机电队五小发明之特殊规格接线端子压接工艺改造
压接工艺说明

压接工艺说明
压接工艺,这可是个相当重要的活儿!就好像是给电线穿上合身的“衣服”,穿得不好,那可就麻烦啦!
咱先来说说压接工具,这就好比战士手里的武器,得选对选好。
不同规格的电线,就得用不同的压接工具,就像不同的螺丝得用不同的螺丝刀一样。
要是用错了,那可就像是让小脚丫穿大鞋,松松垮垮,根本不行!
压接之前,得把电线的线头处理好。
把线头的绝缘皮剥掉,就像给水果削皮,得削得干净整齐,不能有残留,也不能伤到里面的“果肉”——也就是电线的金属芯。
这一步要是没做好,后面的压接效果就会大打折扣,你说是不是?
然后就是压接的操作啦。
把处理好的线头放进压接端子里,一定要放准放正,就像把钥匙插进锁孔,不能歪不能斜。
接着用力压接,这力气可得用得恰到好处。
力气小了,压接不牢固,容易松动;力气大了,又可能把端子或者电线压坏,这可真是个技术活儿!
压接完成之后,可不能就觉得万事大吉了。
得仔细检查检查,看看压接的地方有没有裂缝,有没有松动。
这就好比新做的衣服,得看看有没有线头,有没有开线的地方。
要是有问题,那得赶紧返工,不然等用到的时候出了岔子,那可就麻烦大了。
再说说压接的环境,得干净整洁,不能有灰尘杂物啥的。
不然这些小东西混进压接的部位,那不是影响质量嘛!这就像做饭的时候,不能让脏东西掉进锅里一样。
还有啊,压接人员得有耐心,得细心。
不能着急忙慌地随便弄弄,得像绣花一样,一针一线都得认真。
总之,压接工艺看似简单,实则暗藏玄机。
只有每一步都做到位,才能保证压接的质量,让电线连接得牢固可靠,为各种设备的正常运行打下坚实的基础!。
【CN110581423A】端子压接装置和端子压接方法【专利】
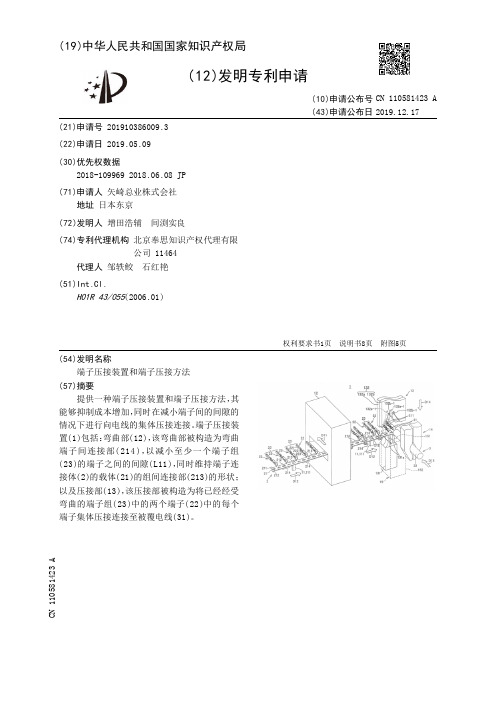
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910386009.3(22)申请日 2019.05.09(30)优先权数据2018-109969 2018.06.08 JP(71)申请人 矢崎总业株式会社地址 日本东京(72)发明人 增田浩辅 间渕实良 (74)专利代理机构 北京奉思知识产权代理有限公司 11464代理人 邹轶鲛 石红艳(51)Int.Cl.H01R 43/055(2006.01)(54)发明名称端子压接装置和端子压接方法(57)摘要提供一种端子压接装置和端子压接方法,其能够抑制成本增加,同时在减小端子间的间隙的情况下进行向电线的集体压接连接。
端子压接装置(1)包括:弯曲部(12),该弯曲部被构造为弯曲端子间连接部(214),以减小至少一个端子组(23)的端子之间的间隙(L11),同时维持端子连接体(2)的载体(21)的组间连接部(213)的形状;以及压接部(13),该压接部被构造为将已经经受弯曲的端子组(23)中的两个端子(22)中的每个端子集体压接连接至被覆电线(31)。
权利要求书1页 说明书8页 附图5页CN 110581423 A 2019.12.17C N 110581423A权 利 要 求 书1/1页CN 110581423 A1.一种端子压接装置,被配置为将端子连接体的多个端子的各端子压接连接至电线,所述端子连接体具有所述多个端子,所述多个端子连接为使得每个端子从带状载体的一侧缘延伸,所述多个端子被分为多个端子组,每个所述端子组均包括彼此相邻的两个以上的端子,所述端子压接装置包括:弯曲部,该弯曲部被构造为,使所述载体的位于所述两个以上的端子之间的端子间连接部弯曲,以减小至少一个端子组的所述端子之间的间隙,同时保持所述载体的位于多个所述端子组之间的组间连接部的形状;以及压接部,该压接部被构造为,将已经经受所述弯曲部的弯曲的一个端子组中的两个以上所述端子中的各端子一起压接连接至所述电线。
端子接头及其压接方法[发明专利]
![端子接头及其压接方法[发明专利]](https://img.taocdn.com/s3/m/27ed7cd1a32d7375a51780b1.png)
专利名称:端子接头及其压接方法专利类型:发明专利
发明人:野田昌宏,西出悟
申请号:CN200810091770.6申请日:20080414
公开号:CN101286594A
公开日:
20081015
专利内容由知识产权出版社提供
摘要:本发明的目的是防止密封塞的损伤。
端子接头设置有用于容纳安装在线(60)的端部上的圆柱形密封塞(70)的基部(11),和从该基部(11)的相对横向边缘突出的一对压接件(14F、14R),其中相应压接件(14F、14R)在向前和向后方向上密封塞(70)的外圆周表面的不同位置处压接成连接。
该基部(11)从其与相应压接件(14F、14R)连接的位置开始沿着密封塞(70)的外圆周表面的下半部沿圆周设置,并包括容纳部分(16F、16R),该容纳部分具有其它横向边缘(16E),该其它横向边缘在圆周方向上面对相应压接件(14F、14R)的导引端部并位于密封塞(70)的外圆周表面的上半部处。
申请人:住友电装株式会社
地址:日本三重县
国籍:JP
代理机构:中原信达知识产权代理有限责任公司
更多信息请下载全文后查看。
端子接线工艺流程
端子接线工艺流程
《端子接线工艺流程》
端子接线工艺流程是指在电气设备或电子产品中,将导线或电缆连接至端子的一系列操作流程。
端子作为连接器件起到了连接和固定导线的作用,因此端子接线工艺流程的质量直接影响着设备的安全性和稳定性。
首先,进行端子接线工艺流程前,需要对设备进行检查,确保工作环境安全,并保证设备处于断电状态。
然后,根据设备的要求,选择合适的端子规格,将导线或电缆的绝缘层去除,露出导线。
接着,将导线插入端子中,并用工具进行压接操作,确保导线稳固地固定在端子上。
在压接过程中需要注意操作力度,以免压坏导线或端子。
接下来,使用工具进行端子的固定,通常是用螺丝或其他固定装置将端子固定在设备上。
最后,对接线部分进行外观检查和电气测试,确保接线质量符合要求。
在端子接线工艺流程中,需要注意的是工作人员需要具备一定的电气知识和操作技能,以确保接线的质量和安全性。
另外,根据不同设备的要求,端子接线工艺流程可能会有所差异,因此工作人员需要熟悉设备的接线要求和标准。
总的来说,端子接线工艺流程是电气设备制造和维护中非常重要的一环,其质量直接关系到设备的安全性和稳定性。
只有严格按照规定的工艺流程进行操作,并确保操作人员具备足够的技能和知识,才能确保端子接线的质量和可靠性。
一种高抗拉强度的铜铝过渡接线端子的制作工艺

一种高抗拉强度的铜铝过渡接线端子的制作
工艺
铜铝过渡接线端子是一种在电气连接中广泛使用的产品。
为了提高其强度和耐腐蚀性,有一种新型的高抗拉强度的铜铝过渡接线端子制作工艺。
首先,选择高填充率的铝粉和高纯度的铜材料,将两种材料按照一定的比例混合均匀。
然后,使用特殊的热处理设备,在高温和高压下进行连续挤压成型。
这个挤压过程既可以保证铝和铜的混合程度,又可以使铝颗粒在铜粉之间形成连续的网络结构,提高了铜铝复合材料的抗拉强度。
接下来,将加工后的复合材料进行冷挤压成型,使端子达到所需的形状和尺寸。
同时,为了提高铜铝接头的耐腐蚀性,经过酸洗和防氧化处理。
最后,进行端子的表面处理和包装,以保证其质量和使用寿命。
通过这种制作工艺,铜铝过渡接线端子的抗拉强度、稳定性和耐腐蚀性都得到了大幅提升,可以更好地满足电气连接的需要。
端子压接工艺规程

端子压接工艺规范目录修改记录 ....................................................................................... 错误!未定义书签。
目录 (1)参考文件 (2)1目的 (2)2适用范围 (2)3 24 25 33333333344 6质量控制 4 6.1控制点 (4)6.2控制方法 (5)6.2.1备线的检验 (5)6.2.2压接过程控制及拉力实验 (5)6.2.3压接完成后的目检 (5)6.3备线 (5)6.3.1普通导线备线 (5)6.3.2同轴及双轴线缆备线 (7)6.4压接 (8)6.4.1普通导线端子压接 (8)6.4.2同轴及双轴线缆中心导体端子压接 (17)6.4.3屏蔽层压接 (17)6.5拉力实验的质量记录 (19)1920203.1.1.1本工艺规程适用于电子装联操作人员、质量检查人员及其它相关人员。
4名词术语4.1.1.1美国线标(AWG)标明导线直径的标准规格,主要用于美国。
4.1.1.2鸟笼形:导线股线与导线原状分离。
4.1.1.3密尔圆(Circular Mil):直径为1密尔即0.001英寸的圆的面积。
用以表达导线的横截面积。
4.1.1.4料带残耳(Cut Off Tab):接线柱在被压接后仍留在其前端和后端的小凸出片。
5工艺5.1工艺流程5.25.3。
5.45.4.1.1温度:18℃~30℃。
5.4.1.2.相对湿度百分比:30%~70%。
5.5设备、工具及要求5.5.1工具及要求5.5.1.1使用文件规定的工具型号进行剥线、压接、配线、测量和准备工作;在工作现场禁止使用未经许可的、有缺陷的或是未校准的工具。
5.5.1.2.清洁和妥善维护所有工具和设备。
5.5.1.3.检查工具所有零件是否有损坏。
5.5.1.4保留工具和设备的校准及功能测试记录。
5.5.2压接工具的校准5.5.2.1压接工具的校准周期一般为半年,特殊的可根据具体情况进行6质量控制6.1控制点6.1.1.1备线的检验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2
检漏装置远方试验电阻改进
王群
机电队技术员
改造后当年可节约资金:100000-280=99720元。
实物展示
3
特殊规格接线端子压接工艺改造
杨旭
机电队技术员
改造后当年可节约资金:30000-700=29300元。
现场展示
附件1:
张村矿“五小”创新成果登记表
填表单位:机电队推荐日期:2015年11月
成果名称
特殊规格接线端子压接工艺改造
申报人
工作单位
年龄
职务
学历
技术等级
杨旭
瑞平公司张村矿机电队
27
技术员
本科
助工
创新成果内容和特点(五百字左右)
1.主要技术原理:
电气安装中,时常会为电缆终端压接接线端子(俗称线鼻子)或因线缆长度不够要用中间连接管做接头,通常情况下电缆的截面与接线端子或中间连接管截面是配套的,如遇紧急情况下,电缆的截面与接线端子或中间连接管截面就存在差距了,一般采用的方法就是向接线端子或中间连接管内塞入同类材质的金属导线,再用压线钳压接。此种方法费时、费力,极易压虚,造成接线端子或中间连接管处发热。
2.解决的关键问题:
在需要做接线端子或中间连接管的电缆上,均匀缠绕与线缆同材质的绑扎带,直至符合接线端子或中间连接管尺寸要求,再用压线钳压接。此种方法省时、省力,压接到位,符合对接线端子或中间连接管电阻检测标准。
3.达到的效果:
改进后,接线端子压接更加牢固可靠,操作更加简便,缩短了检修时间,大大提高了检修效率。
成果
采纳
实施
情况
此种方法省时、省力,压接到位,符合对接线端子或中间连接管电阻检测标准。
改进后,接线端子压接更加牢固可靠,操作更加简便,缩短了检修时间,大大提高了检修效率。
年均
创造
经济
效益
社会
效益
以往的电缆接线工艺的年损坏共计费用30000元。
而现在的特殊规格接线端子压接工艺费用为:
加工及安装总费用:500+200=700元。
改造后当年可节约资金:30000-700=29300元。
所
获
奖
励
情
况
成果
申报
人所
在单
位意
见
(盖章)
年月日
矿
工
会
意
见
(盖章)
年月日
附件2:
张村矿“五小”创新成果汇总表
战线领导(签字):
序号
成果名称
完成人
所在单位及职务
产张群定
机电队班组长
推迟一年更换钢丝绳节约20000元