触摸屏生产流程
触摸屏 touch-panel 简介及工艺流程
Capacitive Touch-Panel
章节
第1章:电容屏的应用/工作原理/分类 第2章:目前市面上的电容屏及Sensor结构 第3章:Sensor生产流程 第4章:Touch panel主要材料 第5章:设计规则 第6章:后段生产流程 第7章: Touch panel & MCU interface 第8章:目前Touch panel 开发状况 第9章: Touch panel开发过程需完善事项
Control, Gesture, Multi-touch High
Not needed High
Long Life More Functions User Friendly
1.4 How it works
1.5 电容触摸屏分类
表面电容式
由一个普通的ITO层和一个金属边框,当一根手指触摸屏幕时,从面板 中放出电荷。感应在触摸屏的四角完成,不需要复杂的ITO图案
2指方案
能在GPS等产品上推广
单指+手势 逐渐取代电阻式方案
1.3 Resistive TP VS Capacitive TP
Reliability-lifetime
Input
Stylus Functions Using
Finger Touch Cost
Calibration Resolution Advantage
第1章 电容屏的应用/工作原理/分类
1.1 触摸屏市场
高端市场—智能型触控手机、触控平板电脑 (如10指方案产品等)
中低端普及型市场—消费类电子市场, 车载市场,工控市场,家电市场…追求 更高的性价比 (如5指触控产品等)
1.2 电容式触摸屏的应用
10指方案
电阻式触摸屏 制备工艺流程

电阻式触摸屏制备工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!电阻式触摸屏的制备工艺流程详解电阻式触摸屏,作为早期广泛应用于手机、计算器等设备的触控技术,其制作过程精细且复杂。
触摸屏tp的工艺流程

触摸屏tp的工艺流程The touch screen TP (touch panel) manufacturing process involves several key steps, from design and material selection to production and testing. The process typically begins with the selection of the appropriate touch technology, such as resistive, capacitive, or infrared, based on the specific requirements of the application. Once the technology is chosen, the design and material selection phase begins, where the touch panel's layout, size, and materials are determined. This phase is crucial as it directly impacts the performance and functionality of the final product.After the design and material selection phase, the manufacturing process moves on to the production of the touch panel. This involves several key steps, including the deposition of conductive materials, the application of protective coatings, and the assembly of the touch panel components. Each step in the production process requires precision and attention to detail to ensure the quality andreliability of the final product. For example, the deposition of conductive materials must be done with precision to ensure proper touch sensitivity and accuracy.Following the production phase, the touch panel undergoes testing to ensure that it meets the required performance and quality standards. This typically involves a series of tests to evaluate the touch sensitivity, accuracy, durability, and overall performance of the touch panel. Any issues or defects identified during testing are addressed and corrected before the touch panel is deemed ready for use.In addition to the manufacturing process, the touch panel industry also places a strong emphasis on research and development to continually improve touch panel technology. This involves ongoing research into new materials, manufacturing techniques, and touch technologies to enhance the performance, functionality, and durability of touch panels. This commitment to innovation and improvement is essential to meet the evolving needs of the market and maintain a competitive edge in the industry.From a business perspective, the touch panel manufacturing process also involves considerations such as cost management, supply chain logistics, and quality control. These factors are crucial to ensuring the profitability and success of touch panel production. Effective cost management involves optimizing production processes, minimizing waste, and sourcing materials and components at competitive prices. Supply chain logistics play a key role in ensuring the timely delivery of materials and components to support production schedules. Quality control measures are essential to maintaining the high standards of touch panel performance and reliability.From a consumer perspective, the touch panel manufacturing process directly impacts the quality and performance of the devices that incorporate touch panels, such as smartphones, tablets, and other electronic devices. Consumers rely on touch panels to provide intuitive and responsive touch input, and the manufacturing process plays a critical role in delivering a positive user experience. A well-executed manufacturing process results in touch panelsthat are durable, accurate, and reliable, meeting the expectations and demands of consumers.In conclusion, the touch panel manufacturing process is a complex and multifaceted endeavor that involves design, material selection, production, testing, research and development, business considerations, and consumer expectations. Each step in the process is essential to delivering touch panels that meet the highest standards of quality, performance, and reliability. The ongoing commitment to innovation and improvement in touch panel technology ensures that the industry continues to evolve and meet the changing needs of the market and consumers.。
传统四线电阻式触摸屏结构与流程图

Cover lens 0.7钢化玻璃,康宁
OCA 3M8187 180微米 SiO2 厚度:约100nm ITO 厚度:100~300nm Base Glass :厚度:0.55mm ITO 厚度:100~300nm SiO2 厚度:约100nm
3.2:pixcir
1:结构图(1)
Sense glass
Base PET ITO镀膜层
1.2:ITO GLASS
注释:
1:ITO膜厚300nm左右,采 用CVD获PVD法镀膜,国内可生 产。
2:Base Glass薄板由康宁, 板哨子,旭哨子等厂商垄断,国 内无法生产,常见厚度0.55,0.7, 1.1mm等等,0.4mm不常见。
3:Glass按照强度分为普通玻 璃,化学强化,钢化玻璃等,还 有部分性能及其优越的产品,不 常见。
传统四线电阻式触摸屏结构及工艺流程
一:原材料及产品结构 二:生产工艺流程 三:电容式触摸屏结构
一:原材料及产品结构
1.1:ITO FILM
注释: 1:PET基材表面采
用磁控溅射镀膜,技术 要求高,生产厂商不多, 高品质膜基本为日系厂 商所垄断
2:ITO膜层厚度约 300nm,PET常见厚度 为0.175,0.180, 0.125mm.
End
谢谢观看! 2020
Cover lens OCA Base glass
ITO 厚度<300nm SiO2介质层 ITO厚度<300nm SiO2保护层
2:结构图(2)
Sense Glass (正面图)
注释: 1:一般采用0.55或0.7化学强
化玻璃,在此玻璃上做6层镀膜处理。
2:跌落过程中,该玻璃易碎, 触摸屏失效。
生产手机触摸屏的工作流程

生产手机触摸屏的工作流程The production process of phone touch screens is a complex and intricate workflow that involves various stages and specialized equipment. 手机触摸屏的生产流程是一个复杂而精密的工作流程,涉及到各个阶段和专业设备。
From the initial design and research phase to the actual manufacturing and quality control, every step plays a crucial role in ensuring the final product meets the high standards demanded by consumers. 从最初的设计和研究阶段到实际的生产制造和质量控制,每个步骤在确保最终产品符合消费者要求的高标准上都扮演着至关重要的角色。
Let's delve into the various aspects of the production workflow to gain a better understanding of the intricate process involved in creating phone touch screens. 让我们深入了解生产工作流程的各个方面,以便更好地理解制造手机触摸屏所涉及的复杂过程。
The first stage in the production process of phone touch screens is the design and research phase. 手机触摸屏生产过程中的第一个阶段是设计和研究阶段。
This is where engineers and designers work together to conceptualize and create the initial blueprints and prototypes for the touch screens. 这是工程师和设计师共同努力来构想和创建触摸屏的初始蓝图和原型的阶段。
最新传统四线电阻式触摸屏结构及流程
Cover lens OCA Base glass
ITO 厚度<300nm SiO2介质层 ITO厚度<300nm SiO2保护层
2:结构图(2)
Sense Glass (正面图)
注释: 1:一般采用0.55或0.7化学强
化玻璃,在此玻璃上做6层镀膜处理。
2:跌落过程中,该玻璃易碎, 触摸屏失效。
End
此课件下载可自行编辑修改,仅供参考! 感谢您的支持,我们努力做得更好!谢谢
粘合胶层(采用印刷工
艺印刷,厚度约20微米)
绝缘层(采用印刷工艺,
厚度约12微米)
四线电阻式产品结构示意图(2)
ITO FILM
FILM银电极
上层绝缘,粘 合胶(省略)
粘合胶层 绝缘层 银电极 隔点
ITO GLASS FPC
四线电阻式产品结构示意图(3)
中间为 空气
侧面图
二:生产工艺流程
2.1:印刷车间(前段)流程
传统四线电阻式触摸屏结构及流 程
1.2:ITO GLASS
注释:
1:ITO膜厚300nm左右,采 用CVD获PVD法镀膜,国内可生 产。
2:Base Glass薄板由康宁, 板哨子,旭哨子等厂商垄断,国 内无法生产,常见厚度0.55,0.7, 1.1mm等等,0.4mm不常见。
3:Glass按照强度分为普通玻 璃,化学强化,钢化玻璃等,还 有部分性能及其优越的产品,不 常见。
Base Glass (白玻璃)
ITO 膜层
1.3:电阻式触摸屏结构分解
FILM 面
GLASS面
银电极
1.3:电阻式触摸屏结构分解
隔点印刷绝缘后绝源自油墨层印刷隔离点后1.3:电阻式触摸屏结构分解
触摸屏TP技术讲解

3.3 FPC
1.FPC 一般指柔性线路板,是以聚酰亚胺或聚酯薄膜为基材制成的一种具有高 度可靠性,绝佳的可挠性印刷电路板 ,具有配线密度高、重量轻、厚度薄的特点!。 产品结构(见右图): a、铜箔基板:基本分成电解铜与压延铜两种. 厚度上常见的为1oz 1/2oz 和 1/3 oz! b、基板胶片:常见的厚度有1mil与1/2mil两种 c、覆盖膜保护胶片:表面绝缘用. 常见的厚度有1mil与1/2mil. 注:同类型的压延铜弯折性都强过电解铜。 生产工艺: 表面处理:沉金,此金并非纯金,而是镍金, 沉金后的产品在抗氧化性能上有显著的提升!
2.2、电容式触摸屏: 与电阻式触摸屏不同,电容式触摸屏是利
用人体的电流感应进行工作的。
电容式触摸屏的感应屏是一块四层复合玻 璃屏,玻璃屏的内表面和夹层各涂有一层 导电层,最外层是一薄层矽土玻璃保护层。 当我们用手指触摸在感应屏上的时候,人 体的电场让手指和和触摸屏表面形成一个 耦合电容,对于高频电流来说,电容是直 接导体,于是手指从接触点吸走一个很小 的电流。这个电流分从触摸屏的四角上的 电极中流出,并且流经这四个电极的电流 与手指到四角的距离成正比,控制器通过 对这四个电流比例的精确计算,得出触摸 点的位置。
2.4、表面声波触摸屏
红外线触摸屏原理很简单,只是 在显示器上加上光点距架框,无需 在屏幕表面加上涂层或接驳控制器。 光点距架框的四边排列了红外线发 射管及接收管,在屏幕表面形成一 个红外线网。用户以手指触摸屏幕 某一点,便会挡住经过该位置的横 竖两条红外线,计算机便可即时算 出触摸点位置。因为红外触摸屏不 受电流、电压和静电干扰,所以适 宜某些恶劣的环境条件。其主要优 点是价格低廉、安装方便、不需要 卡或其它任何控制器,可以用在各 档次的计算机上。不过,由于只是 在普通屏幕增加了框架,在使用过 程中架框四周的红外线发射管及接 收管很摸屏原理很简单,只是在显 示器上加上光点距架框,无需在屏幕表 面加上涂层或接驳控制器。光点距架框 的四边排列了红外线发射管及接收管, 在屏幕表面形成一个红外线网。用户以 手指触摸屏幕某一点,便会挡住经过该 位置的横竖两条红外线,计算机便可即 时算出触摸点位置。因为红外触摸屏不 受电流、电压和静电干扰,所以适宜某 些恶劣的环境条件。其主要优点是价格 低廉、安装方便、不需要卡或其它任何 控制器,可以用在各档次的计算机上。 不过,由于只是在普通屏幕增加了框架, 在使用过程中架框四周的红外线发射管 及接收管很容易损坏。
生产手机触摸屏的工作流程

生产手机触摸屏的工作流程第一步,原材料准备生产手机触摸屏的第一步是原材料的准备。
触摸屏的主要材料是玻璃和导电膜,玻璃通常是用特制的玻璃原料,经过特殊的处理,使其具有一定的硬度和透明度,而导电膜则是一层薄膜,具有导电性能。
这些原材料都需要经过严格的筛选和检测,确保其质量符合生产要求。
第二步,玻璃加工在玻璃加工环节,首先是将玻璃原料进行切割和打磨,将原材料切割成手机触摸屏的大小,并进行表面的抛光处理,以保证触摸屏的平整度和透明度。
接下来是对玻璃进行化学处理,使其具有一定的硬度和抗刮性能。
这一步是非常关键的,因为触摸屏的硬度和抗刮性能直接关系到手机的使用寿命和外观。
第三步,导电膜涂覆导电膜是触摸屏的重要组成部分,它可以使触摸屏实现电容触控功能。
在导电膜涂覆环节,首先需要将导电膜涂覆在玻璃表面上,然后进行干燥和固化处理,使导电膜与玻璃表面紧密结合,并具有良好的导电性能。
导电膜的涂覆和固化工艺是非常复杂的,需要严格控制涂料的涂布厚度和固化时间,以确保触摸屏的灵敏度和稳定性。
第四步,图案印刷在图案印刷环节,需要将触摸屏上的图案和标识印刷在玻璃表面上,通常采用丝网印刷或喷墨印刷技术。
印刷的图案和标识需要具有一定的耐磨性和耐腐蚀性,以保证触摸屏的外观和使用寿命。
第五步,热压处理在热压处理环节,需要将导电膜和玻璃进行热压处理,使其形成一体化的结构。
热压处理可以提高导电膜与玻璃的结合强度,并保证触摸屏的稳定性和耐久性。
同时,热压处理也可以消除导电膜和玻璃之间的气泡,使触摸屏的表面更加平整和透明。
第六步,检验和包装在检验环节,需要对生产好的触摸屏进行严格的检查和测试,包括外观检查、功能测试和耐久性测试等。
只有经过严格的检验合格后,触摸屏才能进入包装环节。
在包装环节,需要将触摸屏进行包装,并贴上防静电标识,以确保其在运输和使用过程中不受静电影响。
以上就是生产手机触摸屏的主要工作流程,整个生产过程需要经过多道工序和严格的检验,以确保触摸屏的质量和稳定性。
电容式触摸屏的结构设计及工艺流程资料
电容式触摸屏的结构设计及工艺流程资料
一、电容式触摸屏结构设计
1、电容式触摸屏是由IC和显示屏组成的一种外设,外壳由PVC材料注塑成形,内部电路板由FR-4材料制作。
2、电容式触摸屏保护层由ABS材料注塑制作,具有良好的硬度和防火性能。
3、内部电路板材料是FR-4,具有良好的耐弯曲性和抗化性能。
4、电容式触摸屏使用的IC芯片类型为FT3207,具有较高的速度、灵敏度和电压较低的特性,芯片的热性能更佳。
5、电容式触摸屏上的触摸圆点制作采用硅胶铠装,较好的抗干扰性能和更精细的动态响应。
6、电容式触摸屏的显示屏类型为TFT-LCD,具有较高的分辨率,可以满足复杂的图形显示需求。
二、电容式触摸屏的工艺流程
1、抛光:用蒸汽抛光机将外壳表面抛光处理,抛光后的表面能够达到效果要求。
2、热处理:将PVC外壳经过热处理,改变几何尺寸,使其能够符合加工要求。
3、喷涂:将外壳表面用喷涂机涂上防水涂料,以增强其防水性能。
4、注塑:将PVC外壳、ABS保护层通过模具注塑成型,以符合产品图纸要求。
5、振动处理:将完成的外壳经过振动处理,以消除漏胶等缺陷。
6、拉伸处理:将完成的外壳经过拉伸处理,以增强材料的抗拉性能。
触摸屏工艺制程和设备.PPT
ITO
基板
激光器
激光刻蚀
黄光制程——光阻涂布机
黄黄光光制制程————PR涂涂布机 机
I T O片材
匀胶轮
涂胶轮 支撑轮
激激光光制制程————激激光光蚀刻刻 机机
基板
激光刻蚀
sensor制程——FilmITO组合机
三、组合制程设备
一、全贴合的前景和趋势
1、无论传统GG、GF还是 OGS、i n C e l l 、OnCEll 不可或缺!
二、Sensor/OGS前段制程设备
二)、ITO Sensor常见工艺制程
黄光制程
工
艺 激光制程
精 度
丝印制程
混合制程
金属
金属面ITO 非金属面ITO
单层制程 GF2 GG2 OGS P+G G+F
电
OnCell
InCell
极
分
G1F
布 双层制程 G2G G2F(GFF)
黄光 制程
三)、Sensor制程对比
2、显示模组高精度对位和 精确压力、缺陷控制的迫切需 求 3、产品高透过率、显示性能 相对于框胶贴合不可逆的趋势
sensor制程——OCA贴片机
后段全贴合设备——OCA真空贴合机
后后段段全全贴合合设设——水水胶胶贴贴合机
备备——
机
LOCA自动组合机
TP
LCM
水胶
成品
尺寸(SIZE):3.5-15.7‘ (见附表) 长宽比:4:3、16:9,非标特殊 长宽尺寸公差:在± 0.1mm以内 垂直度:0.05mm/250mm E、具有极好的装饰效果,色卡、金属光泽、遮盖度OD值;如土豪金 F、表面硬度高,莫氏硬达8H,耐磨耐划伤; G、抗污染、手印,亲水性,水滴角110-120°
电容触摸屏工艺流程简介
•
目前我司常用的是纳钙玻璃,价格相对低,但是强度相对差,一般材质为旭硝子,铝硅玻璃相比强度更高,但是价格高,一 般材质为康宁。
名词解释:
• • • 6.方阻:d为膜厚,I为电流,L1为膜厚在电流方向上的长度,L2为膜层在垂直电流方向的长度,ρ为导电膜的体电阻率。ρ和d可以认为是不变的定值, 当L1=L2时,为正方形的膜层,无论方块大小如何,其电阻率为定值ρ/ d,这就是方阻的定义,即R□= ρ/ d; 在我们的工作中,对上面的公式进行转化: R( 线阻)=R□*L2/L1
• 即翘曲的高度与翘起边 的长度之比
其中要求如下: 1.不允许有S形翘曲
h
L
曝光
上光阻
金属蚀刻-双面结构
金属 ITO 光阻 Mask
基板
上光阻
曝光
去光阻
蚀刻
显影
金属面ITO蚀刻-双面结构
基板
上光阻
曝光
去光阻蚀刻显影源自非金属面ITO蚀刻-双面结构
基板
上光阻
曝光
去光阻
蚀刻
显影
镀SIO2/OC
镀 SiO2(O C)
不镀 SiO2(OC)
印刷可剥胶
切割
功能测试
后段流程介绍
ITO
绝缘材料 金属或ITO
黄光SITO 结构工艺流程图(金属架桥)
单层镀ITO
ITO蚀刻单面结构
黄光厂工序
金属蚀刻单面结构
镀SIO2/OC
印刷可剥胶 (可选)
成品
贴合
绑定
切割
2.黄光DITO结构触摸屏制程
介绍:DITO是Double ITO的简称。即两面 线路做法。 XY轴分别布于玻璃上下两层 X PATTERN和Y PATTERN分别在玻璃的两 面,实现触摸屏发射极和感应极的作用。
TP触摸屏原理及制作流程

F SIO2 PATTERN F ITO PATTERN
钢化基板 R ITO PATTERN MOALMO PATTERN R SIO2 PATTERN
PATTERN OC
双面结构ITO 玻璃 钢化玻璃F面镀ITO → R面镀ITO → F ITO PATTERN曝光 → R ITO保护胶 → F ITO刻蚀 → 双面剥离 → R ITO PATTERN 曝光→ F ITO保护胶 → R ITO刻蚀→双面剥离→R面MOALMO镀膜 → MOALMO PATTERN曝光 → MOALMO刻蚀POSI剥离 → R面镀SIO2 → F面镀SIO2 → R面 PATTERN OC → FQC检查 → 双面覆盖 PET保护膜→出货
TCP30000B1
ITO Panel 图案简介
ITO Panel 图案简介
叠层结构
如上图, 1、相对单层ITO,因要求线电阻为24±5千欧, 故 叠层处ITO的宽度及厚度必须严格符合标准。 一般要求宽度为0.03mm;厚度为150A。 2、叠层处:要求当触摸时,两层ITO均发生电流 变化,但又不互相影响,故必须要求绝缘性佳。
答:… …
电容式触摸屏制作流程
电容式触摸屏结构
AF
CG
BM
OCA
OCA
Protect layer
Metal trace
ITO2
POC ITO1
Raw glass
Rear side ITO OCA
LCD
BM FPC ACF
Photo/Etch
BONDI NG
LAMINATION
CG MACHINING
电子击伤:ITO层在镀 膜时被击伤,外观检查 时呈一条黑线
双面SiO2镀膜品质缺陷
触摸屏生产工艺及其流程
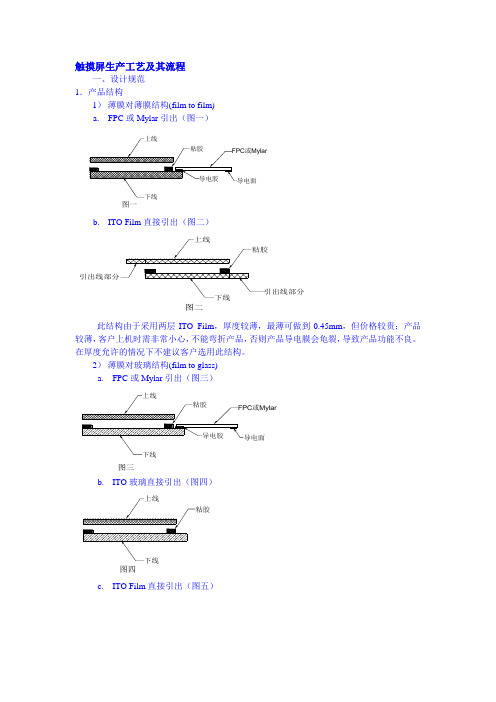
触摸屏生产工艺及其流程一、设计规范1.产品结构1)薄膜对薄膜结构(film to film)a.FPC或Mylar引出(图一)或Mylar图一b.ITO Film直接引出(图二)图二此结构由于采用两层ITO Film,厚度较薄,最薄可做到0.45mm,但价格较贵;产品较薄,客户上机时需非常小心,不能弯折产品,否则产品导电膜会龟裂,导致产品功能不良。
在厚度允许的情况下不建议客户选用此结构。
2)薄膜对玻璃结构(film to glass)a.FPC或Mylar引出(图三)或Mylar图三b.ITO玻璃直接引出(图四)c.ITO Film直接引出(图五)图五此结构成本低,工艺成熟,透明度高,引出线可随意选择,厚度可调整。
b、c两类型采用点胶形式比压合形式好,因上线材料较厚,采用压合时效果不太好;而压头大小也要合适,如果比实际压合面积大会压坏材料。
3)薄膜对薄膜含承托板结构(film to film+PC or glass )或Mylar此结构成本高,结构多,透明度低,OCA与Film贴合时良率低,此结构不建议客户使用。
引出线可采用Mylar或FPC。
或Mylar图七线路部分设计原则1)常用术语a. 外形尺寸(Out dimension):产品的外形面积b. 可视区(View dimension):透明区,装机后可看到的区域。
此区域不能出现不透明的走线及键片等c. 驱动面积(Active dimension):实际可操作的区域。
………………驱动面积比可视面积小………………d. 键片(Spacer):用于粘合上、下线路的双面胶。
e. 承托板:粘于下线背面,起支撑产品的作用。
由于材料增多,产品透明度有所降低f. 敏感区:驱动面积与键片内框的距离。
由于存在键片高度落差,当使用不当,很容易在此区域造成ITO膜断裂导致产品功能不良。
在产品设计上必须考虑周详。
此区域虽小,但不容忽视。
g. 蚀刻:把多余的ITO用酸腐蚀掉。
威纶触摸屏程序制作步骤

威纶触摸屏程序制作步骤
1.需求分析:首先需要明确所需的功能和需求,包括屏幕尺寸、操作
系统、应用场景等。
根据需求,确定程序的基本框架和流程。
2.界面设计:根据需求和功能,设计用户界面。
考虑用户友好性和操
作逻辑,确定各个界面的布局、按钮和其他控件的位置和样式。
3. 编写代码:根据界面设计,开始编写程序代码。
使用威纶触摸屏
的开发工具和语言,如C++或Java等,结合其提供的API和SDK,实现各
个界面和功能的交互和逻辑。
4.调试与测试:编写完成后,进行程序的调试和测试。
通过模拟用户
操作,测试程序的稳定性和功能是否符合要求。
修复程序中的错误和问题,确保程序能够正常运行。
5. 优化和改进:根据测试结果和用户反馈,进行程序的优化和改进。
提高程序的性能和稳定性,优化用户体验,增加新功能和修复bug。
6.发布和部署:完成程序的开发和测试后,进行程序的发布和部署。
根据具体的部署环境,将程序安装到威纶触摸屏设备上,并进行必要的配
置和调整。
7.维护和更新:程序发布后,需要进行维护和更新。
定期检查和修复
程序中的错误和问题,处理用户反馈和需求变更,保持程序的正常运行和
最新功能的提供。
总结起来,威纶触摸屏程序的制作步骤包括需求分析、界面设计、编
写代码、调试与测试、优化和改进、发布和部署以及维护和更新。
这些步
骤相互依赖,需要进行反复迭代和调整,以确保最终程序能够满足用户的需求和期望。
触摸屏贴合工艺流程资料
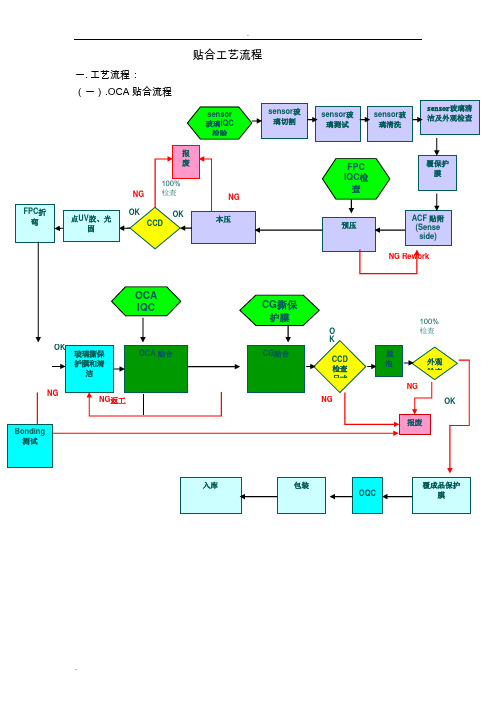
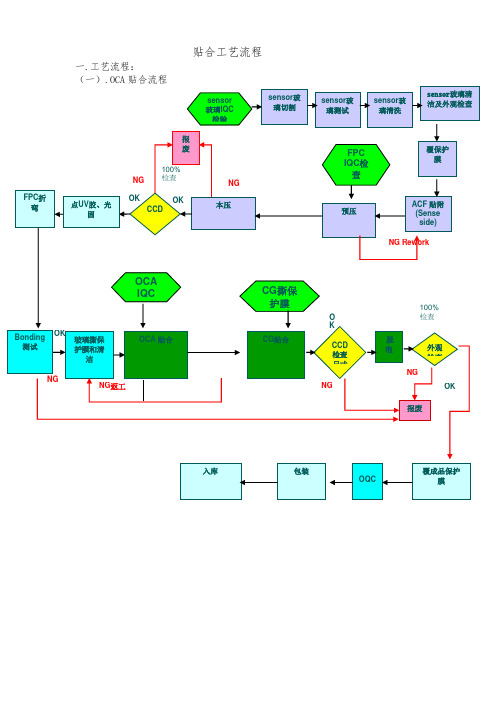
贴合工艺流程一.工艺流程:(一).OCA贴合流程(二)OCR贴合流程二.主要设备及作业方式:(一).切割、裂片:主要工艺过程:1. 将大块sensor 玻璃切割成小 panel 的制程 ,有镭射切割和刀轮切割两种方式,目前一般采用刀轮切割即可。
2. 有厂家研制出在大片上贴小保护膜的设备,可防止切割过程中产生的碎屑污染sensor 表面。
有厂家直接切割,然后将小片sensor 进行清洗。
3. 裂片有设备裂片和人工裂片两种方式,一般7inch 以下大部分厂家采用人工裂片方式,切割时在大片玻璃下垫一张纸,切割完成后,将纸抽出,到旁边的作业台上进行人工裂片。
裂片时先横向裂成条,在逐条裂成片。
(二).研磨清洗:1. 将裂成的小片周边进行研磨,现小尺寸一般厂家都不做研磨。
2. 清洗:采用纯水超声波清洗后烘干。
3.外观检查、贴保护膜清洗后的小片,进行全数外观检查,有无擦划伤、裂痕、污染等,良品贴保护膜。
3. ACF 贴附:大板小片5.FPC 压合(bonding )目的:让 touch sensor 与 IC 驱动功能连接。
註注: FPCa : 加上一个 “a ” 代表已焊上 IC , R & C 等component , “a ”为 為assembly 的意思.为加强FPC 强度及防止水汽渗入,有工艺在FPC bonding 后在FPC 周围涂布少量的UV 胶,经紫外灯照射后固化。
现在一般厂家已不再采用此工艺。
连接系统板 端的金手指FPCa bonding padI电容FPCaUV带状输送机FPC seal将UV Resin 涂布于FPC 周围及Glass edge UV cure固化涂布于FPC 及Glass edge 处的胶處6.贴合:将FPC bonding 后的Sensor 与cover glass 贴合在一起,依据所用胶材的不同,目前有两种贴合方式,一种是OCA 贴合,一种是OCR 贴合。
触摸屏生产工艺及其流程
触摸屏生产工艺及其流程一、设计规范1.产品结构1)薄膜对薄膜结构(film to film)a.FPC或Mylar引出(图一)或Mylar图一b.ITO Film直接引出(图二)图二此结构由于采用两层ITO Film,厚度较薄,最薄可做到0.45mm,但价格较贵;产品较薄,客户上机时需非常小心,不能弯折产品,否则产品导电膜会龟裂,导致产品功能不良。
在厚度允许的情况下不建议客户选用此结构。
2)薄膜对玻璃结构(film to glass)a.FPC或Mylar引出(图三)或Mylar图三b.ITO玻璃直接引出(图四)c.ITO Film直接引出(图五)图五此结构成本低,工艺成熟,透明度高,引出线可随意选择,厚度可调整。
b、c两类型采用点胶形式比压合形式好,因上线材料较厚,采用压合时效果不太好;而压头大小也要合适,如果比实际压合面积大会压坏材料。
3)薄膜对薄膜含承托板结构(film to film+PC or glass )或Mylar此结构成本高,结构多,透明度低,OCA与Film贴合时良率低,此结构不建议客户使用。
引出线可采用Mylar或FPC。
或Mylar图七线路部分设计原则1)常用术语a. 外形尺寸(Out dimension):产品的外形面积b. 可视区(View dimension):透明区,装机后可看到的区域。
此区域不能出现不透明的走线及键片等c. 驱动面积(Active dimension):实际可操作的区域。
………………驱动面积比可视面积小………………d. 键片(Spacer):用于粘合上、下线路的双面胶。
e. 承托板:粘于下线背面,起支撑产品的作用。
由于材料增多,产品透明度有所降低f. 敏感区:驱动面积与键片内框的距离。
由于存在键片高度落差,当使用不当,很容易在此区域造成ITO膜断裂导致产品功能不良。
在产品设计上必须考虑周详。
此区域虽小,但不容忽视。
g. 蚀刻:把多余的ITO用酸腐蚀掉。
触摸屏的工艺流程
触摸屏的工艺流程The Process of Touchscreen Manufacturing。
In recent years, touchscreens have become ubiquitous in our daily lives, from smartphones to tablets to ATMs. But have you ever wondered how these touchscreens are made? In this article, we will explore the process of touchscreen manufacturing.1. Substrate Preparation。
The first step in touchscreen manufacturing is preparing the substrate, which is the base material on which the touchscreen will be built. The substrate is typically made of glass or plastic, and it must be cleaned thoroughly to remove any impurities or contaminants.2. Deposition。
The next step is deposition, which involves applying athin layer of conductive material to the substrate. This is typically done using a process called sputtering, which involves bombarding a target material with ions to create a plasma that deposits the material onto the substrate.3. Photolithography。
触摸屏贴合工艺流程
贴合工艺流程一.工艺流程:(二)OCR贴合流程二.主要设备及作业方式:(一).切割、裂片:主要工艺过程:1.将大块sensor玻璃切割成小 panel 的制程 ,有镭射切割和刀轮切割两种方式,目前一般采用刀轮切割即可。
2.有厂家研制出在大片上贴小保护膜的设备,可防止切割过程中产生的碎屑污染sensor表面。
有厂家直接切割,然后将小片sensor进行清洗。
3.裂片有设备裂片和人工裂片两种方式,一般7inch以下大部分厂家采用人工裂片方式,切割时在大片玻璃下垫一张纸,切割完成后,将纸抽出,到旁边的作业台上进行人工裂片。
裂片时先横向裂成条,在逐条裂成片。
(二).研磨清洗:1.将裂成的小片周边进行研磨,现小尺寸一般厂家都不做研磨。
2.清洗:采用纯水超声波清洗后烘干。
3.外观检查、贴保护膜清洗后的小片,进行全数外观检查,有无擦划伤、裂痕、污染等,良品贴保护膜。
3.ACF贴附:小片FPC bonding padPanel 拉线出 pin压合(bonding )目的:让 touch sensor 与 IC 驱动功能连接。
注注: FPCa : 加上一个 “a ” 代表已焊上 IC , R & C 等component , “a ”为 为assembly 的意思.为加强FPC 强度及防止水汽渗入,有工艺在FPC bonding 后在FPC 周围涂布少量的UV 胶,经紫外灯照射后固化。
现在一般厂家已不再采用此工艺。
6.贴合:将FPC bonding 后的Sensor 与cover glass 贴合在一起,依据所用胶材的不同,目前有两种贴合方式,一种是OCA 贴合,一种是OCR 贴合。
OCA 贴合分两步,第一步将OCA 膜贴在sensor 上,俗称软贴硬,第二部将贴过OCA 膜的sensor 与盖板玻璃贴合在一起,俗称硬贴硬。
第一步:软贴硬连接系统板端的金手指FPCa bonding pad I 电容 FPCa UV带状输送机FPC seal 将UV Resin 涂布于FPC 周围及Glass edge 处,加强FPC 强度及防止水汽渗入 UV cure固化涂布于FPC 及Glass edge 处的胶处所采用的设备一般为半自动OCA 贴附机,人工放置sensor 到设备台面上,人工撕除OCA 上层的隔离纸(可用一小段胶带粘下来,较方便),设备自动对位后完成贴附。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
少,一般来说撕出后引出线上的银胶或碳胶的 转移
量不可少于 50%.(主要针对 PET 引出线)而对于 FPC
出线则须以 90 度角垂直于 T/P 方向;做撕出力量
测定。(撕出力量不小于 3~5N/CM)
检验项目: 见表五(压合规范)
见表五(压合规范) 六. 功能测试
ITO 产品一般分矩阵式及模拟式.矩阵式用 OPEN/SHORT 测试机 测试, 模拟式用线性测试机测试.
二. 印刷
表一(蚀刻检验规范)
1. 对引出线 MYLAR 材料、网版、油墨按进料检验规范检验. 2. 对 ITO FILM/ITO GLASS /引出线 MYLAR 进行印刷导电油墨、绝缘等油墨.
最好能用全自动印刷机及半自动印刷机, 以确保高质量及高速度的印刷。
3. 对印刷的产品进行烘烤
4. 将印刷后的产品按烘烤标准干燥.
2)绝缘点:绝缘点用橡皮擦,在绝缘点表面用正常力度擦
三次来回无脱落.
2H 铅笔测试各种油墨无脱落痕迹(呈 45 度斜划)
铅笔应无尖 锐的棱角
1)导通性良好阻值符合要求. 2)线间阻抗符合要求.
3)引线穿刺灌孔导通性良好.
粘胶
用高度规测其总 厚度再减去无胶区 粘胶厚度:0.06±0.01mm 厚度 , 即为粘 胶厚 度.
4)产品组合后无彩虹纹及拖尾现象(Analoge)
5)封胶 ,灌胶后要平滑无杂质 ,不能在 ITO 玻璃面上.
表四(组合规范)
2. Film 冲外形
检验项目: 见表三(压花冲床规范)
3. 裁玻璃及玻璃磨边
检验项目:见下表.
Tei:008621-5483021
Fax:0086-54830312
蚀刻
电气检查
绝缘表(100V) 万用表
1) 用绝缘表检查材料蚀刻区是否蚀刻干净,方法为:红 黑表笔尽量靠近,但不接触各导电膜,导电膜间阻抗
≧100M Ω100V. 2)万用表测量各段导电膜阻值符合工程规格书要求.
蚀刻液浓度 酸碱滴定实验 检测
每次开机蚀刻前须由品管人员检测酸碱度是否符合要求, 若不符要求,需在品管指导下添加酸碱量, 蚀刻中途品 管须定时抽测酸碱度以保证酸碱度符合要求.
电气检验 绝缘表 万用表
1)印刷各版次套版准确允许公差±0.15mm. 2)丝印良好,走线平滑,无渗透或断线现象,字体图案准
确清晰,颜色无色差,绝缘点印刷无拖尾现象.
3)材料经印刷烘烤后无变形现象, 无胶渍, 污渍, 导电
膜无刮花象.
4)印刷面正确绝缘点网板使用正确.
1) 划#字破坏测试:导电油墨、彩色油墨胶带测试无脱 落.
不适用淤该外观标准。 T/P 内若有黑线或黑点则不接受.另 T/P 的可视区边缘不允许有
溢胶的现象. � 刮痕
标准
结论
W<0.03mm 0.03mm<W<0.05mm
W>0.05mm � 粒状杂物(包括白点.及杂色点)
标准 D<0.25mm
0.25mm<D<0.40mm
D<0.4mm D>0.4mm
检验项目: 见表六(功能规范) 制程区域 检验内容 检验方法、工具 检 验 标 准
备注
Tei:008621-5483021
Fax:0086-54830312
Shanghai CNCUN Co,.LTD
T/p 功能 测 电 气 检 查 Open\short 测试机 1)Open\short 测试机测试导通性良好.
如果 L<25mm 刮痕可以忽略。 如果 L<25mm 且与另一条刮痕或杂物间的距
> 40 m m,则可忽略不计 。 如果 L<25mm 且与另一条刮痕或杂物间的距 离
<40mm 则拒收。 如果 L>25mm ,则拒收。
拒收
结论 忽略不计可通过
如果其与另一粒状杂物间的距离 >40mm,则忽略。 如果其与另一杂物间的距离 <40mm,只允许有两
Fax:0086-54830312
Shanghai CNCUN Co,.LTD
检验项目: 见下表一(蚀刻检验规范)
制程区域 检验内容 检验方法、工具
检验标准
备注
外观检查 目 测
1)经蚀刻烘干后的材料应无变形. 2)导电面无刮伤, 无水渍 ,污点. 3)蚀刻干净无蓝点 ,蚀刻良好. 4) Glass 透明度良好蚀刻面正确
2)功能上无 open\short
产品 需 测
试 表六(功能规范) 七.终检
全检产品外观(此标准可能根据公司实际情况订)
� 外观检验标准
以下标准只适用淤可视区。只要 TP 功能良好非可视区的外观可忽。 W=Width L=length
D=Diameter GT=Glass thickness. 可用软布沾酒精(ethyl alcohol)能擦干净的污渍 ,
冲床成形
18
17A
16
15A
14
A
A
A
12 检验
K 接受或
退回
F/F 型
13A
检验 冲床成形 检验
18
17B
16
A
B
贴键片
15B
检验
14 B
打定位孔 (FILM)
13B
回
检验 冲床成形 检验 贴
16 B
检验
15B
玻璃磨边
14 A
检验
F/G 型
13B
(GLASS) 裁玻璃
出货
镭射裁切
检验
13B
F/G 型
Tei:008621-5483021
Fax:0086-54830312
Shanghai CNCUN Co,.LTD
外型表尺三(寸壓花衝床游規标範卡) 尺
外形尺寸检验标准严格按照工程规格书
四. 组合: 不同类型的 ITO Touch Panel 流程不同, Film/Film 型及 Film/Glass 型组合流程如下。
引出线一般为 PET、FPC 的材质, 是通过压合将引 出线与 ITO FILM 或 ITO GLASS 连接.
制程区域 检验内容 检验方法、工具
检验标准
备注
Tei:008621-5483021
Fax:0086-54830312
Shanghai CNCUN Co,.LTD
退回
a
b
c
d
e
f
g
h
I
1
i
2
3
4
5
6
7
8
9
10
ITO FILM 接受或退回 印耐酸 ITO GLASS
检验
过 UV 检验
蚀刻
检验
印刷 检验
烘烤 检验
功能测试 检验 与引出线压合
23
22
21
20 A
检验
19A
组合
接受或退
20
19B
键l 片 检验 打定位孔
B
检验 组合
25
终检
m
接受或退回
J
11
j
键片
接受或退回
x z 边破损: X<6.0mm 并且 Y<2.0mm 并且 Z<GT 则可忽略。
y x
z
裂纹: 拒收
七. 成品出货检验 出货前的最终抽检, 按 MIL-STD-105D II 级标准<<QA 出货检验规 范>>检验,AQL: ELECTRICAL:0 MAJOR:0.65 MIN:1.0 T/p 成品检验项目: 1. 功能测试:短断路测试(矩阵式)及线性度(模拟式) 2. 绝缘电阻
1. HEAT SEAL 拉力测试
热压效果良好的 T/P 应完全满足拉力测试的要求 ,
即用拉压力计测试 XYZ 三个不同方向所能承受的
拉扯力.一般为 X>2KG , Y>500G, Z>150G
2. 撕出引出线检查导电热熔胶的熔解粘合及导体
的转移情况
此种检测方法极为重要 , 生产及制程品管人员无
论首件检验 ,还是中途抽检 ,此种检测方式必不可
压合
Heat seal 拉压力计
1 外观上的判断
适合于 有
拉力测试 Open\short 测试仪 一片热压效果良好的 T/P 其压合部位经热压后 ,应 Heatseal 机
线性测试仪
很平整无气泡,引线与玻璃或 FILM 粘合紧密,且压 种的检测
合连接的银线看起来会有立体感 , 导电热熔胶在
压合的边缘会有挤出来的感觉.
Tei:008621-5483021
Fax:0086-54830312
3. 最大回路电阻 4. 面版颜色及字体之遮蔽性 5. 组合结构及组合密合度 6. 组合杂物及刮花 7. 组合平整度 8. 天窗保护膜 9. 各部分尺寸, 出线金手指对偁度 10. 总厚度 11. 透光率 12. 引出线 13. Heat seal 热封强度 14. 补强片的大小厚度 15. 操作压力 16. 端子 17. 包装检验 八. 包装
规格书如有 注明厚度的, 以规格书为 准.
三. 键片下料
表二(印刷检验规范)
1. 键片按的进料检验规范检验.
2. 键片下料成形。
磨切機
检验项目: 见下表三(压花冲床规范)
制程区域 检验内容 检验方法、工具
检验标准
备注
压花 冲床
外观
目测
1)打孔准确偏移公差±0.1mm 2)打孔时产品无折伤 ,无刮花. 3)冲床成形无毛边压伤,溢胶的现象, 金手指左右对称, 公差±0.15mm. 4)玻璃外形尺寸照规格书要求,毛边按玻璃毛刺检验标 准.