中文译文 GY5 35X60联轴器加工工艺与工装设计
机械制造及自动化专业外文翻译--五轴磨床加工工具运动链的设计和分析
中文译文:E.L.J. Bohez,设计与制造工程部门,亚洲技术研究所摘要:五轴CNC加工中心现在应用得非常广泛。
大多数机器的运动学原理都是以直角笛卡儿坐标系统为基础的。
这篇文章对有可能的概念上的设计和基于理论上有可能的自由度的结合并且真实存在的器械进行了分类。
本文还定义了一些有用的定量参数,例如:工作空间利用因素、机器加工工具的空间利用率、方位空间的指标和方位角。
同时还分析了不同概念的优缺点,给出了选择的标准和机器结构的设计。
最近在工业中提出的一些基于斯图尔特平台的概念也将在这篇文章中进行简要的论述。
关键词:五轴;机器加工工具;运动链;工作空间;CNC;旋转轴1.介绍机器加工工具的主要设计规范应该满足以下法则:1)运动件在工具和零件的定位和安置上应该有足够的弹性。
2)以可能的最快的速度进行定位和安置。
3)以可能的最高的精确度进行定位和安置。
4)加工工具和工件的快速切换。
5)保护环境。
6)可能的高速材料移动率。
一台机器的加工工具的轴的个数通常是由机器自由度数或者是在机器滑动过程中独立可控的运动数来决定的。
随着加工工具轴对应Z坐标轴的产生,ISO轴命名法推荐使用右手坐标法则。
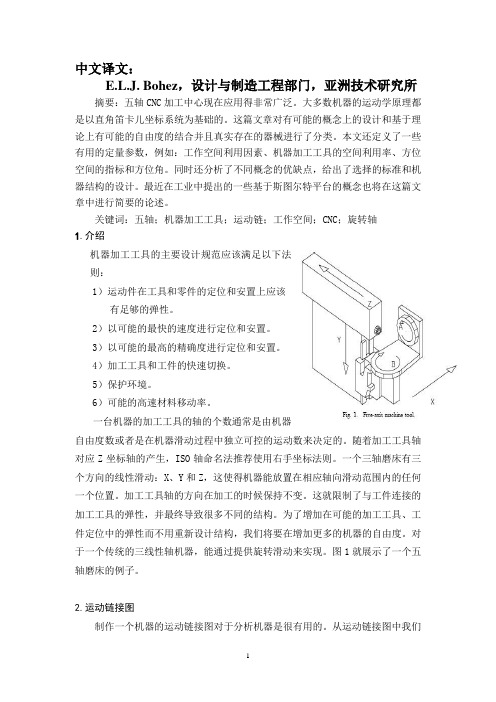
一个三轴磨床有三个方向的线性滑动:X、Y和Z,这使得机器能放置在相应轴向滑动范围内的任何一个位置。
加工工具轴的方向在加工的时候保持不变。
这就限制了与工件连接的加工工具的弹性,并最终导致很多不同的结构。
为了增加在可能的加工工具、工件定位中的弹性而不用重新设计结构,我们将要在增加更多的机器的自由度。
对于一个传统的三线性轴机器,能通过提供旋转滑动来实现。
图1就展示了一个五轴磨床的例子。
2.运动链接图制作一个机器的运动链接图对于分析机器是很有用的。
从运动链接图中我们可以很快区别两组轴:图2展示了在图1中五轴磨床的运动链接图。
从图中我们可以看到,工件由四根轴运载,而加工工具只由一根轴运载。
五轴机器就像两个相互协作的机器人,一个机器人运载工件,另一个机器人则运载加工工具。
联轴器工艺机械制造工艺流程
联轴器工艺机械制造工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classicarticles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!联轴器是一种用于传递动力的机械元件,通常用于连接两个轴线,传递扭矩,使机械设备正常运转。
五轴组合零件数控加工工艺及工装设计
绪论数控技术是机械制造技术、计算机控制技术、传感器技术、信息处理技术、光机电液一体化技术,是自动化、柔性化、敏捷化、数字化为一体的综合技术。
数控技术专业就是为适应和满足现代制造技术对此类技术人才需求开办的,对于来自于企业的、社会的和专科院校的有志于在数控技术有所造就的每个学员能有机会系统地学习数控专业知识,以提高自身专业理论知识,掌握一定的技能,对于指导实际生产是有着非常重要的意义。
毕业设计是将我们所学到的理论知识应用于生产实际的过程,也是从学生过渡到生产实用型人才的极好锻炼机会。
毕业设计是培养学生工作能力的最后一个实践性学习环节,是大学教育的最后环节。
它不但是对我们这几年来所学知识的一次综合性的复习和考核,也是对以后从事的专业技术工作做准备。
因此在整个教学环节中占有极为重要的地位。
通过此次毕业设计,在把所学理论知识应用于生产实际的同时,加深了对理论知识的理解,不但培养了我们综合运用所学知识来分析和解决本专业一般技术问题的能力,而且也进一步巩固扩大和深化了我们所学的基本理论,基本知识和基本操作技能,具有了制定机械加工工艺规程的初步能力;学会了调查研究,收集中外技术资料的方法,并能较熟练地使用有关的手册、图表资料及技术参考书;熟练掌握了一般零件的数控加工编程方法,各种数控机床的操作及零件的数控加工。
同时也培养了我们树立正确的设计思想和生产观念、经济观念、全局观念。
养成了理论联系实际和严谨的工作作风,使我们掌握了编制机械加工的一般工艺规程的方法,独立正确的使用技术文献和正确的表达自己设计思想。
我此次设计的题目是:五轴组合零件数控加工工艺与工装设计。
此课题件来源于第四届全国数控技能大赛,是具有五轴加工要素,课题中体现了各种刀具和组合夹具的使用方法,重点体现数控加工工艺方法、加工顺序和装配关系。
在八周的毕业设计时间里,通过进行预习相关的专业知识、查阅相关的技术资料(手册)、绘制图纸、撰写论文、编制工艺卡、操作数控数控铣床加工该课件等工作。
GY5(J1型)半联轴器加工工艺与工装设计毕业设计
毕业设计(论文)任务书题目:GY5(J1型)半联轴器加工工艺与工装设计系名机械工程系专业机械设计制造及其自动化学号学生姓名指导教师职称年月日一、原始依据(包括设计或论文的工作基础、研究条件、应用环境、工作目的等。
)1、依据国家有关标准,GB/T12458-2003 联轴器分类,GB/T5834-2003 凸缘联轴器,GB/T5843-4986 凸缘联轴器等,根据需要标注被加工零件表面的尺寸公差、形位公差和粗糙度;2、综合运用所学知识,参考有关资料,按中、小批生产(如年产3000~5000件),安排零件加工工艺;设计加工零件上4孔的工装—多轴头。
多轴加工是在一次进给中同时加工工件上多个孔,可缩短加工时间,提高精度,减少装夹或定位时间;不必像在数控机床加工中计算坐标等,简化了编程;它可以采用通用设备(如立式或摇臂钻床)进行加工;节省了专用设备的投资。
零件加工工艺和齿轮传动多轴头设计虽是一个传统的机械课题,它的设计特点是程序性强,但对设计者的机械基础知识要求较高。
能对该专业学生进行毕业前的、较全面地综合培养和训练,为今后参加工作打下较好的基础。
二、参考文献[1] 第一汽车制造厂工艺装备设计室.齿轮传动多轴头设计[M].北京:机械工业出版社1979.[2] .组合机床设计[M].北京:清华大学出版社,2012.[3]谢家瀛.组合机床设计简明手册[M]. 北京:机械工业出版社,2012.[4] 艾兴、肖诗纲.切削用量简明手册[M].北京:机械工业出版社,1994.[5] 吴拓. [M].北京:化学工业出版社,2001.[6] 陈宏钧.实[M].北京:机械工业出版社,2009.[7] 杨叔子.[M].北京:机械工业出版社,2011.[8] 闻邦椿. [M].北京:机械工业出版社,2010.[9]李益民,金卫东. [M].北京:机械工业出版社,2013.[10] GB/T12458-2003,联轴器分类[S]. 北京:中国标准出版社,2003.[11] GB/T5834-2003,凸缘联轴器[S]. 北京:中国标准出版社,2003.[12] GB/T5843-1986,凸缘联轴器[S]. 北京:中国标准出版社,1986.[13] 邓文英,宋力宏. [M].北京:高等教育出版社,2010.[14] 张策.[M].北京:机械工业出版社,2011.[15] 张世昌.机械制造技术基础(第2版)[M].北京:高等教育出版社,2010.[16] Groover Mikell P. Fundamentals of modern manufacturing [M]. New York: JOHN WILEY &SONS,IN,2002.[17] Groover Mikell P. Automation,production systems, and computer-Integrated manufacturing[M]. New York:JOHN WILEY &SONS, IN, 2002.三、设计(研究)内容和要求(包括设计或研究内容、主要指标与技术参数,并根据课题性质对学生提出具体要求。
五轴加工中心用通用加工工装结构的设计与夹具选型
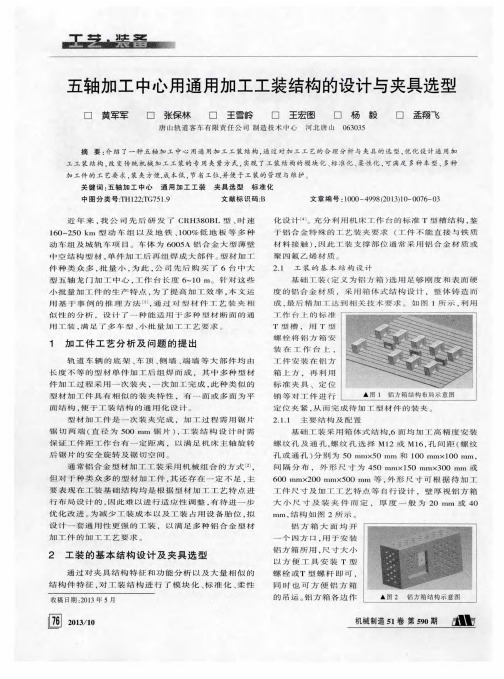
型. 确 定 柔性 工装 设 计 方 案 . 使 数 字 化 柔 性 装 配 工装 具 有 “ 夹具 + 机床+ 刀库 ” 的 自动化 功 能 。
关键词 : 柔性 装 配 定 位 工艺 孔 三 坐标 定位 单元 定 位 基 准 工 业 机 器 人
中 图分 类 号 : T H1 6 : V 2 6 2 . 4
这 些 零 件 通 过 铆 钉 及 螺 栓 连 接 在 一 起 。为 方 便 铆 接 , 产
品 在工 装 内 的安 放状 态 为前 缘朝 上 或 朝 下竖 直 安 放 ,
越来越 明显 , 传 统 的飞机 翼 面类 部件 装 配工装 , 无 论其 成本 和设 计制造 周期 . 都 无法 满 足行 业 发展 的新 需求 。 因此 , 减小 装 配 难 度 和工 作 量 , 缩 短装 配 时 间 , 提 高 装 配 质量 , 是飞 机制造 行 业正 在致 力解 决 的 问题 , 柔 性 工 装 可 实 现 快 速 转 产 和 缩 短 新 品 研 制 周 期 , 成 为 工 装 技
在 柔性 装 配 中采 用 内定 位 的 装 配 方 式 , 以 产 品 定位 工 艺 孔 为 定位 基 准设 计 柔性 工装 , 采 用 立 柱 式 三 坐 标 定位 单 元 实现 工 装 的 柔性 定位 功 能 . 利 用 工 业 机 器人 高度 柔 性 化 的 结 构 特 点 , 对翼面类部件铆钉孔进 行制孔 , 结合 D E L M I A 仿 真 反 馈 模
机蒙皮 外形 为装 配基 准 , 保 证 了飞机 的理 论外 形 , 但 工 装结构 复 杂 , 开 敞性差 , 装 配效 率低 . 专 用 性 强 ] 。 随 着 现 代 飞 机 设 计 制 造 技 术 的 不 断 发 展 。新 型 飞 机 层 出不
曲轴箱泵体机械加工工艺规程及工装设计
曲轴箱泵体机械加工工艺规程及工装设计曲轴箱泵体是一种常见的机械零件,其需要经过复杂的机械加工工艺才能完成。
本文将介绍曲轴箱泵体的机械加工工艺规程及工装设计。
一、机械加工工艺规程1. 钢材的选用曲轴箱泵体通常采用优质结构钢材作为原材料,其材料应具有足够的强度、韧性和耐磨性。
2. 外形加工曲轴箱泵体的外形加工一般采用数控机床完成,其加工步骤如下:(1)在机床上夹紧工件,进行分别面的加工,加工面粗糙度应控制在Ra3.2um以下。
(2)进行中心孔的加工,加工精度应达到IT7级别。
(3)进行孔加工,包括各种孔的加工和螺纹的加工,加工精度应达到IT6级别。
3. 内部加工曲轴箱泵体的内部加工一般采用人工加工或数控机床完成,其加工步骤如下:(1)进行定位孔和加工孔的加工,加工精度应达到IT7级别。
(2)进行杠杆油路孔和主轴油路孔的加工,加工精度应达到IT6级别。
(3)进行曲轴箱底座平面加工,并进行同心度检测。
4. 焊接加工曲轴箱泵体需要对两个大件进行焊接加工,其焊接工艺如下:(1)采用MIG焊接工艺。
(2)采用测试方法检测焊缝质量,焊缝应无裂纹、夹渣等缺陷。
(3)对焊接部位进行微调,以保证曲轴箱泵体的尺寸精度。
五、机械加工工装设计在进行曲轴箱泵体的机械加工过程中,需要设计专门的机械加工工装。
机械加工工装的设计应考虑以下因素:1. 工装的稳定性机械加工工装的稳定性直接影响加工精度的稳定性。
因此,工装的设计应保证工装的稳定性,使其能够承受加工过程中的各种力和冲击。
2. 工装的可调性机械加工工装应具有一定的可调性,以便对加工过程中的误差进行微调。
工装的可调性包括工作台的可调节、夹住工件的机构可调节、夹具的可调开口度等。
3. 工装的安全性机械加工工装的安全性必须得到保证。
当工装操作不当或发生异常情况时,必须保证工具以及工件的安全。
结论:通过本文的介绍,我们可以了解曲轴箱泵体机械加工工艺规程及工装设计。
在机械加工过程中,需要制定合理的工艺规程,并设计合适的机械加工工装,以确保加工过程中的精度和质量。
联轴器加工工艺与工装设计说明

第一章绪论1.1 多轴加工应用一个零件的同一个面上,往往有多个孔,如果在普通钻床上加工,通常要一个孔一个孔的钻削,生产效率低。
要是在普通立式钻床的主轴上装一个多轴头,利用多轴头,可分别进行钻、扩、铰孔及攻丝等加工,也可同时进行钻、扩、铰孔或钻扩、攻丝等多工序加工。
就可以同时钻削多个孔,使加工件的孔位能够保证较高的位置精度。
大大提高了生产效率。
一台普通的多轴器配上一台普通的钻床就能一次性把几个乃至十几二十个孔或螺纹加工出来。
实现用立钻床代替摇臂钻床的多孔加工。
灵活方便,能大大节省加工时间和辅助时间,提离劳动生产率。
不同的加工方法有不同的特点,就钻削加工而言,多轴加工是一种通过少量投资来提高生产率的有效措施。
1.1.1 多轴加工优势多轴加工是在一次进给中同时加工工件上多个孔,可缩短加工时间,提高度,减少装夹与定位时间;不必像在数控机床加工中计算坐标等,简化了编程;它可以采用通用设备(如立式或摇臂钻床)进行加工;节省了专用设备的投资。
钻孔这道工序,在传统的机械加工中,在中小批量的生产中,一般是采用立式钻床,一次只钻一个孔,然后移位钻头钻下一个孔。
这种加工方法生产效率地下,而且难以保证孔的位置精度。
为了解决这一问题,经过近年来的不断摸索和改进,在立式钻床上,利用多轴钻头加工多孔件,扩大了立式钻的适用范围,其具有结构简单,制造方便,投资少,见效快的特点。
生产工人在实际操作过程中,工件安装简单,工作方便,减少了工序数目,缩短了工艺路线,简化了生产计划和生产组织工作。
而且能较好的保证连轴器多孔的同时加工的精度要求。
1.2 多轴加工的设备多轴加工是在一次进给中同时加工许多孔或同时在许多相同或不同工件上各加工一个孔。
这不仅缩短切削时间,提高精度,减少装夹或定位时间,并且在数控机床中不必计算坐标,减少字块数而简化编程。
它可以采用以下一些设备进行加工:立钻或摇臂钻上装多轴头、多轴钻床、多轴组合机床心及自动更换主轴箱机床。
航空发动机后轴承机匣的工艺过程和工装设计
(黑体,二
号,居中)
(宋体,四号)
学院 专业 班级 学号 姓名 指导教师 负责教师
机电工程学院 机械设计制造及其自动化
27 李宏伟 于超
(前面空 5 行,宋 体,小三号,居中, 后面空 1 行)
沈阳航空航天大学 2010 年 6 月
(宋体,小三 号,居中)
I / 45
摘要
本论文介绍了航空发动机后轴承机匣的工艺过程和工装设计。 论文由三部分组成: 第一部分是工艺规程设计,在这一部分当中,首先对零件总体结构和技术要求 进行分析,然后进行了工艺路线的制定,机床工序设计,最后形成工艺文件。 第二部分是对靠模铣夹具设计的论述。该部分主要阐述了靠模铣夹具的特点和 和原理,设计的主要问题,定位零件,夹紧机构,对刀装置,以及部分零件等的设计 最后进行误差分析。 第三部分是对钻模夹具设计的论述。该部分主要阐述了钻模夹具的特点及原理, 零件的选择和设计,定位夹紧机构的设计,并进行了误差分析。
Keywords: aero; back-bearing-case; the technical process; jig
符号表
a
长度长度长度长度长度长
m
度长度
c
光速光速光速光速光速光
m/s
速光速光速
p0
环境压力环境压力环境压
MPa
力环境压力
vf
流体速度流体速度流体速
m/s
度流体速度
w
速度
m/s
α
2 铣床夹具设计(用于工序 15) ...................................................................................... 4 2.1 总体说明..................................................................................................................... 5 2.2 设计要点..................................................................................................................... 5 2.3 夹具的误差分析......................................................................................................... 6
轴加工工艺及夹具设计说明书

轴零件工艺工装设计摘要本课题来源于生产实践,充分利用所学的机械制图、机械设计及机械制造等课程,了解针对轴零件的特点,通过CAD软件,利用该软件制图功能,完成轴零件工艺过程的设计。
在课题的研究设计阶段。
针对轴零件的结构特点,制定该零件的加工工艺。
其次要了解夹具的相关知识,结合零件的结构特点选择需要的夹具元件,设计出的铣扁方夹具和钻孔夹具。
工件的夹具作为一种重要的工艺装备在机械制造工艺过程中起着十分重要的作用,它的设计不但要保证工件的加工质量,提高加工效率,降低成本,在操作维护中安全方便还要注意到夹具结构的标准化,夹具制造的精密化。
为了保证夹具组装精度,需要学习了解工件定位原理。
根据这些原理结合零件的结构特点确定零件在夹具中以轴外圆以及端面的两孔作为定位,计算夹具的定位精度与夹紧力保证零件在夹具上的加工精度。
然后使用CAD绘图软件参考《夹具设计手册》绘制夹具元件的机械图,完成夹具的设计。
关键词:轴夹具装配图工艺shaft parts of the fixture designAbstractThis subject comes from the practical production, make full use of learning mechanical drawing, mechanical design and mechanical manufacturing course, understand according to the characteristics of shaft parts, through the CAD software, using the software mapping function, complete the design of spindle head parts process.In the research projects in the design phase, first select from a number of parts as the design of a fixture parts. For that part of the structural characteristics of the development of the parts processing technology. Second, we must understand the fixture knowledge, combined with the structural features of components select the required fixture components, the general structure of fixture design. As an important fixture of the technology and equipment in the mechanical manufacturing process plays an important role, it is designed not only to ensure that the workpiece processing quality, improve processing efficiency, reduce costs, in the operation and maintenance of safe and convenient but also noted that Fixture structure of standardization, the precision of fixture manufacturing .In order to ensure the fixture assembly of precision, need to learn to understand principles of positioning the workpiece. Combination of components based on these principles to determine the structural characteristics of components in the fixture to cylindrical shaft as the positioning of the positioning accuracy of calculation of fixture clamping force to ensure the parts with the fixture on the machining accuracy. And then use the CAD drawing software reference, "Fixture Design Handbook," a mechanical fixture elements drawn map, complete fixture design.Key words:Spindle ;fixture;assembly;process目录摘要 (I)Abstract (II)一零件的分析 (4)1.1 零件的作用 (4)1.2 零件的工艺分析 (4)二工艺过程设计 (5)2.1 确定毛坯制造形式 (5)2.2基准选择 (5)2.3 制定工艺路线比较与确定 (6)2.4 机械加工工序尺寸及毛坯尺寸确定 (9)2.5 确定切削用量及基本工时.......................... 错误!未定义书签。
半轴机械加工工艺及工装设计

半轴机械加工工艺及工装设计半轴是一种常用于汽车和其他机械设备中的零件,用于传递动力和扭矩。
半轴的制造需要使用机械加工工艺和适当的工装来确保产品的质量和性能。
本文将探讨半轴机械加工工艺及工装的设计。
首先,半轴的机械加工工艺包括以下几个步骤:1.材料准备:选择合适的材料,如高强度钢材,进行切割和热处理等预处理工序。
2.弯曲:将预处理后的金属材料弯曲成半轴的形状。
这可以通过冷弯或热弯的方式来实现。
3.切割:根据设计要求,将弯曲后的半轴切割成适当长度。
4.排刀:使用铣床或其他金属切削机械设备进行精细切割和修整,以得到半轴的最终形状。
5.细整:通过抛光或其他加工方法对半轴进行细整,以提高表面光滑度和精度。
6.热处理:对半轴进行热处理,以提高其材料的硬度和强度。
7.表面处理:为了防止腐蚀和提高半轴的表面硬度,可以进行镀铬、渗碳等表面处理工序。
在进行以上工艺步骤时,需要设计合适的工装来保证加工的准确性和效率。
工装设计的目标是使半轴能够稳定地固定在加工设备上,并且能够实现精确定位和对切削力的控制。
工装设计需要考虑以下几个方面:1.夹具设计:使用夹具来夹持半轴,确保加工时的稳定性和准确性。
夹具设计需要符合半轴的形状和尺寸,并且能够保持稳定的夹持力。
2.定位设计:在工装中设计合适的定位装置,使每个半轴都能够准确地定位,以确保加工的一致性和精度。
3.切削力控制:设计合适的切削力控制装置,可以通过调整切削速度、进给量和切削深度等参数来控制切削力,以避免半轴的变形和损坏。
4.加工路径设计:根据半轴的形状和加工要求,合理地设计切削路径,以最大限度地提高加工效率和质量。
综上所述,半轴的机械加工工艺及工装设计是确保半轴产品质量和性能的关键工艺环节。
通过合理设计和选择合适的机械加工工艺和工装,可以有效地提高半轴的加工效率和质量,以满足不同应用领域的需求。
联轴器加工工艺与工装设计-机械设计及其自动化毕业论文

关键词:联轴器;多轴头;夹具;定位
临沂大学机械工程学院 2014 届本科毕业设计
ABSTRACT
A coupling is a device for connecting the eds of adjacent shafts. In machine construction, ouplings are used to effect a semipermanent connection between adjacent rotating shafts. The connection is permanent in the sense that it is not meant to be broken during the useful life of the machine, but it can be broken and restored in an emergency or when worn parts are replaced. There are several types of shaft couplings, their characteristics depend on the purpose for which they are used. This paper analyzes the structure of the coupling, and from the development of the design, production and assembly fixtures accessories analyze the whole process were discussed carefully grasp fixture design principles, reasonable arrangements for the process, can be made into a reasonable structure, positioning reliable and economical practical fixture.
三轴连杆零件的加工工艺规程及钻Φ35孔的专用夹具设计说明书

序言机械制造工艺学课程设计是我们学完了大学的全部基础课,技术基础课已经大部分专业课之后进行的,这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的复习,也是一次理论联系实际的训练。
它一方面要求学生通过设计能获得综合运用过去所学过的全部课程进行工艺及结构设计的基本能力。
另外,也为今后作好毕业设计进行一次综合训练和准备。
学生通过机械制造工艺学课程设计,在下述几个方面得到锻炼1.能通过运用机械制造工艺学课程中的基本理论以及在生产实践中学到实践知识,正确的解决一个零件在加工过程中的定位.夹紧以及工艺路线安排.工艺尺寸确定等问题,保证零件的加工质量2.学会使用图表资料以及手册,掌握与本本设计有关的各种资料的名称,出处,能够做到熟练运用。
因此,它在我们的大学生活中占有重要的地位。
就我个人而言,我希望能通过这次课程设计对自己未来从事的工作进行一次适应性训练,从中锻炼自己分析问题,解决问题的能力,为今后参加工作打下一个良好的基础。
由于能力有限,设计当中可能会有不足之处,恳请老师给予批评指正。
一、零件的分析(一)零件的工艺分析分析零件图可知,该三轴连杆的侧面端面及上下端面精度要求并不太高,其粗糙度在Ra6.3以上,故可用铣削加工。
Φ25H6的孔、Φ35H6的孔的粗糙度均为Ra1.6,所以采用钻-扩-粗铰-精铰的工艺过程在钻床上加工。
Φ90H6mm的孔的粗糙度为Ra1.6,所以采用粗镗-半精镗-精镗的工艺过程在钻床上加工。
各个内孔对精度要求较高,而端面为平面,可防止钻头钻偏以保证加工精度。
该零件除了内孔之外,其他加工表面精度要求均不高,因此以铣床的粗加工就可达到要求。
(二)零件的技术要求分析三轴连杆零件图纸将该三轴连杆的全部加工表面及技术要求列于表中。
三轴连杆加工表面及技术要求表(三) 确定三轴连杆的生产类型该三轴连杆的生产为中批生产。
二、 工艺规程设计(一) 确定毛坯的制造形式有零件技术要求知,零件材料为45钢,零件使用锻件,锻造拔模斜度不大于7°。
联轴器的安装工艺
4.0联轴器的安装工艺:联轴器轴套的常用联结型式4.2.4联轴节的热套工艺A.装配前的准备工作准备工作做得仔细与否,对保证热套装配的顺利进行非常重要。
,需作如下准备工作:1.检查、测量和加热温度的计算。
在热套装配之前,首先要对所热套联轴节进行仔细的检查,检查联轴节的加工质量是否符合要求。
对联轴节与转轴的配合部位(孔)的尺寸进行详细的测量。
一般长度的联轴节测量两端和中间的孔径尺寸,长尺寸的可以多取几个。
同时,相应地测量转轴配合部位的尺寸.测量的数据一定要正确,每一部位可测量2〜3次,取其算术平均值。
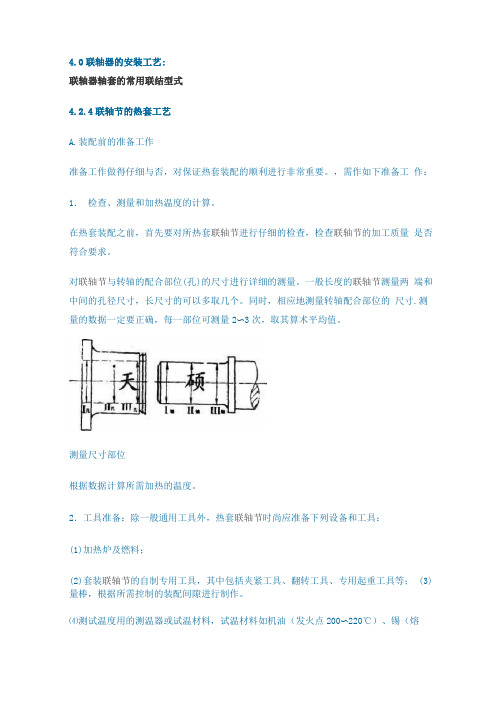
测量尺寸部位根据数据计算所需加热的温度。
2.工具准备:除一般通用工具外,热套联轴节时尚应准备下列设备和工具:(1)加热炉及燃料;(2)套装联轴节的自制专用工具,其中包括夹紧工具、翻转工具、专用起重工具等; (3)量棒,根据所需控制的装配间隙进行制作。
⑷测试温度用的测温器或试温材料,试温材料如机油(发火点200〜220℃)、锡(熔点232℃)、铝(熔点327℃)、锌(熔点419℃)等;(5)隔热防护工具,如隔热用的透明面罩、石棉手套等。
.3.操作训练:由于热套装工作是在高温下操作的,如果准备工作不仔细、操作人员配合不协调,将可能给套装工作带来严重的不良后果。
因此,在热套装工作正式进行之前,应进行必要的操作训练,按实际套装步骤,操作一次或数次,使所有参加人员分工明确、重点突出,措施得当,临场不乱。
B.热套联轴节的操作步骤1.在加热炉内加热到指定温度,并检测工件温度。
2.将联轴节取出后翻身,放人炉内继续加热。
如用木柴加热大型联轴节。
则经2〜3h后,用量棒反复测量孔径,直至尺寸最大的量棒能自由进入联轴节孔内,加热即可结束。
3.吊出联轴节,装上撞板、抬攀或其他套装工具。
4.校正的位置,使联轴节孔垂直(垂直套装时)或呈水平(水平套装时),并清扫联轴节孔,使内孔无杂物。
5.将联轴节吊近转轴处;再一次用量棒检查内孔尺寸是否有所需装配间隙,如量棒能通过,才能进行套装。
空气压缩机曲轴零件的机械加工工艺及夹具设计方案英译汉
外文翻译题 目离心泵学生姓名 冯涛专业名称 机械设计制造及其自动化指导教师 史革盟2018 年5月18日Centrifugal pumpThe concept of centrifugalCentrifugal inertia is the performance of an object, such as umbrellas on the water droplets, when the umbrella slowly rotating, the water droplets will follow the umbrella rotation, because the umbrella and the friction of water droplets to drop as the centripetal force of shiran. However, if the umbrella rotation speed, the friction enough to make water droplets in a circular motion, then drop the sport from the umbrella to the outer edge, like a rope pulling the stones to do with circular motion, if the speed is too fast, the rope will disconnect, stones will be flying out. This is the so-called centrifugal.Centrifugal pump is designed according to this theory, high-speed rotation of the impeller blades rotate driven water, throw water, so as to achieve the purpose of transportation.Good variety of centrifugal pumps, from the use can be divided into civil and industrial pumps。
中文译文GY535X60J1型半联轴器加工工艺设计与工装设计
中文译文GY535X60J1型半联轴器加工工艺设计与工装设计引言:半联轴器是一种用于连接两个轴的装置,用于传输动力。
GY535X60J1型半联轴器是一种新型半联轴器,为了实现其加工工艺和工装设计,本文将详细讨论相关内容。
1.GY535X60J1型半联轴器的加工工艺设计1.1材料准备根据设计要求,GY535X60J1型半联轴器的材料为优质钢材,准备材料时需要根据材料厚度和尺寸进行切割,确保准确性和精确度。
1.2精加工工艺精加工过程包括车削、镗削、铣削等,通过精加工能够实现半联轴器的尺寸精确度和表面质量要求。
根据设计图纸,确定各道工序的切削参数,包括切削速度、进给速度、切削深度等。
1.3热处理工艺在加工完成后,可以对半联轴器进行热处理,以增强其材料的力学性能。
根据材料的特性和要求,选择合适的热处理方法,包括淬火、回火等。
1.4表面处理半联轴器的表面需要进行处理,以提高其耐磨性和耐腐蚀性。
常见表面处理方法包括镀铬、磨削、喷砂等。
2.GY535X60J1型半联轴器的工装设计2.1定位夹具设计定位夹具用于固定半联轴器的位置,确保加工过程中的准确性和稳定性。
夹具的设计需要考虑材料的刚度和夹紧力的大小,以满足加工的要求。
2.2加工夹具设计加工夹具用于将半联轴器固定在机床上进行加工。
夹具的设计需要考虑半联轴器的尺寸和形状,以便于加工过程中的安全和稳定。
2.3检测夹具设计检测夹具用于对加工后的半联轴器进行质量检测。
夹具的设计需要考虑检测的准确性和稳定性,以确保半联轴器的质量符合要求。
3.结论本文对GY535X60J1型半联轴器的加工工艺设计和工装设计进行了探讨。
通过合理的加工工艺和工装设计,可以实现半联轴器的精确加工和质量控制。
该设计和工艺可用于实际生产中,以提高产品的质量和效率。
机械加工工艺规程与工艺装备设计(doc 32页)

CA6140车床第三轴的拨叉零件的机械加工工艺规程及工艺装备设计系别& 专业:汽车与电气工程系-机电一体化专业姓名& 学号:年级& 班别:教师& 职称:2011年 5 月10 日目录前言 (1)第一章零件的分析 (2)1.1零件的作用 (2)1.2零件的工艺分析 (2)第二章工艺规程设计2.1确定毛坯的制造形式 (4)2.2基面的选择.................................................................................. .42.2.1粗基准的选择 (4)2.2.2精基准的选择 (4)2.3工艺路线制定与比较分析 (5)2.3.1制定工艺路线 (5)2.3.2工艺路线的比较与分析.................................................... .72.4机械加工余量、工序尺寸及毛皮尺寸的确定............................ .7 2.4.1 φ40端面的加工余量、工序尺寸及毛皮尺寸.............. .7 2.4.2 内孔(φ22孔)的加工余量、工序尺寸及毛皮尺寸.. .7 2.4.3 内孔(φ50孔)的加工余量、工序尺寸及毛皮尺寸.. .82.4.4 其他尺寸直接铸造得到 (8)2.5确立切削用量及基本工时 (8)2.5.1 粗铣φ40端面 (8)2.5.2 钻、扩、铰φ22孔 (9)2.5.3精铣φ22孔上端面 (13)2.5.4 精镗、半精镗φ55孔 (14)2.5.5 粗铣φ55孔上下端面 (14)2.5.6 精铣φ55孔上下端面 (15)2.5.7钻、铰φ8孔(装配时钻铰锥孔) (16)2.5.8 钻一个φ6.75孔,攻M8螺纹 (19)2.5.9 切断 (21)2.5.10 检查 (21)第三章:夹具设计3.1钻φ22孔的钻床夹具设计 (25)3.1.1问题的提出 (22)3.1.2夹具设计 (22)3.2钻φ8孔的夹具设计 (24)毕业设计小结 (26)参考文献 (27)前言机械制造工艺学是以机械制造工的工艺问题为研究对象,实践性较强的一门学科,对此门的毕业设计,可以使我们三年来的学习成果得到检验,并进一步提高以下能力:1.能熟练运用机械制造工艺学课程中的基本理论及在生产实习中学到的实践知识,正确的解决一个零件在加工中的定位、夹紧以及工艺路线的安排、工艺尺寸的确定等问题,保证零件的加工质量。
联轴器对轮的装配
热装危害
油浴加热能达到的最高温度取决于油的性质,一般在 200℃以下。采用其他方法加热轮毂时,可以使联轴器的 温度高于200℃,但从金相及热处理的角度考虑,联轴器 的加热温度不能任意提高,钢的再结晶温度为430℃。如 果加热温度超过430℃,会引起钢材内部组织上的变化, 因此加热温度的上限必须小于为430℃。为了保险,所定 的加热温度上限应在为400℃以下。至于联轴器实际所需 的加热温度,可根据联轴器与轴配合的过盈值和联轴器加 热后向轴上套装时的要求进行计算。
整理ppt
12
(三)联轴器找正时偏移情况分析
整理ppt
13
整理ppt
14
1.两半联轴节即平行又同心 2.两半联轴节平行但不同心 3.两半联轴节不平行但同心 4.两半联轴节即不平行又不同心
整理ppt
15
(四)联轴节找正方法
1.精度要求低: 利用塞尺和直角尺
2.精度要求高: 百分表或专用工具
整理ppt
16
整理ppt
17
整理ppt
18
整理ppt
19
测量数据要求: a1+ a3= a2+ a4 s1+ s3= s2+ s4
测量误差允许0.02mm
整理ppt
20
整理ppt
11
压装
这种方法是根据装配时所需压入力的大小 不同、采用夹钳、千斤顶、手动或机动的 压力机进行,静力压入法一般用于锥形轴 孔。由于静力压入法受到压力机械的限制, 在过盈较大时,施加很大的力比较困难。 同时,在压入过程中会切去联轴器与轴之 间配合面上不平的微小的凸峰,使配合面 受到损坏。因此,这种方法一般应用不多。
3)轴应均匀地支承在轴承上,转 动灵活,并且轴在轴承上有伸缩 的可能性;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中文译文中等生产率的车床仿形车床: 仿形车床是为了通过半自动的方法生产完全一样的零件而被设计的,除了程序控制车床(详见21章),装上、卸下工件以及每个切割周期自动运转的启动是需要由操作员完成的。
使用一个单切削刀具,模板通常装在机器的后部。
通过机械、空气、水压、或者电的方法促使触针的移动,尽管专门的机床也是可以的,但是仿形车床的附件出厂时一般都安装在一个标准的普通车床上。
转塔车床:转塔车床是半自动的机床,它比常规的发动机车床生产的零件数量更大,公差更小,速度快所以经济要更好。
不同于发动机车床,转塔车床不局限于单一的切削工具。
他最主要的优点是有些操作可以在给足时间完成工件的加工。
图16-6 转塔机床生产零件(经琼斯和拉姆森同意转载)图16-6是转塔车床生产零件的实例。
用一个方面的小塔代替尾座,是为了抵消频繁换刀。
然而,应该注意的是转塔车床操作范围和类型与发动机车床基本上是相同的。
最后转塔车床上的单一工具架也可以带着切削工具安装在后部的横向滑块上。
普通车床的通用性和适应性只有在熟练的机械师的情况下能被充分利用,熟练工是昂贵的。
有发动机车床操作下生产的零件比转塔车床生产相同的零件花费要多。
将转塔车床生产成本减到最少的方法是让熟练的安装工人设置和调整工具,让低工资等级的机器操作员进行简单重复的操作。
图16-7常规的滑块式转塔车床(经琼斯和拉姆森同意转载)转塔车床可分为卧式和立式两类。
卧式转塔车床的两种主要类型是鞍座式和滑块式(见图16-7)两种类型都适合车削和卡盘工作。
滑块式转塔车床最合适于轻的棒状加工以及小的卡盘工作而鞍座式转塔车床主要用于加工较长的棒状工件以及较重的卡盘的工件。
图16-8是四轴数控转塔车床。
理想的棒状以及卡盘的车削加工是它们也可以操作中心与轴之间的工作。
块从一个站到另一个收益,以完成的部分,因为它是切断了从原来的地点计的机器加工铸件、锻件、挤压零件和其他形状,不能加工棒料。
图16-8 四轴数控转塔车床(经吉丁斯和刘易斯—比其福德公司同意转载)立式车床是为了较大和较重的工作而被设计的,它与卧式车床的两周类型有关联。
立式车床可以单独完成复杂的卡盘工作,特别是钻孔操作,不适应棒状物的操作。
图16-9是立式车床的实例。
36mm工作台的立式车床(经布拉得公司同意转载)高产车床严格按照不同的产品输出是很难准确划分机床的类型。
前面讨论的机器都是相当类似的,因为某周类型的机器都需要操作员注意到从“可观的”到“偶尔”的程度。
下面选择讨论的高产车床的类型几乎是可以连续运行的。
有些是全自动的,只需要操作员偶尔注意。
自动螺纹车床:自动螺纹车床最初是被设计用于高产量的螺钉和其他螺纹紧固件的生产。
自动螺纹车床的开发可以追溯到19世纪80年代。
自动螺纹车床基本上是转塔车床的高级形式,它可以把棒料形成大批量且范围广的零件。
可互换的高输出可能是由于被设计用来自动单次和连续送料的复杂的机械装置,合适的切削工具的顺序以及切割后的回收工具。
这个进程无限的配置部分生产和形成的经济生产。
与螺纹车床的命名相反,它的生产并不仅限于螺纹零件。
图16-10 螺纹车床生产的典型零件(经布朗和夏普制造有限公司同意转载)图16-11 单轴螺纹车床(经布朗和夏普制造有限公司同意转载)图16-12卡工位刀架切削工具的特写(经布朗和夏普制造有限公司同意转载)自动螺纹车床可分为单轴自动车床,多轴自动车床,自动加紧机。
图16-11是单轴螺纹车床。
棒形刚才的进料是通过每个操作周期开始的一个转轴的空间轴。
钢材在预定的距离停止并且在简夹的切割操作中被控制。
如图16-12所示,切削工具安装在卡工位的刀架上,它可以在费力思的车轮运动的垂直平面内旋转。
小塔固定是在一个滑坡上,这使得它能在纵向运动。
额外的工具可以安装在十字滑坡的前面和后面。
这种运动能保证水平位置和竖直位置不受偏差的影响。
各种工具的运用是由安装在轴上的凸轮与机器的三个侧面与齿轮相连的方法获得的。
安装的“电子狗”与不同的跳闸杠杆啮合来控制机器的操作顺序。
是操作更加简便,出现错误时能够及时发现。
图16-13(a)垂直夹紧机(经布拉德有限公司同意转载)图16-13(b)水平夹紧机(经华纳和斯瓦西有限公司同意转载)适用于单锭杆自动螺纹车床模具排列的原则也适用于多锭杆自动螺纹车床。
棒状钢材被加载到每个连续转转的工件主轴。
然而,多轴车床不是一个单一的主轴,它可能有四个、五个、六个或八个空心主轴。
图16-13a和b说明了加进机的两种类型设计加工的铸件,锻件,冲压件,以及其他不能从棒料加工的形状。
自动夹紧机能够进行大多数与多主轴棒料自动机器相关操作。
图16-14所示的数控两轴的双转塔杆卡盘车床。
一旦操作员使用工确的工具加工,一个操作员操作或者维护两个或以上的自动车床是常规的做法。
图16-15显示了一些垂直夹紧机的典型零件。
图16-14 两轴双杆卡盘车床适合棒料或卡盘加工这种车床有14个可以放刀具的地方,从本质上减少了换刀时间经吉丁斯和刘易斯—比其福德公司同意转载)图16-15 垂直夹紧机加工的典型零件(经华纳和斯瓦西有限公司同意转载)图16-16 瑞士自动螺纹车床(经美国贝奇勒公司同意转载)图16-17瑞士自动螺纹车床加工和滑坡的特写镜头(经美国贝奇勒公司同意转载)瑞士式自动螺丝机:一个瑞士式自动螺丝机如图并且,靠近在工具和幻灯片在图16 - 17日。
它与广泛的在设计和功能从其他类型的螺丝机。
一个旋转块股票是美联储通过硬质合金衬导套的道路五个彻底,安装工具单独凸轮控制。
切削刃的单点切削工具用于这个过程将接触股票接近几千英寸但不会超过在毫米)远离结束的导套。
准确的零件可能产生在这种方式,因为坚定的工作是阻止起拱远离刀具。
特别结合如蜡烛和多个直径可能结合的运动向前或住床头,和动作两工具。
图16-18瑞士自动车床生产零件的例子(经美国贝奇勒公司同意转载)除了合适的车床以外,铣床被视为最权威的多功能机床。
几乎所有的形状和大小、平面和曲面,内外工件外,通常可以通过一种或另一种铣削方法加工。
它是一种用各种各样的机加工操作来生产一小部分不限量生产的产品的方法,且是一种独特合适且经济的方法。
铣削提供了额外的优势,提供重复创建制造精密零件的互换的方法。
加工过程的描述基本上,加工表面是由一个旋转刀具作用从而形成的,有时单程工作。
操作可以夹在台虎钳,三爪卡盘,分度头,回转工作台中心之间,用一个特殊的夹具,或用螺栓固定在机床工作台。
在大多数情况下,工作是靠着刀切削。
高速切削刀具和工件的进给速度取决于这种被加工工件的材料。
切割效率也体现着机器的能力,如相关的刀具设计,工件的要求,工作夹具的设计,和其他相关因素,都影响切割效率。
铣床的金属去除率相比车床,刨床,刨床等机床,通常是相当大的。
铣削操作的类型在最传统的铣削操作中,按旋转齿刀所产生的表面可以分为两大类,周铣和端铣。
周铣铣刀绕一个平行于加工表面的轴进行铣削。
如图所示,平面和成形表面以这种方式产生的。
端铣在端面铣削中,刀具旋转的轴,一般是垂直于被加工表面。
用高速钢与硬质合金刀具能加工出最佳的表面粗糙度。
端面铣削操作提供进给量和进给速度,更大的灵活性,减少刀具的初始的成本和日后的维护。
端面铣削通常能达到最低的成本最高的效率的目标。
逆铣逆铣加工的条件是当进给操作于回转铣刀的方向相反时候。
该切屑是非常薄的,第一次接触到最大齿,齿爆发的工作和增加厚度。
最初的接触通常发生在干净的金属和两端的升降或剥离表面粗糙度。
正因这种效果,所以成为砂铸件,锻件,或有一个粗糙的或硬磨料表面规模的金属的首选的方法加工。
工件必须严格的抵消切削力增加。
顺铣顺铣和逆铣不同,他的操作是进给方向与刀具旋转方向一致的铣削。
刀齿开始工作的一个最大切割厚度和结束与一个薄的切屑,从而减少刀具磨损。
刀具的趋势是保持工作下来,事实上,把工件放在刀具下方。
顺铣时必须用专门为该方法设计的机器完成。
那是在丝杠进给机构的间隙或机器是不合适的,因为任何松动会使刀得出工件切削过大。
顺铣相比逆铣而言通常会产生更好的表面粗糙度。
切屑处理更容易并且不太可能被轮齿剐蹭。
这种方法通常是用在细长的和复杂的零件上进行铣削操作,其夹具设计简单。
需要的功率更小,便于提高切削速度和进给量。
铣刀对铣削刀具的精确类型的选择通常是由通用部件设计或特定的表面结构对部分要求的加工,表面质量,工件材料,和现有的生产设备决定的。
铣刀有很多的大小,材料和类型。
方法选择的因素铣削是特别适合用于低体积和大批量生产。
零件可以在高速率和一个非常令人满意的表面精加工。
铣床刀具的旋转速度范围从20到3800 rpm。
进给率从到不等。
(至毫米)每分钟每齿。
具体的切削速度和进给率在大多数制造商推荐的目录和不同的手册上市。
适当的速度和费用的选择是基于各种因素,如工件和刀具材料,刀具的类型,类型的光洁度要求,使用冷却液,可用功率,和其他重要物品。
一切可能足够了一些工作,但粗加工和精加工切割组合一般都要产生最佳的组合所需的表面光洁度和公差要求。
通常是在一个特定的表面可以精确研磨相当纬度。
任何表面,可通常可以铣。
例如,一个平面,可以通过平面铣削,铣面产生的,或由侧铣。
方法,可以产生任何表面是由类型的铣床,刀具,工件的表面上的特殊要求,和相对位置的表面上的机刀。
产品设计因素部分配置:部分的设计应尽可能地将岗和/或跨铣等优点,在图12-11所示,这是允许的最大数量的表面被碾碎一通的刀。
大量节省设置时间可以实现多个操作时,可以进行部分在单一的位置。
错误可能发展时,一部分是搬迁,特别是在一个表面的尺寸关系到另一个。
夹紧可能导致损坏或破坏工件。
好的设计需要相当大的关注,致力于简化了部分配置。
一个简单的零件轮廓,通常导致一个不太复杂的工作夹具。
部分的设计应仔细核查,使复杂的或难以加工的表面被淘汰。
零件表面加工应该完成结构足够强大,相当大的削减,在一次最好,可以在正常的切削速度和饲料。
一进光可能是选择了一个脆弱的工件。
虽然标准的铣床虎钳常常是用来装工件的某些类型,它不能用于无生产目的的修改,因为对工作准确定位并没有纳入到原设计。
专用虎钳钳口中经常使用的一种标准台钳修改特定工件的要求。
虽然工作夹具可设计在特殊情况下的低生产量,他们几乎总是需要为大批量重复生产好的设计需要相当大的关注,致力于简化了部分配置。
一个简单的零件轮廓,通常导致一个不太复杂的工作夹具。
部分的设计应仔细核查,使复杂的或难以加工的表面被淘汰。
零件表面加工应该完成结构足够强大,相当大的削减,在一次最好,可以在正常的切削速度和饲料,一进光可能是选择了一个脆弱的工件。