定位焊焊接要求
点焊工艺规范4

Tack welding procedure regulation1.Applicable scopeThis applies for tack welding process container in our company.2.Relevant standardEN 139203.General requirements3.1Before assembling and tack welding, the drawing of components and parts shall be known well. According to drawing and technical requirements, products special use, the locations, dimensions and connection methods of parts shall be made out clearly. Identify the base level, fixture and jig of assembling, and then make the assembling methods.3.2 Before assembling, gather, identify and check all parts and components.3.3 According to the practical situation, some work pieces can be assembled and tack welded first. After general welding, those pieces and the other pieces can be assembled and tack welded.4 Assembling and tack weldingAfter assembling work pieces, tack welding can be carried out. The details have been stipulated as the following:4.1The welding material which used in tack tack welding shall be in accordance with the welding materials used in normal welding.4.2Normally,The thickness of tack welding seam shall not exceed half of the designed thickness of welding seam and the length is 20-40mm.4.3If any welding defects such as cracks and slag appearing in tack welding seam, clean the tack weld completely before welding.4.4For important welds, inspection must be carried out according to drawings and technical procedure before welding. For the groove dimension and root gap can be welded after authorized.4.5 Intensity of tack weld shall guarantee that the work pieces won’t fall apart or serious distortion.5. Dimension requirements of work piece5.1During the process of assemble, the dimension of work pieces shall be gone through strictly according to drawings.5.2 According to requirements of dimension and welded deflection, adjust the corresponding assembling dimension appropriately. For instance, the length of container shall be enlarged to 12194 and 12196.点焊工艺规范4.适用范围本标准适用于本公司集装箱点焊加工。
焊接工艺规范及焊接通用工艺参数
焊接工艺规范1 范围本规范规定了焊接(手工电弧焊)工艺的技术要求。
本规范适用于本公司火力发电厂用涉压碳钢制水处理环保设备(容器)产品的焊接。
2 规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本规范。
GB 9448-1999 焊接与切割安全3 焊工3.1 焊工必须经专门的理论学习和实际操作培训,经考试合格和主管部门的同意,方可担任合格证中指定项目的焊接工作。
3.2 具有合格证书的焊工,一般每两年应重新考核一次。
对中断焊接工作六个月以上者,必须重新考核。
3.3焊工在施焊前应认真熟悉图纸和焊接工艺。
3.4核查待焊焊缝坡口的装配质量和组对要求,对不符合装配质量和组对要求的焊缝应拒焊,并向有关部门反映。
3.5进行焊缝质量的自检,做好自检记录、焊缝标记或焊缝跟踪记录等工作。
4 焊接设备4.1 应根据焊接施工时需用的焊接电流和实际负载持续率,选用焊机。
4.2 每台焊接设备都应有接地装置,并可靠接地。
4.3 焊接设备应处于正常工作状态,安全可靠,仪表应检定合格。
5 焊接材料5.1 焊接材料(焊条)应为进货验收合格品。
对材质有怀疑时,应进行复验,合格后才能使用。
5.2 焊接材料的选用按附录A的规定。
5.3 焊前应根据焊条使用说明的规定对焊条进行必要的烘干处理。
5.4 烘干后的焊条应放入100℃~150℃的保温箱(筒)内,随用随取。
重新烘干次数不应超过三次。
6 焊前准备6.1 坡口加工材料为碳素钢的坡口可采用冷加工或热加工方法制备。
6.2 焊接坡口应符合图样规定。
6.3 焊接坡口应保持平整,不得有裂纹、分层、夹渣等缺陷。
6.4 焊前应将坡口表面及两侧的水、氧化物、油污、锈、熔渣等杂质清除干净。
清理范围为:对接焊缝坡口表面及两侧(距坡口边20mm宽度范围内);角焊缝焊脚尺寸K + 10mm~20mm。
焊接作业要点

四、引弧板、引出板、垫板要求
1、不应在焊缝以外的母材上打火、引弧。
2、T形接头、十字形接头、角接接头和对接接头主焊缝两端,必须配置引弧板和引出板,其材质应和被焊母材相同,坡口形式应与被焊焊缝相同,禁止使用其他材质的材料充当引弧板和引出板。
1、接头形式为坡口对接,根部焊道,一般拘束度;
2、热输入约为15-25kJ/cm;
3、采用低氢型焊条,熔敷金属扩散氢含量(甘油法):
E4315、4316不大于8ml/100g;
E5015、E5016、E5515、E5516不大于6ml/100g;
E6015、E6016不大于4ml/100g;
4、一般拘束度,指一般角焊缝和坡口焊缝的接头未施加限制收缩变形的刚性固定,也未处于结构最终封闭安装或局部返修焊接条件下而具有一定自由度;
5、环境温度为常温;
6、焊接接头板厚不同时,应按厚板确定预热温度;焊接接头材质不同时,按高强度、高碳当量的钢材确定预热温度。
实际工程结构施焊时的预热温度规定:
a)根据焊接接头的坡口形式和实际尺寸、板厚及构件拘束条件确定预热温度。焊接坡口角度及间隙增大时,应相应提高预热温度;
b)根据熔敷金属的扩散氢含量确定预热温度。扩散氢含量高时应适当提高预热温度。当其他条件不变时,使用超低氢型焊条打底预热温度可降低25~50℃。二氧化碳气体保护焊当气体符合“一、2、e)”的要求时,其熔敷金属扩散氢可视同低氢型焊条;
三、焊接作业环境
1、焊接当手工电弧焊作业区风速超过8m/s、气体保护电弧焊及药芯焊丝电弧焊超过2m/s时,应设防风棚或采取其他防风措施。制作车间内焊接作业区有穿堂风或鼓风机时,也应按以上规定设挡风装置。
焊接件通用技术条件

1 范围本标准规定了锻压机械、金切机床和其它产品用焊接件制造和验收基本要求。
本标准适用于碳素结构钢、低合金结构钢采用气焊、手工电弧焊、埋弧焊、气体保护焊等方法制造的本集团公司各类产品焊接件。
本标准将零件分为A级和B级,分别适用于A级和B级焊接构件。
A级应在图样的技术要求中注明,B级不需要注明。
当图样和技术文件无要求时,按B级。
2 引用标准GB 150-89 钢制压力容器GB 2649 – 2655-89 焊接接头机械性能试验方法GB 2656-81 焊缝金属和焊接接头的疲劳试验法DIN EN 9013 气割件质量级别DIN EN 13920 焊接构件的普通公差KES 04.052.3 焊接构件的普通公差(KOMA TSU)3 焊工资格焊工必须持有焊工技术资格证和焊工安全技术操作证方可进行独立焊接工作。
4 材料4.1 制造焊接件的钢材应符合图纸的规定4.2 制造焊接件的钢材和焊接材料应符合有关标准规定,应满足图纸或工艺文件的要求,具有制造厂的质量合格证书,并根据规定进行检查验收,合格后方可使用。
4.3 制造箱门、罩壳、盖板、护罩、护板之类零件用的δ≤3mm 的钢板一律采用冷轧钢板。
4.4 气割、焊接用气体,其质量应符合表1的规定。
表15 零件下料与成形5.1 火焰切割和等离子切割下料未注尺寸偏差应符合表2的规定,焊接坡口的角度(α)及尺寸(a、b)应符合表3的规定。
②气割缺口和孔(圆孔或型孔)取“+”值(即表中上偏差)。
③内筋板外形尺寸由工艺规定,取“-”值(即表中下偏差)。
表3注:加工面上坡口对a、b值取“+ ”值(即上偏值)。
5.2 火焰切割下料和等离子弧切割下料切割面上的割纹粗糙度应符合图1的规定。
其中C区适用于手工切割下料的场合或让步使用的场合。
Ry=110+1.8δRy=70+1.2δRy=40+0.6δ0407011020030040050060070022043065020406080100120140160180200220240260280300切割厚度δ(mm )说明:图1. 允许的平均表面粗糙度RyA 区B 区C区平 均 表 面 粗 糙 度 Ry (μm )图1. 允许表面的粗糙度Ry5.3 火焰切割下料和等离子弧切割面对板材平面的直角度和斜度公差应符合图2的规定,其中C 区为手工切割的场合或让步使用的场合。
焊工工艺培训:定位焊

焊工工艺培训:定位焊
1、定位焊焊条
定位焊缝一般作为正式焊缝留在焊接结构中,因而定位焊所用焊条应与正式焊接所用焊条型号相同,不能用受潮、脱皮、不知型号的焊条或者焊条头代替。
2、定位焊部位
双面焊反面清根的焊缝,尽量将定位焊缝布置在反面;形状对称的构件上,定位焊缝应对称排列;避免在焊件的端部、角度等容易引起应力集中的地方进行定位焊,不能在焊缝交叉处或焊缝方向发生急剧变化的地方进行定位焊,通常至少应离开这些地方50mm。
3、定位焊缝尺寸
一般根据焊件的厚度来确定定位焊缝的长度、高度和间距。
定位焊缝参考尺寸具体可见下述所述:
焊件厚度<4m,定位焊缝高度<4mm,定位焊缝长度5~10mm,定位焊缝间距50~100mm;焊件厚度4-12mm,定位焊缝高度3-6mm,定位焊缝长度10~20mm,定位焊缝间距100~200mm;焊件厚度4-12mm,定位焊缝高度3-6mm,定位焊缝长度10~20mm,定位焊缝间距100~200mm。
4、定位焊工艺要求
①、定位焊缝短,冷却速度快,因而焊接电流应比正式焊缝电流大10%~15%。
②、定位焊起弧和结尾处应圆滑过渡,焊道不能太高,必须保证熔合良好,以防产生未焊透、夹渣等缺陷。
③、如定位焊缝开裂,必须将裂纹处的焊缝铲除后重新定位焊。
在定位焊后,如出现接口不齐平,应进行校正,然后才能正式焊接。
④、尽量避免强制装配,以防在焊接过程中,焊件的定位焊缝或正式焊缝开裂,必要时可增加定位焊缝的长度,并减小定位焊缝的间距,或者采用热处理措施。
焊接件通用技术条件
焊接件通用技术条件一、一般要求1.1焊接件的制造应符合设计图样、工艺文件的规定。
1.2用于制造焊接件的原材料(钢板、型钢和钢管等)的钢号、规格、尺寸应符合设计图样要求:若不符合要求时,应按工厂材料代用制度代用。
1.3用于制造焊接件的原材料(钢板、型钢和钢管等)、焊接材料(焊条、焊丝、焊剂、保炉气体等)进厂时,须经技术检验部门根据制造厂的合格证明书及订货要求,按照工厂“原材料入厂验收规则”验收后,才准入库。
1.4对无牌号、无合格证明书的原材料和焊接材料须进行检验和鉴定,确定其牌号及规格方可使用。
1.5严禁使用牌号不明及未经检验部门验收的各种材料。
1.6焊接材料的使用及管理按JB/T3223-2007的规定。
1.7火焰切割件的质量要符合JB/T5000.2-2007的规定。
1.8焊接件涂装前要进行表面除锈处理,质量等级见JB/T5000.12-2007的规定。
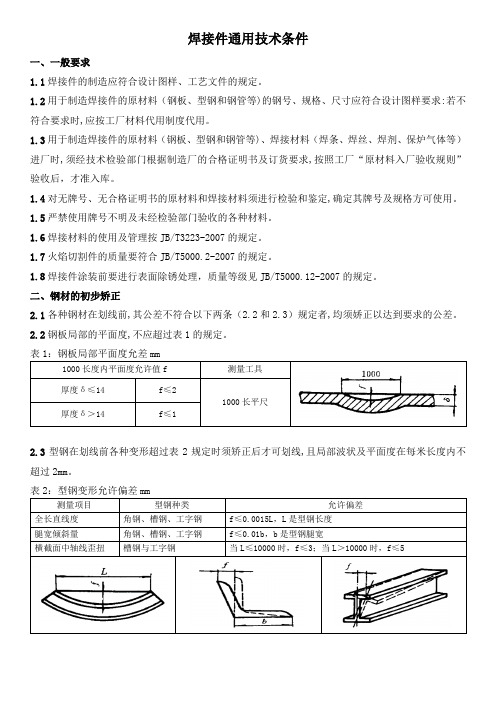
二、钢材的初步矫正2.1各种钢材在划线前,其公差不符合以下两条(2.2和2.3)规定者,均须娇正以达到要求的公差。
2.2钢板局部的平面度,不应超过表1的规定。
2.3型钢在划线前各种变形超过表2规定时须矫正后才可划线,且局部波状及平面度在每米长度内不超过2mm。
三、钢材的成型弯曲3.1钢材的卷圆弯曲,当弯曲半径(内半径)大于下列数值时,可冷弯。
a.钢板:对于低合金钢R≥25δ;对于低碳钢R≥20δ。
其中:R——弯曲半径;δ——钢板厚度。
b.工字钢:R≥25H或R≥25B(随弯曲方向而定)。
其中:H——工字钢高;B——工字钢腿宽。
c.槽钢:R≥45B或R≥25H(随弯曲方向而定)。
其中:H——槽钢高;B——槽钢腿宽。
d.角钢:R≥45B。
其中:B——角钢腿宽(对不等边角钢随弯曲方向而定)。
3.2钢材的卷圆弯曲,当弯曲半径(内半径)小于以上(3.1)规定的数值时,需根据具体工艺进行热弯或弯后热处理。
如热弯,钢材应加热到900~1100℃。
弯曲完成时,温度不得低于700℃。
结构件焊接通用工艺规范
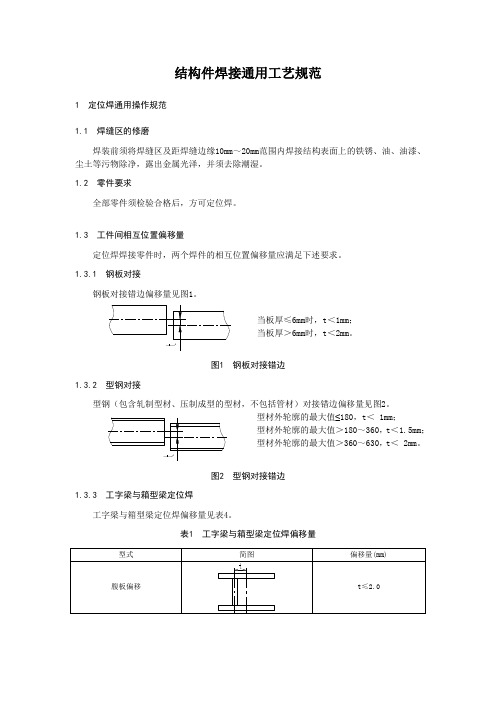
结构件焊接通用工艺规范1 定位焊通用操作规范 1.1 焊缝区的修磨焊装前须将焊缝区及距焊缝边缘10mm ~20mm 范围内焊接结构表面上的铁锈、油、油漆、尘土等污物除净,露出金属光泽,并须去除潮湿。
1.2 零件要求全部零件须检验合格后,方可定位焊。
1.3 工件间相互位置偏移量定位焊焊接零件时,两个焊件的相互位置偏移量应满足下述要求。
1.3.1 钢板对接当板厚≤6mm 时,t <1mm ; 当板厚>6mm 时,t <2mm 。
1.3.2 型钢对接2。
型材外轮廓的最大值≤180,t < 1mm ;型材外轮廓的最大值>180~360,t <1.5mm ; 型材外轮廓的最大值>360~630,t < 2mm 。
型钢对接错边1.3.3 工字梁与箱型梁定位焊工字梁与箱型梁定位焊偏移量见表4。
表1 工字梁与箱型梁定位焊偏移量表2 其他接头的定位焊偏移量要求1.3.6 角焊缝装配不良对于接触承压的焊缝应按照表7中要求执行。
表3 接触承压的角焊缝装配间隙要求1.4 定位焊焊缝要求1.4.1 定位焊时不得在焊缝区以外引弧,定位焊填充材料选用ER50-6焊丝或与构件正式焊接要求一致的填充材料。
1.4.2 定位焊的预热要求:定位焊预热温度与正式焊接时一致。
要求预热的结构件,未预热的定位焊缝应用角磨机等工具彻底清理干净,不得熔入焊缝。
当选用ER50-6焊丝,并且与构件正式焊接要求不一致时,同样应将定位焊缝用角磨机等工具彻底清理干净,不得熔入焊缝。
1.4.3 定位焊缝长度及间距要求:当板厚≤4mm ,定位焊缝的长度为12mm ~20mm ,间距为图1.4.7 桁架臂坡口角度及根部间隙的特殊要求 1.4.7.1 钢管对接焊缝,钢管对接焊缝单侧坡口角度为30度,钝边高0~1毫米,根部间隙为2mm ~3mm 。
1.4.7.2 钢管相贯线焊缝钢管相贯线焊缝,作为臂架腹杆、直杆、斜杆的钢管一端的坡口尺寸为:a)管子壁厚< 6mm,不开坡口;b)管子壁厚≥ 6mm,均开45°坡口,不留钝边。
中国、韩国、日本造船船体焊接要求

1. 目的1.1 旨在确保焊接质量满足或基本达到各国船级社规范所要求的修船焊接质量标准。
2. 适用范围2.1 适用各类船舶修理中所用的普通结构钢,高强度钢的焊接施工。
船体结构的焊缝设计在此不作明确规定,原则上均以修理项目的具体工艺文件为准。
3. 工艺规程与检验要求3.1 施工前应将工艺文件和检验标准提交相应船级社认可。
文件中未提及的均以通用工艺为准,确保施工按规定的要求进行。
4. 焊接前的准备构件的坡口、装配次序、定位精度及装配间隙应符合工艺要求,并应避免强制装配,以减少构件的内应力。
若焊接坡口或装配间隙过大应按规定修正后再施焊。
施焊前焊缝坡口区域的铁锈、氧化皮、油污和杂物等应予以清除,并保持清洁和干燥。
涂有车间底漆的钢材,如果车间底漆对焊缝质量有不良影响,则应在焊前将车间底漆清除。
当焊接必须在潮湿、多风或寒冷的露天场所进行时,应对焊接作业区域提供适当的遮敝和防护措施。
并保持焊接区域的干燥。
将焊条拿到施工现场时,最多只能那去半天内所使用的数量。
CO2陶瓷衬垫要粘贴牢固、平整且对准坡口中心,保证坡口清洁,随用随贴。
5. 焊接工艺要点船体重要部位的焊接须由经船级社认可的焊工进行。
普通结构钢在0℃以下施焊时应使用低氢型焊条。
当环境温度低于-5℃时必须按照专门的工艺要求采用预热或缓冷措施,以防焊件内产生冷裂纹和不良组织。
当母材的碳当量(Ceq):Ceq>0.41% 时(Ceq=C+Mn/6+ (Cr+Mo+V)/5+(Ni+Cu)/15),应对焊件进行预热;Ceq>0.45% 时,焊后应对焊件进行热处理。
所焊结构刚性过大、构件板厚较厚或焊段较短时,焊件应进行预热。
焊条吸潮过量时,焊接工艺性能变差,且产生凹坑,应在70—100℃烘干30~60min后使用。
船体结构的焊缝应按焊接程序进行,焊接时尽量使焊接部分自由收缩。
对较长的焊缝应尽可能从焊缝中间向两端施焊,对结构复杂的应先焊立焊再焊平角焊,以减少结构的变形和内应力。
焊接定位焊工艺规程
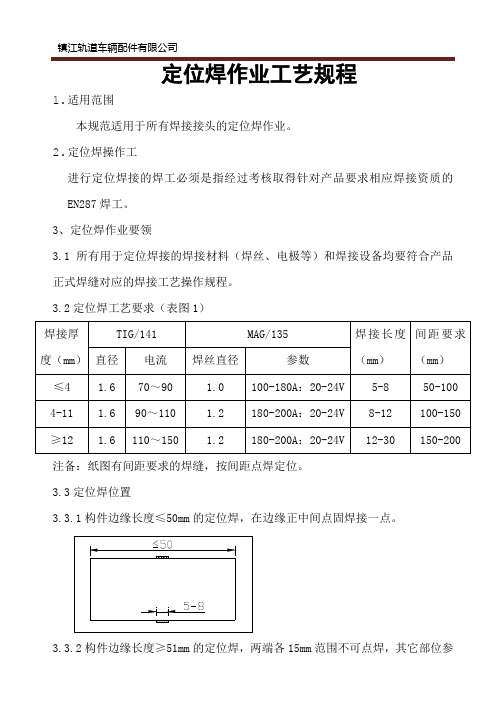
定位焊作业工艺规程1.适用范围本规范适用于所有焊接接头的定位焊作业。
2.定位焊操作工进行定位焊接的焊工必须是指经过考核取得针对产品要求相应焊接资质的EN287焊工。
3、定位焊作业要领3.1 所有用于定位焊接的焊接材料(焊丝、电极等)和焊接设备均要符合产品正式焊缝对应的焊接工艺操作规程。
3.2定位焊工艺要求(表图1)注备:纸图有间距要求的焊缝,按间距点焊定位。
3.3定位焊位置3.3.1构件边缘长度≤50mm的定位焊,在边缘正中间点固焊接一点。
3.3.2构件边缘长度≥51mm的定位焊,两端各15mm范围不可点焊,其它部位参照(表图1)。
3.3.3圆形构件直径定位焊,均匀分布点固4点。
平均四点4、注意事项4.1定位焊的质量要求及工艺措施应与正式的焊接工艺操作规程一致。
定位焊时,必须严格控制焊接接头的装配尺寸精度、保证间隙均匀,高低平整。
减少错边度。
4.2定位焊前应将坡口,对接面及焊接部位两侧各不小于25mm范围内的表面锈蚀、油污、氧化皮等清除干净,露出金属光泽。
否则焊缝将产生缺陷。
4.3接头两端的15mm以内、焊缝交叉处和焊缝方向急剧变化处不得进行定位焊。
4.4断续焊缝,无需焊接的部分不得定位焊。
4.5定位焊的起弧和收尾处应圆滑过渡。
否刚易造成正式焊缝未焊接现象。
4.6焊接工艺要求采取预热措施的,刚定位焊时也要按照焊接要求进行预热处理,其温度应与正式焊接温度相同。
4.7定位焊应严格控制焊点质量,溶入焊道的定位焊缝质量必须符合正式焊缝要求,焊接时若发现焊点质量问题,应完全清除缺陷后才可以焊接。
5定位焊的清理定位焊的清理可以使用砂轮机或铣刀等工具进行。
但清根面必须清理成不影响正式焊接的平滑状态。
对于不同的原材料,使用专用的清理片。
编制:审核:。
焊接件通用技术要求
焊接件通用技术要求一、主题内容与适用范围本标准规定了本公司产品焊接件的技术要求,试验方法和检验规则。
本标准适用于本公司生产的各机型农机及其它焊接件的制造和检验。
若本标准规定与图纸要求相矛盾时,应以图纸要求为准。
本标准适用于手工电弧焊、CO2气体保护焊等焊接方法制造的焊接件。
二、技术要求1、材料用于制造组焊件的原材料(钢板、型钢和钢管等)、焊接材料(焊条、焊丝、焊剂、保护气体等) 进厂时,须经检验部门根据制造厂的合格证明书验收后,才准入库。
对无牌号、无质证书的原材料和焊材,必须进行检验和鉴定。
其成份和性能符合要求时方准使用。
1.1焊接材料:1)焊条、焊丝应存放于干燥、通风良好的库房内,各类焊条必须分类、分牌号堆放,避免混乱。
搬运过程轻拿轻放,不要损伤药皮。
焊条码放不可过高2)仓库内,保持室温在0°C以上,相对湿度小于60%。
3)各类存储时,必须离地面高300mm,离墙壁300mm以上存放,以免受潮。
4)一般焊条一次出库量不能超过两天的用量,已经出库的焊条,必须要保管好。
焊条使用前应按其说明书要求进行烘焙,重复烘焙不得超过两次。
1.2原材料1.2.1各种钢材在划线前,不能有较大的变形,其形状公差不得超出下列规定:1)钢板的平面度不应超过表1规定表1 钢板平面度公差值f2)型材的直线度和垂直度公差不超过表2的规定表23)歪扭不超过表2的规定,当超过规定,本公司无法矫正时,经检验部门同意,可用于次要结构。
1.2.2下料:1.2.2.1尺寸偏差:钢材可采用机械剪切、气割、等离子切割、火焰切割、激光切割等下料方法,零件切割后的尺寸偏差应符合下列规定:剪板机下料零件尺寸的极限偏差按表3规定:气割、等离子切割、火焰切割的零件尺寸的极限偏差按表4规定表3 剪板机下料零件尺寸的极限偏差mm表4 气割、等离子切割、火焰切割零件尺寸的极限偏差mm当板厚小于或等于18mm时,气割孔直径尺寸的极限偏差按表5规定:当板厚>18-30时,极限偏差按表5放大0.5mm;当板厚>30时,极限偏差按表5放大1mm。
焊接规范——精选推荐

焊接规范焊检⼯艺规范3.⽓保护焊、⾃保护焊全焊透坡⼝形状和尺⼨宜符合下表要求:4.焊接⼯艺参数应符合下列规定:1)要求完全焊透的焊缝,单⾯焊时应加衬垫,双⾯焊时应清根;2)焊条电弧焊焊接时焊道最⼤宽度不应超过焊条标称直径的4倍,实⼼焊丝⽓体保护焊,药芯焊丝⽓体保护焊焊接时焊道最⼤宽度不应超过20mm;3)导电嘴与⼯件距离:埋弧⾃动焊40mm±10 mm;⽓体保护焊20 mm ±7 mm;4)保护⽓种类:⼆氧化碳;富氩⽓体,混合⽐例为氩⽓80%+⼆氧化碳20%;5)保护⽓体流量:20L/min~50L/min;6)⼆氧化碳⽓体保护焊接免于⼯艺评定时,采⽤以下⼯艺参数焊接:常⽤结构钢材⽓体保护埋弧焊焊接材料的选配6.焊缝坡⼝表⾯及组装质量应符合下列要求:1)焊接坡⼝可⽤⽕焰切割或机械或机械⽅法加⼯.当采⽤⽕焰切割时,切割⾯质量应符合国家现⾏标准的相应规定..缺棱为1~3mm时,应修磨平整;缺棱超过3mm时,应⽤直径不⼩于3.2mm的低氢型焊条补焊,并修磨平整。
当采⽤机械⽅法加⼯坡⼝时,加⼯表⾯不应有台阶;坡⼝尺⼨组装允许偏差:2)施焊前,焊⼯应检查焊接部位的组装和表⾯清理的质量,如不符合要求,应修磨补焊合格后⽅能施焊。
各种焊接⽅法焊接坡⼝组装允许偏差值设计图纸和规范要求。
坡⼝组装间隙超过规范规定时,可在坡⼝单侧或两侧堆焊、修磨使其符合要求,但当坡⼝组装间隙超过较薄板厚度2倍或⼤于20mm时,不应⽤堆焊⽅法增加构件长度和减⼩组装间隙;3)搭接接头及T形⾓接接头组装间隙超过1mm或管材T,K,Y形接头组装间隙超过1.5mm时,施焊的焊⾓尺⼨应⽐设计要求值增⼤且符合规范规定。
但T形⾓接接头组装间隙超过5mm时,应事先在板端堆焊并修磨平整或在间隙内堆焊填补后施焊。
4)严禁在接头间隙中填塞焊条头、铁块等杂物。
7.引弧板、引出板、垫板应符合下列要求:1.)严禁在承受动载荷且需经疲劳验算构件焊缝以外的母材上打⽕、引弧或装焊夹具。
焊接工艺要求

1、焊接工艺规程要求及焊接检验1.1、焊工资格焊工必须经过专门的基本理论和操作技能培训,考试合格并取得电网钢管结构焊工合格证书。
1.2、焊接材料焊接材料的使用、管理按照JB/T 3223执行。
1.3、焊缝质量等级1.3.1、焊缝质量等级的确定应按图纸、设计文件的要求。
焊缝质量等级要求如下: a)、环向对接焊缝、连接挂线板焊缝应满足一级焊缝质量要求。
b)、横担与主管连接焊缝应满足二级焊缝质量要求。
c)、管管相贯焊缝、钢管与带颈平焊法兰连接的搭接角焊缝、钢管与平板法兰连接的环向角焊缝、钢管纵向对接焊缝应满足二级焊缝外观质量要求。
d)、其他焊缝应达到三级焊缝的质量要求。
1.3.2 塔身或横担主管的纵焊缝宜布置在结构断面的对角线的外侧方向。
1.4、焊接工艺要求1.4.1、焊接作业场所出现以下情况时必须采取措施,否则禁止施焊。
a)当焊条电弧焊焊接作业区风速超过8m/s、气体保护电弧焊及药芯焊丝电弧焊焊接作业区风速超过2m/s时;制作车间内焊接作业区有穿堂风或鼓风机时;b)相对湿度大于90%;c)焊接Q345以下等级钢材时,环境温度低于-10℃;焊接Q345钢时,环境温度低于0℃;焊接Q345以上等级钢材时,环境温度低于5℃。
1.4.2、焊缝坡口型式和尺寸,应以GB/T 985.1、GB/T 985.2的有关规定为依据来设计,对图纸特殊要求的坡口形式和尺寸,应依据图纸并结合焊接工艺评定确定。
1.4.3、坡口加工应优先采用机械加工,也可选用自动或半自动气割或等离子切割、手工切割的方法制备。
但应保证焊缝坡口处平整、无毛刺,坡口两侧50mm范围不得有氧化皮、锈蚀、油污等,也不得有裂纹、气割熔瘤等缺陷。
1.4.4、严禁在焊缝间隙内嵌入填充物。
1.4.5定位焊的工艺措施及质量要求应与正式焊缝相同。
定位焊高度不宜超过设计焊缝高度的2/3,长度不小于25mm。
定位焊点一般不少于3点,且应均匀分布。
1.4.6、焊接过程中应严格按照焊接工艺评定确定的焊接方法、焊接参数进行焊接。
定位焊规范2013.12.3

定位点焊规范1、定位焊材料的选取。
定位焊所用焊接材料应与正式焊缝的焊接材料相当。
现在2#厂房钢结构为Q345B钢材,应用J506焊条。
2、焊条的领用及保存。
烘干后的低氢焊条应放置于温度不低于120℃的保温箱中存放、待用;使用时应置于保温筒中,随用随取;焊条烘干后在大气中放置时间不应超过4h,重新烘干次数不应超过1次。
3、定位焊缝附近的母材表面和两侧应均匀、光洁,且应无毛刺、裂纹和其他对焊缝质量有不利影响的缺陷。
待焊接的表面及距焊缝坡口边缘位置30mm范围内不得有影响正常焊接和焊缝质量的氧化皮、锈蚀、油脂、水等杂质。
注意尤其是在气割之后,铆工要清理割缝及附近的氧化渣以保证后续焊接的质量。
4、定位焊尺寸。
定位焊缝厚度不应小于3mm,长度不应小于40mm,其间距宜为300mm~600mm。
如果构件的尺寸较小,定位焊的尺寸要保证在焊接过程中不得开裂。
5、定位焊质量。
定位焊缝与正式焊缝应具有相同的焊接工艺和焊接质量要求;定位焊焊缝存在裂纹、气孔、夹渣等缺陷时,应完全清除。
在定位焊时要控制焊接电流,定位焊不得出现咬边。
6、严禁在焊缝中加塞焊条、铁条等异物。
7、铆焊顺序。
构件的安装要考虑到后续的焊接工序,构件之间不得影响焊接的质量。
(1)、牛腿翼板与柱翼板的焊缝为一级探伤缝,为保证焊缝的连续性,在焊接次焊缝前要在腹板处开过焊孔,并将过焊孔处的氧化渣清理干净。
(2)、柱地板与工字钢翼板的焊缝为熔透焊缝,其上面的筋板要待两条焊缝焊接完成后在安装。
(3)、立柱变截面处翼缘板与腹板的对接焊缝均为熔透焊缝,在牛腿对应的劲板安装之前要将所有的对接焊缝焊完。
(4)零件的安装过程中如果存在连个零件的间距过小而可能影响焊接时,要先装重要构件,待重要构件焊接完成后在装次要构件。
定位焊焊接要求
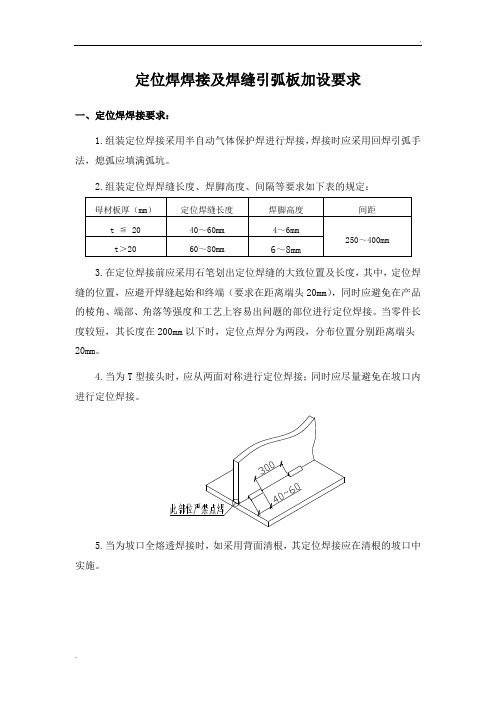
定位焊焊接及焊缝引弧板加设要求一、定位焊焊接要求:1.组装定位焊接采用半自动气体保护焊进行焊接,焊接时应采用回焊引弧手法,熄弧应填满弧坑。
2.组装定位焊焊缝长度、焊脚高度、间隔等要求如下表的规定:3.在定位焊接前应采用石笔划出定位焊缝的大致位置及长度,其中,定位焊缝的位置,应避开焊缝起始和终端(要求在距离端头20mm),同时应避免在产品的棱角、端部、角落等强度和工艺上容易出问题的部位进行定位焊接。
当零件长度较短,其长度在200mm以下时,定位点焊分为两段,分布位置分别距离端头20mm。
4.当为T型接头时,应从两面对称进行定位焊接;同时应尽量避免在坡口内进行定位焊接。
5.当为坡口全熔透焊接时,如采用背面清根,其定位焊接应在清根的坡口中实施。
6.当为坡口全熔透焊接时,如采用带垫板焊接,定位焊应焊接于非坡口侧,严禁在坡口面进行定位焊接,如下图所示:7.在引弧、熄弧板装配定位时,为了避免损伤母材,要求在坡口内进行定位焊接以固定引弧、熄弧板,严谨在非坡口侧进行定位焊接,如下图所示:8.工程中有要求在工厂对现场焊接坡口加设垫板时,焊接垫板的定位点焊采用气体保护焊在坡口反面进行焊接,严禁在坡口面进行焊接,如下图所示:9.组装焊接所选用焊接材料应与正式焊接时的一致,采用与实际焊接时相同的焊接材料。
10.为了构件组装固定以及防止焊接收缩变形所采用的焊接在构件上的支撑等,在全部的焊接施工完成后必须彻底去除,并应将焊接部位修整与周围母材平滑,并应检查有无缺陷残留,确认无裂缝等有害缺陷。
二、焊缝引弧板加设要求:为了防止焊接时焊缝起弧、收弧处产生焊缝产生熔合不良、气孔和夹渣、裂纹等缺陷,在焊接前应在焊缝两端加设引弧板和熄弧板,具体加设要求如下:1.T形接头、十字形接头、角接接头和对接接头主焊缝两端,焊前应设置引弧板和引出板,其坡口形式应与被焊焊缝相同。
2.手工电弧焊和气体保护焊加设引弧板规格要求为50*80㎜(宽*长),焊缝引出长度应不小于25mm。
定位焊作业指导书

ZYTBHLD-QF-033定位焊作业指导书1 范围本标准规定了定位焊的要求本标准适用于本公司碳素钢低合金钢制压力容器的手工电弧焊和熔化极气体保护焊的组对定位焊2 定义本标准采用下列定义定位焊用来固定各被焊件之间相互位置保证整个结构得到正确的几何形状和尺寸的焊接3 焊工和焊接材料3.1 定位焊焊工应具备焊接该钢种相应位置的资格3.2 定位焊所用的焊接材料应与焊接工艺卡中规定的焊接材料一致4 基本要求4.1 焊接时如需预热则定位焊前亦应进行预热,预热温度应比正常焊接时提高30 ℃~50℃4.2 定位焊为间断焊,工件温度较正常焊接时低,由于热输入量不足,易产生未焊透,故焊接电流应比正常焊接时提高10 % ~15 %。
4.3 在焊缝交叉处和焊缝方向急剧变化处不应进行定位焊,可离开50 mm 左右进行定位焊4.4 定位焊时,焊接拘束度大,容易开裂,为了防止开裂,应尽量避免强行组装4.5 当发现定位焊焊缝中存在裂纹和不允许的缺陷时,应及时铲除掉并移位重焊4.6 定位焊起头和结尾处应园滑以防焊缝接头在该处产生未焊透4.7 对于珠光体耐热钢和标准屈服强度下限值σs ≧392 MPa 的低合金钢定位焊时应在坡口内引弧严禁在母材表面引弧定位焊后应尽快进行焊接并焊满整个焊缝避免中途停顿时间过长4.8 不锈钢定位焊应在坡口内进行需要加焊辅助板时应用与母材相同钢种的材料去除辅助板时应防止损伤基体金属焊接处应打磨光滑4.9 不锈复合钢板定位焊应在基层金属坡口内采用焊接基层金属的焊接材料进行5 定位焊焊缝的尺寸5.1 薄板及中厚板按表1表1 定位焊焊缝的尺寸 mm5.2 厚壁高压容器、多层高压容器的环焊缝组对定位焊应在里口进行,定位焊缝长度为60 mm ~80 mm,间距为150 mm~ 200 mm 同时在容器外部坡口内焊接定距块,定距块的材料与母材一致焊接工艺焊接规范预热温度与容器环焊缝的焊接工艺相同定距块割除后留下的焊疤应打磨去除,母材上留下的缺肉凹陷应补焊对低温钢,标准抗拉强度下限值σb ≧540 MPa 的低合金高强度钢,铬钼耐热钢材料应在打磨位置进行磁粉或渗透检测5.3 接管定位焊按接管外径d 不同,定位焊的数目位置亦不相同当d ≦42 mm 时只需定位焊一处;42mm<d 76 mm 时定位焊两处;76 mm<d 133 mm 时定位焊三处;管径更大时可适当增加定位焊数量。
钢板焊接施工要求
钢板焊接施工要求
1、定位焊
①装配精度、质量符合图纸和技术规范的要求才允许定位焊。
②若焊缝施焊要求预热时,则一定要预热到相应的温度以后才能允许定位焊;
③定位焊完毕后若产生裂纹,分析产生原因并采取适当措施后才能在其附近重新定位焊,并将产生裂纹的定位焊缝剔除。
2、焊接环境
原则上本钢结构工程的焊接在工厂和现场进行,对于现场的焊接环境,规定必须要满足以下条件:钢板表面温度≥5℃,相对湿度≤
80℅,风速≤10m/s(手工电弧焊)或风速≤2m/s(气体保护焊);
3、对焊接的要求
①施焊时应严格控制线能量和最高层间温度;
②焊工应按照焊接工艺指导书中所指定的焊接参数,焊接施焊方向,焊接顺序等进行施焊;应严格按照施工图纸上所规定的焊角高度进行焊接。
③焊接前应将焊缝表面的铁锈、水分、油污、灰尘、氧化皮、割渣等清理干净;
④不允许任意在工作表面引弧损伤母材,必须在其它钢材或在焊缝中进行。
⑤施焊应注意焊道的起点、终点及焊道的接头不产生焊接缺陷,
手工多层多道焊时焊接接头应错开。
⑥焊后要进行自检、互检,并做好焊接施工记录。
4、焊缝表面质量
①对接焊缝的余高为2~3mm,必要时用砂轮磨光机磨平。
②焊缝要求与母材表面匀顺过渡,同一焊缝的焊脚高度要均匀一致。
③焊缝表面不准电弧光伤、裂纹、气孔及凹坑;
④主要对接焊缝的咬边不允许超过0.5mm,次要受力焊缝的咬边不允许超过1mm;
⑤钢板的对接焊缝应与母材表面打磨齐平。
焊接件装配定位焊工艺守则概要

1.主题内容与合用范围。
本守则规定了焊接件装置方案的选择原则及装置定位焊的详细要求。
本守则合用于本厂产品的焊接件装置定位焊。
若本守则与产品图纸要求相矛盾时 ,以产品图纸为准。
2.装置定位焊前的准备工作。
2.1 熟习产品图纸与工艺 ,认识构造件的特色、技术要求。
2.2 选择合理的工作场所 , 准备必用的工具 ,将工作场所整理洁净 , 平台表面打扫洁净 ,不留异物 ,邻近消除全部阻碍物。
2.3 领取装置用部件 ,全部部件都一定检查合格,不合格件不得装置。
2.4 清理部件焊接处2.4.1 凡气割部件一律用铲或砂轮消除熔渣毛刺。
2.4.2 将部件焊逢双侧距焊缝20mm 内的铁锈、氧化皮、油污及其余脏物清理干净,不然严禁装置。
对不锈钢部件,应采纳不锈钢丝刷或铜丝刷,严禁采纳钢丝刷。
2.4.3 依据工艺和详细生产条件,准备好专用工装 ,并熟习其使用方法 ,若自制胎夹具 ,则应知足以下要求 :a.构造简单 ,使用方便 ,能知足装置质量要求。
b.装拆方便 ,安全靠谱 ,尽可能合用。
2.4.4 准备好标准工具和协助工具,检查其能否安全靠谱。
3.装置定位焊。
3.1 装置方案的选择。
3.1.1 尽量将大型复杂的构件 , 依据实质可能分红几个组件 , 分别进行装置焊接 , 大的组件可分红几个小的组件装焊 ,小的组件装焊好 ,再构成大的组件。
为方便运输和保证运输安全 ,大的组件可到现场总装。
3.1.2 大的构件分组依照以下 :a.厂内和工地的起重能力b.厂内厂外运输条件c.尽可能减少工地总装时的装置和焊接工作量。
3.1.3 装置时 ,为减少焊接变形 ,应采纳合理的装置次序。
3.1.4 洗浆机鼓体可先装置焊接左右半鼓,而后穿一工装轴定位 ,再将左右半鼓与中间筒体装置定位焊成鼓体组件。
3.1.5 洗浆机槽体 ,先分红左右边板组件进行装置定位焊 ,并焊接 ,而后再与槽底板及其余件 (支座、法兰等装置定位焊 ,构成槽体。
3.1.6 其余产品的鼓体和槽体均可借这类次序装置定位焊,并依据构造的不一样作灵巧改变。
定位焊的要求
资料范本
本资料为word版本,可以直接编辑和打印,感谢您的下载
定位焊的要求
地点:__________________
时间:__________________
说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容
定位焊的基本要求
(1)定位焊的数量应尽量减少,定位焊缝应具有足够的长度,对一般强度钢,应不小于30mm;对高强度钢,应不小于50mm;定位焊的质量应与施焊的焊缝质量相同,定位焊的缺陷应在施焊前清除干净。
(3) 如果需要在构件端部、焊道的端部使用定位焊,定位焊长度建议不小于100mm。
(4)定位焊不能在焊缝的交叉处,其离开交叉点的距离一般不宜小于板厚的10倍。
见图3——5—8
(5)板缝定位焊必须施于坡口的反面。
角钢的定位焊应施于角边的内缘。
T 型材在采用单面连续焊时,其定位焊施于不焊的一面;一面连续,一面间断焊时,应施于间断焊的一边。
(6)定位焊焊条须与正式焊接时所用的焊条相同
(7)定位焊的焊接电流应比正常电流大15%~20%;定位焊缝两头应平滑,防止正式焊接时造成未焊透或裂纹。
定位焊缝不应有明显的裂纹、夹渣等缺陷。
定位焊的规格:
定位焊长度(mm)
定位焊间距(mm)
定位焊高度要求
35~45
300-500MM
与要求高度一致。
管子定位焊的方法
管子定位焊的方法管子定位焊是一种非常常见的焊接方法,在很多领域都得到了广泛的应用,比如工业压力容器、石油化工、航空航天等。
管子定位焊主要是用来连接两根管子,并且让它们之间的连接更加牢固,不容易出现漏气、漏油等问题。
在使用这种方法进行焊接时,需要掌握一些基本的技巧和方法,下面我们就来详细介绍一下。
一、选材在进行管子定位焊之前,首先需要选择适合的焊材。
通常情况下我们会选择焊丝作为焊接材料,当然也可以使用其他金属材料,比如钢、铝、铜等。
选择合适的材料需要考虑焊接的环境、所要承受的压力、温度等因素,以确保焊接的效果和牢固程度。
二、准备工作进行管子定位焊要先做好准备工作,比如将要进行焊接的两根管子清洗干净,去除上面的污物和氧化层,以确保焊接更牢固。
清洗管子时,可以使用柿子水、酸洗等方法,清除掉管子上面的氧化物和污垢。
另外,为了保证管子定位焊的质量,焊接过程中应保证焊接工件的相对位置不变。
可以通过夹具、角钢、卡板等方式将工件固定住,防止在焊接的过程中发生移动。
三、焊接焊接环节是管子定位焊步骤中最关键的一步,只有正确的操作才能保证焊接之后的管子连接更加牢固。
针对不同焊接方式,步骤略有不同1.手工电弧焊手工电弧焊是一种常见的管子定位焊方式,此方式我们常常用到焊条。
先用铁锤将管端削锋锐化,以便于管端套进去。
管子套好之后对于管子和弧焊枪作位置调整,当将电弧焊头放置在管子焊口处时,应将电极保持在水平位置以便于电弧在管壁中间发生。
在焊接过程中,应该保证焊接时准确、均匀的移动电极,手持电极并保持正确的角度。
2.气体保护电弧焊与手工电弧焊类似,气体保护电弧焊也需要将管子削锐,以便于套入管口。
在进行气体保护电弧焊时,使用气体保护焊机。
在焊接过程中,需要把焊枪稳定在管口处,并持续不断地喷出保护气体,以保障焊接质量。
3.惰性气体保护焊惰性气体保护焊通常用于焊接不锈钢、铝和镁等高耐腐蚀性的材料。
先将焊接的两根管子对齐,然后放在焊接机上进行惰性气体保护焊接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
定位焊焊接及焊缝引弧板加设要求、定位焊焊接要求:
1.组装定位焊接采用半自动气体保护焊进行焊接,焊接时应采用回焊引弧手法,熄弧应填满弧坑。
2.组装定位焊焊缝长度、焊脚高度、间隔等要求如下表的规定:
3.在定位焊接前应采用石笔划出定位焊缝的大致位置及长度,其中,定位焊缝的位置,应避开焊缝起始和终端(要求在距离端头20mm,同时应避免在产品的棱角、端部、角落等强度和工艺上容易出问题的部位进行定位焊接。
当零件长度较短,其长度在200mm以下时,定位点焊分为两段,分布位置分别距离端头20mm
4.当为T型接头时,应从两面对称进行定位焊接;同时应尽量避免在坡口内进行定位焊接。
5.当为坡口全熔透焊接时,如采用背面清根,其定位焊接应在清根的坡口中实施。
6. 当为坡口全熔透焊接时,如采用带垫板焊接,定位焊应焊接于非坡口侧, 严禁在坡口面进行定位焊接,如下图所示:
7. 在引弧、熄弧板装配定位时,为了避免损伤母材,要求在坡口内进行定位 焊接以固定引弧、熄弧板,严谨在非坡口侧进行定位焊接,如下图所示:
8. 工程中有要求在工厂对现场焊
接坡口加设垫板时, 焊接垫板的定位点焊采 用气体保护焊在坡口反面进行焊接,严禁在坡口面进行焊接,如下图所示
:
占
八
9.组装焊接所选用焊接材料应与正式焊接时的一致,采用与实际焊接时相同的焊接材料。
10.为了构件组装固定以及防止焊接收缩变形所采用的焊接在构件上的支撑
等,在全部的焊接施工完成后必须彻底去除,并应将焊接部位修整与周围母材平滑,并应检查有无缺陷残留,确认无裂缝等有害缺陷。
二、焊缝引弧板加设要求:
为了防止焊接时焊缝起弧、收弧处产生焊缝产生熔合不良、气孔和夹渣、裂纹等缺陷,在焊接前应在焊缝两端加设引弧板和熄弧板,具体加设要求如下:
1.T形接头、十字形接头、角接接头和对接接头主焊缝两端,焊前应设置引弧板和引出板,其坡口形式应与被焊焊缝相同。
2.手工电弧焊和气体保护焊加设引弧板规格要求为50*80伽(宽*长),焊缝引出长度应不小于25mm
3.埋弧焊加设引弧板规格要求为100*200 mm (宽*长),焊缝引出长度应不小于80mm。