道输送 汽车拉运
冷却水
冷却水
尿素
氮氧化物 处理装置
废气
天然气
2. 工艺流程
一、氧化铁粉的产生
废酸通过泵输入浓缩器分离器,在预浓缩器内的废酸与焙烧炉产生的热 气体直接进行热交换酸液蒸发而进行浓缩。浓缩后的废酸通过泵供入焙烧炉 内,喷入焙烧炉内的酸液在高温条件下发生反应,产生固体颗粒的氧化铁, 落到焙烧炉底部通过部的旋转阀排出,由风机输送到氧化铁料仓。
范围 30-70g/L 10-30g/L 60-220g/L 50-210g/L 10-60g/L ≦0.5g/L 20-65℃
温度
<60℃
备注
3. 工艺参数
焙烧炉分解区温度 :上部550 ℃、 中部700 ℃
焙烧炉顶烟气温度: 290-295 ℃ 焙烧炉烟气负压: -0.8- -0.1kpa 氧化物管道负压: -0.45- -0.65kPa 除尘布袋差压: 1.6kPa-2.2kPa 酸枪压力: 460kPa—500kPa 文丘里后烟气温度: 90 ℃ 氮氧化物炉反应区温度 400-450 ℃
2.主要设备
循环塔体
名称 吸收塔 洗涤塔 冷却塔
氧化塔
规格 直径:2000mm, 高度12000mm 塔体 :PPH材质 +FRP/衬PVDF 填料:PVDF 直径:800-2000mm,高度:10500mm 塔体 :PPH材质 填料:PVDF 直径:1600mm,高度:8500mm 塔体 :PPH材质 直径:2600mm,高度:17000mm
三、废气处理
经氧化塔吸收后的废气进入氮氧化物处理炉去除NOx气体,达到排放标 准后从烟囱排向大气。
2.主要设备
混酸再生整套装置系统由四部分组成,主体设 备是酸再生本体。 酸再生本体:焙烧炉、文丘里预浓缩器、吸收塔、 洗涤塔、冷却塔和氧化塔等主要处理装置,以及过 滤器、酸泵、排气风机等。 酸储罐系统:废酸储罐、再生酸罐、酸泵等设备。 氧化铁粉站:氧化铁粉仓、除尘器、输送风机等设 备。 氮氧化物处理系统,尿素制备、储备装置和氮氧化 物炉。
2.主要设备
焙烧炉
主体
名称
壳体 抓耙机
规格
进口高镍板(1.4876) +316L 高12米 直径8米
标准316L和碳钢
燃烧 装置
助燃风机 烧嘴设备
碳钢
最大1,980 kW 可耐温度 1000 – 1200 °C
焙烧炉功能
废酸在炉内喷雾焙烧,生成烟气和氧化铁粉
焙烧炉内部反应
蒸发反应
H2O(l)→H2O(g) HNO3(l)→HNO3 (g) HF(l)→HF(g) 分解反应 2FeF3+3 H2O→Fe2O3+6HF 2HNO3→NO2+NO+O2+ H2O
3、工艺参数
正常液位 低报警液位 低低报警液位
电流/A 压力/KPa
预浓缩器 70% 30% 25%
预浓缩器泵 63±2
280±40
表1 酸再生循环塔液位
吸收塔
洗涤塔
60%
50%
30%
30%
10%
10%
冷却塔 40% 10% 6%
表2 酸再生机组循环泵运行技术参数
吸收塔泵
洗涤塔泵
26±1
28±1
380±10
3. 技术参数
1、废混酸成份含量及温度
名称 HF(总计) HF(游离) HNO3(总计) HNO3(游离) Metal(铁、镍、铬)
So42-
平均 50g/L 25g/L 130g/L 125g/L 35g/L
温度
50℃
2、再生混酸成份含量及温度
名称
平均含量
HF
50g/L
HNO3 Metal
100g/L <3g/L
规格
标准316L,12,300 mm 以TiO2为载体,以V2O5为活
性成分
燃烧 装置
助燃风机 烧嘴设备
碳钢
DeNOx处理装置功能 去除烟气中NOx气体,使其达到排放标准 后从排放烟囱中排向大气 脱氮装置主要反应:
NO+1/2O2→NO2 6NO2+8NH3→7N2+12H2O 4NO+4NH3+O2→4N2+6H2O
320±10
冷却塔泵 120±2 340±10
温度/℃ 压力/KPa
表3 酸再生焙烧炉运行技术参数
主烧嘴
中部
740±5
535±5
氧化物烧嘴 455±10
酸枪清洁水压
酸枪浓酸压力
焙烧炉气管道
430±30
480±20
-0.5
氧化塔 40% 30% 10&
氧化塔泵 50±2
340±10
头部温度 290±10 焙烧炉头部压力