焊接材料(牌号)使用对照表
焊接材料对照表
低碳钢焊接材料低合金钢焊接材料不锈钢焊接材料及高合金钢焊接材料镍基焊接材料铝合金焊接材料OK AristoRod 新一代无镀层 MAG 焊丝性能介绍: OK AristoRod 是为满足高性能自动化和机器人焊接而最新研发的无镀铜高效气保焊丝,是 MAG 焊丝中的顶级产品。
先进的表面处理工艺达到高品质镀铜焊丝水平,使得焊丝不仅耐腐蚀,而且焊丝导电压降很小,大大提高导电稳定性,因此极大提高了电弧稳定性和减小了焊接飞溅,高速送丝状态下送丝平稳可靠,能得到更高的焊接熔敷效率。
即使在极高焊接电流时仍具有极稳定的电弧,焊接飞溅极小,因此非常适合机器人焊接过程中的频繁启动和停止焊接。
焊丝特殊的制造工艺可减少导电嘴磨损,降低消耗件成本。
相比镀层焊丝焊接中产生的烟雾很小,大大减少有害气体对操作者的危害。
ESAB 铝焊丝牌号速查表ESAB 不锈钢焊材牌号新旧对照表MIG 不锈钢气保焊丝TIG Rods 不锈钢氩弧焊丝SAW 不锈钢埋弧焊丝不锈钢带级堆焊焊带国内外焊接材料对照表:低合金钢用实芯焊丝和焊棒对照表:国内外铬及铬镍耐蚀钢用实芯焊丝和焊棒对照表来源:作者:时间:2007-11-14 点击:71国内外铝及铝合金用焊丝和焊棒对照表来源:作者:时间:2007-11-14 点击:85国内外铬及铬镍耐蚀钢用药芯焊丝对照表来源:作者:时间:2007-11-14 点击:95国内外不锈钢焊条对照表来源:作者:时间:2007-11-14 点击:499铬钼耐热钢焊条对照表来源:作者:时间:2007-11-14 点击:219低温钢焊条对照表来源:作者:时间:2007-11-14 点击:142国内外碳钢焊条对照表来源:作者:时间:2007-11-14 点击:178低合金高强度钢焊条对照表来源: 作者:时间:2007-11-14 点击:242国内外碳钢低合金钢用埋弧焊焊丝对照表来源: 作者: 时间:2007-11-14 点击:192。
焊接材料对照表

低碳钢焊接材料低合金钢焊接材料不锈钢焊接材料及高合金钢焊接材料镍基焊接材料铝合金焊接材料OK AristoRod 新一代无镀层 MAG 焊丝性能介绍: OK AristoRod 是为满足高性能自动化和机器人焊接而最新研发的无镀铜高效气保焊丝,是 MAG 焊丝中的顶级产品。
先进的表面处理工艺达到高品质镀铜焊丝水平,使得焊丝不仅耐腐蚀,而且焊丝导电压降很小,大大提高导电稳定性,因此极大提高了电弧稳定性和减小了焊接飞溅,高速送丝状态下送丝平稳可靠,能得到更高的焊接熔敷效率。
即使在极高焊接电流时仍具有极稳定的电弧,焊接飞溅极小,因此非常适合机器人焊接过程中的频繁启动和停止焊接。
焊丝特殊的制造工艺可减少导电嘴磨损,降低消耗件成本。
相比镀层焊丝焊接中产生的烟雾很小,大大减少有害气体对操作者的危害。
ESAB 铝焊丝牌号速查表ESAB 不锈钢焊材牌号新旧对照表MIG 不锈钢气保焊丝TIG Rods 不锈钢氩弧焊丝SAW 不锈钢埋弧焊丝不锈钢带级堆焊焊带国内外焊接材料对照表:低合金钢用实芯焊丝和焊棒对照表:国内外铬及铬镍耐蚀钢用实芯焊丝和焊棒对照表来源: 作者: 时间:2007-11-14 点击:71国内外铝及铝合金用焊丝和焊棒对照表来源:作者:时间:2007-11-14 点击:85国内外铬及铬镍耐蚀钢用药芯焊丝对照表来源:作者:时间:2007-11-14 点击:95国内外不锈钢焊条对照表来源: 作者: 时间:2007-11-14 点击:499铬钼耐热钢焊条对照表来源: 作者: 时间:2007-11-14 点击:219低温钢焊条对照表来源:作者:时间:2007-11-14 点击:142国内外碳钢焊条对照表来源: 作者: 时间:2007-11-14 点击:178低合金高强度钢焊条对照表来源: 作者: 时间:2007-11-14 点击:242国内外碳钢低合金钢用埋弧焊焊丝对照表来源: 作者: 时间:2007-11-14 点击:192日本神钢KOBELCO 焊接材料来源: 作者: 时间:2007-11-14 点击:54日本神钢电焊条以质量优异,品种齐全而深受广大用户推崇。
焊条牌号型号对照表
焊条牌号型号对照表焊条是一种焊接材料,通过电弧的温度将焊条的金属部分熔化并与工件融合。
不同的焊条牌号和型号代表了不同的焊接要求和性能特点。
焊条牌号和型号对照表是帮助焊工选择适合特定焊接任务的焊条的重要工具。
下面将介绍一些常见的焊条牌号和型号,并提供焊条牌号、型号对照表。
焊条牌号和型号根据其外观、化学成分、焊接材料以及用途等方面的特征进行分类。
以下是一些常见的焊条牌号和型号。
1.碱性焊条:碱性焊条常用的牌号包括:Z308、Z308G、Z308A、Z308B、Z308C、Z308R等。
这种焊条适用于焊接低合金钢、高强度钢和耐高温钢等。
2.钙钛型焊条:钙钛型焊条常用的牌号包括:E4316、E4315、E4313、E4311等。
这种焊条适用于焊接低碳钢和低合金钢等。
3.氢钢焊条:氢钢焊条常用的牌号包括:ZH308、ZH308G、ZH308A、ZH308B、ZH308C等。
这种焊条适用于焊接高强度钢、低温钢、耐热钢和耐腐蚀钢等。
4.不锈钢焊条:不锈钢焊条常用的牌号包括:E308L-16、E309L-16、E316L-16等。
这种焊条适用于焊接不锈钢和耐热钢等。
5.铝焊条:铝焊条常用的牌号包括:E4043、E4047、E5356、E1100等。
这种焊条适用于焊接铝合金和铝镁合金等。
以上只是一些常见的焊条牌号和型号,实际上还有很多其他类型的焊条。
为了帮助焊工选择适合的焊条,下面提供一个焊条牌号、型号对照表作为参考:焊条牌号和型号对照表:牌号,型号--------------,-----------------------------Z308,E6013Z308G,E6013Z308A,E6013Z308B,E6013Z308C,E6013Z308R,E6013E4316,E6016E4315,E6016E4313,E6013E4311,E6011ZH308,E7018ZH308G,E7018ZH308A,E7018ZH308B,E7018ZH308C,E7018E308L-16,E308L-16E309L-16,E309L-16E316L-16,E316L-16E4043,ER4043E4047,ER4047E5356,ER5356E1100,ER1100这是一个简单的焊条牌号、型号对照表,提供了一些常见焊条的对应关系。
全国最全焊条型号、用途对照表

H10M n2+HJ431 H08M n2SiA A062、A002 EG-1 TIG-J50,J507 J557 J507 TIG-J50/J507 E5015 J507B
E6015-G LB-62UL MG-60 LB-62 LB-62
3 4 4 SPV490Q 4 5 SPV490Q
4、Ⅳ类材料
HCr5M o+R507 TIG-R40+R507 HCr5M o+R507 TIG-R40+R507 A302
TGS-1N+W707Ni
6
6、Ⅶ类材料
2 7 A312 TP304 2 8 A312 TP316L 2 9 0Cr18Ni10Ti 3 0 0Cr18Ni10Ti 3 1 0Cr18Ni12M o2Ti 3 2 0Cr18Ni9 3 3 0Cr18Ni9 3 4 1Cr18Ni9Ti 3 5 316L 3 6 TP304 3 7 TP316 3
6 7 B407 800H+Inconloy 800H 6 8 B407 800HT +TP304 6 9 B407 800HT+P11 7 0 Incoloy 800H 7 1 Incoloy 800H+P11 7 2 P22+TP304H 7
SA333-6 3 7 4 T9 7 5 TP1 7 6 UNS N04400 7 7 ZG4Cr35Ni45Nb+Inconloy 800H 7 8 ZG4Cr35Ni45Nb+ZG4Cr25Ni35Nb
A333-6 4 6 5 A335 P22+Incoloy 800H 6
A671 CC70 6
H0Cr25Ni20/A407 H08CrM oA、A107 TIG-J50、J427
常用焊接材料选用表

100~150℃
40公斤级
15MnVR
(J502)J507
H10MnSi(低档)
H08MnMoA(高档)
HJ431
δ≥32时
100~150℃
H08Mn2SiA
注(2)(3)
50公斤级
18MnMoNbR
J707
H08MnMoA(高档)
HJ250G
≥170℃
注(4)
铬钼钢
12CrMo
热207
H13CrMoA
日本钢号
SPV36
同上
日本钢号
碳锰镍钢
BHW-35
按18MnMoNbR选择焊材及预热温度
西德钢号
铬钼钢
13CrMo44
按15CrMo选择焊材及预热温度
西德钢号
1Cr-1/2Mo
同上
注5美国钢号
STBA22(钢管)
同上
日本钢号
2.25Cr-1Mo
热407
HCrMo910
HJ250G
≥200℃
注6美国钢号
H08A / H08MnA
奥302
奥132
1Cr18Ni9Ti+16Mn
J502 / J507
H10Mn2 / H10MnSi
奥302
奥132
0Cr17Ni13Mo2Ti+A3
J422 / J427
H08A / H08MnA
奥302
奥212
0Cr17Ni13Mo2Ti+16Mn
J502 / J507
H0Cr18Ni9Ti
0Cr17Ni13Mo2Ti
奥212
H0Cr19Ni12Mo2
HJ260
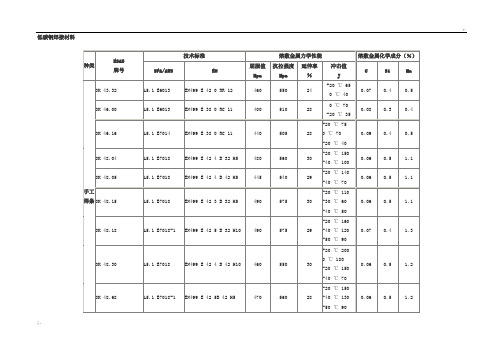
焊材牌号(新旧)
YB 5092-2005 H03Cr24Nil3Si
YB 5092-2005 H08Cr21NilOSi YB 5092-2005H03Cr21NilOSi YB 5092-2005 H08Cri9Ni12Mo2Si YB 5092-2005 H03Crl9Nil2Mo2Si
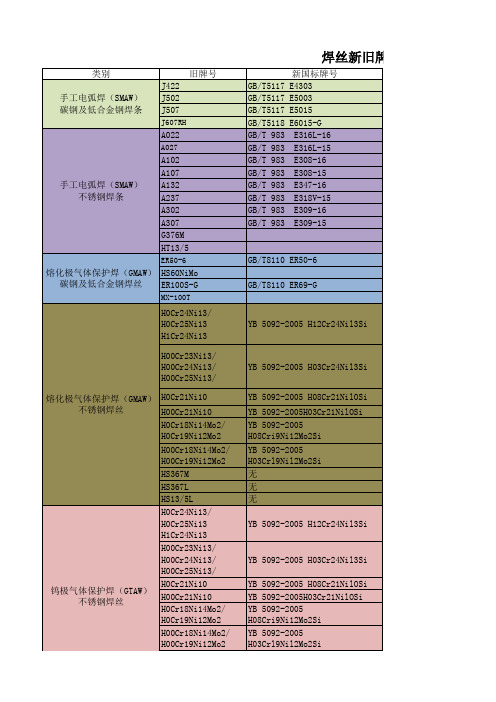
类别
旧牌号
J422
手工电弧焊(SMAW) J502
碳钢及低合金钢焊条 J507
J607RH
A022
A027
A102
A107
手工电弧焊(SMAW) A132
不锈钢焊条
A237A302ຫໍສະໝຸດ A307G376M
HT13/5
ER50-6
熔化极气体保护焊(GMAW) HS60NiMo
碳钢及低合金钢焊丝 ER100S-G
H00Cr18Ni14Mo2/ H00Cr19Ni12Mo2
焊丝新旧牌号对照表
新国标牌号 GB/T5117 E4303 GB/T5117 E5003 GB/T5117 E5015 GB/T5118 E6015-G GB/T 983 E316L-16 GB/T 983 E316L-15 GB/T 983 E308-16 GB/T 983 E308-15 GB/T 983 E347-16 GB/T 983 E318V-15 GB/T 983 E309-16 GB/T 983 E309-15
AWS A5.18 ER70S-6
AWS A5.28 ER100S-G AWS A5.18 ER70C-6C ER70C-6M
哈焊所牌号
G376M (技术协议) HT13/5(技术协议) HS60NiMo(技术协议)
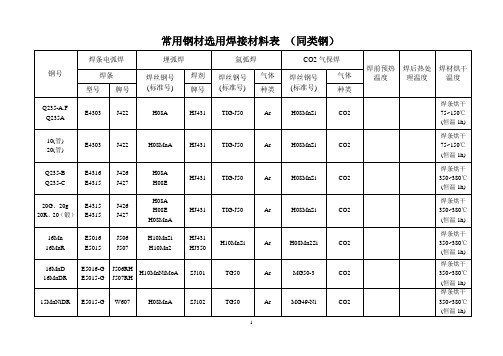
常用钢材焊材选用表(钢材焊材对照表)
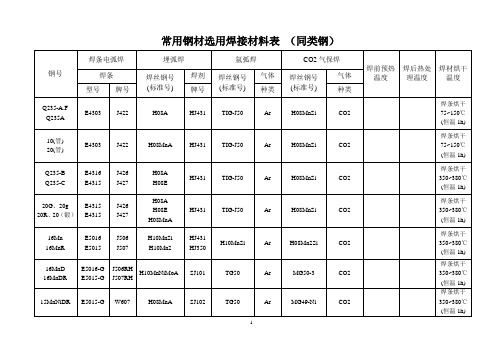
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
常用焊接材料标准及选用
常用焊接材料标准及选用常用焊接材料标准及选用表不锈钢焊条新旧牌号对照表及适用范围国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干温度、时间适用于焊接钢材型号0Cr19Ni10;0Cr19Ni10;00Cr19Ni11(304L) A002 E00-19-10-16 E308L-16 150℃×1 h 00Cr17Ni14Mo2(316L);0CR17Ni14Mo2(316) 00Cr18Ni11;00Cr17Ni13Mo2Ti0Cr18Ni5Mo3Si2;00Cr17Ni14M2(316L) A022 E00-18-12Mo-16 E316L-16 150℃×1 h 0Cr17Ni14Mo2(316);0Cr18Ni12MoTi(316Ti) 00Cr17Ni13Mo3 A032 A042 A062 A101 A102 A107 A122 A132 E0-19-10Nb-16 E347-16 150℃×1 h E00-19-13Mo2-Cu2-16 E317 Mo-CuL-16 E00-23-13Mo2-16 E00-23-13-16 E0-19-10-16 E0-19-10-16 E0-19-10-15 150℃×1 h 150℃×1 h 150℃×1 h 150℃×1 h 150℃×1 h 250℃×1 h 0Cr18Ni12Mo2Cu2 00Cr23Ni13Mo2;00Cr22Ni5Mo3N 00Cr23Ni13 0Cr19Ni11;1Cr19Ni9;Cr19Ni10系列0Cr19Ni9(304);0Cr19Ni11Ti 1Cr19Ni9; 0Cr18Ni9(SuS304) E308-15 0Cr19Ni9(304);1Cr19Ni9 0Cr18Ni9(SuS304) Cr19Ni11Ti系列;0Cr18Ni11Ti;0Cr18Ni10Ti 1Cr18Ni9Ti(321); 0Cr18Ni9(SuS304) A137 A201 A202 E0-19-10Nb-15 E0-18-12Mo2-16 E0-18-12Mo2-16 E347-15 E316-16E316-16 250℃×1 h 0Cr18Ni11Ti;0Cr18Ni11Nb ;0Cr18Ni10Ti; 1Cr18Ni9Ti(321) 250℃×1 h 0Cr18Ni12Mo2(SuS316) (禁反复烘) 150℃×1 h 0Cr17Ni12Mo2(316);00Cr17Ni13Mo2Ti 0Cr18Ni12Mo2(SuS316) A207 A212 A242 A232 A302 A307 A312 A402 A407 A412 A422 说明:15、25―碱性,直流反接;E1-23-13-16 E1-23-13-15 E1-23-13Mo2-16 E2-26-21-16 E2-26-21-15 E1-21-21Mo2-16 E0-19-13Mo3-16 E0-18-12Mo2-15 E316-15 E318-16 E317-16 E318V-16 E309-16 E309-15 E309 Mo -16 E310 -16 E310 -15 E310Mo -16 150℃×1 h 250℃×1 h 150℃×1 h 150℃×1 h 250℃×1 h 150℃×1 h 150℃×1 h 250℃×1 h 0Cr17Ni12Mo2(316);0Cr18Ni12Mo2;Cr1300Cr17Ni13Mo2Ti;Cr17系列00Cr17Ni13Mo2Ti;0Cr18Ni12MoTi(316Ti) Cr19Ni13Mo3系列0Cr17Ni13Mo2Ti;0Cr18Ni9Ti;1Cr18Ni9Ti Cr23Ni13系列; 0Cr18Ni5Mo3Si2 Cr23Ni13系列Cr23Ni13Mo2系列; 0Cr18Ni5Mo3Si2 Cr25Ni20系列Cr25Ni20系列Cr26Ni21Mo2系列Cr25Ni20Si2系列16、17、26―钛钙型,交流或直流反接。
焊材对照
TIG—R30
SPA-H S00
贝氏体钢
12Cr2MoWVTiB、 12Cr3MoWVTiB、12Cr2Mo
SA335P22、SA369FP22、 A335P22、A217WC9 SA387 22、SA213T23、 A691Cr-21/4CrCL22
STBA24、STPA24、 SCMV4
ASTM SA182/SA-182M
Cr 20-25 Mn≤0.06
Ni 12.5
Si 1.75 S 0.003-0.116 Cr 0.35-0.25 Cu 0.26-0.34 Ni≤0.65 Si 0.33-0.49
P 0.79-0.11
1. 低合金钢:F1,F2,F5,F5A,F9,F91,F11,F12,F21,F3V,F3VCB,F22,F22V 2. 马氏体不锈钢:F6A,F6B,F6NM 3. 铁素体不锈钢:FXM-27B,F429,F430,FR 4. 奥氏体不锈钢:F46,F47,F48,F49,F20,F10,F56,F58,F50,F51,F57,F55,F59,F52,F53, F54,F304,F304L,F304H,F304N,F304LN,F309H,F310,F310H.
普低合金钢 20MnMoNb、07MnCrMoVR、 (δs> 15MnMoV、15MnMoNb、 400PMa)
100~200
17Mn4、19Mn5
E50××(J507) E55××-G(J557)
TIG—J50
WCB BHW35、WCF62、 WCF80、 15NiCuMoNb5(W3 6) SA204A、SA209T1、 SA335P1、SA369FR1、 SA3872 A204A、A335P1、 A335P2 SB46M、STBA12、 STBA13、STBA20、 STPA12、STPA20、 SCMV2、SCVM3
焊条、焊丝型号大类与焊条、焊丝牌号大类对照表
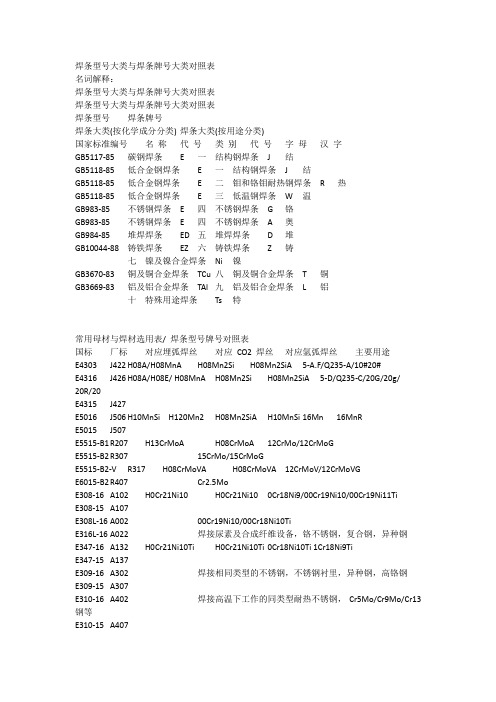
焊条型号大类与焊条牌号大类对照表名词解释:焊条型号大类与焊条牌号大类对照表焊条型号大类与焊条牌号大类对照表焊条型号焊条牌号焊条大类(按化学成分分类) 焊条大类(按用途分类)国家标准编号名称代号类别代号字母汉字GB5117-85 碳钢焊条 E 一结构钢焊条J 结GB5118-85 低合金钢焊条 E 一结构钢焊条J 结GB5118-85 低合金钢焊条 E 二钼和铬钼耐热钢焊条R 热GB5118-85 低合金钢焊条 E 三低温钢焊条W 温GB983-85 不锈钢焊条 E 四不锈钢焊条G 铬GB983-85 不锈钢焊条 E 四不锈钢焊条 A 奥GB984-85 堆焊焊条ED 五堆焊焊条 D 堆GB10044-88 铸铁焊条EZ 六铸铁焊条Z 铸七镍及镍合金焊条Ni 镍GB3670-83 铜及铜合金焊条TCu 八铜及铜合金焊条T 铜GB3669-83 铝及铝合金焊条TAl 九铝及铝合金焊条L 铝十特殊用途焊条Ts 特常用母材与焊材选用表/ 焊条型号牌号对照表国标厂标对应埋弧焊丝对应CO2 焊丝对应氩弧焊丝主要用途E4303 J422 H08A/H08MnA H08Mn2Si H08Mn2SiA 5-A.F/Q235-A/10#20#E4316 J426 H08A/H08E/ H08MnA H08Mn2Si H08Mn2SiA 5-D/Q235-C/20G/20g/20R/20E4315 J427E5016 J506 H10MnSi H120Mn2 H08Mn2SiA H10MnSi 16Mn 16MnRE5015 J507E5515-B1 R207 H13CrMoA H08CrMoA 12CrMo/12CrMoGE5515-B2 R307 15CrMo/15CrMoGE5515-B2-V R317 H08CrMoVA H08CrMoVA 12CrMoV/12CrMoVGE6015-B2 R407 Cr2.5MoE308-16 A102 H0Cr21Ni10 H0Cr21Ni10 0Cr18Ni9/00Cr19Ni10/00Cr19Ni11TiE308-15 A107E308L-16 A002 00Cr19Ni10/00Cr18Ni10TiE316L-16 A022 焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢E347-16 A132 H0Cr21Ni10Ti H0Cr21Ni10Ti 0Cr18Ni10Ti 1Cr18Ni9TiE347-15 A137E309-16 A302 焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢E309-15 A307E310-16 A402 焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Cr13 钢等E310-15 A407焊条目录[隐藏]焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条? 3 按药皮主要成分分类? 4 按焊条性能分类焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。
国内外焊接材料对照

TGX-308L
0-18Cr-8Ni
焊条
E308
A102
A107
E308
NC-38
OK61.53
OK61.35
Thermanit JEW 308L-17
Thermanit JE SPEZIAL
焊丝
H0Cr21Ni10
ER308
TGS-308
ESAB T308
Thermanit ATS4(ER308H)
OK63.41
Thermanit GEW 316L-17
Thermanit JE SPEZIAL
焊丝
H00Cr19Ni12Mo2
ER316L
TGS-316L
Ok Tigrod 16.30
Thermanit GE 316L
药芯焊丝
E316LT-2
16Cr-12Ni-2Mo
焊条
E316
A202
A207
E316
NC-36
OK62.53
OK62.35
Thermanit GEW 316L-17
Thermanit JE SPEZIAL
焊丝
H0Cr19Ni11Mo3
ER316
TGS-316
ESAB T316
Thermanit GE 316L
药芯焊丝
E316T-2
TGX-316L
00-18Cr-13Ni-3Mo
焊条
E317L
E317L
NC-317L
OK64.30
OK64.41
Thermanit 18/17EW
Thermanit 18/17E
焊丝
ER317L
TGS-317L
焊条、焊丝型号大类与焊条、焊丝牌号大类对照表
焊条型号大类与焊条牌号大类对照表名词解释:焊条型号大类与焊条牌号大类对照表焊条型号大类与焊条牌号大类对照表焊条型号焊条牌号焊条大类(按化学成分分类) 焊条大类(按用途分类)国家标准编号名称代号类别代号字母汉字GB5117-85 碳钢焊条 E 一结构钢焊条J 结GB5118-85 低合金钢焊条 E 一结构钢焊条J 结GB5118-85 低合金钢焊条 E 二钼和铬钼耐热钢焊条R 热GB5118-85 低合金钢焊条 E 三低温钢焊条W 温GB983-85 不锈钢焊条 E 四不锈钢焊条G 铬GB983-85 不锈钢焊条 E 四不锈钢焊条 A 奥GB984-85 堆焊焊条ED 五堆焊焊条 D 堆GB10044-88 铸铁焊条EZ 六铸铁焊条Z 铸七镍及镍合金焊条Ni 镍GB3670-83 铜及铜合金焊条TCu 八铜及铜合金焊条T 铜GB3669-83 铝及铝合金焊条TAl 九铝及铝合金焊条L 铝十特殊用途焊条Ts 特常用母材与焊材选用表/ 焊条型号牌号对照表国标厂标对应埋弧焊丝对应CO2 焊丝对应氩弧焊丝主要用途E4303 J422 H08A/H08MnA H08Mn2Si H08Mn2SiA 5-A.F/Q235-A/10#20#E4316 J426 H08A/H08E/ H08MnA H08Mn2Si H08Mn2SiA 5-D/Q235-C/20G/20g/20R/20E4315 J427E5016 J506 H10MnSi H120Mn2 H08Mn2SiA H10MnSi 16Mn 16MnRE5015 J507E5515-B1 R207 H13CrMoA H08CrMoA 12CrMo/12CrMoGE5515-B2 R307 15CrMo/15CrMoGE5515-B2-V R317 H08CrMoVA H08CrMoVA 12CrMoV/12CrMoVGE6015-B2 R407 Cr2.5MoE308-16 A102 H0Cr21Ni10 H0Cr21Ni10 0Cr18Ni9/00Cr19Ni10/00Cr19Ni11TiE308-15 A107E308L-16 A002 00Cr19Ni10/00Cr18Ni10TiE316L-16 A022 焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢E347-16 A132 H0Cr21Ni10Ti H0Cr21Ni10Ti 0Cr18Ni10Ti 1Cr18Ni9TiE347-15 A137E309-16 A302 焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢E309-15 A307E310-16 A402 焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Cr13 钢等E310-15 A407焊条目录[隐藏]焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条? 3 按药皮主要成分分类? 4 按焊条性能分类焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。
常用焊接材料对应表

R202 R207 E5503-B1 E5515-B1
钛钙型
耐热钢电焊条
R307
R407
E5515-B2
E3015-B3
低氢钠型
低氢钠型
R507 E1-5MoV-15
低氢钠型
R707 E1-9Mo-15 低氢钠型
交直流
OK38.48 OK38.65 OK38.85 OK38.95
OK48.68 OK53.05 OK53.68 OK55.00
OK53.35
Supercto Tencord Kb
Febacord
Tenacito Tenacito R Tenacito 38 Tenacito 38R
406SH120K
Forex 7018LT Fortrex 7018
国别 中国
生产厂家 牌号 型号
J421 E4313
J422 E4303
J423 E4301
药皮类型
高钛钾型
钛钙型
钛铁矿型
焊接电源
交直流
交直流
交直流
烘焙温度/时间 150~200℃/0.5-1h 150~200℃/0.5-1h 150~200℃/0.5-1h
适用范围
用于焊接一般低 用于焊接一般低 用于焊接低碳钢
AHO-3
AHO-4 AHO-5 AHO-12
AHO-6 OMM-5 MЭ Э -04
J424 E4320
J425 E4311
J426、J427 E4316、E4315
J501Fe15 E5014
碳钢和低合金高强度 J506、J507 E5016、E5015
氧化铁型
高纤维素钾型
低氢钾型
铁粉钛型
焊条型牌号对照及主要用途

D132 EDPCrMo-A2-03 常温中硬度堆焊,适于矿山机械堆焊与修补D167 EDPMn6-15 常温高硬度堆焊,用于农业、建筑机械等的磨损部分的堆焊D172 EDPCrMo-A3-03 常温高硬度堆焊,用于堆焊齿轮、挖泥斗等磨损面D212 EDPCrMo-A4-03 常温高硬度堆焊,用于堆焊挖斗、矿山机械等受磨损的机件表面D256 EDNn-A-16 高锰钢堆焊,用于各种破碎机等受冲击磨损部位的堆焊D276 EDCrNn-B-16 耐气蚀高铬锰钢堆焊D307 EDD-D-15 高速钢刀具、刃口堆焊D317 EDRCrMoWV-A3-15 冷冲模及切削刀具的堆焊D322 EDRCrMoWV-A1-03 同D317D337 EDRCrW-15 热煅模堆焊D397 EDRCrMnMo-15 热煅模堆焊D502 EDCr-A1-03 轴及中温高压阀门堆焊,堆焊金属具有空淬特性D507 EDrCrW-15 同D502D507Mo EDRCrMnMo-15 中温高压阀门堆焊,堆焊金属具有空淬特性D512 EDCr-B-03 轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性D516MA EDCrMn-A-16 中温高压阀门堆焊,堆焊金属具有空淬特性D517 EDCr-B-15 轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性D547 EDCrNi-A-15 高温高压阀门堆焊,抗擦伤性强D547Mo EDCrNi-B-15 高温高压阀门堆焊,堆焊金属时效强化效果显着D557 EDCrNi-C-15 同D547MoD577 EDZCrMn-C-15 中温高压阀门堆焊,堆焊工艺简单,易于操作D608 EDZ-A1-08 抗磨粒磨损表面堆焊D658 Fe-Cr-B 高铬钼石墨型焊条,堆焊高温耐磨,耐腐蚀的部件D667 EDZCr-C-15 抗强烈磨损表面堆焊,耐磨损、耐腐蚀和耐气蚀能力良好D698 Fe-Cr-B 用于破碎机,搅拌机的磨损修复,如砖机搅刀、水泥厂塔盘等D707 EDW-A-15 碳化钨型,抗强烈磨损表面堆焊D717 ------ 用于耐岩石强烈磨损的机械零件D968 Fe-Cr-B 铬、硼含量较高,广泛用于矿山、建材、石料破碎等易磨损件的修复铬镍不锈钢焊条A002、A022、A022Mo、A042、A052、A062、A102、A107、A132、A137、A172、A202、A207、A212、A237、A222、A302、A302SL、A307、A312、A402、A407、A412、A422、A502、A507、A607、A902牌号GB(AWS)主要用途A002 E308L-16 用于超低碳00Cr19Ni10不锈钢结构的焊接A022 E316L-16 用于超低碳00Cr18Ni12Mo系列不锈钢结构的焊接A022Mo E317L-16 用途同A022,耐蚀性更优于A022A042 E309MoL-16 抗蚀性能优异.用于超低碳00Cr23Ni13Mo2不锈钢结构的焊接A052 ------ 用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接A062 E309L-16 抗晶间腐蚀能力强,用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接A102 E308-16 焊接工艺性能优异,用于一般的不锈钢结构的焊接A107 E308-15 同A102,可全位置焊接A132 E347-16 抗晶间腐蚀能力强,用于重要耐腐蚀含钛稳定的0Cr19Ni11Ti不锈钢的焊接A137 E347-15 用途同A132,可全位置焊接A172 E307-16 抗裂性好,焊ASTM307钢及异种钢A202 E316-16 用于非氧化性酸介质工作的0Cr18Ni12Mo2不锈钢结构的焊接A207 E316-15 同A202,可全位置焊接A212 E318-16 同A202,抗晶间腐蚀性能好A237 E318V-15 用于一般耐热及耐腐蚀的0Cr18Ni10及0Cr18Ni12Mo不锈钢结构焊接A222 E317MoCu-16 在硫酸介质中抗腐蚀性能优异,用于焊接相同类型的含铜的不锈钢A302 E309-16 用于0Cr24Ni13类型的不锈钢及复合钢、异种钢、高铬钢、高锰钢等结构焊接A302SL E309Mo-16 对渗铝层保护好,焊接Q235、20g、Cr5Mo等钢材表面渗铝部件A307 E309-15 用途同A302,可全位置焊接A312 E309Mo-16 异种钢焊接效果好,用于0Cr24Ni13Mo2类型不锈钢、异种钢、复合钢的焊接A402 E310-16 用于在高温条件下工作的0Cr26Ni21耐热不锈钢及铬钢、异种钢的焊接A407 E310-15 同A402,可全位置焊接A412 E310Mo-16 同A402,在抗裂、耐蚀、耐热方面优于A402、A407A422 ------ 用于0Cr25Ni20Si2奥氏体耐热钢及异种钢的焊接A502 ED16-25MoN-16 用于焊接呈淬火状态下的低、中合金钢、异种钢结构.以及同类型的热强钢A507 ED16-25MoN-15 同A502,可全位置焊接A607 E330MoMnWNb-15 用于工作温度850-900℃高温条件下0Cr20Ni32、Cr18Ni37等不锈钢焊接A902 E320-16 耐蚀性优异,抗氧化能力强,用于硫酸、硝酸、磷酸和氧化性酸腐蚀介质中铬不锈钢焊条G202、G207、G217、G302牌号GB(AWS)主要用途G202 E410-16 用于0Cr13及1Cr13不锈钢结构的焊接.也可用于耐蚀堆焊G207 E410-15 用途同G202,可全位置焊接G217 E410-15 用于0Cr13、1Cr13、2Cr13不锈钢结构焊接G302 E430-16 用于耐硝酸腐蚀、耐热的Cr17不锈钢结构的焊接铜及铜合金焊条Cu107 、Cu207、Cu227 、Cu237 牌号GB(AWS) 主要用途Cu107 ECu 紫铜.耐大气,海水腐蚀.导电性好。
常用钢材焊材选发用表(钢材焊材对照表)
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
焊丝对照表
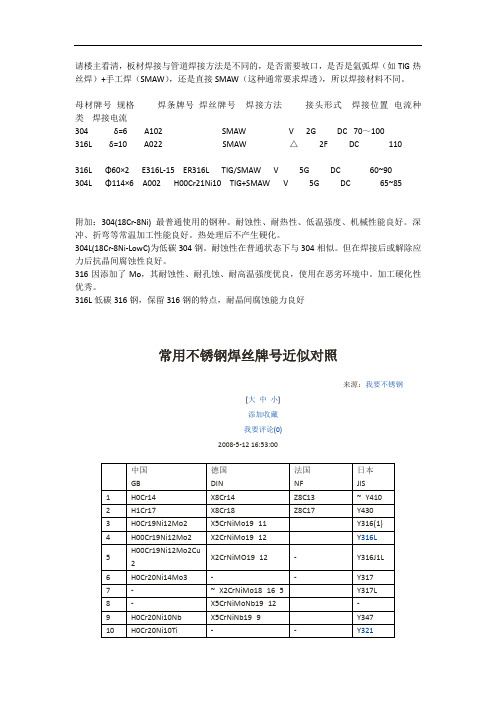
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。
母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流304 δ=6 A102 SMAW V 2G DC 70~100316L δ=10 A022 SMAW △ 2F DC 110316L Φ60×2 E316L-15 ER316L TIG/SMAW V 5G DC 60~90304L Φ114×6 A002 H00Cr21Ni10 TIG+SMAW V 5G DC 65~85附加:304(18Cr-8Ni) 最普通使用的钢种。
耐蚀性、耐热性、低温强度、机械性能良好。
深冲、折弯等常温加工性能良好。
热处理后不产生硬化。
304L(18Cr-8Ni-LowC)为低碳304钢。
耐蚀性在普通状态下与304相似。
但在焊接后或解除应力后抗晶间腐蚀性良好。
316因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。
加工硬化性优秀。
316L低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y317 7-~ X2CrNiMo18 16 5Y317L 8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y347 10H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y3177-~ X2CrNiMo18 16 5Y317L8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y34710H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-序号牌号型号序号牌号型号可以用型号和牌号来反映焊丝的主要性能特征及类别。
焊材选用对照表

母材材料
焊接方法 焊接材料
碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组 碳钢组
不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组 不锈钢组
S31668/0Cr18Ni12Mo2Ti
SMAW
SAW
310S
GTAW SMAW
GTAW
S316/00Cr17Ni14Mo2(0Cr17Ni12M SMAW o2)
SAW
FCAW
E5015-C1L(W707Ni) H09MnNiDR-SJ208DR ER50-G E5515-G E5516-G H08MnMoA-CHF102 E6015-D1 E6016-D1 E6015-D1 E6016-D1 E6015-D1 E6016-D1 E6015-G E6015-G E6015-G E6015-G E5515-B1 E5515-B2 E5515-B2 E5515-B2-V E6015-B3 E5MV-15
304(L)/0Cr18Ni9(L)/Q235 304(L)/0Cr18Ni9(L)/Q345R
GTAW GTAW SMAW