数控车床法兰克系统常用循环指令
法兰克系统数控车床说明书及编程
G代码是数控程序中的指令G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序完毕G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点) G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进展加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停顿,而其他轴继续运动,(3)不运动的坐标无须编程。
(4)G00可以写成G0例:G00 X75 Z200G0 U-25 W-100先是X和Z同时走25快速到A点,接着Z向再走75快速到B点。
数控车床法兰克系统常用循环指令
数控车床法兰克系统常用循环指令数控车床法兰克系统常用循环指令【用直径依次递增的回转零件的车削】G71 U W RG71 P Q U W FU: 每次进刀的背吃刀量W:一般不用,或很少用R:退刀量P: 指定循环指令的启开始程序行Q:指定循环指令的终止始程序行U: X方向上的精车余量W: Z方向上的精车余量F: 循环粗车的进给速度【带凹槽,即外圆尺寸时大时小的回转工件】G73 U W RG73 P Q U W FU: 零件的最大直径与最小直径之差,再除以2 W:一般不用,或很少用R:循环次数,一般视材料而定,用U除以背吃刀量P: 指定循环指令的启开始程序行Q:指定循环指令的终止始程序行U: X方向上的精车余量W: Z方向上的精车余量F: 循环粗车的进给速度【螺纹车削】G92 X Z R FX:每次车削时的X值Z:螺纹的车削长度R:车学锥螺纹时,小径直径减去大经直径除以2,一般情况下为负数F:螺纹的螺距值G71 G72 G73 这里G71最常用G71 U1.5 R1G71 P1 Q2 U0.5 W0.1 F200……G70 P1 Q2省略的部分是车削加工的轮廓程序这个问题主要是G71和G72的区别。
G70是G71和G72所共有的精车循环。
(即G71。
G70或G72。
G70)G71是外圆粗车循环(沿X 轴进刀,Z轴车削)G72是端面粗车循环(沿Z轴进刀,X轴车削)G71,G72都留有精加工余量,然后用G70把G71,G72留的余量车削掉。
FANUC加工中心用G84攻螺纹的时候请问转速和进给是怎么算的主轴转数×螺距=进给丝攻螺距多少就用多少,如果是分进给的,用M6丝攻,螺距是1个,那如果转速100转,G84后面的F就是100,如果用M10的螺距1.5 那么转速100转,G84后面的F就是150G70 精加工循环1. 格式 G70 P(ns) Q(nf) ns:精加工形状程序的第一个段号。
nf:精加工形状程序的最后一个段号2. 功能用G71、G72或G73粗车削后,G70精车削。
法兰克循环指令总结

FANUC Series 0i 加工中心用数控系统功能指令地址符说明及参数设定
高速深孔G73X/Y/Z/R/Q/F Q为进刀量/抬刀量参数5114
返攻丝G74X/Y/Z/R/P/F P为孔底反转改正转的暂停时间
精镗G76X/Y/Z/R/P/Q/F P为孔底/台阶孔暂停时间Q为偏移量
偏移方向设定5148,Z为正负1代表X正负方向偏移,Z为正负2则是Y正负方向钻/点钻G81X/Y/Z/R/F
钻/镗阶梯孔G82X/Y/Z/R/P/F P为孔底/台阶孔暂停时间
深孔G83X/Y/Z/R/Q/F Q为每次切入量
d为切入安全量 参数设定5174攻丝G84X/Y/Z/R/P/F P为孔底正转改反转的暂停时间
粗镗G85X/Y/Z/R/F进退刀速度相等
镗削G86X/Y/Z/R/F孔底主轴停转快速退刀
背镗G87X/Y/Z/R/P/Q/F P为孔底/台阶孔暂停时间Q为偏移量
偏移方向设定5148
镗孔手动退刀G88X/Y/Z/R/P/F手动需要注意孔内安全
孔底暂停镗孔G89X/Y/Z/R/P/F同等G85 多一个孔底暂停
提高盲孔台阶孔底面质量循环取消G80
极坐标有效G16X/Y半径 角度
G15
坐标旋转G68X/Y/R旋转基点 旋转角度
G69
移量为偏移量。
法兰克系统数控车床说明书及编程
G代码就是数控程序中的指令 G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其她轴继续运动,(3)不运动的坐标无须编程。
(4)G00可以写成G0例:G00 X75 Z200G0 U-25 W-100先就是X与Z同时走25快速到A点,接着Z向再走75快速到B点。
法兰克系统数控车床说明书及其编程
G331—螺纹加工循环
格式:G331 X__ Z_l_K_R_p_
说明:(1)X向直径变化,X=0是直螺纹
⑵Z
⑶I
⑷R
⑸K
⑹P
提示:
1、 每次进刀深度为R十p并取整,最后一刀不进刀来光整螺纹面
2、 内螺纹退尾根据沿X的正负方向决定I值的称号。
3、螺纹加工循环的起始位置为将刀尖对准螺纹的外圆处。 例子:
G74:左旋螺纹加工G84:右旋螺纹加工G76:精镗孔循环G86:镗孔加工循 环
G85:铰孔G80:取消循环指令
11、 编程方式G90、G91
G90:绝对坐标编程G91:增量坐标编程
12、 主轴设定指令
G50:主轴最高转速的设定G96:恒线速度控制G97:主轴转速控制(取消恒 线速度控制指令)G99:返回到R点(中间孔)G98:返回到参考点(最后孔)
(3)1为粗车进给,K为精车进给,I、K为有符号数,并且两者的符号应相同。 符号约定如下:由外向中心轴切削(车外圆)为“一”,反这为“+”。
(4)不同的X,Z R决定外圆不同的开关,如:有锥度或没有度, 正向锥度或反向锥度,左切削或右切削等。
(5)F为切削加工的速度(mm/min)
(6)加工结束后,刀具停止在终点上。
3、G04(延时或暂停指令)
一般用于正反转切换、加工盲孔、阶梯孔、车削切槽
4、G17 G18 G19平面选择指令,指定平面加工,一般用于铣床和加工中心G17:X-Y平面,可省略,也可以是与X-Y平面相平行的平面
G18:X-Z平面或与之平行的平面,数控车床中只有X-Z平面,不用专门指定
G19:Y-Z平面或与之平行的平面
英制模态米制模态行程检查开关打开模态行程检查开关关闭模态主轴速度波动检查打开模主轴速度波动检查关闭模态参考点返回检查非模态参考点返回非模态跳步功能非模态具半径补偿取消模态刀具半径左补偿刀具半径右补偿刀具半径正补偿刀具半径负补偿模态模态模态模态g41刀尖左侧半径补偿g42刀尖右侧半径补偿g40取消g97以转速进给g98以时间进给g73循环g80取消循环g1000数据设置模态g1100数据设置取消模态g1716xy平面选择模态g1816zx平面选择模态g1916yz平面选择g2006g2106g2209g2309g2508g2608g2700g2800g3100g4007g4107g4207g4317g4417g4917g5200g5300g5414g5514g5914g6500g6612g6712g7301g7401g7601g8010g8110g8210g8310刀具长度补偿取消模态局部坐标系设置非模态机床坐标系设置非模态第一工件坐标系设置第二工件坐标系设置第六工件坐标系设置宏程序调用模态宏程序调用模态模速深孔钻孔循环非模态左旋攻螺纹循环非模态精镗循环非模态固定循环注销模态钻孔循环模态钻孔循环模态深孔钻孔循环模态攻螺纹循环模态粗镗循环模态镗孔循环模态模态模态模态g8410g8510g8610g8710g8910g9001g9101g9201背镗循环镗孔循环绝对尺寸增量尺寸模态模态模态模态工件坐标原点设置模态
法兰克系统数控车床说明书及编程
G代码是数控程序中的指令。
一般都称为G指令。
代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
法兰克系统数控车床说明书及编程
G代码是数控程序中的指令。
一般都称为G指令。
代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
第四讲 数控车床的程序编制(G70、G71复合循环指令)

格式: G94X (U ) _ Z(W ) _ F _
② 锥端面车削循环
格式: G90X (U ) _ Z(W ) _ R _ F _
第三章 数控车床的程序编制
(2)端面车削循环(G94) 功能:用于直端面和锥端面的粗车 ① 直端面车削循环
N10 G00 X37 Z2 N15 G71 U2 R0.5
2mm
N20 G71 P25 Q70 U0.5 W0.2 加
0.2mm N25 G00 X0 N30 G01 Z0 F0.08
程序名 选刀,调用粗车外圆车刀 主轴恒转速,主轴转速800r/min,刀具每
转进给,进给速度0.2mm/r 快速定位至G71粗车循环起点 外径粗车循环,U:每次背吃刀量单边
加工内容
背吃刀量ap/mm 进给量f/mm·rˉ¹ 主轴转速 s/r·minˉ¹
粗车各外形面 精车各外形面
2 0.25
0.2 0.08
800 1500
第三章 数控车床的程序编制
采用G71、G70指令编程, 程序如下:
O001 N01 T0101 N05 G97 G99 M03 S800 F0.2
N45~N70为外径循环轮廓程序 精车主轴转速:1500r/min 按N45~N70程序段精车 退至安全距离 主轴停止 程序结束
第三章 数控车床的程序编制
作业
第三章 数控车床的程序编制
作业
第三章 数控车床的程序编制
作业
第三章 数控车床的程序编制
习题与思考题
1、数控车床的编程特点有哪些? 2、简述数控车床原点和参考点的区别与联系。 3、数控车床的基本功能指令如何分类? 4、数控车床的补偿功能有哪些? 5 、 设 定 工 件 坐 标 系 有 哪 些 意 义 ? 说 明 基 本 指 令 G50与 G54~G59的使用区别。 6、说明基本指令G00 G01 G02 G03 G04 G28的意义。 7、说明圆弧插补指令G02、G03的区别。 8、说明粗加工循环指令G71的使用格式。G70如何使用?
法兰克系统机床的指令及应用

G代码是数控程序中的指令。
一般都称为G指令。
代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
法兰克数控车床常用G指令编写
法兰克数控车床常用G指令编写数控编辑G代码是数控编程人员在生产加工过程中当用到的指令代码,期格式都有严格的规范约束,数控G代码也是机床实现正常工作的核心,牢记并熟练运用数控G代码是一个合格的数控编程人员所必须掌握的一门技能。
下面就日常数控加工过程中所使用到的G代码加以详细说明:◆G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动。
(3)不运动的坐标无须编程。
(4)G00可以写成G0例:G00 X75 Z200G0 U-25 W-100 先是X和Z同时走25快速到A点,接着Z向再走75快速到B点。
◆G01—直线插补格式:G01 X(U)__Z(W)__F__(mm/min) 说明:(1)该指令使刀具按照直线插补方式移动到指定位置。
移动速度是由F指令进给速度。
所有的坐标都可以联动运行。
(2)G01也可以写成G1例:G01 X40 Z20 F150 两轴联动从A点到B点◆G02—逆圆插补格式1:G02 X(u)____Z(w)____I____K____F_____ 说明:(1)X、Z在G90时,圆弧终点坐标是相对编程零点的绝对坐标值。
在G91时,圆弧终点是相对圆弧起点的增量值。
无论G90,G91时,I和K均是圆弧终点的坐标值。
I是X 方向值、K是Z方向值。
圆心坐标在圆弧插补时不得省略,除非用其他格式编程。
(2)G02指令编程时,可以直接编过象限圆,整圆等。
注:过象限时,会自动进行间隙补偿,如果参数区末输入间隙补偿与机床实际反向间隙悬殊,都会在工件上产生明显的切痕。
(3)G02也可以写成G2。
例:G02 X60 Z50 I40 K0 F120 格式2:G02 X(u)____Z(w)____R(+\-)__F__ 说明:(1)不能用于整圆的编程(2)R为工件单边R弧的半径。
法兰克系统数控车床说明书及编程资料
G代码是数控程序中的指令 G00————-—快速定位G01—-----直线插补G02——-—--顺时针方向圆弧插补G03-——-——逆时针方向圆弧插补G04—-———-定时暂停G05-—————通过中间点圆弧插补G07———-——Z 样条曲线插补G08-——-——进给加速G09-—-———进给减速G20—--—-—子程序调用G22-—--——半径尺寸编程方式G220—----系统操作界面上使用G23—-———-直径尺寸编程方式G230——---系统操作界面上使用G24---———子程序结束G25——————跳转加工G26-----—循环加工G30-—-———倍率注销G31—-————倍率定义G32————-—等螺距螺纹切削,英制G33——————等螺距螺纹切削,公制G53,G500—设定工件坐标系注销G54--———-设定工件坐标系一G55—--———设定工件坐标系二G56—-—-—-设定工件坐标系三G57--—---设定工件坐标系四G58—---——设定工件坐标系五G59——--——设定工件坐标系六G60—————-准确路径方式G64-——-——连续路径方式G70—-—--—英制尺寸寸G71————-—公制尺寸毫米G74—----—回参考点(机床零点)G75-—————返回编程坐标零点G76—————-返回编程坐标起始点G81————-—外圆固定循环G331—-———螺纹固定循环G90—-——-—绝对尺寸G91----—-相对尺寸G92—-----预制坐标G94—--—--进给率,每分钟进给G95——-—-—进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
(4)G00可以写成G0例:G00 X75 Z200G0 U—25 W—100先是X和Z同时走25快速到A点,接着Z向再走75快速到B点.G01-直线插补格式:G01 X(U)__Z(W)__F__(mm/min)说明:(1)该指令使刀具按照直线插补方式移动到指定位置。
法兰克华兴数控车床常用代码
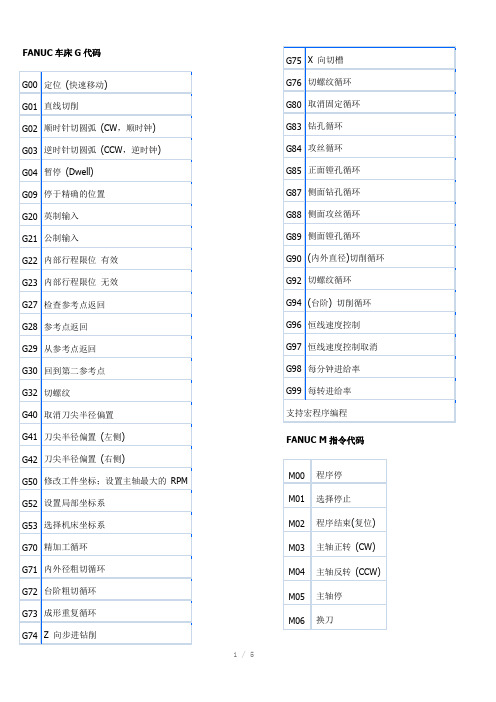
G32
切螺纹
G40
取消刀尖半径偏置
G41
刀尖半径偏置(左侧)
G42
刀尖半径偏置(右侧)
G50
修改工件坐标;设置主轴最大的RPM
G52
设置局部坐标系
G53
选择机床坐标系
G70
精加工循环
G71
内外径粗切循环
G72
台阶粗切循环
G73
成形重复循环
G74
Z向步进钻削
G75
X向切槽
G76
切螺纹循环
M21
程序结束并返回程序开头
M71~M85
继电器脉冲输出
友情提示:范文可能无法思考和涵盖全面,供参考!最好找专业人士起草或审核后使用,感谢您的下载!
G92
设置程序零点
G96
恒线速切削有效
G97
取消恒线速切削
G98
取消每转进给
G99
设定每转进给
P=参变量赋值
华兴车床M指令
M01
条件停
M02
程序结束并停机
M03
主轴正转
M04
主轴反转
M05
主轴停
M06
冷却开
M07
冷却关
M08
工件夹紧
M09
工件松开
M10
开指定的继电器
M11
关指定的继电器
M20
设定刀补号
G80
取消固定循环
G83
钻孔循环
G84
攻丝循环
G85
正面镗孔循环
G87
侧面钻孔循环
G88
侧面攻丝循环
G89
侧面镗孔循环
G90
(内外直径)切削循环
法兰克系统数控车床说明书及编程
G代码是数控程序中的指令 G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
(4)G00可以写成G0例:G00 X75 Z200G0 U-25 W-100先是X和Z同时走25快速到A点,接着Z向再走75快速到B点。
法兰克数控编程指令

法兰克数控编程指令关于 M 指令和 G 代码 M03 主轴正转M03 S1000 主轴以每分钟1000的速度正转 M04主轴逆转 M05主轴停止M10 M14 。
M08 主轴切削液开 M11 M15主轴切削液停 M25 托盘上升M85工件计数器加一个 M19主轴定位M99 循环所以程式 G 代码G00快速定位 G01主轴直线切削G02主轴顺时针圆壶切削 G03主轴逆时针圆壶切削 G04 暂停G04 X4 主轴暂停4秒 G10 资料预设 G28原点复归G28 U0W0 ;U轴和W轴复归 G41 刀尖左侧半径补偿 G42 刀尖右侧半径补偿 G40 取消G97 以转速进给 G98 以时间进给 G73 循环G80取消循环 G10 00 数据设置模态 G11 00 数据设置取消模态 G17 16 XY平面选择模态 G18 16 ZX平面选择模态 G19 16 YZ平面选择模态 G20 06 英制模态 G21 06 米制模态G22 09 行程检查开关打开模态 G23 09 行程检查开关关闭模态 G25 08 主轴速度波动检查打开模态 G26 08 主轴速度波动检查关闭模态 G27 00 参考点返回检查非模态 G28 00 参考点返回非模态 G31 00 跳步功能非模态G40 07 刀具半径补偿取消模态 G41 07 刀具半径左补偿模态 G42 07 刀具半径右补偿模态 G43 17 刀具半径正补偿模态 G44 17 刀具半径负补偿模态G49 17 刀具长度补偿取消模态 G52 00 局部坐标系设置非模态 G53 00 机床坐标系设置非模态 G54 14 第一工件坐标系设置模态 G55 14 第二工件坐标系设置模态 G59 14 第六工件坐标系设置模态 G65 00 宏程序调用模态 G66 12 宏程序调用模态模态 G67 12 宏程序调用取消模态 G73 01 高速深孔钻孔循环非模态 G74 01 左旋攻螺纹循环非模态 G76 01 精镗循环非模态 G80 10 固定循环注销模态 G81 10 钻孔循环模态 G82 10 钻孔循环模态 G83 10 深孔钻孔循环模态 G84 10 攻螺纹循环模态 G85 10 粗镗循环模态 G86 10 镗孔循环模态 G87 10 背镗循环模态 G89 10 镗孔循环模态 G90 01 绝对尺寸模态 G91 01 增量尺寸模态G92 01 工件坐标原点设置模态数控车床编程常用指令介绍 1. F功能F功能指令用于控制切削进给量。
机床指令学习

机床常用指令学习(法兰克)表1:G代码表2:M代码F 进给速度(每分钟/每转)螺纹螺距S 转速 G96 S150 恒线速度 n=1000*150/(3.14x40(轴直径))=1194r/min ,G97 S800 取消恒线速度后转速800r/min,G50 S1200 最高转速不超过1200r/minT 刀具 T0102 -01刀号 02 刀补一、数控车床工件坐标系的设定1、机床坐标系建立:数控车床开机后,当刀具返回参考点操作时,CRT屏幕显示刀架中心在机床坐标系中的坐标值,即建立了机床坐标系。
2、工件坐标系建立:工件坐标系原点就是工件原点,工件坐标系设定以后CRT 屏幕显示的是基准车刀刀尖相对工件原点的坐标值,工件各尺寸的坐标值都是相对于工件原点而言的,数控车床的工件原点也是编程原点。
建立工件坐标系使用G50功能指令,格式如下:G50 X Z ; X、Z表示工件原点位置注:执行该指令时,刀具不移动,不允许有其他功能指令,S指令除外(设定恒切削速度)。
3、程序名:程序以字母O开头和4为数组成,如O0001等。
二、基本编程指令1、G00 快速定位指令格式:G00 X(U) Z(W) ;G00注:绝对坐标X、Z和其增量坐标U、W绝对值:G00 X 40 Z 58 ;增量值:G00 U -60 W -28.5 ;混编值:G00 X 40 W -28.5 ;或G00 U -60 Z 58 ;注:程序中只有一个坐标X或Z时;刀具将沿该方向移动,若有两个坐标X和Z时,刀具将先以1:1步数两坐标联动,然后单坐标移动,直达终点。
2、G20/G21 英制/米制输入指令格式:G20 / G21注:G20 / G21 是两个可以相互取代的代码,但不能在一个程序中同时使用G20 和 G21 。
机床通电后的状态为G21。
3、G01 直线插补指令格式:G01 X(U) Z(W) F ;G01指令是使刀具以F指定的进给速度直线移动到目标点,将其作为切削加工运动指令,既可以单坐标移动,又可以两坐标同时移动。
法兰克系统数控车床说明书及编程
G代码是数控程序中的指令 G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
(4)G00可以写成G0例:G00 X75 Z200G0 U-25 W-100先是X和Z同时走25快速到A点,接着Z向再走75快速到B点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
而且都有一定的规范尺寸和尺寸公差,在常规情况系配有同轴度,或同轴度的基准位置。
其实它是一个工艺孔,在加工的时候用的到,轴的实际装配的时候作为检测用,在功能上一般不用。
具体说:
在车加工的时候,一端三抓卡住,一端用车床尾座顶住,车的时候不容易跳。锥孔的角度配车床尾座的角度,一般60度的叫做A型孔,也有两节的,一个60度,再来一个120度的,叫B型孔。显然B型孔要兼容跟多的尾座。
G71,G72都留有精加工余量,然后用G70把G71,G72留的余量车削掉。
FANUC加工中心用G84攻螺纹的时候请问转速和进给是怎么算的 主轴转数×螺距=进给
丝攻螺距多少就用多少,如果是分进给的,用M6丝攻,螺距是1个,那如果转速100转,G84后面的F就是100,如果用M10的 螺距1.5 那么转速100转,G84后面的F就是150
精车:G70P_Q_F_;
指令(华中)G71U_R_ P_Q_X_Z_F_S_;
U每次进给量,
R每次退刀量,
P循环起始行号,
Q循环结束行号,
U精加工径向余量,
W精加工轴向余量。
G72 端面粗车循环
指令:G72U_R_;
G72P_Q_U_W_F_;
精车:G70P_Q_F_;
(字母含义同G71)
n - 螺纹头数,
t - 螺纹螺距(mm)。
车削多头螺纹时,在走刀箱上应该用导程(mm)来按铭牌上规定,调整变换手柄位置。
车削多头螺纹的分头方法;
车削多头螺纹时,解决螺纹分头方法有二种,在螺纹的导程上进行分头,称为导程分头法,另一种是在螺纹的圆周上进行分头,称为圆周分头法。
【带凹槽,即外圆尺寸时大时小的回转工件】
G73 U W R
G73 P Q U W F
U: 零件的最大直径与最小直径之差,再除以2
W:一般不用,或很少用
R:循环次数,一般视材料而定,用U除以背吃刀量
P: 指定循环指令的启开始程序行
Q:指定循环指令的终止始程序行
U: X方向上的精车余量
【用直径依次递增的回转零件的车削】
G71 U W R
G71 P Q U W F
U: 每次进刀的背吃刀量
W:一般不用,或很少用
R:退刀量
P: 指定循环指令的启开始程序行
Q:指定循环指令的终止始程序行
U: X方向上的精车余量
W: Z方向上的精车余量
F: 循环粗车的进给速度
(2) 在螺纹的圆周上分头方法。
介绍用调整车床上挂轮来分头
当(Z1)上的轴和车床主轴的转速相同,而且主动齿轮(Z1)的齿数是工件螺纹头数的倍数时,车完一头螺纹,仃车后,就在主动齿轮(Z1)和中间齿轮(Z2)相啮合的位置上画记号1(Z1)、2(Z2),然后使主动齿轮(Z1)和中间齿轮(Z2)脱开,把主动齿轮(Z1)转过一定的齿数(双头螺纹转Z1/2,三头螺纹转Z1/3)后,再使它重新与中间齿轮(Z2)啮合,就可开始车其它几个头的螺纹。
液压尾坐,后置刀架,怎么打中心孔,可以的话怎么编程。怎么样加工台阶轴两边的同轴度在0.02以内,而且还可以提高加工效率,我来帮他解答
输入内容已经达到长度限制还能输入 9999 字插入图片删除图片插入地图删除地图插入视频视频地图回答即可得2分经验值,回答被选为满意回答可同步增加经验值和财富值参考资料:匿名回答提交回答取消
(1) 在螺纹的导程上分头介绍二种方法。
用小刀架上刻度盘的刻度来分头;即利用小刀架刻度掌握车刀移动距离(双头螺纹移动一个螺距,即半个导程),从而达到正确分度目的。当车好一个螺旋槽后,只要将小刀架依据刻度,移动一个螺距的距离,就可车削相邻的另一个螺旋槽。
用百分表确定小刀架移动值来分头;即将百分表座固定在床鞍上,百分表测量杆测头顶在小刀架滑板端部,可根据百表上的读数确定小刀架的移动尺寸来进行分头。
2010-11-12 22:52 满意回答 我用过最快的方法是;
1.在刀架上装一个没用的废刀体,朝主轴面要平.
2.在主轴上夹一个中心钻,把废刀体的刀架移过来,用主轴中心钻在刀体上钻中心孔,再用和中心钻外径一样的钻头钻深20MM的孔.
3.设钻孔时X轴为0,把中心钻装上,从测面上漯丝紧定.
R螺纹半径值(半径值),
P螺纹牙深(半径值),单位为微米。
Q第一次切削深度(半径值),单位为微米。
F螺纹导程。单位为毫米
16-2*(0.5/16)*25=14.4375 工件的大端为16 长度为25 小端应该是多少!?? 具体的计算公式
双头螺纹!!
在机械加工时,对于一些轴类零件,什么时候要打中心孔?
我来帮他解答
输入内容已经达到长度限制还能输入 9999 字插入图片删除图片插入地图删除地图插入视频视频地图回答即可得2分经验值,回答被选为满意回答可同步增加经验值和财富值参考资料:匿名回答提交回答取消
2010-10-14 22:03 满意回答 你说的中心孔应该是顶尖孔吧。一般在轴的一端或者两端;
G71 P1 Q2 U0.5 W0.1 F200
……
G70 P1 Q2
省略的部分是车削加工的轮廓程序
这个问题主要是G71和G72的区别。G70是G71和G72所共有的精车循环。(即G71。。。。。G70或G72。。。。。。。G70)
G71是外圆粗车循环(沿X 轴进刀,Z轴车削)
G72是端面粗车循环(沿Z轴进刀,X轴车削)
当主动齿轮(Z1)的齿数不是工件螺纹头数的倍数时, 车完一头螺纹,仃车后,就在丝杠齿轮(Z4)和中间齿轮(Z3)的啮合位置上画记号3(Z3)、4(Z4),然后使(Z4)和(Z3)脱开,把丝杠齿轮(Z4)转过一定的齿数[丝杠齿轮应转的齿数(Z4)=主动齿轮齿数(Z1)×中间齿轮齿数(Z3)/ 螺纹头数×中间齿轮齿数(Z2)],再使它重新与中间齿轮(Z3)啮合,就可开始车其它几个头螺纹。
K粗车是轴向切除的总余量,
D循环次数,(其余字母含义同G71)..
G76螺纹切削循环
指令:G76GmraQ_R_;
G76X(U)_Z(W)_R_P_Q_F_;
m精加工重复次数,
r倒角量,
a螺纹刀尖角度,
Q最小背吃刀量(半径值),单位为微米。
R精加工余量(半径值),单位为毫米。
G76X(U)_Z(W)_R_P_Q_F_;
在外圆磨比较注意精度的时候,需要特别定制顶尖夹具的情况;
在需要掉头装夹,或者热处理后再次装夹的情况下
这个时候,有一个孔或两端的孔,在螺纹孔的里面在“套”一个有H7/9的孔,用于检测,或者架起来调跳动,装配。。等不一而足的情况下。
这个比较非标,没有官方叫法,我叫他N+B孔。
(NB孔,这个叫法纯属杜撰,事实上只有我这么叫)
在这种情况下一个锥孔或两节锥孔就可以了。
在外圆磨得时候,两端都用夹具夹住,都是有锥度的,而且有一个驱动装置,驱动轴自转的那一端,
这种情况下就需要螺纹孔+锥度孔了。这种孔叫C型孔,虽然一般只要一端有螺纹孔,但是为了在实际加工的时候方便,设计师就会把两端的顶尖孔都设计成锥孔+螺纹孔。
在比较特别的情况下,比如:
W: Z方向上的精车余量
F: 循环粗车的进给速度
【螺纹车削】
G92 X Z R F
X:每次车削时的X值
Z:螺纹的车削长度
R:车学锥螺纹时,小径直径减去大经直径除以2,一般情况下为负数
F:螺纹的螺距值
G71 G72 G73 这里G71最常用
G71 U1.5 R1
螺纹的分类,除按断面形状划分外,还有按螺纹上螺旋槽的多少来分类。有一条螺旋槽的螺纹,是称为单头螺纹。有两条以上螺旋槽的螺纹,是称为多头螺纹。螺纹上相邻两螺旋槽之间的距离,称为螺距。沿螺旋槽旋转一周所前进的距离,称为导程。
导程与螺距的关系可用下式表示;
L = t × n
式中 L - 螺纹导程(mm),
G73 固定形式粗车循环(车)
指令:G71U_W_R_; (FANUC)
G71P_Q_U_W_F_ S_;
指令: G73 U_W_R_P_Q_X_Z_ F_; (华中)
U 切削深度=毛坯半径—工件最小处直径—精加工余量—第1刀切深
W 第1刀切深
R 切削次数
I粗车是径向切除的总余量(半径值),
G70 精加工循环
1. 格式 G70 P(ns) Q(nf) ns:精加工形状程序的第一个段号。 nf:精加工形状程序 的最后一个段号
2. 功能 用G71、G72或G73粗车削后,G70精车削。
G71 外圆粗车循环
指令(FANUC):G71U_R_;
G71P_Q_U_W_F_ S_;
到这里,就能明白顶尖孔是非常重要的,而且他必须要有尺寸的精度,要不然在加工的时候就顶不稳。
而且他是个图纸上的基准,用来测量跳动,应该有一个形位公差的基准符号。
好了。手都打酸了。不知道讲不讲的明白,可能我自己也有疏漏,经验不足,写不出太学术的东西。
4.把工件先车一端面,钻中心孔.
5.把工件掉头车端面,钻中心孔,外经车20MM长.
6.卡住车过外经的一端,尾坐顶后面,就可以加工了.
中心钻时主轴可以到1200转,进给F20,加水.如果同轴度0.02达不到,第5车外经留量最后精车.
打中心孔