生产反馈表
生产异常问题反馈流程

生产异常反馈处理流程1.目的为及时有效的处理生产中发生的问题,以减少效率损失,提高生产力,特制定本办法。
2. 适用范围本公司生产过程中异常发生时,除另有规定外,均依本办法处理。
3.职责生产部门:负责生产异常问题信息的采集,确认,反馈及验证改善纠正措施。
异常问题的汇总品保部:确认物料异常问题,监督技术人员处理解决过程,确认改善措施的有效性以及闭环处理。
工程部:负责对生产异常问题的处理,解决。
4. 生产异常报告单4.1. 定义本办法所指的生产异常,系指造成制造部门停工或生产进度延迟的情形,由此造成之无效工时,可称为异常工时.生产异常一般指下列异常:(1) 生产异常:因制程中操作不当导致的异常。
(2) 设备异常:因设备故障或水,气,电等原因而导致的异常。
(3) 品质异常:因制程中发生,发现品质问题而导致的异常。
(4) 技术异常:因产品设计或其他技术问题而导致的异常。
4.2. 生产异常报告单内容发生生产异常,即有异常工时产生,不能快速的解决时,应填具《生产异常问题反馈表》。
其内容一般应包括以下项目:(1)填表部门:由异常发生部门填写。
(2)生产产品:填具发生异常时正在生产的产品之名称,规格,型号。
(3)发生日期:填具发生异常日期。
(4) 异常发生部门:填具发生异常部门名称。
(5) 应用项目:填具发生异常产品的使用项目。
(6) 异常描述:填具发生异常之详细状况,尽量用量化的数据或具体的事实来陈述。
(7) 临时对策:由异常发生之部门和责任部门共同对策临时应争措施。
(8) 责任部门对策(根本对策):由责任部门填具对异常之处理对策。
4.3. 使用流程(1) 异常问题产生记收集;(2) 生产人员发现异常问题并及时提出反馈,包括物料、生产过程以及成品出货各个环节的异常信息;(3) 生产中出现异常反馈上报到部门主管判定是否需要填写《生产异常问题反馈表》;(4) 部门主管对异常初步分类并通知相应部门,前来研拟对策加以处理,并报告直属上级。
供应商意见反馈表
公司供应商意见反馈表
为了进一步加强公司开发采购工作的管理,规范产品开发、采购行为,增进公司与供应商的理解与沟通,广泛听取供应商的意见和建议,及时发现和解决工作中存在的问题,确保公司产品开发、采购质量和服务质量,赢得各供应商的信任和支持,我们设计如下问卷,请您在百忙之中填写下表,感谢您的配合。
一、请您详细回忆与我司达成合作意向时的情况。
1、接洽时间、接洽人员名字、联系方式?
2、洽谈合作意项时的态度是否良好、语言表述有无歧义?
3、洽谈合作意项时对于细节的描述是否明晰(如:样品、模具、单价、合同、订单、生产QC标准、产品交付、结算、服务等)。
洽谈意项期间:
签订合同、下订单期间:
试产、选样品、评选期间:
生产QC期间:
首批产品交付、结算期间:
二、请详细描述合作期间对于公司产品采购、仓储、财务产生的问题。
产品订购下订单情况:
产品包装(纸卡)交付、验收情况:
产品生产QC进度跟进情况:
产品交付、验收情况:
产品品质异常退货对接情况:
产品对账、结算、服务情况:
供应商名称:意见反馈人员:填制日期: 第1页共1页。
完整版)生产异常问题反馈流程

完整版)生产异常问题反馈流程生产异常反馈处理流程为了及时有效地处理生产中出现的问题,减少效率损失,提高生产力,特制定了本办法。
本办法适用于公司生产过程中出现的异常情况,除非另有规定。
生产部门负责收集、确认、反馈和验证生产异常问题信息以及改善纠正措施。
品保部门负责确认物料异常问题,监督技术人员处理解决过程,确认改善措施的有效性以及闭环处理。
工程部门负责处理和解决生产异常问题。
生产异常是指造成制造部门停工或生产进度延迟的情况,由此造成的无效工时称为异常工时。
生产异常包括制程中操作不当导致的生产异常、设备故障或水、气、电等原因导致的设备异常、制程中发生、发现品质问题导致的品质异常以及产品设计或其他技术问题导致的技术异常。
当生产异常问题无法快速解决并导致异常工时产生时,应填写《生产异常问题反馈表》。
表格应包括填表部门、生产产品、发生日期、异常发生部门、应用项目、异常描述、临时对策和责任部门对策(根本对策)等项目。
生产异常问题产生后,应及时收集。
生产人员发现异常问题并及时提出反馈,包括物料、生产过程以及成品出货各个环节的异常信息。
生产中出现异常反馈后,部门主管应判断是否需要填写《生产异常问题反馈表》。
部门主管对异常进行初步分类并通知相应部门,前来研拟对策加以处理,并报告直属上级。
若异常已造成停产,相关责任部门必须在接到通知5分钟内派人到现场处理。
接收部门对问题进行初步分析整理并判定责任部门,并判定问题是否可控。
如果异常问题可控,生产部门会同工程部、XXX采取异常之临时应急对策并加以执行,以降低异常的影响。
如果异常问题不完全可控,应上报部门负责人进行审核确认。
4.3.异常处理流程改写:当生产异常问题发生时,责任部门应立即采取措施解决问题。
如果问题无法完全控制,责任部门应分析确定根本原因,并提出临时纠正措施和长期预防措施。
相关部门应对方案进行评审,通过后反馈给生产部门进行实施和验证。
技术人员和质检员应跟踪措施的实施情况,并验证其有效性。
检查情况反馈表
班组(矿部)例行检查、整改记录年月日检查、整改内容一、责任制和规章制度落实情况二、安全培训和持证情况三、安全生产费用提取和使用情况四、检查和隐患整改情况五、设备、设施检测与维护保养情况六、健康监护、个体防护用品发放、职业危害监控情况七、法律法规与其他要求的依从情况班组(矿部)负责人及成员(签名)外包商负责人(签名)承包商对安全生产调查表年月日1、严格按规定或计划进行2、针对检查发现的问题与承包商充分沟通3、对问题整改结果的跟踪和复核班组(矿部)负责人及成员(签名)外包商负责人(签名)安全教育与培训员工意识提升调查表年月日1、企业的安全生产方针2、岗位安全操作规程3、现场应急处置程序4、工作场所特定的安全要求5、事故、事件报告程序6、岗位职责7、岗位特定风险8、相关的法律法规要求9、个体防护用品的配备和使用班组(矿部)负责人及成员(签名)外包商负责人(签名)爆破作业检查执行表年月日1、按说明书的要求进行爆破2、作业人员具备资格和能力3、爆破前确定危险区并设警戒线4、按规定等待时间进入爆区检查危石、盲炮班组(矿部)负责人及成员(签名)外包商负责人(签名)铲装作业检查执行表年月日1、悬臂和铲斗下面及工作面附近无人停留2、挖掘机平衡装置外型的垂直投影到台阶坡底的水平距离3、铲斗不应从车辆驾驶室上方通过4、不用铲斗处理粘厢车辆班组(矿部)负责人及成员(签名)外包商负责人(签名)承包商在合同期内的安全生产表现情况表年月日内容和表现情况1、积极参加企业组织的各项安全生产活动2、主动配合企业安全监督检查3、注重从业人员的安全培训4、按规定开展安全检查与隐患排查5、认真整改自查和督查发现的各类安全生产隐患6、及时通报或沟通重大安全生产事项班组(矿部)负责人及成员(签名)外包商负责人(签名)道路运输作业检查、执行表年月日1、不超载运输2、不用自卸车运载易燃、易爆物品3、装车时不检查、维护车辆4、装车时驾驶员不离开驾驶室5、车辆在急弯、陡坡、危险地段限速行驶6、下坡行驶时不空挡滑行7、在坡道上停车时使用停车制动并采取安全措施8、在恶劣天气条件下,控制行车速度并保持车距班组(矿部)负责人及成员(签名)外包商负责人(签名)边坡检查、执行表年月日1、爆破后检查2、暴雨后检查3、寒冷地区解冻时检查4、检查和处理人员佩戴安全带班组(矿部)负责人及成员(签名)外包商负责人(签名)排土作业检查、执行表年月日1、汽车排土作业有专人指挥2、进入排土作业区的工作人员,车辆、工程机械服从指挥人员的指挥3、在同一地段进行卸车和排土作业时,设备之间保持足够的安全距离4、视距小于30m或遇暴雨、大雪、大风等恶劣天气时,停止排土作业班组(矿部)负责人及成员(签名)外包商负责人(签名)变化管理启动前检查验收表年月日1、工程安全检查2、采取适当的安全健康控制措施3、更新应急处理程序4、更新培训要求5、对受影响的员工进行针对性的培训6、制定或更新作业指导书、秩序、规定7、强制性检测检验与取证要求8、更新风险信息班组(矿部)负责人及成员(签名)外包商负责人(签名)变化管理检查表年月日1、工艺安全要求2、机械和电气设备安全3、监测、监控措施4、人员安全培训要求5、应急管理要求6、文件资料控制要求班组(矿部)负责人及成员(签名)外包商负责人(签名)年月日1、周围修筑泄洪和排水设施2、场内平台设置坡度满足要求3、渗流通道畅通4、场内外截洪沟畅通5、及时了解气象和水文信息班组(矿部)负责人及成员(签名)外包商负责人(签名)年月日1、矿区及附近地表水流系统和汇水面积2、河流沟渠汇水情况3、防水能力4、积水区和水利工程情况5、当地降雨量6、历年最高洪水位班组(矿部)负责人及成员(签名)外包商负责人(签名)设备、设施与相应消防设备和器材检查表年月日1、主要建构筑物2、主要采掘和机电设备3、主要供配电设施4、防护用品仓库5、爆破器材库6、液化石油气站和油库班组(矿部)负责人及成员(签名)外包商负责人(签名)安全生产主要负责人职责1、建立、健全安全生产责任制;2、组织制定安全生产规章制度和操作规程;3、保证安全生产投入的有效实施;4、督促、检查安全生产工作,及时消除生产安全事故隐患;5、组织制定生产安全事故应急预案,并定期组织演练;6、及时、如实报告生产安全事故;7、组织制定安全生产方针与目标;8、主持召开安全生产委员会或安全生产领导机构会议,讨论安全生产问题;9、定期听取员工对安全生产工作的意见和建议;10、每年至少组织开展1次标准化系统的管理评审;11、组织开展企业安全文化创建活动,并公开开展对履行安全生产职责的承诺;12、定期向职代会或员工代表大会汇报安全生产工作情况。
安全生产领导小组会议记录、纪要、落实情况反馈表

时间
20XX.9.29
地点
会议室
主持人
云
记录人
云
参加
人员
缺席
人员
会议内容
一、从9月份起,公司按照省市县有关部门的要求部署,开始了安全生产标准化建设工作,成立了以主要安全负责人为领导的安全生产标准化领导小组,接受咨询公司的标准化培训与指导,力争在年底以前通过考核与验收,取得等级证书。公司要求各部门要大力支持和配合,共同努力完成安全标准化建设。
人事行政部
20XX.10.30
完成
20XX.10.17
3
安全标准化体系创建
人事行政部
20XX.10.30
正在进行中
正在进行中
记录人: 审核人:
安全生产领导小组会议记录 编号:BZH-JL-2-01
时间
20XX.1.10
地点
会议室
主持人
云
记录人
云
参加
人员
缺席
人员
会议内容
一、安全生产部经理云:
三、下季度工作安排:
1、继续做好安全标准化创建工作,稳步推进,保质保量。
2、继续开展隐患排查和治理,把事故苗头消弭在萌芽状态。
安全生产领导小组会议纪要 编号: BZH-JL-2-02
时间
20XX.10.10
地点
会议室
主持人
云
记录人
云
会议内容
一、由管理者代表定期检查督促各部门主要负责人,按要求的时间和进度落实,继续落实安全标准化创建的各项工作任务。
二、落实隐患排查中的问题,抓紧时间进行整改。
三、完成20XX年度安全标准化绩效评定,按照计划推进公司20XX年度安全标准化体系运行,各部门按照计划安排各自的工作计划,并上报给安全生产部。
检查情况反馈表范文

检查情况反馈表范文一、基本信息:时间:XXXX年XX月XX日地点:XXX区域参与人员:XXX、XXX等目的:对XXX进行安全检查及隐患排查二、检查结果:1. 现场环境良好,无明显垃圾和杂物。
2. 安全设施齐全,如消防器材、安全警示标志等无缺失或损坏。
3. 检查了XXX的设备运行状况,发现部分设备存在老化现象,需要及时维修或更换。
4. 在巡查过程中发现了几个安全隐患,包括XXX内部的电线裸露、XXX区域的门窗未锁等。
5. 对发现的隐患进行了详细记录并拍照留存证据。
三、建议措施:1. 对老化的设备进行维修或更换,确保设备的正常运行。
2. 加强日常巡检力度,定期进行检查和维护,及时排除潜在的安全隐患。
3. 提高员工的安全意识,加强培训和教育,增强员工的自我保护意识和应急处理能力。
4. 对于发现的隐患问题,要落实责任制,指定专人负责并及时整改,确保安全无事故。
5. 对于发现的问题和隐患,要建立台账并及时整改,确保问题得到及时解决。
同时也要注意对问题的追踪和复查,防止类似问题再次出现。
6. 加强对设备维护保养的监督和管理,确保设备的正常运行和维护保养的及时性。
7. 对于无法自行解决的问题,要及时上报上级领导或专业部门进行处理。
8. 加强与其他部门的协作和沟通,共同做好安全生产工作。
例如在设施改造、安全隐患排查等方面需要与相关部门协调配合时,应积极寻求支持和帮助。
四、总结:本次安全检查中发现了一些问题和隐患,但总体来说现场环境较好,安全设施基本完善。
下一步需要进一步加强管理和监督,落实各项安全措施,确保工作场所的安全稳定。
同时也要感谢所有参与此次检查的人员,他们的认真工作和专业精神为我们的安全生产提供了有力保障。
以上是本次安全检查的情况反馈,如有其他建议或意见请随时反馈给我们。
局重点工程意见反馈表

《重点工程管理检查表》编制说明为加强局及局属各二级单位重点工程的管理,通过以点带面全面提高局项目管理水平,结合局《管理手册》(标准化)的推行,特制订《重点工程管理检查表》,现将该表使用的目的、原则和相关要求给予解释,并请各业务部门给予修正、反馈。
一、使用目的为适应局、二级单位各管理部门对局和二级单位的重点工程现场检查、考核、量化评分而制定的统一表格。
二、使用原则鉴于局当前体系管理的具体情况,各业务系统对项目检查的要求、方法和使用的标准规范各不相同,对项目管理工作考核、评定的具体内容较为繁杂,较难从业务层面制定出符合各业务标准的统一的,简便可行的检查表格。
本表格以总公司《项目管理手册》内容为指导思想,以《手册》“11233”为管理方针,从企业各层级的管理职责发挥入手,以项目各项管理的实际效果作为检查考核依据,统一制订本表格,各业务系统可参考本表格,将项目各项检查内容融入本表格进行考评打分。
三、内容解释本表格共分为七项内容,分别对重点工程的《项目策划书》、《项目管理目标责任书》、《项目部实施计划》、项目管理状态、项目施工状态、相关方反馈、正,负面激励等内容进行检查评价,其中:1. 总分及各项分值对企业管理的检查为100分(标记为“A”),分别为《项目策划书》20分、《项目管理目标责任书》10分、《项目部实施计划》20分、项目管理状态10分、项目施工状态20分、相关方反馈20分六项。
对项目层级的检查为100分(标记为“B”),分别为《项目部实施计划》20分、项目管理状态30分、项目施工状态30分、方反馈20分四项;第七项为正、负激励的相关内容。
2.各项检查的重点:《项目策划书》:该项检查是对企业层级关于重点工程管理检查,主要体现“11233”中法人层次管理(表现为A类分),注重检查企业层级(我局体现为各二级单位及其委托的区域经理部、分公司)对项目管理目标、资源配置、机构设置的到位情况,目的是检查作为项目管理责任主体同时作为资源拥有方——企业层面对工程“引领,服务”职能的发挥。
生产异常反馈表,统计表

确定异常处理完成时 间(年月日时分)
生管办:
接收时间:年 异常发生 时间 异常鉴定 部门 生 批产 示总 监
月
日
时
分 影响出 勤人数 鉴定意
分
异常结案时 间
鉴定人
影响总工时 损失金额
【标准】: 1 、 生产异常处理表单流向:异常部门→责任部门→厂办; 2、品质异常或批量质量事故、批量(按班组30%以上)人员请假或旷工、浆釉料一定时期内的异常变化、新装模具不能按时上浆。 3、异常发生后,生产车间应立即组织相关责任部门或人员到异常发生地点现场处理问题,责任人10分钟到现场处理异常.,不得有任何理由推托,没在公 司的可委托人员代理,就异常问题现场制定应对措施,不能够现场立即处理的,由异常部门填写《生产异常处理单》与责任部门,各相关责任部门在现场 确认处理完成时间并将承诺的异常完成处理时间填写在《生产异常处理单》上;各相关责任部门按现场的应急处理措施或规定完成时间执行,由异常部门 跟进,异常按期处理完成后交厂办调度处统计、结案。 4、如果生产异常提交直属部门或协办部门无法按期完成的,将《生产异常处理单》提交厂办组织相关部门处理或逐级上报公司高层。 5、本着预防为主的原则,当车间人员、浆料、设备、模具等一切生产资料在一定时期内出现的异常变化,也应视作异常状况进行处理,并及时将异常发生 的起始时间、异常发生的原因分析、异常发生后的影响和应对措施及时上报厂办。 5、异常部门对停工时间和异常数据进行统计并交责任部门签字确认;由异常部门负责人把经过双方确认的《生产异常反馈单》于第二日10:00前交厂办计 划员,并由计划员对生产异常原因分类,每周进行统计,在管理变革周例会上公布。 【制约】: 、车间主任每天检查生产车间异常填报情况。 2、厂办不定期检查生产车间异常填报与处理情况。 3、稽核部不定期检查生产车间异常填报与处理情况。 【责任】: 、未按要求填报《生产异常处理单》的,处罚责任人5元/次。 2、接到异常通报后,未及时采取纠正与预防措施的,处罚责任人10元/次。 3、对于未按要求及时处理异常情况导致重大生产事故的,将依照公司相关制度给予从严处理。 4、所有生产异常由异常部门联络单未提交厂办生产调度结案的,处罚责任人10元/次 1
检查情况及整改情况反馈表【范本模板】

整
改
落
实
情
况
复查人
复查时间
复查情况
意见
年 月 日
检查情况反馈表
检查岗位
检查日期
检查人
存
在
问
题
限期整改时间
年 月 日 时 ~ 年 月 日 时
责任人
签收
年 月 日
整
改
要
求
1。在每次检查时,所检查的岗位负责人务必及时纠正存在的问题,找准问题原因,不得出现重复错误,整改措施必须落实到位;
2。每次检查问题必须在规定时间内完成,不得拖延;
3.责任人应加大车间检查力度,不断加强操作风险进行监测和管理,将业务操作风险控制在合理范围内,排除隐患,全方位提高生产水平;
车间每日生产异常信息反馈表(2月20日更新)
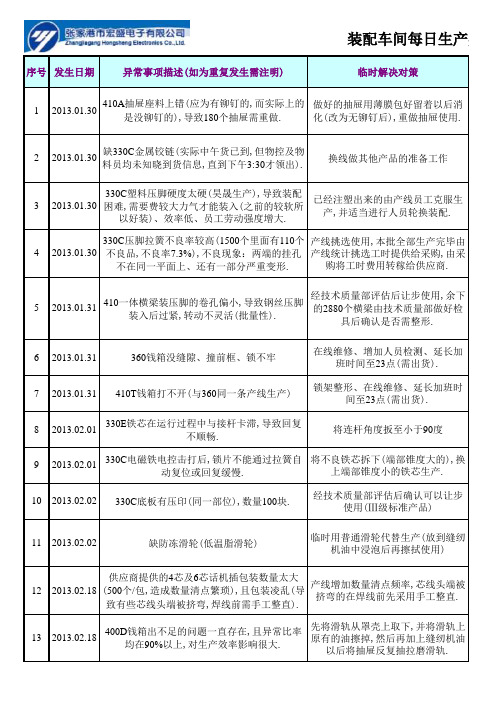
12013.01.30410A抽屉座料上错(应为有铆钉的,而实际上的是没铆钉的),导致180个抽屉需重做.做好的抽屉用薄膜包好留着以后消化(改为无铆钉后),重做抽屉使用.22013.01.30缺330C金属铰链(实际中午货已到,但物控及物料员均未知晓到货信息,直到下午3:30才领出).换线做其他产品的准备工作32013.01.30330C塑料压脚硬度太硬(昊晟生产),导致装配困难,需要费较大力气才能装入(之前的较软所以好装)、效率低、员工劳动强度增大.已经注塑出来的由产线员工克服生产,并适当进行人员轮换装配.42013.01.30330C压脚拉簧不良率较高(1500个里面有110个不良品,不良率7.3%),不良现象:两端的挂孔不在同一平面上、还有一部分严重变形.产线挑选使用,本批全部生产完毕由产线统计挑选工时提供给采购,由采购将工时费用转稼给供应商.52013.01.31410一体横梁装压脚的卷孔偏小,导致钢丝压脚装入后过紧,转动不灵活(批量性).经技术质量部评估后让步使用,余下的2880个横梁由技术质量部做好检具后确认是否需整形.62013.01.31360钱箱没缝隙、撞前框、锁不牢在线维修、增加人员检测、延长加班时间至23点(需出货).72013.01.31410T钱箱打不开(与360同一条产线生产)锁架整形、在线维修、延长加班时间至23点(需出货).82013.02.01330E铁芯在运行过程中与接杆卡滞,导致回复不顺畅.将连杆角度扳至小于90度92013.02.01330C电磁铁电控击打后,锁片不能通过拉簧自动复位或回复缓慢.将不良铁芯拆下(端部锥度大的),换上端部锥度小的铁芯生产.102013.02.02330C底板有压印(同一部位),数量100块.经技术质量部评估后确认可以让步使用(Ⅲ级标准产品)112013.02.02缺防冻滑轮(低温脂滑轮)临时用普通滑轮代替生产(放到缝纫机油中浸泡后再擦拭使用)122013.02.18供应商提供的4芯及6芯话机插包装数量太大(500个/包,造成数量清点繁琐),且包装凌乱(导致有些芯线头端被挤弯,焊线前需手工整直).产线增加数量清点频率,芯线头端被挤弯的在焊线前先采用手工整直.132013.02.18400D钱箱出不足的问题一直存在,且异常比率均在90%以上,对生产效率影响很大.先将滑轨从罩壳上取下,并将滑轨上原有的油擦掉,然后再加上缝纫机油以后将抽屉反复抽拉磨滑轨.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Real-time Problem solved Instruction生产线问题/异常处理Process Owner:起草者:Approved by:批准者1.Purpose目的This procedure describes how to deal with production problem/issue in order to continually improve..此程序描述了如何对生产中出现的问题/异常进行处理,达到持续改进之目的.2.Scope范围This procedure is applicable to all production lines.本程序适用于全部生产线3.Reference参考ISO9001:2000 Procedures程序HTPSV-04-PQP-001Control of document文件控制HTPSV-04-PQP-002Control of Quality & Environmental Records质量和环境记录的控制HTPSV-04-PQP-023Corrective and preventive action纠正和预防措施HTPSV-04-PQP-038Inspection and Test Status Control Procedure检验和试验状态控制程序HTPSV-04-PQP-043Data Analysis and Continuous Improvement数据分析与持续改善4.Procedure程序4.1Problem classification & responsibilities异常情况分类与与责任4.1.1 Testing problem:the problem occur form line inspections测试问题:在生产线测试中发生的问题Responsible:Engineering Department主导:工程部4.1.2 Facilities Problem:the problem occur from the facilities设备问题Responsible:Engineering Department,F&M主导:工程部和F&M部门4.1.3 Process problem:the problem occur from the process exclude line inspections过程问题:除在线检验外的过程问题Responsible:PE主导:PE4.1.4Quality problem:the problem occur for the product quality品质问题:Responsible:QE主导:品质工程师4.1.5Material question:the problem occur from the incoming材料问题:生产线发生材料问题Responsible:Buyer主导:采购4.2The problem handle and meeting异常情况的处理及会议4.2.1. Notify the technician to resolve when there are wrong having been found. 生产线在发现异常情况后,应立即通知生产技术员处理.4.2.2The production supervisor shall send the information to the responsible engineer when the technician can not handle.The production supervisor calls for IE,QE,PE,and ME coming to the spot and have a decision for the problem sort.Should report to the Production manager when the responsible engineer is not available.生产技术员不能处理时,向主管反映.生产主管召集IE,QE,PE和ME到现场,并共同判断异常情况类型,生产线提出,《生产线异常反映单》主管通知相关的主导工程师.在无法通知到主管工程师时,或主管工程师无法到达时,主管应向生产经理汇报.4.2.3The responsible engineer may form across function team to solve the problem.主导工程师可以提出组成多功能小组,确定人员以解决问题4.2.4The responsible engineer arrange the meeting and offer the containment action.主导工程师负责会议安排和提出临时措施.4.2.5The production supervisor and QE are responsible for effecting the containment action.生产主管和QE负责对临时改善措施的执行和监督。
4.2.6The production supervisor will decide if going to produce by the production status after take containment measure.生产主管可根据生产线采取临时措施后的状况决定是否继续生产4.2.7The responsible engineer arrange the meeting and present the long term corrective action.主导工程师负责召集相关人员的会议及提出长期改善措施,并落实.4.2.8The production supervisor report to the Production manager about the problem status at everyday production meeting.生产主管在每日生产会议向生产经理汇报异常的处理情况.5.Fill in the Real-time Problem solved Instruction《生产线问题反映单》的填写5.1The production supervisor calls in the engineers when there are some problem which he/she can’t handle.生产主管在遇到自己无法解决的问题时,立即召集相关工程师5.2The responsible engineer review the situation and the production supervisor fill into the Real-time Problem solved Instruction.工程师到场并听取情况简报后,生产主管再依据事实逐顶填写问题反映单.5.3 The responsible engineer present containment action immediately(Less than 30 Min), furthermore, who will analysis and investigate the root cause.主导工程师当场给出临时措施(在30分钟内),填写该项并交给主管,同时继续分析,寻找问题发生的根本原因.5.4The production supervisor fills into the column of After Action's production Status in the Real-time Problem solved Instruction After takes containment action 1-2 hours.采取应急措施后,1—2小时, 生产主管填写处理后生产线状况栏5.5The responsible engineer finds the root cause then present permanent action into the column of cause,Permanent Action and Attributed to of Real-time Problem solved Instruction attaching the copy of files with number if the files are available.主导工程师找出原因后,提出”长期措施”. 填写反映单的”原因”,”长期措施”,”责任归属”,若有其它相应文件产生,应注明编号,并将复印件附后.5.6The responsible engineer present and put method of prevent and improvement into Real-time Problem solved Instruction主导工程师应提出预防及改进方法,并在反映单内填写.5.7The production supervisor fulfils the permanent action and the method of prevent and improvement.生产主管应落实永久,预防及改进措施..5.8 The responsible engineer verify the effect and sign off Real-time Problem solved Instruction sending to the production supervisor.主导工程师确认长期措施齐全后,在”主导工程师’栏签字,并将反映单还给生产主管5.9 Real-time Problem solved Instruction sign by the production supervisor and manager to Pigeonhole .反映单由生产主管,生产经理签字后归档.6.Appendix 附录Appendix1. Process Flow on Real-time Problem Resolve生产线问题/异常处理流程Appendix2.Real-time problem Solved Form生产问题/异常解决反映单Appendix1 Process Flow on Real-time Problem Resolve生产线问题/异常处理流程Quality HTPSV-11-PQP-01 Version-ASummary of change更改摘要。