产品质量检验标准表
产品质量检验标准(2)
d、产品需激光字印的产品,字印必须清楚,字印不可呈现红铜底,字体大小按板要求。
e、保层测试:加保层产品一般用电流表测试,加保层的产品任两点不导电为正常。f、镍释放测试标准:电镀产品表面镍释放量≦0.5ug/ cm2
D、装配产品检查标准和品质规定
a、组装产品要注意配件方向及位置,所有圈子埋口要好,所有钉针、圈针、“9”字针、圈子及配件钩接位规格符合规定,产品尺寸符合规定,配件之间活动性好,所用扣类保证功能良好。
b、钳石产品不可有断爪现象,爪子松紧合适,爪子钳石后光面要好。
c、五金链的长度根据样板规定来拟定,不可出现过长或还过短的现象,需要挂配件的产品,配件挂后保证方向和位置对的,不可出现链钮和链不顺的现象。
B、水晶胶检查标准和品质规定
a、用料配比一定要以标准执行,否则会影响产品干的速度和产品品质。
b、产品不可出现色蒙、沙洞、色差、污点、杂质、气泡、变形、表面凹凸不平、分层、花纹漏底、变色/发黄、杂色、水口太高或分层太厚导致后工序加工难度大、配件位掉胶、缩水量不一导致规格尺寸不符合、胶软等品质问题。
C、产品抛光标准和品质规定
a、洗水、抛光环节加工的产品要留意产品的花纹、假钉、字印被洗水洗平或打磨打平的现象,产品整体形状必须同样板,变形的产品要调形如板后才可出货,出电镀加工的产品保证电镀前产品光面的品质规定,不可有沙孔、面粗糙等品质问题。
b、有配件位的产品或要与其他组件组合装配的产品必须要试配件的吻合限度,有效保留电镀层空间及装配余量。
一、目的:
aql抽样标准表大图

aql抽样标准表大图AQL抽样标准表大图。
AQL抽样标准表是质量管理中常用的一种工具,用于确定产品抽样检验的标准。
在生产过程中,为了确保产品质量,通常会进行抽样检验,而AQL抽样标准表则是确定抽样数量和接受质量水平的重要依据。
下面我们将详细介绍AQL抽样标准表大图的相关内容。
首先,AQL是Acceptable Quality Level的缩写,即可接受质量水平。
AQL抽样标准表是根据产品的重要性和使用场合确定的一种抽样检验标准,通过确定抽样数量和接受质量水平,来判断产品质量是否合格。
AQL抽样标准表通常以表格的形式呈现,其中包括了不同抽样数量下的接受质量水平,以及对应的接受和拒收标准。
AQL抽样标准表大图通常会包括多个不同的抽样等级,例如一般抽样等级(Ⅰ类)、严格抽样等级(Ⅱ类)和特别严格抽样等级(Ⅲ类)。
不同的抽样等级对应着不同的抽样数量和接受质量水平,生产企业可以根据产品的特点和质量要求选择合适的抽样等级,来进行抽样检验。
在AQL抽样标准表大图中,一般会包括两个关键的参数,即抽样数量和接受质量水平。
抽样数量通常以抽样计划的形式呈现,其中包括了不同生产批次下的抽样数量,生产企业可以根据实际情况选择合适的抽样数量进行检验。
而接受质量水平则是指在抽样检验中,产品合格的概率,通常以百分比的形式表示,例如1%、2.5%等。
通过AQL抽样标准表大图,生产企业可以清晰地了解到不同抽样数量和接受质量水平之间的关系,从而确定合适的抽样方案。
在实际应用中,生产企业可以根据自身的质量管理要求,选择合适的抽样等级和参数,来进行产品的抽样检验,以确保产品质量符合标准要求。
总之,AQL抽样标准表大图是质量管理中非常重要的工具,通过合理地选择抽样数量和接受质量水平,可以有效地进行产品抽样检验,确保产品质量符合标准要求。
希望本文的介绍能够帮助大家更好地理解AQL抽样标准表大图的相关内容,为质量管理工作提供参考和指导。
产品质量检验报告表格范文
产品质量检验报告表格范文
1. 报告概述
本报告旨在对产品质量进行全面的检验分析,并提供相关数据和结论。
以下是对质量检验所涉及的关键步骤的汇总。
2. 检验步骤
2.1. 产品信息
- 产品名称:[产品名称]
- 型号:[产品型号]
- 批次号:[产品批次号]
- 供应商:[供应商名称]
2.2. 检验标准
- 标准文档:[标准文档名称]
- 相关规范:[相关规范名称]
2.3. 检验项目
2.4. 检验结果
根据上述检验项目,对产品的质量进行评估和总结:
- 总体评估:[总体评估结果]
- 合格数:[合格数]
- 不合格数:[不合格数]
2.5. 检验结论
基于对产品质量的评估和总结,得出以下结论:
- 该产品在大部分检验项目上符合要求。
- 存在少量检验项目不符合要求的情况,需要进行改进和调整。
3. 建议和改进措施
针对不符合要求的检验项目,我们提供以下建议和改进措施:
- [建议1]
- [建议2]
- [建议3]
- ...
4. 补充说明
在整个质量检验过程中,遵循了以下操作规程和要求:
- [规程1]
- [规程2]
- [规程3]
- ...
5. 附件
- [附件1:质量检验报告照片]
- [附件2:质量检验数据统计表]
- [附件3:相关标准文档和规范]
以上是针对所需的产品质量检验报告表格的一个范例。
如有任何进一步的问题或需要进一步讨论,请随时联系我们。
国标2828抽样标准表

国标2828抽样标准表
国标2828抽样标准表是国家标准化管理委员会发布的一项标准,用于对产品
进行抽样检验。
该标准表是在国际上广泛应用的ISO2859-1标准的基础上,结合我国的国情和实际情况而制定的。
它对于产品的抽样检验提供了一套科学、合理的方法,可以有效地保证产品质量,降低质量风险,提高产品质量稳定性。
国标2828抽样标准表是在产品生产过程中非常重要的一环,它通过对产品进
行抽样检验,可以有效地评估产品的质量水平。
在实际生产中,由于产品数量庞大,往往无法对每一个产品进行全面检验,因此采用抽样检验的方法可以节约时间和成本,同时又能够保证产品质量。
根据国标2828抽样标准表,抽样检验的样本数量和检验结果之间存在着一定
的统计学关系。
通过对样本数量的控制和检验结果的分析,可以对产品的质量进行准确评估。
同时,国标2828抽样标准表还规定了不同质量水平和不同抽样方案下
的接受质量水平,使得抽样检验结果更加科学、合理。
在实际生产中,企业可以根据自身的产品特点和质量要求,结合国标2828抽
样标准表,制定适合自己的抽样方案。
通过合理的抽样方案,可以降低产品质量风险,提高产品质量稳定性,为企业的可持续发展提供保障。
总之,国标2828抽样标准表是对产品抽样检验进行科学规范的重要依据,它
的制定和应用对于提高产品质量、降低质量风险具有重要意义。
企业应当充分认识国标2828抽样标准表的重要性,合理运用该标准,不断提升产品质量管理水平,
为消费者提供更加优质的产品,为企业的可持续发展打下坚实的基础。
产品质量检验标准

a、用料配比一定要以标准执行,否则会影响产品干的速度和产品品质。
b、产品不可出现色蒙、沙洞、色差、污点、杂质、气泡、变形、表面凹凸不平、分层、花纹漏底、变色/发黄、杂色、水口太高或分层太厚导致后工序加工难度大、配件位掉胶、缩水量不一导致规格尺寸不符合、胶软等品质问题。
C、产品抛光标准和品质要求
D、所有经过检验的产品无论良品或不良品都要有明确的标识和记录。
E、检验过程不良率以品检日报的形式通报,批量不良率超过30%视情况记入重大品质异常跟踪处理,所有重大品质异常责任单位必须以月份为单位原因分析、改善对策,发出异常的单位定期跟踪其改善效果的确认。
3)原材料检验标准及相关要求:
倒模用的铜料类、铅锡合金、锌合金检验标准和品质要求:
a、洗水、抛光环节加工的产品要留意产品的花纹、假钉、字印被洗水洗平或打磨打平的现象,产品整体形状必须同样板,变形的产品要调形如板后才可出货,出电镀加工的产品确保电镀前产品光面的品质要求,不可有沙孔、面粗糙等品质问题。
b、有配件位的产品或要与其他组件组合装配的产品必须要试配件的吻合程度,有效保留电镀层空间及装配余量。
b、颜色及花纹符合设计要求。
G、串珠用线类检验标准和品质要求
a、胶类弹力线:弹性良好,伸长长度≧1/3本身总长时弹力线无异常现象。
b、尼龙类:珍珠线,单股能承受拉力≧2.3kg无品质异常。;
c、五金类:威也线,线身无弯曲现象,编织均匀,回弹性要好。
d、用线颜色一般以珠子颜色为准,线身松紧均匀,无起毛和线疙瘩。.
a、焊条料:根据订单要求选用(低铅、无铅)焊条。
b、烧焊位置:位置无偏移、焊位光滑、平整、无沙洞、无堆焊、焊少、假焊现象。
c、焊位牢固,能通过2.3kg拉力测试(测量方法:90°直角方向拉力测试)。
aql抽样标准表0
aql抽样标准表0AQL抽样标准表是指按照AQL(Acceptable Quality Level,可接受质量水平)制定的一种质量抽样检验标准。
在生产过程中,为了保证产品质量,需要进行抽样检验来判断产品的合格程度。
AQL抽样标准表就是根据AQL制定的一种抽样检验方案,通过对抽样数量和抽样标准的规定,来判断产品是否符合质量要求。
AQL抽样标准表0是指在进行抽样检验时,产品的合格标准为零缺陷。
也就是说,按照AQL抽样标准表0进行抽样检验时,如果抽样的产品中出现了任何一个缺陷,就判定为不合格。
这种抽样标准适用于对产品质量要求非常高的情况,例如对于医疗器械、航空航天等领域的产品。
AQL抽样标准表0的制定是为了保证产品的质量达到最高水平,避免任何缺陷产品流入市场,从而保障消费者的权益和安全。
在实际生产中,对于一些关键零部件或者对安全要求极高的产品,通常会采用AQL抽样标准表0进行抽样检验,以确保产品的质量符合最高标准。
AQL抽样标准表0的制定需要根据具体的产品特点和质量要求来确定抽样数量和抽样标准。
通常情况下,抽样数量会比较小,但是对于每一个抽样产品的质量要求非常严格。
这就要求生产企业在生产过程中严格控制每一个环节,确保产品的质量符合要求,以满足AQL抽样标准表0的要求。
在实际应用中,AQL抽样标准表0需要结合生产实际情况进行灵活运用。
生产企业可以根据自身的生产特点和质量管理体系,合理制定AQL抽样标准表0的抽样方案,以确保产品质量符合要求。
同时,生产企业还需要加强对生产过程的管控,提高生产工艺水平,从源头上控制产品质量,以满足AQL抽样标准表0的要求。
总之,AQL抽样标准表0是一种对产品质量要求非常高的抽样检验标准,适用于对产品质量要求极高的情况。
生产企业在应用AQL抽样标准表0时,需要根据实际情况合理制定抽样方案,并加强对生产过程的管控,以确保产品质量符合最高标准。
这样才能够保证产品质量达到最高水平,满足消费者的需求和期待。
吹塑塑料瓶产品检验规范(含表格)
吹塑塑料瓶产品检验规范(ISO9001-2015)1.0目的制定本标准旨在建立本公司吹瓶类产品品质判定的通用标准,使具体产品标准制定及产品检验有参照和品质判定有作业依据。
2.0适用范围本标准适用于沈氏塑业有限公司生产的吹塑类产品(有单个标准的除外)。
3.0术语或定义3.1 主要位置: 指产品丝印,烫印或贴标所在的位置.3.2 次要位置: 除了主要位置以外的所有位置.3.3 瓶口积胶: 又称鹅喉,指产品口部内缘有多余的料胚或料块,使内径变小或堵塞.3.4 瓶身条纹: 瓶身上出现较自身色水或深或浅的线状条纹.3.5 透明度异常: 瓶身经光线照射后于标准样比较出现透光性差异的现象称为透明度异常.3.6 合模线异常: 因模具闭模不紧或模具本身异常而在产品分模处产生有合模线粗或错位等不良现象.3.7 塞版指网版在印刷过程中,受到灰尘异物的污染,导致印刷版面,字体局部缺失或额外多出油墨印点,称印刷塞版.3.8 字体模糊: 指在印刷过程中,印刷版面字体出现不清晰的状况,称为字体模糊.3.9 断线: 指在印刷版面或字体出现不连贯的版面图案或线条,称为断线不良.3.10 重影: 指产品在印刷过程异常,导致部分版面或字体出现两次印刷,体现在产品上的不良为版面或字体有重叠状况,称为印刷重影不良.3.11 印刷露底色: 油墨印刷不均匀,导致版面局部可见产品底色,此种不良为印刷露底色.3.12 套色偏位: 版面相互之间出现偏离错位现象,称为套色偏位.3.13 烫印折痕: 由于饰箔材质,刮伤或调整不平,导致产品上出现条纹或在烫印图案上留一条线或字体缺损,称为烫印线条.3.14 烫印结合线不良: 烫饰接合处出现错位,粗等明显不良状况.3.15 烫印毛边: 烫饰图案边缘不齐呈锯齿状,称为烫饰毛边。
4.0抽样方法大件抽样: 采用GB/T 15172-94进行抽样.产品抽样: 按GB2828-2003逐批检查计数抽样程序及抽样表(适用于连续批的检查).外观检测: 采用一般检查水平Ⅱ级/功能检测: 采用特殊检查水平S-3.批合格质量水平:严重缺陷(A类) AQL=1.0主要缺陷(B类) AQL=2.5次要缺陷(C类) AQL=4.05.0质量技术要求Ⅰ.外观检验:检验项目验收标准缺陷类别颜色同批产品颜色在上下色差范围内.透明瓶透明度异常在允许范围,符合签板B类黑点,异色点透明类主要位置:φ≤0.4mm不多于2个且间距大于10mm次要位置: φ≤0.5mm不多于3个且间距大于10mm0.5mm<φ≤1.0mm的异色点在后加工装饰或装配后被覆盖的可允许.C类非透明类主要位置:φ≤0.5mm不多于3个且间距大于10mm次要位置: φ≤0.5mm不多于4个且间距大于10mm0.5mm<φ≤1.0mm的异色点在后加工装饰或装配后被覆盖的可允许.晶点印刷,贴标以及装水后目测无明显的晶点. C类瓶口批锋无明显刮手感,不影响配合功能,瓶口批锋≤0.3mm C类瓶口积胶原色/透明瓶不影响外观,且不影响客户灌装使用. A类瓶身厚薄同一产品不同位置手感有软有硬现象,瓶身厚薄不得影响后工序加工质量.B类缺胶,穿孔不允许. A类合模线异常无明显错位,且不影响配合使用. C类瓶身条纹印刷,贴标以及装水后目测无明显的珠光纹.流纹. C类瓶身变形瓶身无明显变形,不影响后工序加工. B类擦花,划痕目测不明显且手感光滑,允许长度≤10mm,宽度≤0.2mm2条;长度≤5mm,宽度≤0.2mm三条,间距≥30mm.C类油渍,脏污目测无可见油污,异物污染. C类混版不允许不同产品混装,混堆或者标识于产品不符. A类Ⅱ. 后工序加工质量检验说明:依据产品后加工要求选择检验项目2.1 丝印/烫印质量检验要点:检验项目验收标准缺陷类别颜色丝印,烫印颜色符合签板B类印刷版面印刷图文完整,不允许错版A类印刷图文目测无明显重影,变形,不影响对产品内容的辨认C类条形码可读且正确,条码可读性视客户实际需求A类印刷位置符合客户签板.整体版面位置上下偏差≤±1.0mm,左右偏差≤±1.5mm,套色偏差≤0.5mm.B类印刷质量印刷时注意控制塞版,字体模糊,断线,印刷露底色等问题,不明显影响产品外观质量,且不影响印刷内容的识别B类油墨牢度采用SE252(等同3M600)胶纸在同一测试面粘一次,印刷图案油墨脱落面积小于10mm2,但不影响印刷内容的可读性,或对印刷内容不会产生误解B类烫印折痕烫印图案上有折痕现象或字体缺损不明显影响美观,符合签板C类烫印毛边不明显影响美观,符合签板C类烫印结合线不良不明显影响美观,符合签板C类烫印牢度采用SE252(等同3M600)胶纸在同一测试面粘一次,烫印脱落面积小于10mm2,但不影响烫印内容的可读性,或对烫印内容不会产生误解B类耐水测试适用于浴室使用的产品,用水浸泡10分钟后用手指搓印刷,烫印部位无脱落.B类2.2 贴标质量检验要点:检验项目验收标准缺陷类别贴标位置上下偏差:±1.0mm B类左右偏差:圆瓶,椭圆瓶,±3.0mm; 扁瓶±2.5mm倾斜度L<瓶身直径(D)的1/2≤1.2mmL>瓶身直径(D)的1/2 L≤80mm ≤1.2mm 80mm<L≤160mm ≤2.0mm。
生产部产品质量检验标准表
不合格品处理流程
发现不合格品:在生产过程中发现不合格品
处理不合格品:根据不合格品的类型和严重程度, 采取相应的处理措施,如返工、报废、降级等
分类处理:根据不合格品的类型和严重程度进 行分类处理
反馈不合格品信息:将不合格品的处理结果反 馈给相关部门,以便进行改进和优化
记录不合格品信息:记录不合格品的详细信息, 包括产品名称、规格、数量、不合格原因等
生产部产品质量检验标准 表
目录
单击此处添加文本 产品质量检验标准 检验方法及工具 检验流程及要求 质量记录及报告
产品外观质量标准
颜色:符合产品 标准色卡
形状:符合产品 图纸要求
尺寸:符合产品 图纸要求
表面处理:无划 痕、无锈蚀、无 变形
产品尺寸精度标准
尺寸精度:±0.1mm
测量工具:千分尺、游标卡尺 等
检测工具:包括游标卡尺、千分尺、硬 度计、拉力机等
检测标准:根据产品标准和客户要求制 定
检测流程:制定检测计划、执行检测、 记录检测结果、出具检测报告
检测人员:具备相关专业知识和技能, 经过培训和考核
检测环境:符合产品标准和客户要求, 确保检测结果的准确性
安全性能检验方法及工具
检验方法:包括目测、手感、仪器测量等 工具:包括游标卡尺、千分尺、硬度计等 检验标准:根据产品标准和客户要求制定 检验流程:按照检验标准进行检验,记录检验结果,出具检验报告
质量记录的填写、收集、整理和报送工作由生产部负责,并按规定时间报送质量管理部门。 质量记录应字迹清晰、内容完整、准确可靠,并按照规定的保存期限进行存档。 质量管理部门负责对质量记录进行审核,并对存档的质量记录进行监督检查。 质量记录的报送和存档应符合国家相关法规和标准的要求。来自质量数据分析及应用要求
传统青砖青瓦质量检验参考标准
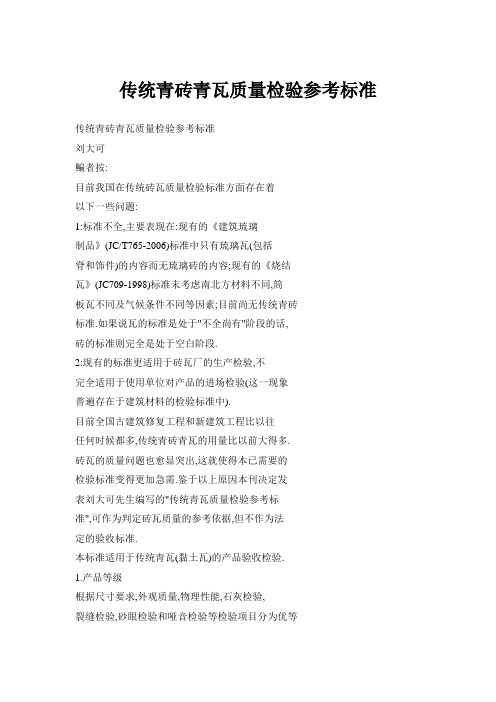
传统青砖青瓦质量检验参考标准传统青砖青瓦质量检验参考标准刘大可鳊者按:目前我国在传统砖瓦质量检验标准方面存在着以下一些问题:1:标准不全,主要表现在:现有的《建筑琉璃制品》(JC/T765-2006)标准中只有琉璃瓦(包括脊和饰件)的内容而无琉璃砖的内容;现有的《烧结瓦》(JC709-1998)标准未考虑南北方材料不同,筒板瓦不同及气候条件不同等因素;目前尚无传统青砖标准.如果说瓦的标准是处于"不全尚有"阶段的话,砖的标准则完全是处于空白阶段.2:现有的标准更适用于砖瓦厂的生产检验,不完全适用于使用单位对产品的进场检验(这一现象普遍存在于建筑材料的检验标准中).目前全国古建筑修复工程和新建筑工程比以往任何时候都多,传统青砖青瓦的用量比以前大得多.砖瓦的质量问题也愈显突出,这就使得本已需要的检验标准变得更加急需.鉴于以上原因本刊决定发表刘大可先生编写的"传统青瓦质量检验参考标准",可作为判定砖瓦质量的参考依据,但不作为法定的验收标准.本标准适用于传统青瓦(黏土瓦)的产品验收检验.1.产品等级根据尺寸要求,外观质量,物理性能,石灰检验,裂缝检验,砂眼检验和哑音检验等检验项目分为优等品,一等品,合格品三个产品等级.2.技术要求2.1尺寸要求传统青瓦(黏土瓦)的规格尺寸可参考表2.1.1~表2.1.3确定.不同厂家瓦的尺寸与本表所列尺寸有出入时,可比照相近的尺寸选择相应的允许偏差值.清官式建筑屋面用瓦参考尺寸及允许偏差(单位:mm)表2.1.1长度宽度名称允许偏差允许偏差尺寸尺寸优等品合格品优等品合格品头号筒瓦3054716034筒一号筒瓦2103513034二号筒瓦1902411024瓦三号筒瓦1702490l3十号筒瓦90137013头号板瓦2253522535板一号板瓦2003520035二号板瓦1802418024瓦三号板瓦1602416024十号板瓦l1013l1013头号勾头3304716034勾一号勾头2303513034二号勾头210241l024头三号勾头190249013十号勾头110137013注:标准中有关南方的砖瓦尺寸为金石声先生提供(个别数据做了调整),特此致谢.?56?头号滴水2503522535滴一号滴水2203520035二号滴水2002418024水三号滴水1802416024十号滴水l301311013头号花边瓦2503522535花一号花边瓦2203520035边二号花边瓦2002418024瓦三号花边瓦1802416024十号花边瓦13013l1013江南古建筑简瓦屋面用瓦参考尺寸及允许偏差(单位:mm) 长度宽度名称允许偏差允许偏差尺寸尺寸优等品合格品优等品合格品大号筒瓦3204721035一号筒瓦3204719024筒二号筒瓦3004716024瓦三号筒瓦2804714024四号简瓦2504712024五号筒瓦2204511024大号板瓦3805833047一号板瓦3505830047板二号板瓦2804727047瓦三号板瓦2203519024四号板瓦2003518024五号板瓦1802416024大号勾头3204721035一号勾头3204719024勾二号勾头3004716024头三号勾头2804714024四号勾头2504712024五号勾头2204511024大号滴水3805830047一号滴水35058'30047滴二号滴水2804727047水三号滴水2203519024四号滴水2003518024五号滴水1802416024江南古建筑蝴蝶瓦(小青瓦)屋面用瓦参考尺寸及允许偏差(单位:mm) 表2.1.3长度宽度名称允许偏差允许偏差尺寸尺寸优等品合格品优等品合格品蝴特大号2403524035蝶大号2203522035瓦中号2003520035?57?小号1802418024花特大号2403524035边大号2203522035中号2003520035瓦小号1802418024滴特大号2403522035水大号2203519035中号2003518035瓦小号1802416024斜特大号3204732047沟大号2804728047中号2403524035瓦小号22035220352.2外观质量传统青瓦(黏土瓦)的外观质量应符合表2.2的规定.传统青瓦(黏土瓦)外观质量要求及允许偏差(单位:mm) 表2.2筒瓦板瓦(蝴蝶瓦)检验项目优等品合格品优等品合格品变形3536板瓦(蝴蝶瓦)四角水平高低差25板瓦(蝴蝶瓦)曲度(两瓦合蔓程度)24杂质凸出高度1324缺损处不超过1处1处1处3处缺损每处长度不超过510515色差基本一致无明显差别2.3抗弯曲(抗折)性能传统青瓦(黏土瓦)的抗弯曲(抗折)性能应符合表2.3的规定.表2.3标准值抗折荷重(N)优等品合格品筒瓦≥1500≥1200板瓦(蝴蝶瓦)≥1200≥8502.4抗冻(抗风化)性能用于有负温天气的地区时,瓦应进行抗冻性能试验(冻融试验).在一15一一2O℃冰冻条件下经15次冻融循环后,不得出现开裂,分层,缺棱掉角和剥落等破坏现象.2.5抗渗性能优等品:将瓦反面朝上,注水5min后,正面无滴水现象.合格品:将瓦反面朝上,注水5min后,正面无线状滴水现象.2.6吸水率.58.优等品:≤15%.合格品:≤21%.2.7石灰检验含有石灰籽或出现石灰爆裂的瓦为不合格产品.2.8烧成火度欠火瓦为不合格产品.2.9裂缝检验优等品:无裂缝.合格品:裂缝不明显,未贯通,且长度未超过lOmm.2.10砂眼检验优等品:无砂眼.合格品:砂眼未贯通,且宽度未超过2mm.2.11哑音检验哑音瓦为不合格产品.3.检验批的划分3.1产品应分批检验,每一个批次为一个检验批.3.2每个检验批瓦的数量应符合以下规定:3.2.1清官式建筑屋面用瓦的检验批划分i(1)十号瓦以6万块为一个检验批(筒,板瓦可混计),不足6万块时按6万块计.(2)二号瓦,三号瓦以5万块为一个检验批(筒,板瓦可混计),不足5万块时按5万块计.(3)一号瓦,头号瓦以3万块为一个检验批(筒,板瓦可混计),不足3万块时按3万块计.3.2.2江南古建筑筒瓦屋面用瓦的检验批划分: (1)五号瓦,四号瓦以5万块为一个检验批(筒,板瓦可混计),不足5万块时按5万块计.(2)三号瓦,二号瓦,一号瓦,头号瓦以3万块为一个检验批(筒,板瓦可混计),不足3万块时按3万块计.3.2.3江南古建筑蝴蝶瓦(小青瓦)屋面用瓦的检验批划分:(1)小号瓦,中号瓦以5万块为一个检验批,不足5万块时按5万块计.(2)大号瓦,特大号瓦以3万块为一个检验批,不足3万块时按3万块计.4.检验用瓦样的抽取与允许不合格数4.1检验所需的瓦样采用随机抽样的方法在每一检验批的产品中抽取.4.2瓦样抽取数量和允许不合格数应符合表4.2的规定.表4.2检验项目抽样数量(块)允许不合格数(块)检验项目抽样数量(块)允许不合格数(块)外观质量筒板瓦各204石灰检验筒,板瓦各100尺寸要求筒板瓦各204烧成火度筒,板瓦各1O0抗弯曲性能筒,板瓦各50裂缝检验筒板瓦各10l抗冻性能筒,板瓦各50砂眼检验筒,板瓦各l01吸水率筒,板瓦各50哑音检验筒,板瓦各1O1抗渗性能筒,板瓦各305.质量判定5.1每一检验批的质量等级按该检验批的全部检验项目综合判定.5.2按外观质量,尺寸要求,裂缝检验,砂眼检验,哑音检验等各项检验中检测出的不合格样本数判定该项是否合格.各项检验中有一项不合格则该检验批定为不合格.5.3抗弯曲(抗折)性能,抗冻(抗风化)性能,吸水率,抗渗性能,石灰检验,烧成火度等各项检验中如出现不合格样本,则该项定为不合格.各项检验中有一项不合格则该检验批定为不合格.5.4有两个检验批以上的,所有检验批均应合格,否则定为不合格.5.5在尺寸要求,外观质量,抗弯曲(抗折)性能,抗渗性能,吸水率,裂缝,砂眼等七项检验全部合格后,至少有四项达到优等品标准,且抗弯曲(抗折)性能和抗渗性能检验达到优等品标准时,该检验批才能定为优等品.5.6有两个检验批以上的,所有检验批均达到优等品标准时才能定为优等品.5.7超过合格品标准但未达到优等品标准的定为一等品.传统青砖质量检验参考标准本标准适用于传统青砖(黏土砖)的产品验收检验.1.产品等级根据尺寸要求,外观质量,物理性能,泛霜,石灰爆裂和烧成火度等检验项目分为优等品,一等品,合格品三个产品等级.2.技术要求2.1尺寸要求传统青砖(黏土砖)的规格尺寸可参考表2.1.1一表2.1.2确定.不同厂家砖的尺寸与本表所列尺寸有出入时,可比照相近的尺寸选择相应的允许偏差值.清官式建筑用青砖参考尺寸及允许偏差(单位:mm) 表2.1.1长度宽度厚度名称允许偏差允许偏差允许偏差尺寸尺寸尺寸优等品合格品优等品合格品优等品合格品城l大城样480362401.5413013砖l二城样4402.552201.5411013地趴砖4202.55210148513?59大停泥32024160138013小停泥2801.54140137013尺二方砖4002.554002.556024尺四方砖47035470357024尺七方砖57046570468035二尺方砖640l2640129635尺七金砖57012570128013二尺金砖64022640229613二尺二金砖704237042311213二尺四金砖7682376823l4413江南古建筑用青砖参考尺寸及允许偏差(单位:mm) 表2.1.2长度宽度厚度名称允许偏差允许偏差允许偏差尺寸尺寸尺寸优等品合格品优等品合格品优等品合格品城砖4202.552001.54l0013城砖4202.551901465l3城砖4002.55190147013墙砖4002.55200l44012八五青砖2101.541001340l2大金砖720237202310O13大金砖66022660228013小金砖5801258O128013尺八方砖57612576128013,尺六方砖51212512127012方砖53035530357024方砖50035500357024方砖4502.554502.556024方砖4302.554302.555014方砖3802.553802.554013方砖31O24310243513双开砖2401.5412O132512条砖4002.55200144013装饰条砖200134512l512装饰条砖2401.54531315l2砖细单砖215131OO131612细古望砖21013120132012望砖210131051314l2夹望砖21013115133012黄道砖1701380133512黄道砖1651375133O12黄道砖15013751325122.2外观质量传统青砖(黏土砖)的外观质量应符合表2.2的规定.传统青砖(黏土砖)外观质量要求及允许偏差(单位:mm)衰2.2条砖(《320)条砖(>320)方砖金砖检验项目优等品合格品优等品合格品优等品合格品两条面的高度差253624弯曲度253624杂质凸出高度253614缺棱缺损处不超过2处3处3处4处2处3处掉角每处长度不超过153********单条裂纹总长度不超过306040701040完整面数量合格品不少于一个露明面,优等品不少于一个露明面和一个与之形成夹角的面色差基本一致无要求基本一致无要求基本一致无明显差别2.3抗压强度2.3.1抗压强度分为MU30,MU25,MU20,MU15,MU10,MU7.5六个等级(见表2.3.1.).表2.3.1强度等级平均值R(MPa)≥标准值fk(MPa)≥强度等级平均值R(MPa)≥标准值fk(MPa)MU3030.023.0MU1515.010.0MU2525.019.0MU1010.06.5MU2020.0l4.0MU7.57.55.0213.2砖的抗压强度等级应符合设计要求.无设计要求时抗压强度等级不应小于MU7.5,金砖的抗压强度等级不应小于MU15.0.2.4抗冻(抗风化)性能用于有负温天气的地区时,砖应进行抗冻性能试验(冻融试验).在-15~-20"C冰冻条件下经15次冻融循环后,不得出现开裂,缺棱掉角和剥落等破坏现象.2.5吸水率2.5.1普通砖优等品:≤15%.合格品:≤21%.2.5.2金砖优等品:≤13%.合格品:≤16%.2.6泛霜2.6.1普通砖优等品:无泛霜.合格品:无大面积明显霜层.砖表面未出现砖粉,掉屑或脱皮现象.2.6.2金砖出现泛霜的砖为不合格产品.2.7石灰爆裂2.7.1普通砖优等品:无石灰爆裂合格品:爆裂区最大尺寸不大干10mm,且至少在两个面(至少有一个露明面)上无石灰爆裂.2.7.2金砖含有石灰籽或出现石灰爆裂的砖为不合格产品.2.8烧成火度优等品:无过火砖.合格品:无欠火砖,酥砖.3.检验批的划分3.1产品应分批检验,每一个批次为一个检验批.3.2每个检验批砖的数量应符合以下规定:(1)方砖及长度超过320mm的条砖以2万块为一个检验批,不足2万块时按2万块计.(2)长度未超过320mm的条砖以5万块为一个检验批,不足5万块时按5万块计.(3)金砖以5000块为一个检验批,不足5000块时按5000块计.4.检验用砖样的抽取与允许不合格数4.1检验所需的砖样采用随机抽样的方法在每一检验批的产品中抽取.4.2抽样数量和允许不合格数应符合表4.2的规定?6l?表4.2检验项目抽样数量(块)允许不合格数(块)检验项目抽样数量(块)允许不合格数(块)外观质量202吸水率51尺寸要求202泛霜101抗压强度101石灰爆裂101抗冻性能50烧成火度l005.质量判定5.1每一检验批的质量等级按该检验批的全部检验项目综合判定.5.2按外观质量,尺寸要求,抗压强度,吸水率,泛霜,石灰爆裂等各项检验中检测出的不合格样本数判定该项是否合格.各项检验中有一项不合格则该检验批定为不合格.5.3抗冻(抗风化)性能或烧成火度检验检验中如出现不合格样本,则该项定为不合格.两项检验中有一项不合格则该检验批定为不合格.5.4有两个检验批以上的,所有检验批均应合格,否则定为不合格.5.5在尺寸要求,外观质量,吸水率,泛霜,石灰爆裂,烧成火度等六项检验全部合格后,至少有三项达到优等品标准,该检验批才能定为优等品.5.6强度等级为MU7.5,金砖强度等级为MU20.0 的,该检验批不能定为优等品.5.7有两个检验批以上的,所有检验批均达到优等品标准时才能定为优等品.5.8超过合格品标准但未达到优等品标准的定为一等品.{●;中国营造学社汇刊重新I:I:I版;+;由中国文物学会,清华大学建筑学院,中国营造学社●?62?-I-.t●+,.t●+,jT..t..t●..t●..T●.十..t..t..t●+。
湖南省医疗器械、制药机械产品质量监督检验收费标准表.

湖南省医疗器械、制药机械产品质量监督检验收费标准表医疗器械部分一、全项检查序号产品名称检验项目名称计费单位收费标准(元)1手术刀片100把/组500 2手术刀柄100把/组300 3手术剪(普通)全部性能检验把12主要性能检验把4一般性能检验把1 4止血钳100把/组650 5组织镊100把/组500 6医用三角缝合针100支/组700 7医用园缝合针100支/组650 8医用无损伤缝合针100支/组700 9拔牙钳(成人)100支/组650 10拔牙钳(儿童)100支/组650 11全玻璃注射器100支/组500 12注射器全部性能检验支18主要性能检验支10一般性能检验支2 13一次性使用无菌注射器全部性能检验批7830 14台式血压器全部性能检验台72 15血压表10支/组250 16体温计全部性能检验支12 17听诊器300支/组100018手术无影灯3台/组900 19电热恒温培养箱全部性能检验台360主要性能检验台180一般性能检验台120 20婴儿培养箱3台/组1500 21电动吸引器全部性能检验台239 22电动流产吸引器3台/组600 23折式疗养车3台/组600 24心电图机3台/组1200 25心电监护仪3台/组1800 26医用橡皮膏全部性能检验筒240 27针灸针100支/组650 28单圈式不锈钢宫内节育器100支/组600 29医用诊断X线机(10毫安)台1500 30医用诊断X线机(30毫安)台1850 31医用诊断X线机(50毫安、固定式)台2100 32医用诊断X线机(50毫安、移动式)台1900 33医用诊断X线机(100毫安)台2200 34医用诊断X线机(200毫安、单管)台2600 35医用诊断X线机(200毫安、双管)台2700 36医用诊断X线机(300毫安)台2700 37医用诊断X线机(400毫安)台3000 38医用诊断X线机(500毫安)台3200 39口腔X线机(10毫安)台1500 40医用增感屏台100041医用荧光屏付1000 42铅玻璃板块1000 43胶板暗盒个300 44X线胶片观察灯台300 45防护屏个350 46防护室个800 47防X线铅箱个300 48X线防护椅把300 49滤线板块1100 50X线管只1600 51影像增强管只1600 52血液冷藏箱(<400)只1650 53血液冷藏箱(>400)台1700 54医用低温箱-40〜-39°C(<400)台1600 55医用低温箱-40〜-80C(<400)台1700 56尸体冷藏箱(三具体)台2050 57尸体冷藏箱(六具体)台2100 58药品冷藏箱(<500升)台1600 59生化培养箱(150升)台1600 60生化培养箱(250升)台1500 61医用旋动机(六旋头)台1000 62医用真空冷冻干燥机(IC型)台1600 63医用真空冷冻干燥机台1850 64医用拼装式冷库(D级)立方米1800 65平骨凿件9066园骨凿件97 67金属直型接骨板件10068金属接骨螺钉件88 69髓内针件93 70中频电疗仪台700 71音乐电疗机台500 72肌电生物反馈仪台460 73电子脉冲针灸治疗仪台580 74温度生物反馈仪台580 75电动按摩椅台430 76脉冲反射式超声诊断仪(A型)台500 77脉冲反射式超声诊断仪(M型)台660 78机械扇扫超声诊断仪(B型)台1060 79电子线扫超声诊断仪(B型)台1120 80复合式扫描超声诊断仪(B型)台1700 81电子扇扫超声诊断仪(B型)台1240相控阵扫描彩色多普勒超声诊断仪台2200 82(B型)83医用超声雾化器台510 84超声妊娠检查仪台480 85超声多普勒诊断仪台380 86超声治疗机台350 87超声脉冲单元换能器台150 88超声多普勒换能器台250 89超声多元换能器台47090一次性使用输液器全部性能检验批9730 91一次性使用输血器全部性能检验批9530 92一次性使用无菌注射器用活塞全部性能检验批3540 93一次性使用输液器用药液过滤器全部性能检验100只/组700 94PVC粒料试片一组600 95橡胶医用手套全部性能检验批1000 96一次性使用橡胶检查手套全部性能检验批600 97医用脱脂纱布全部性能检验批2540 98医用脱脂棉全部性能检验批2430 99输血胶管批次1200 100硅橡胶管批次1300 101医用输液橡胶瓶塞(翻边型)批次1000 102抗菌素橡胶瓶塞批次900 103X线追综纱布垫批次300 104高速牙车针支43 105综合牙科治疗机台620 106高速涡轮牙钻机台350 107牙科直车头(4#、7#)支48 108牙科弯车(4#、7#)支52 109牙钻机车(台式)台210 110牙钻机车(立式)台250 111电动牙科椅台250 112高速涡轮牙钻机支140 113油泵牙科椅台190 114口腔灯台190115普及牙科治疗机台330116脚踏牙车主体支99 117脚踏牙车软轴支66 118脚踏牙车传动轴支97 119光固化机台250 120体外反博装置台690 121卧式圆形压力蒸汽消毒器全部性能检验台720 122卧式方型高压消毒器全部性能检验台480主要性能检验台360一般性能检验台120 123立式高压蒸汽消毒器全部性能检验台240主要性能检验台120一般性能检验台60 124煮沸消毒器(电热式)台180 125煮沸消毒器台33 126压力消毒器(手提式)台670血液过滤机(微机控制、不含生化试台670 127验)微栓过滤器只76 128中空纤维透析器(不含生化试验费及3只/份840 129临床费)130人工心肺机(主要部件测试费另计)台160 131滚压式血泵台370 132热交换水箱台230 133氧合器(热交换水器)3只/组600氧化锌丁香酚水门汀主要性能检验批1050合成树脂牙主要性能检验批16 00齿科藻酸盐印模材料400克54 0牙科白合金片20片40 0瓷牙20付65 0齿科复合树脂充填材料(1型)40克82 0齿科复合树脂充填材料(2型)40克84 0银合金粉50克57 0义齿基托树脂(1型)200克、200毫升62 0义齿基托树脂(2型)200克、200毫升62 0牙科模型蜡500克20 0牙科磷酸锌水门汀主要性能检验批11 00电泳仪3台/组86 0煤蒸馏水器3台/组30 0蒸汽蒸馏水器3台/组45 0电热恒温水浴锅3台/组48 0恒温水槽3台/组74 0压汽蒸馏水机3台/组38 0离心机3台/组53 0高速冷冻离心机3台/组61 0微量振荡器3台/组48 0病理切片刀3台/组27 0稀释器3台/组84 0电泳槽3台/组14 0医用电子加速器台58 00134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158159显微镜用盖玻片100片/组480 160显微镜用载玻片100片/组430161手术显微镜3台/组1820 162列隙灯显微镜3台/组1250 163压陷式显微镜10套/组1000 164直接栓眼镜10台/组1210 165医用内窥镜冷光源3台/组760 166膝关节镜3台/组810 167羊水窥镜3台/组790 168子宫腔内馈镜3台/组1280二氧化碳激光治疗机(L>500mm移台770 169动式)二氧化碳激光治疗机(L<500mm便台590 170携式)171氦氖激光治疗机(3B类)台530 172子宫腔内窥镜(3B类)台470 173一次性使用无菌注射针全部性能检验批6740 174一次性使用静脉输液针全部性能检验批6530 175一次性使用采血器全部性能检验批5060 176一次性使用滴定式输液器全部性能检验批5680 177普通脱棉纱布口罩全部性能检验批1230注:以上为全项检验收费标准,未进行全项检验的,应酌减收费。
吹塑产品检验标准
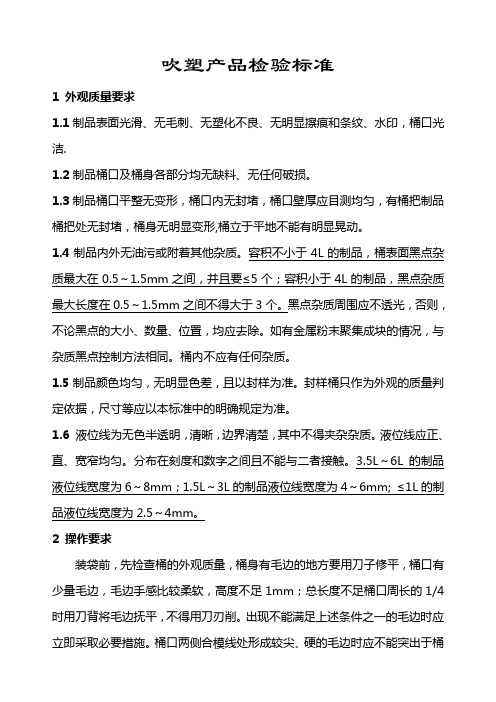
吹塑产品检验标准1 外观质量要求1.1制品表面光滑、无毛刺、无塑化不良、无明显擦痕和条纹、水印,桶口光洁.1.2制品桶口及桶身各部分均无缺料、无任何破损。
1.3制品桶口平整无变形,桶口内无封堵,桶口壁厚应目测均匀,有桶把制品桶把处无封堵,桶身无明显变形,桶立于平地不能有明显晃动。
1.4制品内外无油污或附着其他杂质。
容积不小于4L的制品,桶表面黑点杂质最大在0.5~1.5mm之间,并且要≤5个;容积小于4L的制品,黑点杂质最大长度在0.5~1.5mm之间不得大于3个。
黑点杂质周围应不透光,否则,不论黑点的大小、数量、位置,均应去除。
如有金属粉末聚集成块的情况,与杂质黑点控制方法相同。
桶内不应有任何杂质。
1.5制品颜色均匀,无明显色差,且以封样为准。
封样桶只作为外观的质量判定依据,尺寸等应以本标准中的明确规定为准。
1.6液位线为无色半透明,清晰,边界清楚,其中不得夹杂杂质。
液位线应正、直、宽窄均匀。
分布在刻度和数字之间且不能与二者接触。
3.5L~6L的制品液位线宽度为6~8mm;1.5L~3L的制品液位线宽度为4~6mm; ≤1L的制品液位线宽度为2.5~4mm。
2 操作要求装袋前,先检查桶的外观质量,桶身有毛边的地方要用刀子修平,桶口有少量毛边,毛边手感比较柔软,高度不足1mm;总长度不足桶口周长的1/4时用刀背将毛边抚平,不得用刀刃削。
出现不能满足上述条件之一的毛边时应立即采取必要措施。
桶口两侧合模线处形成较尖、硬的毛边时应不能突出于桶口平面之上,长度不得大于螺纹,否则必须采取必要措施。
要注意修理时应保持桶口向下以保证削掉的废料不能掉到桶里。
3 包装和标识要求(具体内容见吹塑产品包装要求)装袋时,使用完整的包装袋,同时注意包装袋内的清洁,不要夹有其它物料;要求桶冷却至近似环境温度后再装入包装袋中,且桶之间不能受大力挤压。
4 抽样检验要求抽样方案:每班(十二小时)产量为一批,取样应符合表2的规定。
品质抽样检验标准表

品质抽样检验标准表品质抽样检验是对产品质量进行抽样检验的一种方法,通过对产品样本的抽样检验,来判断整批产品的质量是否符合标准要求。
而在品质抽样检验中,标准表则是非常重要的工具之一,它能够帮助我们准确地进行抽样检验,并对产品的质量进行评估。
本文将围绕品质抽样检验标准表展开讨论,为大家介绍其基本内容和使用方法。
品质抽样检验标准表是根据产品的质量特性和抽样检验的要求而制定的,它通常包括了抽样数量、接受质量水平、拒收质量水平、抽样水平等内容。
在使用品质抽样检验标准表时,首先需要确定产品的质量特性,然后根据产品的特性选择相应的抽样标准表。
接着,根据抽样数量和接受质量水平确定抽样计划,进行抽样检验。
最后,根据抽样结果和标准表中的规定,判断产品的质量是否合格。
在品质抽样检验中,标准表的选择和使用非常重要。
不同的产品质量特性和抽样检验要求,需要选择不同的标准表进行使用。
同时,在使用标准表时,也需要严格按照标准表中的规定进行操作,确保抽样检验的准确性和可靠性。
只有在正确使用标准表的情况下,我们才能够准确地判断产品的质量,保证产品质量的稳定性和可靠性。
除了选择和使用标准表外,我们还需要了解标准表的基本内容和使用方法。
只有深入了解标准表的内容和使用方法,才能够更好地进行抽样检验工作。
因此,我们需要学习和掌握标准表中的各项参数和规定,了解其背后的原理和意义。
只有在掌握了标准表的基本内容和使用方法后,我们才能够更加熟练地进行抽样检验工作,提高抽样检验的效率和准确性。
综上所述,品质抽样检验标准表是品质抽样检验工作中非常重要的工具,它能够帮助我们准确地进行抽样检验,并对产品的质量进行评估。
在使用标准表时,我们需要选择适合产品质量特性和抽样检验要求的标准表,并严格按照标准表中的规定进行操作。
同时,我们还需要深入了解标准表的内容和使用方法,以提高抽样检验工作的效率和准确性。
只有在正确选择和使用标准表的情况下,我们才能够准确地判断产品的质量,保证产品质量的稳定性和可靠性。
产品检验记录表

产品检验记录表1. 概述产品检验记录表是用于记录产品检验结果的文档。
通过检验记录表,可以了解产品的检验情况,以保证产品的质量和符合标准。
2. 检验项目以下是常用的产品检验项目:•外观检查:如产品的表面是否有划痕、凹陷等缺陷;•尺寸检查:如产品的长度、宽度、高度是否符合标准;•功能检查:如产品的功能是否正常;•耐久性检查:如产品的使用寿命是否符合标准;•包装检查:如产品是否在运输过程中受到损坏。
以上检验项目只是常用项目,具体的检验项目应根据产品的特点和需求来进行设置。
3. 检验记录表样本以下是一个产品检验记录表的样本,可根据实际需要进行修改。
产品名称产品型号规格检验日期检验人员产品 A A001 10mm × 10mm ×10mm2021/01/01 张三检验项目检验标准检测结果备注是否合格—————外观检查表面平整,无划痕、凹陷等缺陷合格无√尺寸检查长度、宽度、高度均为10mm,允差±0.1mm合格无√功能检查产品能正常使用合格无√耐久性检查经过XXX次使用,产品仍能正常使用合格无√包装检包装完好,无破损,有防震措合格无√查施4. 检验记录的要点以下是产品检验记录的要点:•产品名称、型号、规格等信息应填写清楚;•检验项目、检验标准、检测结果、备注四栏应全部填写;•是否合格栏应根据检验结果填写;•如有不合格项,应说明原因,并进行记录;•检验记录表应按日期归档。
5.通过产品检验记录表的记录,可以及时发现产品的缺陷,避免产品的质量问题。
在产品质量控制中,检验记录表是一个不可或缺的工具。
产品质检的标准和指标
产品质检的标准和指标产品质检是指通过对产品进行检验和测试,来确保产品达到一定的质量标准和指标。
在制造和销售过程中,质检起着至关重要的作用,它不仅可以保护消费者的权益,还可以提高企业的竞争力和市场声誉。
本文将探讨产品质检的标准和指标。
一、质检的意义产品质检是对产品进行全面评估和测试的过程,旨在确保产品的可靠性、安全性和合法合规性。
质检的目的是为了满足消费者需求和法律法规的要求,保障消费者的权益,降低产品缺陷和风险,提高产品的质量和信誉。
同时,质检也是企业管理的重要环节,有助于提高生产效率和降低成本。
二、质检的标准产品质检依据一定的标准来进行评估和判断,其中包括以下几个方面:1. 功能性标准功能性是产品的基本特性之一,产品应能够正常且有效地完成其预期功能。
根据不同类型的产品,功能性标准可以包括性能指标、使用寿命、操作方式等。
例如,电器产品应满足安全运行的基本要求,且在使用过程中能够稳定地完成相应的功能。
2. 物理性标准物理性标准主要涉及产品的外观和物理特性。
产品外观一般被认为是产品质量的重要指标之一,包括产品的颜色、尺寸、外观缺陷等。
此外,物理性标准还可以包括产品的重量、硬度、强度等。
例如,食品产品在质检过程中需要检查其外观是否正常,没有异物或污染。
3. 安全性标准安全性是产品质检的重要内容之一。
产品应符合国家和地区的安全法规要求,不对消费者的生命和财产构成威胁。
安全性标准可以包括产品的辐射水平、电磁辐射、化学物质含量等。
例如,儿童玩具的安全性标准要求产品不能有尖锐的边角、不能使用有害物质等。
4. 可靠性标准可靠性是指产品在设计寿命内能够以正常运行的概率,不发生故障和失效。
产品可靠性标准可以采用MTBF(Mean Time Between Failures,平均故障间隔时间)等指标来衡量。
例如,汽车行驶一定里程后应通过质检来检验其关键零部件的可靠性,确保车辆的安全性和稳定性。
三、质检的指标除了标准之外,产品质检还可以根据具体的指标来评定产品质量:1. 合格率合格率是指产品质检中符合质量标准的比例。
怎么看aql抽样标准表

怎么看aql抽样标准表AQL(Acceptance Quality Limit)抽样标准表是质量管理中常用的一种工具,它可以帮助我们确定产品质量是否符合要求。
在进行质量检验时,我们可以根据AQL抽样标准表来确定抽样数量和接受/拒绝的标准,从而进行合理有效的抽样检验。
那么,接下来让我们一起来看看怎么看AQL抽样标准表。
首先,我们需要了解AQL抽样标准表的结构和内容。
AQL抽样标准表通常由三个部分组成,抽样计划、接受抽样数和拒绝抽样数。
抽样计划部分包括一系列的抽样等级和相应的抽样数量,而接受抽样数和拒绝抽样数则是在给定的抽样数量下,允许的合格品数量和不合格品数量。
通过这些内容,我们可以根据自己的质量要求和抽样数量来确定接受/拒绝的标准。
其次,我们需要理解如何根据AQL抽样标准表进行实际操作。
在进行质量检验时,我们首先需要确定产品的抽样数量和抽样等级,然后根据AQL抽样标准表找到对应的接受抽样数和拒绝抽样数。
接着,我们进行抽样检验,统计合格品和不合格品的数量,最后根据AQL抽样标准表中的标准来判断产品的质量是否符合要求。
此外,我们还需要注意AQL抽样标准表的使用限制。
AQL抽样标准表是在一定的抽样数量下给出的接受/拒绝标准,因此在实际使用时需要根据具体情况进行合理调整。
特别是对于一些对产品质量要求非常严格的场合,可能需要增加抽样数量或者调整接受/拒绝标准,以确保产品质量符合要求。
总的来说,AQL抽样标准表是质量管理中非常重要的工具,它可以帮助我们进行合理有效的质量检验。
通过了解AQL抽样标准表的结构和内容,掌握如何根据表中的标准进行实际操作,以及注意使用限制,我们可以更好地运用AQL抽样标准表来提高产品质量,满足客户需求。
希望以上内容能够帮助大家更好地理解和运用AQL抽样标准表。
产品质量检验报告表

产品质量检验报告表
一、产品信息。
产品名称,XXXXX。
产品型号,XXXXX。
生产日期,XXXXX。
生产厂家,XXXXX。
二、检验目的。
本次产品质量检验的目的是为了确保产品的质量符合相关标准和规定,保障产品的质量安全,提高产品的市场竞争力。
三、检验项目。
1.外观检验,检查产品外观是否完整,有无变形、划痕、色差等情况。
2.尺寸检验,测量产品的尺寸是否符合标准要求。
3.功能检验,测试产品的功能是否正常。
4.材料检验,检查产品所用材料是否符合相关标准。
5.包装检验,检查产品包装是否完好,有无破损、错位等情况。
四、检验结果。
经过本次产品质量检验,得出以下结果:
1.外观检验,产品外观完整,无变形、划痕、色差等情况。
2.尺寸检验,产品尺寸符合标准要求。
3.功能检验,产品功能正常。
4.材料检验,产品所用材料符合相关标准。
5.包装检验,产品包装完好,无破损、错位等情况。
五、检验结论。
根据以上检验结果,本次产品质量检验结论为,产品质量符合相关标准和规定,可以正常投放市场使用。
六、检验人员。
检验人员,XXXXX。
审核人员,XXXXX。
七、备注。
本次产品质量检验报告表为有效文档,如有疑问,请及时联系相关部门进行核实。
以上为产品质量检验报告表,谢谢阅读。
质量检验控制表格
焊材检验记录
ZJ/R-01
材料检验记录
ZJ/R-02
复验通知单
ZJ/R-03
注:复验通知单一式两份,发供应处一份,质检处留存(标注复验情况)一份。
ZJ/R-04
ZJ/R-05
零件下料检验记录
Z J/R-06
零部件试压检验记录
Z J/R-07
机加工件检验记录
Z J/R-08
筒节成型检验记录
ZJ/R-09
压力容器产品试板检查记录
ZJ/R-10
焊缝表面质量检查记录
ZJ/R-11
筒体组装检验记录
ZJ/R-12
接管开孔组装检验记录
ZJ/R-13
换热器管子与管板装配、焊接检验记录
ZJ/R-14
压力试验检验记录
压
产品编号:
泄漏试验检验记录
产编:
压力容器外观及几何尺寸检验记录
安全阀调试记录
质量信息反馈单
注:合同范本有风险,使用需谨慎,法律是经验性极强的领域,范本无法思考和涵盖全面,最好找专业律师起草或审核后使用,谢谢您的关注!。