用excel自动计算cpk PPK表
EXCEL计算CPK,CP,CA

CPKU=
C13:N17) )/(3*STD
EV(C13:N
17))
(AVERAGE
(C13:N17
CPKl=
Байду номын сангаас
)10)/(3*S
TDEV(C13
:N17))
CPK= 0.739263
MIN
((11-
AVERAGE(
C13:N17)
)/(3*STD
如果把整 条公式合 起来为:
EV(C13:N 17)), (AVERAGE (C13:N17
10.5
10.5 10.2 10.5 10.6
10.9
10.9 10.9 10.6 10.6
10.5
10.3 10.5 10.8 10.8
10.5
10.5 10.5 10.5 10.5
10.6
10.5 10.6 10.6 10.3
X=AVERAG E(选择黄 色区域所 有数据) =
USL=11
LSL=10 σ =STDEV (选择黄 色区域所 有数据) =
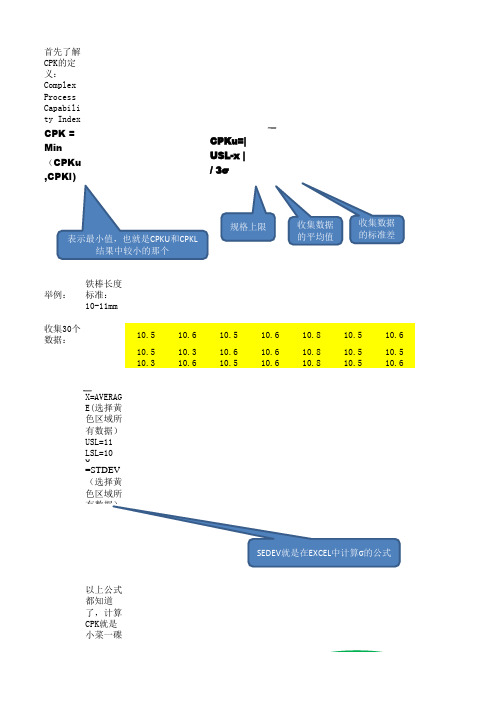
首先了解 CPK的定 义: Complex Process Capabili ty Index
CPK =
Min
(CPKu
,CPKl)
CPKu=| USL-x | / 3σ
表示最小值,也就是CPKU和CPKL 结果中较小的那个
规格上限
收集数据 的平均值
收集数据 的标准差
举例:
铁棒长度 标准: 10-11mm
)-
10)/(3*S
TDEV(C13
:N17)))
=
0.739263 1.049276
利 用 第 二 条 公 式 计 算 CPK
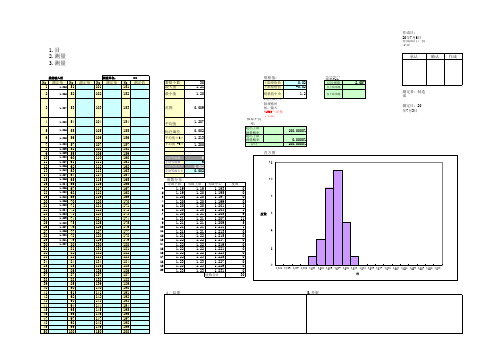
用EXCEL设计CPK操作格式

三,组界 起始/终 设定技 巧:
1,将所量 测 35 PCS 数 据,输入 如图四之 Data1字 段中 2,再将左 表之工程 上下限与
量测最大 最小值比 较,以大 的定大 / 小的定小 来设定组 界起始/ 终
图三
左边表格
右边表格
图四
数据 图五
五,绘制 常态直 方图步 骤:
1,鼠标去 点选 "工 具" 功能 键之下拉 式的 "数 据分析" 选项 如 图四
CPK 制程 能力 操作 手册 设计
二,CPK 统计表 格简介:
1,如图三, 为CPK未 输入前统 计表格的 全貌
2,左边表 格为"输 入"工程 设计值尺 寸及量测 数据自动 运算值
3,右边表 格为量测 数据"输 入"表格, 可容纳三 种尺寸(
Data1,Da
ta2,Data3
而对应 组界( Range)设 定输入, 绘常态分 布直方图
12,鼠标 点选(快 速左键二 下如) 图直 方图框, 出现绘图 对话
窗口,再 去设定所 需格式
**有关" 坐标轴格 式对话窗 口"内设 定,只需 点选后自 行操作即 可
14,加入" 文本框" 操作:如 图所示
文本框扭
CPK 制程 能力 操作 手册
一,CPK 统计表 格函数 分析工 具开启 简介:
鼠标点 选"T4单 元格,按 左键不 放,下拉 至T38单 元格后, 放左键即 可
9,点选直 方图统计 图,出现8 个四方小 后,再点 选 "编辑 "菜单下 拉的"复 制"选项, 图上图
快捷键 Ctrl + C
EXCEL计算CPK
10.5 10.3 10.5
),(AVERAGE(C13:L15)-10)/(3*STDEV(C13:L15)))= 0.816913
两条公式都可以计算CPK,但是 在EXCEL中第一条明显方便点, 后续将学习利用第二条公式计算 CPK
收集30个数据:
X=AVERAGE(选择黄色区域所有数据) USL=11 LSL=10 σ=STDEV(选择黄色区域所有数据)
SEDEV就是在EXCEL中计算是小菜一碟 CPKU= (11-AVERAGE(C13:L15))/(3*STDEV(C13:L15)) CPKl= (AVERAGE(C13:L15)-10)/(3*STDEV(C13:L15)) CPK= 0.816913 0.816913 1.068271
如果把整条公式合起来为: MIN((11-AVERAGE(C13:L15))/(3*STDEV(C13:L15)),(AVERAGE(C13:L15)-10)/(3*
CPKl=| x-LSL| / 3σ
收集数据 的平均值
规格上限
收集数据 的标准差
10.5 10.5 10.2
10.9 10.9 10.9
首先了解CPK的定义:Complex Process Capability Index CPK = Min(CPKu,CPKl) CPKu=| USL-x | / 3σ
规格上限 表示最小值,也就是CPKU和CPKL 结果中较小的那个
收集数据 的平均值
收集数据 的标准差
举例:
铁棒长度标准:10-11mm 10.5 10.5 10.3 10.6 10.3 10.6 10.5 10.6 10.5 10.6 10.6 10.6 10.8 10.8 10.8 10.5 10.5 10.5 10.6 10.5 10.6
CPK PPK计算表格
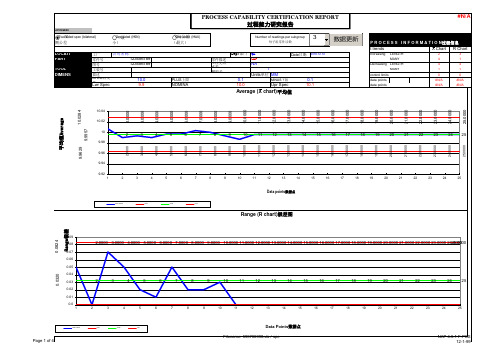
n= 3
#N/A
VALUES 30
9.9000
10.0000
10.1000
299.8700
9.9957 10.0300 9.9600
0 0 0.0320 1.6930 1.8400 1.6871 NAP 4.5-1 F-PCS
12-1-99
7
6
5
4
3
2 2
2
2
7 6
PROCESS CAPABILITY CERTIFICATION REPORT 过程能力研究报告
10.010 9.990
10.000 10.000
9.970 10.020
9.990 10.000
10.000 9.980
10.000 9.990
Average 10.0067 9.99
9.9933
9.99
9.9967
9.9967
10.0033 10.0
9.9933
9.9867
Range 0.05
0.0
S
U
B
G
R
O
U
P
S
Filename: 595736998.xls / spc
#N/A
1.7635 1.6871 0.5670 0.0177 0.0175 0.0003 0.0003
1.8779
0.5325 1.7966
NAP 4.5-1 F-PCS 12-1-99
PROCESS CAPABILITY CERTIFICATION REPORT 过程能力研究报告
33
'01 PSW'!A14 '01 PSW'!D10
PLUS上限 NOMINA
SPC(Cpk、Ppk等)工程能力计算公式和Excel制图1

确定要制定控 制图的特性
是计量 型数据
否
关心的是不 合格品-即坏 零件百分比
否
关心的是不合 格数-即单位 零件不合格数
是 是
样品容量 是否恒定?
是
否
使用P图
样品容量 是否恒定?
是 使用nP或P图
性质上是否是 均勻或不能按 子 组 取 样- 例 如︰化学溶液,
是 使用C或U图
子组均值 是否能方 便地计算?
否
否
使用中位数图
是 是
使用单值图X--MR
子组容 量大于 或等于
否
使用 X--R
是
是否能方 便地计算 组的S值?
Hale Waihona Puke 否使用 X--R是
使用 X--S图
否
使用U图
图 使用中位数图
使用 --R图
使用 --R图
Cpk及Ppk计算Excel模板
107
157
8
1.209 58
108
158
9
1.209 59
109
159
10
1.208 60
110
160
11
1.207 61
111
161
12
1.206 62
112
162
13
1.210 63
113
163
14
1.207 64
114
164
15
1.205 65
115
165
16
1.204 66
116
166
17
3
1.20
1.20
1.197
4
1.20
1.20
1.199
5
1.20
1.20
1.201
6
1.20
1.20
1.203
7
1.20
1.21
1.205
8
1.21
1.21
1.207
9
1.21
1.21
1.209
10
1.21
1.21
1.211
11
1.21
1.21
1.213
12
1.21
1.22
1.215
13
1.22
1.22
126
176
27
1.205 77
127
177
28
1.208 78
128
178
29
1.211 79
129
179
30
1.207 80
130
180
31
81
简单CPCPK计算公式EXCEL
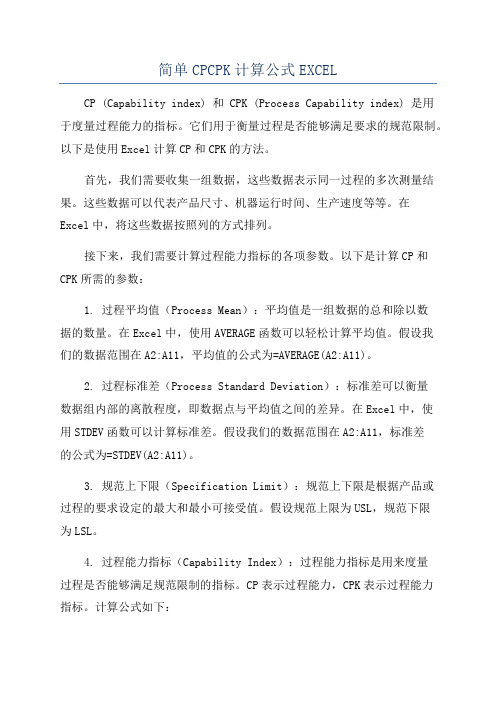
简单CPCPK计算公式EXCELCP (Capability index) 和 CPK (Process Capability index) 是用于度量过程能力的指标。
它们用于衡量过程是否能够满足要求的规范限制。
以下是使用Excel计算CP和CPK的方法。
首先,我们需要收集一组数据,这些数据表示同一过程的多次测量结果。
这些数据可以代表产品尺寸、机器运行时间、生产速度等等。
在Excel中,将这些数据按照列的方式排列。
接下来,我们需要计算过程能力指标的各项参数。
以下是计算CP和CPK所需的参数:1. 过程平均值(Process Mean):平均值是一组数据的总和除以数据的数量。
在Excel中,使用AVERAGE函数可以轻松计算平均值。
假设我们的数据范围在A2:A11,平均值的公式为=AVERAGE(A2:A11)。
2. 过程标准差(Process Standard Deviation):标准差可以衡量数据组内部的离散程度,即数据点与平均值之间的差异。
在Excel中,使用STDEV函数可以计算标准差。
假设我们的数据范围在A2:A11,标准差的公式为=STDEV(A2:A11)。
3. 规范上下限(Specification Limit):规范上下限是根据产品或过程的要求设定的最大和最小可接受值。
假设规范上限为USL,规范下限为LSL。
4. 过程能力指标(Capability Index):过程能力指标是用来度量过程是否能够满足规范限制的指标。
CP表示过程能力,CPK表示过程能力指标。
计算公式如下:- CP = (USL - LSL) / (6 * Process Standard Deviation)- CPK = MIN[(USL - Process Mean) / (3 * Process Standard Deviation), (Process Mean - LSL) / (3 * Process Standard Deviation)]在Excel中,我们可以使用这些公式来计算CP和CPK。
cpk在excel表格中的计算公式注解

在Excel表格中,CPK(即过程能力指数)是用来评估一个过程的稳定性和一致性的指标。
CPK值越高,表明该过程的成品质量越稳定,生产的产品质量也越高。
在实际工作中,我们经常需要使用Excel来计算CPK值,下面将介绍在Excel中计算CPK值时所使用的公式和注解。
一、CPK值的计算公式1. 标准CPK值的计算公式如下:CPK = min((USL - μ) / (3σ), (μ - LSL) / (3σ))其中,USL代表过程的上限规格,LSL代表过程的下限规格,μ代表过程的均值,σ代表过程的标准差。
2. CPK值的计算步骤:a. 我们需要计算出数据的均值μ和标准差σ。
b. 根据公式进行计算并得出CPK值。
二、在Excel中的CPK值计算方法在Excel中,我们可以通过使用一些函数来轻松地计算出CPK值。
下面是在Excel表格中计算CPK值的具体步骤和函数使用注解:1. 计算数据的均值和标准差在Excel中,我们可以使用AVERAGE函数来计算数据的均值,使用STDEV.S函数来计算数据的样本标准差。
具体的函数如下:- 均值的计算: =AVERAGE(A1:A100)- 标准差的计算: =STDEV.S(A1:A100)2. 使用函数计算CPK值在Excel中,我们可以使用MIN函数和IF函数来计算出CPK值。
具体的函数如下:=MIN((B1-C1)/(3*D1),(C1-A1)/(3*D1))其中,B1代表上限规格,C1代表均值,D1代表标准差,A1代表下限规格。
三、CPK值的解读和应用1. CPK值的范围一般来说,CPK值越大,说明该过程的稳定性和一致性越好。
根据一般标准,CPK值大于1.33表示过程能力良好,大于1.0表示过程能力可以接受,小于1.0则表示过程能力不足。
2. CPK值的应用在实际工作中,CPK值的计算可以帮助我们评估生产过程的稳定性和一致性,及时发现并解决生产中的质量问题,以提高产品的质量和生产效率。
excel cpk计算公式

excel cpk计算公式
CPK计算公式是用来测量产品质量的一个重要工具。
它根据客户要求的标准和产品的实际性能数据来判断产品的质量水平,帮助企业制定改进措施,以达到质量控制的目的。
CPK计算公式是一种根据样本均值和样本标准偏差来计算CPK指数的方法,可以用Excel程序计算。
CPK的计算公式如下:
CPK=min((USL-X)/3σ,(X-LSL)/3σ)
其中,USL表示上限标准,LSL表示下限标准,X表示样本均值,σ表示样本标准偏差。
通过计算CPK值,可以判断出产品的质量水平。
如果CPK值大于1.33,表明产品的质量良好;如果CPK值介于0.67和1.33之间,表明产品质量一般;如果CPK值小于0.67,表明产品质量较差,需要采取改进措施来提高质量水平。
使用Excel来计算CPK值,需要在Excel中输入上下限标准、样本均值和样本标准偏差,然后用CPK计算公式进行计算,就可以得出产品的CPK值。
CPK计算公式是企业管理质量的重要工具,它可以帮助企业识别质
量问题,从而采取相应的改进措施,提高产品质量。
使用Excel进行CPK计算,既便捷又精确,确保了数据的准确性和可靠性,可以有效地帮助企业控制和改善产品质量。