塑胶件的检查标准
塑胶件外观检验标准
塑胶件外观检验标准摘要:一、塑胶件外观检验标准概述二、塑胶件常见不良现象及原因三、塑胶件检验流程与方法四、提高塑胶件外观质量的途径正文:一、塑胶件外观检验标准概述塑胶件外观检验标准主要涉及以下几个方面:颜色、表面光滑度、形状和尺寸、结构完整性以及功能符合性。
检验时,需对比产品实物与设计图纸、承认书等资料,确保塑胶件的外观质量满足要求。
二、塑胶件常见不良现象及原因1.异色点:与本身颜色不同的杂点或混入树脂中的杂点暴露在表面上。
2.气丝:由于种种原因,气体在产品表面留下的痕迹与底面颜色不同并发亮,带有流动样。
3.塌坑:由于材料收缩,使产品局部整体表面下陷。
4.熔接痕:由于两条或更多的熔融的塑胶流汇聚,而形成在零件表面的线性痕迹。
5.缺料:由于模具的损坏或其他原因,造成成品有射不饱和缺料情形。
6.白印:由于内应力,在产品表面产生与本色不同的白色痕迹。
三、塑胶件检验流程与方法1.检验前准备:了解产品设计要求、图纸、承认书等资料,熟悉检验标准和方法。
2.实物检验:对比实物与设计要求,检查外观质量,如颜色、表面光滑度、形状和尺寸等。
3.功能检验:根据设计要求,测试产品功能是否符合规定。
4.不良品处理:对不合格产品进行分类、记录,并采取相应处理措施。
5.检验报告:编写检验报告,记录检验结果,包括合格品数量、不良品类型及处理方法等。
四、提高塑胶件外观质量的途径1.优化原材料选择:选择优质树脂和添加剂,确保塑胶件的色泽和表面质量。
2.严格模具设计:合理设计模具结构,降低熔接痕、塌坑等不良现象的发生。
3.完善生产工艺:优化成型条件,如温度、压力、时间等,以提高塑胶件外观质量。
4.加强品质管理:严格执行检验标准,提高检验人员素质,确保产品质量。
5.及时处理不良品:对发现的不良品,要及时分析原因,采取措施予以改进,避免类似问题再次发生。
塑胶制品的质量标准及检验方法
塑胶制品的质量标准及检验方法塑胶制品广泛应用于工业、建筑、家居、家电等领域,其质量标准和检验方法对于保证产品质量、确保用户使用安全至关重要。
以下为塑胶制品的质量标准及检验方法,以供参考。
一、质量标准1. 外观质量:塑胶制品的外观应保持整洁、光滑,表面无明显划伤、气泡、变色等缺陷。
2. 尺寸精度:塑胶制品的尺寸应符合规定的尺寸公差,尺寸公差的大小取决于具体的产品和用途。
3. 力学性能:塑胶制品的力学性能包括拉伸强度、弯曲强度、冲击强度等。
不同的塑胶材料对应着不同的力学性能指标,需要根据具体材料选择相应的标准进行检验。
4. 耐热性:塑胶制品应具有一定的耐热性,以保证在高温环境下不发生变形、熔化等现象。
常见的检验方法包括热变形温度、承受高温环境下的重量变化等。
5. 耐磨性:塑胶制品应具有一定的耐磨性,以保证在长时间使用过程中不易磨损或破碎。
常见的检验方法包括耐磨性试验机、耐磨性杯法等。
6. 耐候性:塑胶制品应具有一定的耐候性,以保证在室外长时间使用过程中不易老化、褪色等现象。
常见的检验方法包括紫外线老化试验、人工气候老化试验等。
7. 化学性能:塑胶制品在特定环境下应具有一定的耐化学性,以保证在特殊使用环境下不发生变化或腐蚀。
常见的检验方法包括耐环境介质试验、耐酸碱试验等。
8. 环境友好性:塑胶制品应符合环保要求,遵循国家和行业相关标准,比如符合RoHS指令的限制物质含量要求。
二、检验方法1. 外观检验:通过目测和触摸检查外观是否符合要求,主要检查表面是否平整、无划痕、气泡等缺陷。
2. 尺寸检验:使用卡尺、测量仪器等工具测量产品的尺寸,与标准尺寸进行比较,检验是否在公差范围内。
3. 力学性能检验:使用拉力试验机、弯曲试验机、冲击试验机等设备对塑胶制品进行相应的试验,检测其强度和硬度等力学性能指标。
4. 耐热性检验:将塑胶制品置于高温环境下,观察是否发生变形、熔化等现象,或使用热变形温度试验仪进行检测。
5. 耐磨性检验:使用耐磨性试验机对塑胶制品进行摩擦试验,或使用耐磨性杯法进行试验,检验其耐磨性能。
塑胶件检验标准
塑胶件检验标准塑胶件是一种常见的工程材料,广泛应用于汽车、电子、家电等行业。
为了确保塑胶件的质量和性能,制定了一系列的检验标准,以便对其进行有效的检验和评估。
本文将介绍塑胶件检验标准的相关内容,希望能够对相关行业的从业人员有所帮助。
首先,塑胶件的外观质量是其检验的重要内容之一。
外观质量的检验包括表面平整度、色泽一致性、无气泡、无瑕疵等方面。
通过目测和触摸可以初步判断塑胶件的外观质量,但为了更加准确地评估,通常会使用专业的检测设备进行检验,如显微镜、光学投影仪等。
其次,塑胶件的尺寸精度也是需要进行严格检验的内容之一。
尺寸精度直接关系到塑胶件在装配时的匹配性和稳定性。
常见的尺寸检验方法包括三坐标测量、投影仪测量、量具测量等。
这些方法可以有效地对塑胶件的尺寸精度进行检验,并且可以得出相应的数据进行评估。
另外,塑胶件的物理性能也需要进行全面的检验。
物理性能包括强度、硬度、韧性、耐磨性等方面。
这些性能的检验需要使用专业的实验设备,如拉伸试验机、冲击试验机、硬度计等。
通过对这些物理性能的检验,可以全面评估塑胶件的质量和可靠性。
此外,塑胶件的化学性能也是需要进行检验的重要内容之一。
化学性能包括耐腐蚀性、耐老化性、耐候性等方面。
这些性能的检验需要使用化学分析仪器和设备,如红外光谱仪、热重分析仪等。
通过对这些化学性能的检验,可以评估塑胶件在特定环境下的表现和耐久性。
最后,塑胶件的环保性能也是需要进行检验的内容之一。
环保性能包括有害物质含量、可降解性等方面。
这些性能的检验需要符合相关的环保标准和法规要求,通过检验可以评估塑胶件对环境的影响和可持续性。
总之,塑胶件的检验标准涵盖了外观质量、尺寸精度、物理性能、化学性能和环保性能等多个方面。
通过严格按照相关标准进行检验,可以确保塑胶件的质量和性能达到要求,从而满足不同行业的应用需求。
希望本文能够对相关行业的从业人员有所帮助,促进塑胶件质量的提升和行业的健康发展。
塑胶件的检验标准

塑胶件的检验标准工具卡尺(精度不低于0.2mm)。
打火机。
外观缺陷检查条件距离:肉眼与被测物距离30CM。
时间:10秒钟内确认缺陷。
角度:15-90度范围旋转。
照明:60W日光灯下。
视力:1.0以上(含较正后)。
检验项目及要求塑壳外观a.所有外观面光滑过渡、无注塑不良。
b.外观面无划伤、痕迹、压痕。
c.非喷涂面不能有喷涂印。
d.喷涂均匀完整、不粗糙、无暗纹、亮斑,不能有局部堆积,少油,纤维丝。
喷涂是否牢固,硬度是否符合要求。
e.喷涂层色差光泽均匀、光亮。
尺寸测量下列尺寸,所有尺寸均须同图纸吻合或与样板一致。
a.五金槽的尺寸。
b.外型轮廓。
c.定位孔位置d.特殊点位置及规格(超声线)。
材质a.原材料是符合相关设计要求。
b.防火材料应用打火机做实验(需在确保安全的条件下进行)。
试装配a.将胶壳与相应的保护板、五金、支架等配件试装应配合良好。
b.必要时应取1-3个胶壳试超声,超声缝隙应均匀一致,焊接良好。
五金件尺寸测量五金的尺寸,须与样品或BOM一致。
外观目测检查五金的色泽是否与样品一致,是否有划伤、变形,电镀层脱落等。
检验方法外观使用目测法检查被检品的外观。
寸使用卡尺测量被检品的尺寸。
塑壳表面分类A面:塑壳壳面;B面:塑壳底面。
等级分类A级:公司所生产原配、原装产品的塑壳和五金来料;B级:公司所生产自有品牌或类似产品塑壳和五金来料;C级:以客户所承认样品生产的产品的塑壳和五金来料。
质量评定检验办法塑胶(包括五金件)来料按按GB/T 2828-87 正常检查一次抽样方案II级检查水平进行抽样检查。
缺陷分类A级来料附件一执行。
B级来料参照附件二执行。
C极来按客户承认样品进行检验。
塑胶验货标准1、目的:本规范旨在定义**公司品质标准,对胶塑产品检验与判定的依据,同时为客户及协力厂商对本公司品质要求认知准则。
2、适用范围:本公司生产或加工组装所需塑胶件产品皆适用之。
3、定义:3.1 缺点(defect):发生危险(如发生火灾、爆炸等)影响产品的安全性能、或产品使用性能不能达到所期望的目的,或显著的减低其实用性能,或不影响产品的使用目的但影响产品的外观。
塑胶件检验标准
塑胶件检验标准塑胶件作为现代工业制造中不可或缺的一部分,其质量直接关系到产品的使用性能和安全性。
因此,制定和执行严格的塑胶件检验标准显得尤为重要。
塑胶件检验标准是指对塑胶件进行检验时所遵循的一系列规范和程序,其目的在于确保塑胶件的质量符合国家标准和客户要求,以及保障产品的可靠性和稳定性。
首先,塑胶件的外观检验是塑胶件检验标准中的重要环节之一。
外观检验主要包括外观缺陷、表面光洁度、色泽和尺寸等方面的检测。
外观缺陷主要包括气泡、瘀伤、热缩痕、色差、异物等,这些缺陷会直接影响产品的美观度和使用寿命。
而表面光洁度和色泽则关系到产品的整体质感和外观效果。
尺寸方面的检测则是为了确认产品的尺寸是否符合设计要求,以保证产品的装配和使用性能。
其次,塑胶件的物理性能检验也是塑胶件检验标准中不可或缺的一部分。
物理性能检验主要包括拉伸强度、冲击强度、硬度、热变形温度等指标的测试。
拉伸强度和冲击强度是评价塑胶件强度和韧性的重要指标,直接关系到产品的使用寿命和安全性。
硬度则是评价塑胶件硬度和柔软性的指标,也是衡量产品质量的重要参数。
而热变形温度则是评价塑胶件耐热性能的重要指标,直接关系到产品在高温环境下的稳定性和可靠性。
最后,塑胶件的化学性能检验也是塑胶件检验标准中必不可少的一环。
化学性能检验主要包括塑胶件的耐化学品性能、耐候性能和耐老化性能等方面的测试。
耐化学品性能是评价塑胶件耐受化学品侵蚀能力的重要指标,直接关系到产品在特殊环境下的稳定性和可靠性。
耐候性能和耐老化性能则是评价塑胶件抗紫外线和抗老化能力的重要指标,直接关系到产品在室外环境下的使用寿命和外观效果。
综上所述,塑胶件检验标准涵盖了外观检验、物理性能检验和化学性能检验等多个方面,其目的在于保证塑胶件的质量符合要求,以确保产品的可靠性和稳定性。
只有严格执行塑胶件检验标准,才能生产出高质量的塑胶产品,满足客户的需求,赢得市场的信赖。
因此,对塑胶件检验标准的制定和执行应当引起重视,不断完善和提高,以适应不断变化的市场需求和技术发展。
塑胶件检验标准
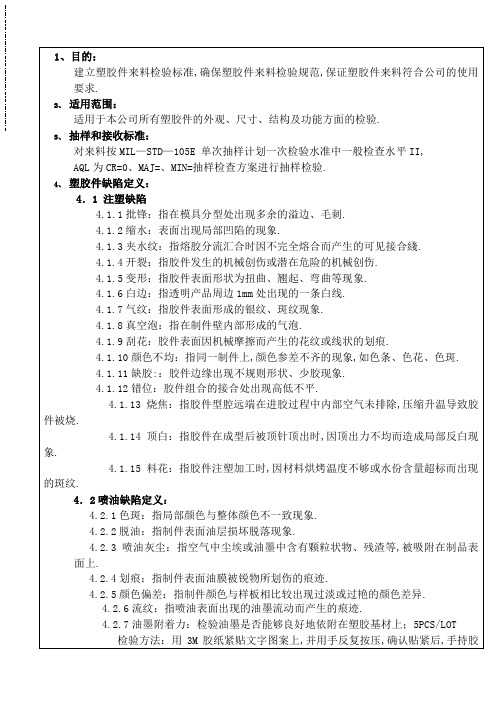
3PCS/LOT
2
附着力测试(印刷字体)
先对印刷部位脱脂,后将3M胶纸粘在印刷区域,并使用铅笔橡皮擦擦拭接触部位,以加强胶带与待测区之接触面积,静置90±30秒后,用手抓住胶带旳一端,在垂直90度方向迅速拉下胶带,同一位置测试3次
丝印字体内容不完整且模糊不清晰为不合格
A
D≤0.4, N≤3两点距离100mm以上
MI
对比菲林
B
D≤0.6, N≤3
两点距离100mm以上
MI
对比菲林
C
无刮手旳点即可
MI
目视
3
无感划伤
目视不明显且无手感
A
L≤5mm W≤0.2mm
N≤1
MI
对比菲林
B
L≤15mm W≤0.2mm N≤2且DS≥100mm以上
MI
对比菲林
4
有感划伤
目视及手感均很明显旳划伤
1.目旳:
明确产品检查鉴定原则,有效管控产品旳品质,保证产品满足正常旳生产与客户旳规定
2.范畴:
合用于所有旳质量检查人员
3、作业内容
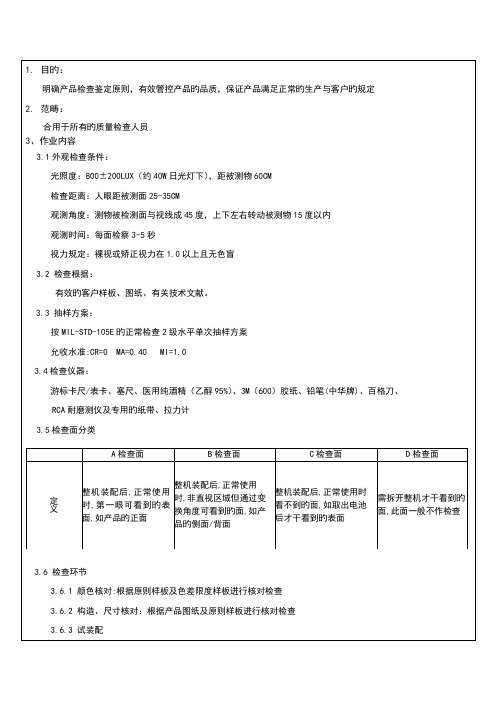
3.1外观检查条件:
光照度:800±200LUX(约40W日光灯下),距被测物60CM
检查距离:人眼距被测面25-35CM
观测角度:测物被检测面与视线成45度,上下左右转动被测物15度以内
DS
距离(mm)
S
面积(mm2)
3.8壳料外观检查
序号
项目
缺陷描述
检察面
接受原则
CR/MA/MI
检查措施
1
同色点
与产品表面颜色一致旳点
A
D≤0.5, N≤3
塑胶件检验标准
30-45cm对比样品目视不明显
√
丝印质量收货标准
1.
色差:不接受.
2.
丝印偏移:
判定:.0.3mm≤偏移≤0.35mm
√
3.
沙孔:产品表面有沙子般大小的小孔.
A面:大于1个,
√
B面:D≤0.3mm2大于1个
√
C面:D≤0.3mm2大于2个,两个间距≥2cm,
√
4.
漏油:产品漏出底材.
A面:大于1个
个周期物质循环.然后在25℃50%RH状态下取出试验样品,再在常温下恢复两小时一进行外观检验,并测
试百格测试.
判定:产品表面不出现异常,附着力≥4B则为合格:产品表面出现油膜有脱落、变色、裂痕、起皱、分离为异常.
√
3.
表面油漆硬度测试
测试方法
A
用4H铅以45度角力,5MM/秒的速度在油漆表面往返擦拭20次无异常.
B
用橡皮擦在表面擦拭往返20次无异常.
C
以1KG重力,40MM小平面在表面自然推动,以一个往返为1次,推动20次无异常.
√
4.
百格测试
测试方法
用百格刀在测试样本表面划100个1mm×1mm小网格,每一条划线应深及油漆的底层;用毛刷将测试区域
的碎片刷干净;用3M600号胶纸或等同胶纸牢牢粘住被测试区域,并用橡皮擦用力擦拭胶带,以加大胶带
与被测区域的接触面积及力度;静置30秒后,用手抓住胶带一端,以90度迅速撕下胶纸,同一位置进
行3次相同试验;
判定:外观不允许有剥落、裂痕、起皱分离等现象,剥落范围不大于被测面积的5%
√
5
高温测试所有塑胶件必须做高温测试
测试条件及方法:
65℃环境下将所测样品放置于恒温测试仪中,保持12小时.
塑胶件外观检验标准
塑胶件外观检验标准塑胶件的外观检验标准通常根据具体的产品和行业来确定,以下是一些可能适用的一般性标准和考虑因素:1. 色泽:* 颜色一致性:检查塑胶件的颜色是否与规定的标准一致。
* 色差:使用色差仪等设备测量色差,确保在可接受范围内。
2. 表面质量:* 气泡和孔隙:检查表面是否有气泡、孔隙或其他缺陷。
* 流痕和熔接线:检查塑胶件表面是否有流痕或熔接线,这可能是注塑过程中的痕迹。
* 瑕疵和斑点:检查表面是否有明显的瑕疵或斑点。
3. 尺寸和形状:* 尺寸一致性:检查塑胶件的尺寸是否符合设计要求。
* 形状偏差:检查塑胶件的形状是否在允许的范围内。
4. 标志和标签:* 标志一致性:如果有印刷或标志,确保其清晰、准确。
* 标签附着:检查标签是否正确附着在塑胶件上。
5. 外观一致性:* 表面光泽:检查表面光泽是否一致。
* 图案一致性:如果有图案或纹理,确保一致性。
6. 注塑瑕疵:* 短射、翻模等:检查是否有短射、翻模、异物等注塑过程引起的缺陷。
7. 耐用性和稳定性:* 耐候性:如果塑胶件暴露在外部环境,检查其耐候性。
* 稳定性:确保塑胶件在各种条件下保持稳定性,例如温度变化、湿度等。
8. 检测设备:* 使用合适的检测设备:如显微镜、光学仪器、色差仪等,确保检验的准确性。
9. 检验频率:* 确定检验频率:根据生产批次和质量要求确定外观检验的频率。
10. 记录和报告:* 记录检验结果:记录每次检验的结果,包括任何不合格项。
* 报告:生成外观检验报告,明确说明合格和不合格项。
请注意,具体的外观检验标准可能会因行业、产品类型和制造过程的不同而有所变化。
建议参考相关的国际、行业或公司标准以确保符合特定要求。
塑胶件质量检验规范
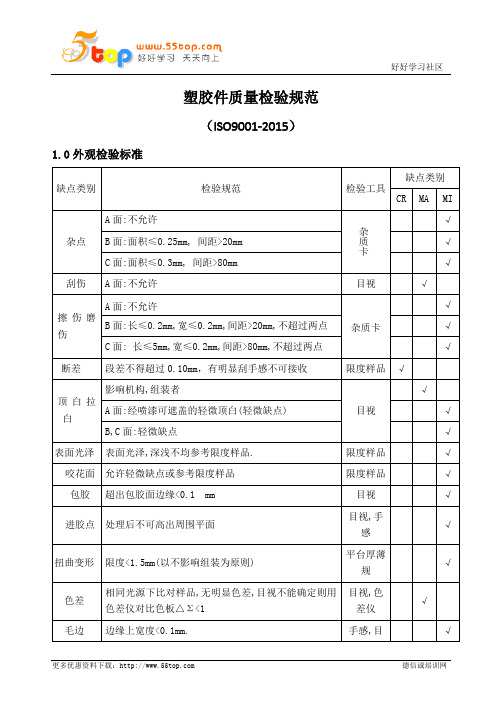
塑胶件质量检验规范(ISO9001-2015)1.0外观检验标准缺点类别检验规范检验工具缺点类别CR MA MI杂点A面:不允许杂质卡√B面:面积≤0.25mm, 间距>20mm √C面:面积≤0.3mm, 间距>80mm √刮伤A面:不允许目视√擦伤磨伤A面:不允许杂质卡√B面:长≤0.2mm,宽≤0.2mm,间距>20mm,不超过两点√C面: 长≤5mm,宽≤0.2mm,间距>80mm,不超过两点√断差段差不得超过0.10mm,有明显刮手感不可接收限度样品√顶白拉白影响机构,组装者目视√A面:经喷漆可遮盖的轻微顶白(轻微缺点) √B,C面:轻微缺点√表面光泽表面光泽,深浅不均参考限度样品. 限度样品√咬花面允许轻微缺点或参考限度样品限度样品√包胶超出包胶面边缘<0.1 mm 目视√进胶点处理后不可高出周围平面目视,手感√扭曲变形限度<1.5mm(以不影响组装为原则) 平台厚薄规√色差相同光源下比对样品,无明显色差,目视不能确定则用色差仪对比色板△Σ<1目视,色差仪√毛边边缘上宽度<0.1mm. 手感,目√缺胶A,B面不允许有视卡尺√C面:不影响装配与功能者(如:骨位之类,高<0.5mm) √气纹A、 B面:不允许√C面:直径<0.25mm,间距>50mm,允许有两点. √缩水凹限A、 B面不允许、C面:直径<0.25mm,间距>50mm,允许有两点限度样品√裂痕裂开卡尺√水口裂痕长度<0.2mm √2.0尺寸检验:根据BOM清单、图纸、检验来料尺寸与我司要求一致3.0试装检验:根据来料实物与相应机型组装检查符合组装要求。
不可出现断差、缝隙、变形、过松、过紧等不良现象(7.0项8.0项均按特殊水平S-3抽样检验)。
4.0可靠性测试:4.1百格测试:在表面处理件上用刀片在表面平面点上划1*1MM距离百格用3M 胶垂直90°贴平把内部空气排出,迅速拉起表面不可有脱落,连续3次测试达到5B水平4.2 附着力测试:表面丝印字体上用3M胶垂直90°贴平把内部空气排出,迅速拉起表面不可有脱落,连续3次测试无脱落为OK。
塑胶件通用检验标准

塑胶件通用检验标准1 范围包括所有塑料件的尺寸、外观、功能检测,适用于IQC进行来料检验,也用适于QC、QA 在生产过程中的质量控制以及对成品进行验收检查。
2 样件模具完成后,设计人员应对样件封样,最少签两套样件,一套封存于外协生产厂家,一套封存于公司IQC处,作为可接受来料的实物标准,发生品质争议时作为判断的依据。
设计人员应不定期对封存的样件作检查,以确认样件是否能继续作为检验的参考,若发现样件产生问题,不能再作为品质判断的依据,设计人员应重新签板,旧样件作废。
样件保存的部门应对样件的品质负责,发现有导致样件品质下降的问题产生,应立即与设计人员联系。
因为种种原因对模具作修改,设计人员应在修改稳定后重新签板,以替代旧的样件。
3 类别划分定义3.1塑料件分类A、内部使用塑料件:装配在产品的内部,在正常使用条件下,用户不会看到。
B、外部使用塑料件:装配后表露在外部,用户可以直接看到,或是开门后可看到。
C、透明塑料件:各种透明材料注塑成型的塑料件。
3.2缺陷区域划分主要面:在通常使用条件下可以直接看到的表面。
次要面:在通常使用条件下不能直接看到的表面。
4 尺寸检验若无特别说明,塑料件来料按技术要求检验,若不作尺寸检验,以所签样件为准,需要检验的尺寸,必须在设计图纸中标明。
未注尺寸公差按前述技术条件检验。
5 阻燃性阻燃性检验按图纸要求,符合UL94标准。
检验方法参照GB/T2408-1996〈塑料燃烧性能试验方法水平法和垂直法〉6 外观检验内部使用塑料件:在正常光线下,距离为500mm,在5秒时间内作出判断。
外部使用塑料件:在正常光线下,距离为500mm,在5秒时间内作出判断。
透明塑料件:在正常光线下,距离为300mm,在5秒时间内作出判断。
(正常光线定义为自然光或光照度在300-600LX 的近似自然光, 如40W日光灯,500mm 距离)外观检验项目:(1)颜色不均此种缺陷,不论出现在主要面还是次要面上,均不接受。
塑胶件检验标准

塑胶件检验标准塑胶件作为现代工业制造中不可或缺的一部分,其质量的稳定与可靠性直接关系到产品的使用性能和安全性。
因此,建立科学的塑胶件检验标准显得尤为重要。
本文将从材料选择、外观质量、尺寸偏差、力学性能等方面,对塑胶件检验标准进行详细介绍。
首先,材料选择是塑胶件质量的基础。
塑料材料的种类繁多,不同的材料具有不同的特性,因此在使用前需要进行严格的材料检验。
常见的塑料材料有聚丙烯、聚乙烯、聚苯乙烯等,这些材料的密度、硬度、耐热性等指标都需要符合相应的标准要求。
其次,外观质量是塑胶件检验中的重要环节。
外观质量的好坏直接影响产品的美观程度和市场竞争力。
在外观检验中,需要关注产品的表面光洁度、色泽均匀度、无气泡、无瑕疵等方面,以确保产品外观的良好。
再次,尺寸偏差是影响塑胶件质量的重要因素之一。
在生产过程中,尺寸偏差可能会导致产品的装配不良甚至无法使用。
因此,在尺寸检验中,需要严格按照产品图纸要求进行测量,确保产品尺寸的精准度和一致性。
最后,力学性能是塑胶件检验中的关键环节。
不同的塑料材料具有不同的力学性能指标,如抗拉强度、弯曲强度、冲击强度等。
在力学性能检验中,需要通过相应的测试设备对产品进行力学性能测试,以确保产品在使用过程中具有良好的耐久性和安全性。
综上所述,建立科学的塑胶件检验标准对于保障产品质量和用户安全至关重要。
通过严格的材料选择、外观质量、尺寸偏差和力学性能检验,可以有效提高塑胶件的质量稳定性,满足市场需求,实现经济效益和社会效益的双赢局面。
希望本文所述内容能够对塑胶件生产企业和相关人员有所帮助,促进行业的健康发展。
塑胶件检验国家标准
塑胶件检验国家标准塑胶件是一种广泛应用于各个领域的材料,其质量的好坏直接关系到产品的使用效果和安全性。
为了保障塑胶件的质量,我国制定了一系列的国家标准来规范塑胶件的检验方法和要求。
本文将对塑胶件检验国家标准进行详细介绍,以便相关行业从业人员能够更好地了解和应用这些标准。
首先,塑胶件的外观质量是其质量评定的重要指标之一。
国家标准对塑胶件的外观质量进行了详细的规定,包括表面平整度、色泽一致性、气泡、热缩孔等方面的要求。
在进行外观检验时,应该按照国家标准的要求进行,确保塑胶件外观质量符合标准要求。
其次,塑胶件的尺寸和几何形状也是其质量的重要评定指标。
国家标准对塑胶件的尺寸公差、圆度、平行度、垂直度等方面进行了详细的规定,以确保塑胶件在使用时能够与其他零部件配合良好,保证产品的整体质量。
在进行尺寸和几何形状检验时,应该严格按照国家标准的要求进行,确保塑胶件的尺寸和几何形状符合标准要求。
此外,塑胶件的力学性能和物理性能也是其质量评定的重要指标。
国家标准对塑胶件的拉伸性能、冲击强度、硬度、燃烧性能等方面进行了详细的规定,以确保塑胶件在使用时能够承受一定的力学和环境影响,保证产品的安全性和可靠性。
在进行力学性能和物理性能检验时,应该按照国家标准的要求进行,确保塑胶件的力学性能和物理性能符合标准要求。
总的来说,塑胶件检验国家标准的制定和执行,对于保障塑胶件的质量,提高产品的可靠性和安全性具有重要意义。
相关行业从业人员应该深入学习和理解这些标准,严格按照标准要求进行检验和评定,以确保塑胶件的质量符合国家标准,为产品的质量提供有力保障。
同时,相关部门也应该加强对塑胶件检验国家标准的宣传和培训,提高行业从业人员的标准意识和执行能力,推动我国塑胶件行业的质量水平不断提升。
塑胶件外观检验标准
塑胶件外观检验标准塑胶件是一种广泛应用于各个行业的材料,其外观质量是评判产品品质的重要指标之一。
为了确保塑胶件的外观符合要求,制定一套严格的外观检验标准是必要的。
本文将介绍塑胶件外观检验的标准和相关要点。
一、外观缺陷分类首先,我们需要对塑胶件的外观缺陷进行分类。
主要的外观缺陷包括以下几类:1. 表面缺陷:表面光洁度不佳、气泡、气孔、毛刺等。
2. 几何尺寸缺陷:尺寸不准确、嵌注痕迹、异物粒子等。
3. 颜色缺陷:颜色不均匀、色差过大等。
4. 拼接缺陷:拼接处不牢固、存在接缝、开裂等。
二、外观检验标准针对上述分类的外观缺陷,我们需要制定相应的检验标准。
以下是常用的塑胶件外观检验标准:1. 表面缺陷检验标准:检查表面光洁度、气泡和毛刺等缺陷。
根据产品的特性和使用环境,可以制定相应的允许范围和级别。
2. 尺寸缺陷检验标准:测量塑胶件的尺寸,并与设计图纸进行对比。
对于关键尺寸,需严格控制误差范围。
3. 颜色缺陷检验标准:根据产品要求的颜色标准,使用色差仪或人眼对塑胶件的颜色进行检验。
将颜色差异控制在可接受范围内。
4. 拼接缺陷检验标准:通过物理测试或加工试验验证拼接处的强度和牢固性。
确保拼接处无开裂或接缝现象。
三、外观检验方法外观检验应根据不同的缺陷类型采用相应的检验方法,以下是常用的外观检验方法:1. 目测检验:使用肉眼对塑胶件的外观进行检查。
此方法适用于表面缺陷和颜色缺陷的检验。
2. 借助工具:如放大镜、显微镜等,对细小的缺陷进行观察和测量。
适用于尺寸缺陷和拼接缺陷的检验。
3. 物理测试:应用拉力测试机、冲击试验机等设备对拼接处进行力学性能测试,以验证其牢固性。
四、外观检验记录与评估在外观检验过程中,需要记录检验结果并进行评估。
以下是相关要点:1. 检验记录:记录每个样品的检验时间、检验人员、缺陷类型和数量等信息。
确保有准确的记录可供参考。
2. 缺陷评估:根据标准要求,对检出的缺陷进行评估和分类。
将其分为轻微缺陷、一般缺陷和严重缺陷等级。
塑胶件品质检验标准
塑胶件品质检验标准
塑胶件在我们的日常生活中无处不在呀,从小小的手机壳到大型的汽车零部件,都有它们的身影呢。
那塑胶件的品质检验标准可就太重要啦!这就好比是一场严格的考试,只有通过了才能算是合格的产品呢。
先来说说外观吧。
塑胶件的表面可不能有明显的瑕疵呀,比如划痕、气泡、缩水这些,这就好像人的脸上不能有疤一样,会影响美观呀。
颜色也要均匀一致,不能有色差,不然多难看呀!还有呀,尺寸也得符合要求,总不能一个本该严丝合缝的部件,却大了或小了吧,那还怎么用呀!
再讲讲强度和韧性。
塑胶件可不能是“软柿子”呀,得有一定的强度来承受各种外力。
就像我们人要有强壮的身体才能应对生活中的各种挑战一样。
要是轻轻一掰就断了,那可不行呀!同时呢,韧性也很关键,要能有一定的弹性,不能太脆了,不然稍微碰一下就碎成渣了,这算什么品质呀!
然后呢,还有耐腐蚀性。
塑胶件在不同的环境中使用,得能抵抗各种化学物质的侵蚀呀。
不能碰到点酸碱就变质了,那不是“弱不禁风”嘛!这就好像战士要能经受住战场上的各种恶劣环境一样。
还有啊,耐热性和耐寒性也不能忽视呀。
在高温或低温的情况下,塑胶件可不能变形或者脆化呀。
难道夏天温度一高就变形了,冬天一冷就碎了,那还能用吗?
塑胶件的品质检验标准真的是非常严格呢!这是为了确保我们使用的每一个塑胶件都是可靠的、耐用的呀。
如果品质不过关,那会带来多少麻烦呀!我们可不能容忍那些劣质的塑胶件充斥在我们的生活中呀!所以呀,每一个生产塑胶件的厂家都应该严格按照这些标准来检验,不能有丝毫的马虎呀!只有这样,我们才能用上高品质的塑胶件,我们的生活才会更加美好呀!这就是我的观点,不容置疑!。
塑胶件检验标准
裝配後配合縫局部間隙過大
間隙比理想情形增大0.3mm以內
間隙比理想情形增大0.2 mm以內
錯位
錯位小於0.3mm以內
錯位小於0.2 mm以內
4.1.8脫皮、燒焦、銀紋
類別
部位
接受標準
底、面殼
正面
按雜色點標準處置
側面
按雜色點標準處置
底面
按雜色點標準處置
按鍵
類別
部位
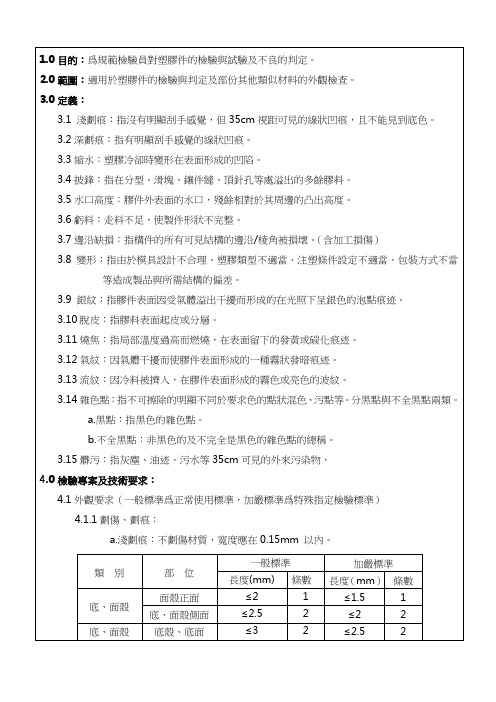
一般標準
加嚴標準
長度(mm)
條數
長度(mm)
條數
底、面殼
面殼正面
≤2
1
≤1.5
1
底、面殼側面
≤2.5
2
≤2
2
底、面殼
底殼、底面
≤3
2
≤2.5
2
透明罩
有效透明面
≤1.5
1
≤1
1
按鍵
可見面
≤1.5
1
≤1
1
b.深劃痕:傷及材質的劃傷
類別
部位
一般標準
加嚴標準
長度(mm)
條數
長度(mm)
條數
底、面殼
面殼正面
可見面
不接受
透明罩
透明面
不按受
4.1.9氣紋、流紋
指對於“光面”(指表面無飾紋,高光潔度的面)按下表處理。
類別
部位
接受標準
底面
殼
面殼正面
不接受視距35cm可見的上述缺陷。
底、面殼側面
接受視距35cm不明顯的上述缺陷共2處,每處面積小於10mm2。
底殼底面
接受視距35cm不明顯的上述缺陷。
塑胶件检验标准
塑胶件检验标准塑胶件作为现代工业制造中不可或缺的一部分,广泛应用于汽车、家电、电子产品等各个领域。
为了保证塑胶件的质量和安全性,制定了一系列的检验标准,以确保塑胶件的质量符合要求。
本文将介绍塑胶件检验标准的相关内容,以便于相关从业人员了解和遵守。
首先,塑胶件的外观检验是非常重要的一环。
外观检验包括外观缺陷、色泽、表面光洁度等方面的检测。
在外观缺陷检验中,应注意检查塑胶件表面是否存在气泡、烧结、裂纹、毛刺等缺陷,色泽是否均匀一致,表面光洁度是否符合要求。
外观检验的合格标准通常由相关行业标准或客户要求来确定,需要严格按照标准进行检验。
其次,尺寸检验是塑胶件检验的关键环节之一。
尺寸检验包括外形尺寸、壁厚、孔径、孔距等方面的检测。
在尺寸检验中,应使用合适的测量工具,如卡尺、游标卡尺、高度规等,对塑胶件的各项尺寸进行精确测量,并与设计图纸或标准进行对比,以确保尺寸符合要求。
另外,物理性能检验也是塑胶件检验的重要内容之一。
物理性能检验包括拉伸强度、冲击强度、硬度等方面的检测。
在物理性能检验中,应根据相关标准和客户要求,选择合适的试验方法和设备,对塑胶件的物理性能进行检测,以确保其符合要求。
此外,化学性能检验也是塑胶件检验的重要内容之一。
化学性能检验包括耐酸碱性、耐老化性、耐候性等方面的检测。
在化学性能检验中,应根据相关标准和客户要求,选择合适的试验方法和设备,对塑胶件的化学性能进行检测,以确保其符合要求。
最后,环境适应性检验也是塑胶件检验的重要内容之一。
环境适应性检验包括耐热性、耐寒性、耐湿热性等方面的检测。
在环境适应性检验中,应根据相关标准和客户要求,选择合适的试验方法和设备,对塑胶件在不同环境条件下的性能进行检测,以确保其符合要求。
综上所述,塑胶件检验标准涉及外观检验、尺寸检验、物理性能检验、化学性能检验和环境适应性检验等多个方面。
只有严格按照相关标准和客户要求进行检验,才能保证塑胶件的质量和安全性。
希望本文能够对相关从业人员有所帮助,促进塑胶件质量的提升和行业的健康发展。
塑胶件外观检验标准(一)
塑胶件外观检验标准(一)塑胶件外观检验标准引言塑胶件是一种常见的制造材料,广泛应用于各个行业。
外观是塑胶件质量的重要指标之一,对于保证产品质量和提升用户体验至关重要。
本文将介绍塑胶件外观检验的标准和要点,帮助读者更好地进行相关工作。
检验标准1.尺寸和形状:–外观尺寸应符合设计要求,避免存在明显的偏差。
–塑胶件的形状应该光滑、匀称,不应该有明显的变形或扭曲现象。
2.表面质量:–表面应平整无凹凸、无翘曲、无划痕、无气泡等缺陷。
–颜色应均匀,无明显的色差或色斑。
–无杂质,如灰尘、金属颗粒等。
3.装配功能:–如果塑胶件需要进行装配,应能顺利和其他部件进行配合。
–装配后应无明显的松动和摩擦阻力过大等现象。
检验方法1.目视检查:–对塑胶件进行全面、仔细的目视检查,发现问题及时记录。
–检查是否存在尺寸和形状方面的问题,以及表面质量是否符合要求。
2.触感检查:–轻轻触摸塑胶件表面,检查是否存在凹凸不平、翘曲等问题。
–触摸时应注意感受是否有明显的温差或凉爽感,以确保无明显气泡存在。
3.装配试验:–将塑胶件按照设计要求进行装配,检查装配过程中是否存在问题。
–检测装配后的机械性能,如摩擦力、松动度等,确保其符合要求。
结论塑胶件外观检验标准对于保证产品质量和用户体验至关重要。
通过遵循尺寸和形状、表面质量以及装配功能等检验标准,并采取目视检查、触感检查和装配试验等方法,可以有效判断塑胶件的质量是否符合要求。
合格的塑胶件将为各行业提供可靠的解决方案,为用户带来更好的使用体验。
*请注意,以上文本为AI生成,仅供参考。
应根据具体需要进行修改和补充。
塑胶零件检验标准

塑胶零件检验标准
一、检验项目
1.包装:包装无破损,物料无受潮或有其他异常;包装袋上应注明产品名称,适用机型,生产、检验日期及物料编号。
2.外观:依照附件的IPTV塑胶件外观检验标准。
3.结构尺寸:结构尺寸符合设计图纸。
4.百格测试:用锋利刀片在测试样本表面轻划100个小网格(1mm×1mm)。
每一条划线应深及表面涂层的底层。
用99%的酒精浸泡的布块对测试样本脱脂,用粘附力350~400g/cm2的胶纸(3M600号胶纸或等同)牢牢粘着测试小网格,抓住胶纸两端,在垂直方向迅速扯下胶纸,同一位置2次相同试验,其标准以任一格子中间不得有脱落为合格。
5.耐磨性:笔状绘图橡皮以1KGF的力,每分钟12次,擦油漆表面100次不透底。
6.耐醇性:酒精湿润油漆表面10MIN后,以500g/cm2的力50次推擦,无明显变化。
7.表面硬度:用2H铅笔1kg力45度角,划20mm线三条,用橡皮擦拭后无划痕注:以上4、5、6、7项检验内容主要针对需喷漆的零件。
二、失效判据:
1缺陷:包装上无要求标签,结构尺寸不符合,塑胶件外观面缺陷。
2对百格测试,耐磨性,耐醇性,表面硬度测试有一个不合格,则整批不合格。
合格标准:
AQL= 0.4
产品交收按GB2828-2003一般检查水平Ⅱ级抽样方法,一次正常检查方案。
附:塑胶件外观检验标准。
塑胶件检验标准

1、检验依据:①《原材料技术规格书》、②检验样板、③图纸、 ④有关技术文件。
2、抽样方案按 GB2828-87 ,一般检查水平Ⅱ级进行抽样检验。
3、合格质量水平按 AQL 值:B 类=1.5,C 类=2.5。
4、检测仪器、工具:游标卡尺、色差计、塞尺、电批、医用纯酒精(乙醇95%)、“思高牌”3M胶纸、 耐磨仪、5%的NaCl溶液、刀片。
5、塑胶件检验标准5.1、适用范围:适用于本公司电话机所用塑胶件(包揽喷油、电镀塑胶件)。
5.2、检查面分类:第四检查面(Ⅳ)5.3、包装、材质检验项目:类别备注内外包装不整齐,物料摆放乱。
C 内或外包装无标识,标识错,标识不完整,混料,潮湿。
B①、新机型第一次到料必须试验;②、每月每厂家抽查试验一次。
A①、新机型第一次到料必须试验;②、每月每厂家抽查试验一次。
超出规定的公差范围,影响装配。
B 超出规定的公差范围,不影响装配。
C座机<8Kgf手机<6Kgf5.4、外观检验项目:2塑胶件检验标准(第2页 共8页)座机面壳侧面、座机底壳各外表面(包括电池仓)、电池各表面、座机翻盖上盖侧面、座机翻盖下盖各外表面。
①、钢球试验:样品可取完整的外壳或能代表其中未加强的、面积最大部分,该样品应以其正常的位置支撑好。
用一个直径约50mm 、质量500g±25g 、光滑的实心钢球,使其从距样品垂直距离1300mm 处自由落到样品上,样品破损。
②、材料可燃性试验:附后第“8、塑胶件可燃性试验”。
B包装塑胶件检验标准(第1页 共8页)描述检验项目1第一检查面(Ⅰ)座机面壳正面、座机翻盖上盖正面及听筒上盖、下盖各外表面。
充电座上盖侧面、充电座下盖各外表面。
手机各内表面(拆装后才可见的塑胶件内表面)。
手机手机面壳正面、手机翻盖各面、手机背光板、LCD 透明支架。
其它座机3结构、尺寸第三检查面(Ⅲ)第二检查面(Ⅱ)手机面壳侧面、手机底壳各面、手机电池门各面、充电座上盖正面。
座机背光板。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Molded Plastic Checking Standard塑膠產品檢驗標準1.Purpose and Scope目的和範圍This document provides a uniform standard for inspection of injected molded parts and assemblies.These guidelines will be used by Hip Lick Molding and Quality Control Personnel to provide Hip Lick customers Best-In-Class injected molded Plastic Parts and Assemblies.此文件可為塑膠產品及其裝配提供一個統一的檢驗標準.協力廠可根據此指導書為顧客提供良好品質的塑膠產品和其裝配而成的成品.1.Key Definitions重要定義1.1.Surface Classifications表面分類Class A Surface: Visible on a constant, daily basis under normal operating conditions. This includes,but is not limited to, the front, bezel, keyboard, and displays.A面 : 時常可見,每日正常操作的基本點.這包括,不僅限於前部﹑斜面﹑鍵盤和顯示器.Class B Surface: Visible occasionally under normal operating conditions, such as the sides of anupper shell.B 面 : 在正常的操作時常可見的, 比如在上殼的側面Class C Surface: Seldom visible during normal operating conditions, visible during normal customermaintenance, such as the back and bottom of unit or inside battery compartment.C 面 : 在正常的操作很少見到的,但在客戶正常維修當中明顯可見的,比如電池盒后部和底部或其內側Class D Surface: Not visible under normal operating conditions. This encompasses all other surfaceswhich are not Class A, B or C such as internal surfaces, areas covered up by labelsand printed circuit boards.D 面 : 在正常操作中看不到的.這包括其他不是A面,B面或C面的表面,比如內表面,被標簽蓋住的表面和PCB.Surface Finish表面質量Grade 1: Highly polished (e.i. SPI-B1 or lower), clear transparent, fluid contact (primarilyapplies to medical parts).一級 : 高度拋光(比如: SPI-B1或低一些的), 透明的, 流動的連接(首先適用於醫學產品上)Grade 2: Low grade polish, non-textured (e.i. SPI-B2 or higher), textured, clear translucent.二級 : 低級別的拋光,無晒紋(比如: SPI-B2或高些的),晒紋,半透明的Grade 3: Painted Parts.三級 : 噴油Grade 4: Ink Stamped, printed, silk screened, other decorative processes.四級 : 油印,噴油,絲印,或其他裝飾Specific Terms專有名詞Blush: Discoloration or change in gloss, usually at gate areas where wall thickness changes.變紅/气紋: 變色或在光度上有改變,通常在水口周圍牆厚度產生變化Bubbles: Transparent parts or void pockets (may appear as a blister or bulge on colored parts.气泡: 透明膠件或空容器度(呈水泡狀或在彩色膠件膨脹)Burns: Brown marks, spots or streaks (usually associated with poor venting of gassesduring molding).燒焦: 棕色印,點或斑紋(通常與啤貨過程中排气不良有關)Cold Slug: First material to enter the mold during injection. The solid or semi-solid materialleaves a border with the adjacent material and weakens the bond between the twomaterials.冷膠: 在注塑過程中第一次進入模具的材料.固體或半固體材料與相鄰材料相連留下一個邊且削弱了兩種材料的結合Contamination: Discoloration from foreign material or foreign material embedded in the surface.污點: 來自外來材料的污點或外來材料粘在產品表面上Cracking: Splitting or fissures causing separation of the material.破裂: 爆裂或龜裂導致材料分離Crazing: Tiny cracks due to stress exerted on the part.裂痕: 因為壓力加在產品上而產生的細小裂紋Delamination: Peeling of the layers of plastic.脫皮: 塑膠表層脫落Discoloration: Inconsistent color or any change from the color standard.變色: 顏色不一致或與顏色標準不一樣Drag Marks: Scratches from the plastic scraping against the mold when ejected.拉白/拉花: 頂出時,膠件與模相刮而產生的刮痕.Flash: Excessive material along the parting line or mating surface of the mold. Normallyvery thin and flat protrusion of plastic along an edge of a part. Can also appear as avery thin string or thread of plastic away from the edge of the part.飛邊/披峰: 在分模線周圍或是模的交合處表面的過度材料.通常是指在膠件邊緣的非常細且平的突出邊,同時也表現為非常細的條狀或絲狀Flow Marks: Wavy or streaked appearance of a surface.沖紋: 表面上有波紋或條紋Gas Marks: Burn marks or dark discolored streaks caused by incomplete venting of the gases trapped in the mold.困气: 因氣體被困在模里而引起的燒焦或黑條Gouge: Surface imperfection due to abrasion, nicking or damage.溝槽: 因磨損,縮窄或損害而產生的表面不全Grease: Machine lubrication on the part.油漬: 機器潤滑油留在膠件上Haze: Cloudiness of a transparent part.光洁度差: 透明膠件光澤晦暗Lint: Any unintended foreign substance in the coating or in the surface.臟物: 漆層上或表面上粘有一些外來物料Marbling: Colored streaks due to incomplete color mixing.射紋: 由不完全的顏色混合而成的顏色條Nicks: Surface imperfection due to damage caused by impact rather than abrasion.缺口: 由於碰撞產生的損害而不是磨損導致的表面不全Non-adhesion: Lack of adequate sticking of paint, print, or any coating to the plastic surface.漆層不牢: 膠件表面上的漆層,絲印,或鍍層粘性不足Orange Peel: Rippled or mottled appearance viewable as concentric lines caused by under pressurizing. Orange peel is often the first sign of possible sink or shorting皺皮: 由於壓力不足而導致的明顯可見的﹑象集中線一樣的波紋或雜色.桔皮現象通常是產生縮水或缺膠的第一信號Pin Push: Distortion or protrusion caused by ejector pin pushing into part more than normal. 頂高: 因頂針壓到膠件而致的變形或突出Pitting: Crater-like imperfections in the material.坑洞: 材料象噴火口一樣的不合格折貼Porosity: Holes or voids in the material.孔洞: 材料上有孔或空隙Pulling: Part distortion caused from plastic catching in the mold when the part is ejected. 拉坏: 因膠件粘模而產生的變形Runs: Dripping or sagging of paint or ink. Movement of ink beyond intended surfaces.Usually caused by too much or too thick paint or ink.脫油/油墨不均: 漆或墨鬆弛或其滴下物.油墨超出指定位置.通常是因為漆或墨太多或太厚Scratch: Surface imperfection due to abrasion that removes small amounts of material.Depth is not measurable. Differs from scratch in mold which leaves a consistentmark.刮傷: 因表面磨傷而致的缺點.不可測量其深度.與模刮傷而引起的斑點不同.Shine: Glossy or shiny areas on textured surfaces (usually caused by worn or damaged areas in the mold). Can also be caused by lack of sufficient pressure to properlyreplicate texture in the mold.反光: 晒紋面平滑或發光(通常因模磨損或損傷而致).也會因模晒紋的紋路折轉處壓力不足面而致.Shorts: Missing material due to incomplete filling of the mold cavity. Parts are notcompletely formed. Can usually be identified by smooth, shiny and roundedsurfaces.缺膠: 因前模注入膠料不足而使膠件材料不夠,不能形成一個完整的產品.通常可通過平坦,光亮和圓圓的表面識別Sink: Surface depression caused by non-uniform material solidification and shrinkage.Most often noted at interface between differing wall thicknesses.縮水: 由不統一的材料固化和收縮而致的表面衰退. 大多數顯示為在分界面膠厚不一樣.Smearing: Excess ink or paint in areas that should be free of ink or paint. Smearing is due to rubbing surface before adequately dried.花/模糊: 過剩的油墨或漆流出指定區域. 模糊是因表面未干摩擦而致.Specks: Small discolored spots or matter embedded in the material.污點: 細小的顏色點或東西粘在材料上Splash: Off-colored streaking (often silver-like) caused by moisture in the material or thermal degradation of the resin during processing.色斑/混色: 在加工過程中,由於材料濕潤或是漆層溫度降低而產生的染色條(通常是銀白色)Splay: Off-colored streaking (often silver-like). Splay is caused by moisture in thematerial or thermal degradation of the resin during processing. A similar look canbe caused by cold material skipping across the surface during a fast fill. This iscommonly called “jetting”.銀紋: 染色條(通常是銀白色). 在加工過程中,由於材料濕潤或是漆層溫度降低而致.象是在快速入膠過程中,因冷材料跳過表面而成.這通常叫做”噴气”.Warp: Dimensional distortion beyond tolerances of part after molding.彎曲/變形: 啤出后,膠件呎寸變形超出公差範圍Weldlines: Witness line where two or more fronts of molten plastic converge (also called knitlines or flowlines)夾紋: 兩條或多條融膠線交合在一起(同時也叫結合線或流膠線)Witness Lines: Area of apparent discoloration caused by variation in plastic flow due to changes inthe thickness of the part.交合線: 因膠件厚度變化而使塑膠流量變化從而產生明顯變色的區域.Inspection Criteria檢查標準Inspection Process檢查程序For inspection, all parts should be free from dirt, grease, oil, excess solder material, corrosion andother detrimental substances. Dust caused by shipping material chafing is acceptable if it can bebrushed off or blown off with air without damage to the part.在檢查過程中,所有的膠件必須是無臟物,油漬,油點,過度焊接材料,腐蝕劑和其他有害物質.在運輸過程中沾上灰塵,如果它在不損壞膠件的情況下可擦乾凈或吹乾凈的話,是可接受的.1.4.2.Lighting Requirements光度要求Cool white florescent light of 80 to 120 foot-candles冷日光燈80 –120,對著光檢驗1.4.3.Viewing Angle觀察角度:All viewing will take place with direct overhead lighting. Viewing angle is dependent on surfaceclassification.所有的觀察都要直對著光線. 觀察角度根據表面類別而定.In every case, parts will be held such that the light is not reflected directly to the viewer.在任何情況下,都要拿著膠件以免光直接反射觀察者.CLASS SURFACE: Hold part 30 degrees from the horizontal plane. Part is in direct line withthe eyes. Rotate part 30 degrees to the right and to the left about the verticalaxis.A面: 手持膠件與水平面成300;直線目測;向左右各旋轉300大致成垂直軸心.CLASS B SURFACE: Hold part 90 degrees from the horizontal plane. Part is in direct line withthe eyes. Do not rotate the part.B面: 手持膠件與水平面成900;直線目測;不可旋轉膠件.CLASS C SURFACE: Hold part 90 degrees from the horizontal plane. Part is NOT in direct linewith the eyes. Part is held 45 degree below the plane of the eyes. Do notrotate the part.C面: 手持膠件與水平面成900;不可直線目測;膠件與視線平面成450;不可旋轉膠件.1.3.4Distance Requirements距離要求Class A A面18 inches(英寸) 460 mmClass B B 面24 inches(英寸) 610 mmClass C C面30 inches(英寸) 762 mm1.3.5Time Requirements時間要求Surface Area “ A ” Surfaces Non-“A” Surfaces 表面區域≤4 in2(2”x2”) 2 sec.(秒) 1 sec. (秒)4-16 in2(4”x4”) 4 sec. (秒) 2 sec. (秒)16-64 in2(8”x8”) 6 sec. (秒) 3 sec. (秒)64-144 in2(12”x12”) 8 sec. (秒) 4 sec. (秒)> 144 in2(>12”x12”) 10 sec. (秒) 5 sec. (秒)1.3.6Accept/ Reject Criteria接受/不接受標準(S=面積Area; L=距離Distance)。