Excel模板自动生成CPK--
用EXCEL设计CPK操作格式

三,组界 起始/终 设定技 巧:
1,将所量 测 35 PCS 数 据,输入 如图四之 Data1字 段中 2,再将左 表之工程 上下限与
量测最大 最小值比 较,以大 的定大 / 小的定小 来设定组 界起始/ 终
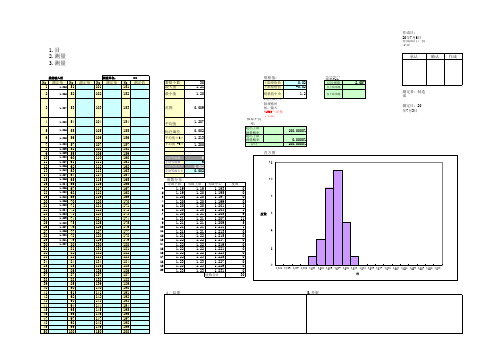
图三
左边表格
右边表格
图四
数据 图五
五,绘制 常态直 方图步 骤:
1,鼠标去 点选 "工 具" 功能 键之下拉 式的 "数 据分析" 选项 如 图四
CPK 制程 能力 操作 手册 设计
二,CPK 统计表 格简介:
1,如图三, 为CPK未 输入前统 计表格的 全貌
2,左边表 格为"输 入"工程 设计值尺 寸及量测 数据自动 运算值
3,右边表 格为量测 数据"输 入"表格, 可容纳三 种尺寸(
Data1,Da
ta2,Data3
而对应 组界( Range)设 定输入, 绘常态分 布直方图
12,鼠标 点选(快 速左键二 下如) 图直 方图框, 出现绘图 对话
窗口,再 去设定所 需格式
**有关" 坐标轴格 式对话窗 口"内设 定,只需 点选后自 行操作即 可
14,加入" 文本框" 操作:如 图所示
文本框扭
CPK 制程 能力 操作 手册
一,CPK 统计表 格函数 分析工 具开启 简介:
鼠标点 选"T4单 元格,按 左键不 放,下拉 至T38单 元格后, 放左键即 可
9,点选直 方图统计 图,出现8 个四方小 后,再点 选 "编辑 "菜单下 拉的"复 制"选项, 图上图
快捷键 Ctrl + C
Excel模板自动生成CPK, SPC, Run Chart结果和曲线图

TU: TL:
120.00 80.00
0 4
106.3 106.3 99.69 98.35 96.86 101.500 9.440
1 1 1 0 0 0 0 0 0 0 0 0 0
5
101.7 101.7 109.2 105.4 100.1 103.620 9.100
0 1 0 0 0 0 0 0 0 0 0 0 0 9.100 103.620 103.620 9.100 100.568 106.218 94.918 10.143 21.4015 10.14320 0.000 21 22
93.74 93.74 107.1 92.46 97.48 96.904 14.640
0 0 0 0 0 0 0 0 0 0 0 0 0 7.300 100.820 100.820 7.300 100.568 106.218 94.918 10.143 21.402 0.000 TRUE TRUE 21.402 FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE 104.45 FALSE 14.640 96.904 96.904 14.640 100.568 106.218 94.918 10.143 21.402 0.000 TRUE TRUE 106.218 100.568 FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE 0 0 0 1 1 1 0 0 0 0 0 0 0 14.830 100.610 100.610 14.830 100.568 106.218 94.918 10.143 21.402 0.000
快速自动生成CPK、PPK

RUCL: RCL: RLCL: 19
1 0.98 1.03 1 0.95 0.992 0.080
0 0 0 0 0 0 1 1 1 0 0 0 0 0.045 0.980 0.980 0.080 0.989 1.014 0.964 0.045 0.095 0.000 TRUE TRUE 0.008 0.080 FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE 0.98 FALSE FALSE 0.045
统计描述 均值图 极差图 1 2 2 4 1 1 1 4 1 统计日期: 统计项目: 容量 125 10
0.99 0.97 0.95 0.97 0.99 0.974 0.040
0 0 0 0 0 0 0 1 0 1 1 1 0 0.050 0.972 0.972 0.050 0.989 1.014 0.964 0.045 0.095 0.000 TRUE 0.040 0.974 0.974 0.040 0.989 1.014 0.964 0.045 0.095 0.000 TRUE 1 1 1 0 0 0 0 0 0 1 0 2 0 0.020 0.982 0.982 0.020 0.989 1.014 0.964 0.045 0.095 0.000 TRUE TRUE 125
2 3 采样数量: 0 输入数据有效。 0 6 7 8 9
1.03 0.98 0.99 1 1.03 1.006 0.050
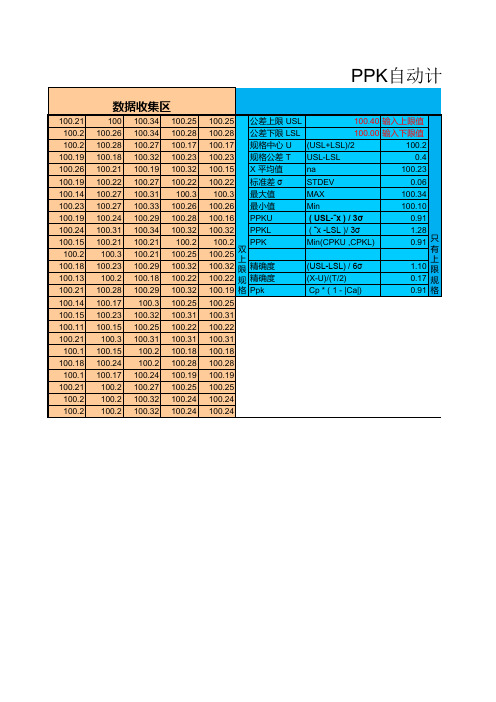
Cpk及Ppk计算Excel模板
107
157
8
1.209 58
108
158
9
1.209 59
109
159
10
1.208 60
110
160
11
1.207 61
111
161
12
1.206 62
112
162
13
1.210 63
113
163
14
1.207 64
114
164
15
1.205 65
115
165
16
1.204 66
116
166
17
3
1.20
1.20
1.197
4
1.20
1.20
1.199
5
1.20
1.20
1.201
6
1.20
1.20
1.203
7
1.20
1.21
1.205
8
1.21
1.21
1.207
9
1.21
1.21
1.209
10
1.21
1.21
1.211
11
1.21
1.21
1.213
12
1.21
1.22
1.215
13
1.22
1.22
126
176
27
1.205 77
127
177
28
1.208 78
128
178
29
1.211 79
129
179
30
1.207 80
130
180
31
81
cpk在excel表格中的计算公式注解

在Excel表格中,CPK(即过程能力指数)是用来评估一个过程的稳定性和一致性的指标。
CPK值越高,表明该过程的成品质量越稳定,生产的产品质量也越高。
在实际工作中,我们经常需要使用Excel来计算CPK值,下面将介绍在Excel中计算CPK值时所使用的公式和注解。
一、CPK值的计算公式1. 标准CPK值的计算公式如下:CPK = min((USL - μ) / (3σ), (μ - LSL) / (3σ))其中,USL代表过程的上限规格,LSL代表过程的下限规格,μ代表过程的均值,σ代表过程的标准差。
2. CPK值的计算步骤:a. 我们需要计算出数据的均值μ和标准差σ。
b. 根据公式进行计算并得出CPK值。
二、在Excel中的CPK值计算方法在Excel中,我们可以通过使用一些函数来轻松地计算出CPK值。
下面是在Excel表格中计算CPK值的具体步骤和函数使用注解:1. 计算数据的均值和标准差在Excel中,我们可以使用AVERAGE函数来计算数据的均值,使用STDEV.S函数来计算数据的样本标准差。
具体的函数如下:- 均值的计算: =AVERAGE(A1:A100)- 标准差的计算: =STDEV.S(A1:A100)2. 使用函数计算CPK值在Excel中,我们可以使用MIN函数和IF函数来计算出CPK值。
具体的函数如下:=MIN((B1-C1)/(3*D1),(C1-A1)/(3*D1))其中,B1代表上限规格,C1代表均值,D1代表标准差,A1代表下限规格。
三、CPK值的解读和应用1. CPK值的范围一般来说,CPK值越大,说明该过程的稳定性和一致性越好。
根据一般标准,CPK值大于1.33表示过程能力良好,大于1.0表示过程能力可以接受,小于1.0则表示过程能力不足。
2. CPK值的应用在实际工作中,CPK值的计算可以帮助我们评估生产过程的稳定性和一致性,及时发现并解决生产中的质量问题,以提高产品的质量和生产效率。
CPK计算表格EXCEL(1)
cpk表格模板下载

cpk表格模板下载CPK表格是质量管理领域常用的工具,它可以帮助企业评估生产过程的稳定性和能力,并提供数据支持进行改进和优化。
要使用CPK表格,首先需要下载可用的模板。
本文将介绍CPK表格模板的下载方式和使用方法。
一、下载CPK表格模板1、访问模板下载网站在网络上搜索“CPK表格模板下载”,可以找到不少相关网站。
选择一个可信赖的网站,比如模板之家,进入其首页。
2、搜索并选择模板在搜索框中输入“CPK表格模板”,点击“搜索”按钮。
网站将列出多个相关模板。
根据自己的需求选择一个适合的模板,点击“下载”按钮。
3、填写验证码并下载网站可能会弹出验证码,为验证人类用户的身份。
根据提示填写验证码并点击“下载”按钮,即可开始下载CPK表格模板。
下载完成后,解压缩并保存。
二、使用CPK表格模板1、打开模板双击解压后的CPK表格模板文件,用Excel软件打开。
模板将会显示在Excel工作区。
2、填写数据在模板中填写数据。
通常情况下,需要填写的数据有:规格上限、规格下限、平均值、标准差等。
这些数据可以从产品数据或者生产过程中实时采集得到。
3、生成CPK值在填写完数据后,模板会自动计算CPK值。
CPK值通常介于0和1之间,越接近1表示生产过程越稳定、越能够满足规格要求。
如果CPK值低于0.67,说明生产过程存在问题,需要进行改进和优化。
4、保存文件在完成CPK值计算后,请保存Excel文件。
可以保存在本地硬盘或者企业内网共享文件夹中,以便他人使用和查看。
结语通过本文,我们了解到了如何下载和使用CPK表格模板。
使用模板可以节省时间和精力,直观地了解生产过程的稳定性和能力。
虽然使用模板不一定能解决所有问题,但是它是配合数据分析和改进的好助手。
注意保护生产过程数据的安全性,不要泄露重要信息。
excel cpk计算公式

excel cpk计算公式
CPK计算公式是用来测量产品质量的一个重要工具。
它根据客户要求的标准和产品的实际性能数据来判断产品的质量水平,帮助企业制定改进措施,以达到质量控制的目的。
CPK计算公式是一种根据样本均值和样本标准偏差来计算CPK指数的方法,可以用Excel程序计算。
CPK的计算公式如下:
CPK=min((USL-X)/3σ,(X-LSL)/3σ)
其中,USL表示上限标准,LSL表示下限标准,X表示样本均值,σ表示样本标准偏差。
通过计算CPK值,可以判断出产品的质量水平。
如果CPK值大于1.33,表明产品的质量良好;如果CPK值介于0.67和1.33之间,表明产品质量一般;如果CPK值小于0.67,表明产品质量较差,需要采取改进措施来提高质量水平。
使用Excel来计算CPK值,需要在Excel中输入上下限标准、样本均值和样本标准偏差,然后用CPK计算公式进行计算,就可以得出产品的CPK值。
CPK计算公式是企业管理质量的重要工具,它可以帮助企业识别质
量问题,从而采取相应的改进措施,提高产品质量。
使用Excel进行CPK计算,既便捷又精确,确保了数据的准确性和可靠性,可以有效地帮助企业控制和改善产品质量。
快速自动生成CPK、PPK
2 3 采样数量: 0 输入数据有效。 0 6 7 8 9
1.03 0.98 0.99 1 1.03 1.006 0.050
0 0 0 0 0 0 0 0 0 0 0 0 0 0.050 1.006 1.006 0.050 0.989 1.014 0.964 0.045 0.095 0.000 TRUE 0.050 1.004 1.004 0.050 0.989 1.014 0.964 0.045 0.095 0.000 TRUE
统计描述 均值图 极差图 1 2 2 4 1 1 1 4 1 统计日期: 统计项目: 容量 125 10
0.99 0.97 0.95 0.97 0.99 0.974 0.040
0 0 0 0 0 0 0 1 0 1 1 1 0 0.050 0.972 0.972 0.050 0.989 1.014 0.964 0.045 0.095 0.000 TRUE 0.040 0.974 0.974 0.040 0.989 1.014 0.964 0.045 0.095 0.000 TRUE 1 1 1 0 0 0 0 0 0 1 0 2 0 0.020 0.982 0.982 0.020 0.989 1.014 0.964 0.045 0.095 0.000 TRUE TRUE 125
12
0.97 0.96 0.99 0.98 1.01 0.982 0.050
0 0 0 0 0 0 0 0 0 0 0 0 0
13
1.01 1.02 1 1.01 0.99 1.006 0.030
0 0 0 0 0 0 0 0 0 0 0 0 0 0.030 1.006 1.006 0.030 0.989 1.014 0.964 0.045 0.095 0.000
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
12
0.97 0.90.050
0 0 0 0 0 0 0 0 0 0 0 0 0
13
1.01 1.02 1 1.01 0.99 1.006 0.030
0 0 0 0 0 0 0 0 0 0 0 0 0 0.030 1.006 1.006 0.030 0.989 1.014 0.964 0.045 0.095 0.000
2 4 1 1 2 1 7 1.014 8 2 4 6 2 均值 0.989 极差 均值 极差 0 0.020 1.020 1.020 0.020 0.989 1.014 0.964 0.045 0.095 0.000 1 FALSE 0.020 0.996 0.996 0.020 0.989 1.014 0.964 0.045 0.095 0.000 TRUE 0 0 0 0 0 0 0 0 0 0 1 1 1 0 0 0 0 0.060 0.978 0.978 0.060 0.989 1.014 0.964 0.045 0.095 0.000 TRUE 0 0 0 0 0 0 0 1 0 0 0 0 0 0.020 0.982 0.982 0.020 0.989 1.014 0.964 0.045 0.095 0.000 TRUE
RUCL: RCL: RLCL: 19
1 0.98 1.03 1 0.95 0.992 0.080
0 0 0 0 0 0 1 1 1 0 0 0 0 0.045 0.980 0.980 0.080 0.989 1.014 0.964 0.045 0.095 0.000 TRUE TRUE 0.008 0.080 FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE 0.045
过程控制分析报告
过程信息 数据点的趋势 连续上升点: 上升趋势 区段数量: 连续下降点数: 下降趋势 区段数量: 超出控制限的点的数量: 原 始 数 据: n 1 2 3 1.01 0.99 0.97 1 1.02 1.01 0.99 2 1.03 0.99 1.01 3 1.03 1 0.95 4 1.01 0.99 0.97 5 均值 1.020 0.996 0.978 极差 0.020 0.020 0.060
2 7
电容标称容量: CP: CPK: 11
0.98 0.99 0.97 0.99 0.98 0.982 0.020
0 1 0 0 0 0 0 0 0 0 1 0 0 0.050 0.982 0.982 0.050 0.989 1.014 0.964 0.045 0.095 0.000 TRUE TRUE 0.989 FALSE 18 19 FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE 18 19 FALSE FALSE 20.000 TRUE TRUE 0.016 20.000 FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE
0.09453 0.04480 0.000 21 22
0.99 0.95 0.97 0.99 0.99 0.978 0.040
0 0 0 0 0 0 0 1 0 1 1 1 0 0.050 0.976 0.976 0.050 0.989 1.014 0.964 0.045 0.095 0.000 TRUE TRUE 0.095 FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE 1.01 FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE 0.040 0.978 0.978 0.040 0.989 1.014 0.964 0.045 0.095 0.000 TRUE TRUE 1.014 0.989 0 0 0 0 0 0 0 0 0 0 1 0 0 0.050 0.976 0.976 0.050 0.989 1.014 0.964 0.045 0.095 0.000
2 3 采样数量: 0 输入数据有效。 0 6 7 8 9
1.03 0.98 0.99 1 1.03 1.006 0.050
0 0 0 0 0 0 0 0 0 0 0 0 0 0.050 1.006 1.006 0.050 0.989 1.014 0.964 0.045 0.095 0.000 TRUE 0.050 1.004 1.004 0.050 0.989 1.014 0.964 0.045 0.095 0.000 TRUE
0 0 0 0 0 0 1 0 2 1 1 1 0 0.040 0.986 0.986 0.040 0.989 1.014 0.964 0.045 0.095 0.000 TRUE TRUE 1.030 FALSE 24 23 FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE 23 24 FALSE FALSE 1.224
TU: TL:
1.22 0.82
0 4
0.99 0.97 0.99 0.97 0.99 0.982 0.020
0 0 0 0 0 0 0 0 0 0 0 0 0
5
0.98 0.99 0.97 0.99 0.98 0.982 0.020
0 0 0 0 0 0 0 0 0 0 0 0 0 0.020 0.982 0.982 0.020 0.989 1.014 0.964 0.045 0.095 0.000 TRUE
1.020 3.154 2.673
m
XUCL: XCL: XLCL:
1.014 0.989 0.964 18
1.03 0.99 0.98 1.03 1 1.006 0.050
1 1 1 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0.050 1.006 1.006 0.050 0.989 1.014 0.964 0.045 0.095 0.000 TRUE TRUE 0.950 0.816 FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE 0.96 FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE FALSE FALSE FALSE TRUE FALSE FALSE FALSE TRUE TRUE 1.030 0.045 0.992 0.992 0.080 0.989 1.014 0.964 0.045 0.095 0.000 TRUE TRUE
统计描述 均值图 极差图 1 2 2 4 1 1 1 4 1 统计日期: 统计项目: 容量 125 10
0.99 0.97 0.95 0.97 0.99 0.974 0.040
0 0 0 0 0 0 0 1 0 1 1 1 0 0.050 0.972 0.972 0.050 0.989 1.014 0.964 0.045 0.095 0.000 TRUE 0.040 0.974 0.974 0.040 0.989 1.014 0.964 0.045 0.095 0.000 TRUE 1 1 1 0 0 0 0 0 0 1 0 2 0 0.020 0.982 0.982 0.020 0.989 1.014 0.964 0.045 0.095 0.000 TRUE TRUE 125 20.000