矿泉水瓶加工成型设计
矿泉水瓶挤出吹塑成型工艺及模具设计(本科毕业论文)

第1章 绪论
1.1
塑料挤出成型是用加热的方法使塑料成为流动状态,然后在一定压力的作用下使它通过塑模,经定型后制得连续的型材。挤出法加工的塑料制品种类很多,如管材、薄膜、棒材、板材、电缆敷层、单丝以及异形截面型材等。挤出机还可以对塑料进行混合、塑化、脱水、造粒和喂料等准备工序或半成品加工。塑料中空制品是指塑料制品中的瓶、桶、罐、箱以及各种食品、饮料、医药、调味品、化妆品、日用化工品、化工包装容器、工业零配件、产品周转箱及储运等各种形状及不同容积的各种物品的包装。这类塑料制品具有重量轻、强度高、密封性好、不易破损、耐水防潮、耐腐蚀、阻隔性好,可用于各种液体和粉状、粒状物品的包装,既美观又卫生,还方便携带和运输等性能特点。塑料中空制品用途广泛,是国民经济建设发展和人民日常生活中不可缺少的塑料包装容器。
挤出成型已成为最普通的塑料成型加工方法之一。用挤出法生产的塑料制品大多使用热塑性塑料,也有使用热固性塑料的。挤出成型具有效率高、投资少、制造简便,可以连续化生产,占地面积少,环境清洁等优点。通过挤出成型生产的塑料制品得到了广泛的应用,其产量占塑料制品总量的三分之一以上。中空吹塑是借助气体压力使闭合在模具中的热熔塑料型坯吹胀形成空心制品的工艺。挤出吹塑成型是成型中空塑件的主要方法。挤出吹塑成型模具结构简单、投资少、操作容易,主要用于制造薄壁塑料瓶、桶以及玩具类塑件。吹塑制品具有优良的耐环境应力开裂性、气密性,耐冲击性,能保护容器内装物品;还有耐药品性、抗静电性、韧性和耐挤压性等。因此,挤出成型在塑料加工工业中占有很重要的地位。
改革开放以来,随着高密度塑料的诞生和吹塑成型机的发展,吹塑技术得到了广泛应用。中空容器的体积可达数千升,有的生产已采用了计算机控制。适用于塑料中空制品成型常用材料有:聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)、聚对苯二甲酸乙二醇酯(PET)、聚苯乙烯(PS)、聚碳酸酯(PC)等,另外还有线性低密度聚乙烯(LLDPE)、高分子量聚乙烯(HMWPE)等树脂,得到的容器广泛应用于人民日常生活和工业容器的包装。越来越多的塑料瓶代替了玻璃瓶,而且形状更美观,款式也非常多,用途也相当广泛,如:洗洁精瓶、药瓶、汽油瓶、蒸馏水瓶等。
矿泉水瓶热流道注射模具设计
成都理工大学工程技术学院毕业论文矿泉水瓶坯热流道注射模具的设计姓名:XXX专业:XXX指导老师:XXX摘要这篇论文是对大批量生产的饮料瓶坯进行了热流道注射模具的设计,瓶坯材料为PETP,其熔点较高(260℃左右)。
注射成型温度范围较窄,如果一模多腔采用普通的浇注系统,PET熔料的流动性大大下降,甚至凝固。
所以只有通过热流道注射成型才可以实现。
采用一模两腔加工。
对流道直径的设计主要参考了苏娟华的一篇相关论文,对直径进行了优化设计,并利用最小二乘法,对PET塑料的表观粘度和剪切速率关系进行公式化拟合。
优化设计的结果与实际应用的热流道之间的最佳经验值接近。
根据塑件的特点,模具的侧向分型采用了两跟斜导柱。
关键词:热流道优化设计PET瓶坯侧向分型AbstractThis paper deals with the injection mould with hot runner to inject PET bottles, which leads to higher productivity.The material of bottles is PETP which with a higher melting point, about 260℃around, so it has a narrow range of mounding temperature .If we adopt ordinary mounding System to produce bottles which have more moulds in a cavity.The fluidity of the melting material of PET will greatly decline; indeed freeze, so we adopt injection mould with hot runner to complete the production. The design to the diameter of hot runner and hot gate was consult a paper from Su Juanhua. It deals with the optimal diameter design in injection mould. The computational results of the optimal programming are found to be in good agreement with the experiential data. The work performed in this paper will make a contribution to the application of the hot runner in injection mould. The mould adopts two oblique pillars to detach the mould based the characteristic of the bottles.Key words:hot runners, Optimization, PET bottles, lateral detach the mould目录摘要 IAbstract II1前言 12 塑件的工艺分析,模具结构方案的确定、设备的校核 22.1塑料工艺分析、填写工艺卡 22.2确定模具方案 52.3注射机的选择和校核 73 浇注系统的设计 103.1热流道板的设计 103.2浇口套的设计 153.3定位圈的设计 163.4排溢系统的设计 174成型零部件的设计和校核 184.1凸模的设计和校核 184.2型腔的设计和校核对 185导向机构的设计 205.1导柱导套的配合 205.2导柱的设计和校核 205.3导套的设计与校核 216 侧向机构的设计 226.1滑块的设计 226.2斜销的设计与校核 227 冷却系统的设计 257.1冷却系统的设计原则 257.2计算 258 结构件的设计 278.1模板,固定板,垫块的设计 278.2紧固件和定位件的设计 278.3吊环螺钉的设计 278.4模具加工和注意事项 279 结论 2810致谢29参考文献 301前言热流道作为热塑性塑料注射模的一门技术,以其特有的优势,正逐步被应用和推广,发展和普及热流道技术对提高我国的塑料模技术起着关键的作用。
矿泉水瓶盖注塑模具设计
3.冷料穴的设计:冷料 穴的作用是储藏流道前 锋冷料,以免影响塑件 质量。如右图
4.分流道浇口:应选用 点浇口,浇口不能过大 否则会在塑件上产生疤 痕,也不能过小,会使 材料发热变质,如右图
பைடு நூலகம்-6-
冷料穴
绿线处为所设的 隐藏式的浇口
红线处为阶 梯分型面
分流道浇口设计 蚌埠学院2013届本科毕业答辩
-12蚌埠学院2013届本科毕业答辩
总结
1.本次设计的注射模具一般用来生产塑件的外表面不 允许留下印痕的瓶盖,该设计的模具结构简单 。采 用齿条齿轮自动脱螺纹机构,该机构能实现产品的 自动化,但生产效率较低。
2.此次设计的遗憾是没有设计矿泉水瓶盖的防伪圈, 在以后的设计中会继续钻研。
-13蚌埠学院2013届本科毕业答辩
3.进行锁模力和开模行程的校核。
-4蚌埠学院2013届本科毕业答辩
3.2 浇注系统的设计
1.主流道的设计:应从 锥角,内壁粗糙度,喷 嘴球半径,主流道长度 几个方面去考虑,如右
2.分流道的设计:采用 半圆形截面的流道,并 且采用平衡式布置的方 式,如右
-5-
浇口套
分流道与型腔布置方式 蚌埠学院2013届本科毕业答辩
-2蚌埠学院2013届本科毕业答辩
2 塑件的二维及三维图
矿泉水瓶盖三维结构实体图 矿泉水瓶盖三维结构概念图
-3蚌埠学院2013届本科毕业答辩
3.1 塑件分析和材料设备的选择
1.此次设计我们首先应选择合适的材料,综合力学性能, 材料的价格,我们选择聚丙烯。
2.然后进行注塑设备的选择,根据计算出的塑件的体积得 到最大注射量,确定注塑机的型号,再根据注塑机的锁模 力确定型腔的数目,取型腔数目为二。
矿泉水瓶的生产结构和原理
矿泉水瓶的生产结构和原理矿泉水瓶是一种用于运输和储存饮用水的塑料容器。
它的外观通常呈圆柱形,上部带有一个盖子可以打开和关闭。
矿泉水瓶通常由聚乙烯(PE)、聚丙烯(PP)或聚对苯二甲酸乙二酯(PET)等塑料材料制成。
矿泉水瓶的生产结构主要包括以下几个步骤:原料处理、注塑成型、冷却、喷漆、贴标签、包装等。
下面将详细介绍这些步骤和相关原理。
首先,原料处理。
塑料瓶的原料通常是聚合物树脂颗粒,这些颗粒通常需要进行预干燥以去除水分和其他杂质。
然后,将原料添加到注塑机的喂料口,通过螺杆加热和加压使其熔化。
接下来,注塑成型。
熔化的塑料通过螺杆压力进入注塑模具的腔体中,模具被封闭并施加压力使塑料充满模腔。
然后,冷却液通过冷却管道进入模具,使熔融塑料迅速冷却和固化。
一旦塑料固化,注塑机的压力消失,模具打开并弹出塑料制品。
冷却完成后,喷漆工艺开始。
这个步骤主要是美化塑料瓶的外观,通常会在瓶身上喷涂一层底漆,然后喷涂所需颜色的油漆。
喷涂完成后,塑料瓶会被送入干燥室,使油漆迅速干燥。
喷漆完成后,贴标签工艺开始。
标签通常由纸张或塑料制成,上面印有品牌名称、产品信息等内容。
贴标签的方式有两种:手工贴和机器贴。
手工贴是工人将标签手工粘贴在瓶身上,而机器贴则是通过自动化设备将标签粘贴到瓶身上。
最后,矿泉水瓶需要进行包装。
通常采用自动化包装设备将瓶子装入纸盒或塑料袋中,以便于物流运输和销售。
包装完成后,矿泉水瓶就可以正式出厂。
总结起来,矿泉水瓶的生产结构包括原料处理、注塑成型、冷却、喷漆、贴标签和包装。
这些步骤相互配合,通过先进的自动化设备实现高效、规模化的生产,并确保矿泉水瓶的质量和外观达到标准要求。
这些生产技术和原理在矿泉水瓶的大规模生产中起到了重要作用,为人们提供了方便、安全的饮用水储存和运输方式。
矿泉水瓶加工工艺流程
矿泉水瓶加工工艺流程
矿泉水瓶的加工工艺流程包括以下步骤:
原料准备:选择符合要求的聚对苯二甲酸乙二醇酯(PET)粒子作为原料,并将其干燥处理,去除其中的水分。
熔融和挤出成型:将PET粒子通过熔融和挤出成型工艺,加热至熔融状态,然后通过挤出机将熔融的PET树脂挤出成瓶坯。
控制温度和挤出速度,确保瓶坯的质量和牢固度。
模具冷却和定型:瓶坯会通过模具进一步冷却和定型,形成具有一定形状的瓶身。
模具的设计和冷却效果会影响瓶身的形状和尺寸。
瓶口处理:在瓶坯的适当位置切割出瓶口,并进行磨光处理,以提高瓶口的平滑度和美观度。
脱模和输送:从模具中脱出瓶身,并将其输送到后续的加工环节。
加热和拉伸:将瓶身加热至适当的温度,并进行拉伸处理,以提高其机械性能和透明度。
冷却和定型:对拉伸后的瓶身进行冷却和定型,使其保持所需的形状和性能。
质检和包装:对成品进行质量检查,确保符合要求,然后进行包装,以保护瓶身并便于运输和存储。
通过以上步骤,可以完成矿泉水瓶的加工工艺流程。
整个过程中,温度、压力、速度等工艺参数的控制以及原料的选择和处理都非常重要,它们直接影响到最终产品的质量和性能。
矿泉水瓶加工成型设计
矿泉水瓶加工成型设计201013020427 杨艳艳水,生命之源,和人类的生活息息相关。
在日常生活中,矿泉水跟我们接触非常密切。
在此选取了矿泉水瓶作为研究对象,来探究其是如何从原料一步一步变成一个完整的矿泉水瓶的。
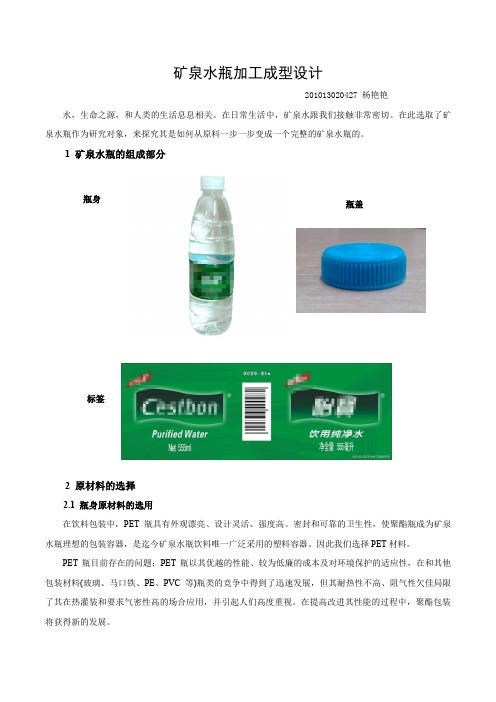
1 矿泉水瓶的组成部分2 原材料的选择2.1 瓶身原材料的选用在饮料包装中,PET 瓶具有外观漂亮、设计灵活、强度高。
密封和可靠的卫生性,使聚酯瓶成为矿泉水瓶理想的包装容器,是迄今矿泉水瓶饮料唯一广泛采用的塑料容器。
因此我们选择PET 材料。
PET 瓶目前存在的问题:PET 瓶以其优越的性能、较为低廉的成本及对环境保护的适应性,在和其他包装材料(玻璃、马口铁、PE 、PVC 等)瓶类的竞争中得到了迅速发展,但其耐热性不高、阻气性欠佳局限了其在热灌装和要求气密性高的场合应用,并引起人们高度重视。
在提高改进其性能的过程中,聚酯包装将获得新的发展。
改进耐热性:普通PET瓶不能用于果汁、茶等需热灌装的物品包装。
目前通过研究,已开发了3类实用的耐热聚酯瓶:①热定型瓶,可达到85℃灌装的要求;②PET/PEN合金瓶,PEN耐热性高,在普遍注拉吹设备上可制得符合80℃以上热灌装要求的瓶子,倘若再经热定型处理,热灌装温度可达90℃以上;③与耐热性聚芳酯等制成多层复合瓶,以提高耐热性。
提高阻气性:尽管PET的气体阻隔性远高于聚乙烯、聚丙烯、聚苯乙烯等塑料。
但对于啤酒、自酒、香水等保鲜、保味要求较苛刻的产品仍然不能满足要求。
提高阻气性的方法主要有如下3种:①多层复合。
以PET为主,加入PVDC、EVOH、MXD6、PEN等其他气密性好的材料做成3层或5层瓶;②采用特殊处理方法,如在PET瓶内或外层涂布环氧阻隔层,或进行等离子体处理(ACTIS技术);③用其他阻隔性树脂成型,以PEN或PEN与PET的共聚或共混物为原料,既提高了瓶子的阻气性,又提高了瓶子的耐热性,可满足啤酒保存3~6个月的要求,还可以碱洗消毒,重复使用,从而降低成本。
矿泉水瓶

矿泉水瓶中空吹塑工艺流程设计设计者:祝相周一、设计任务吹塑示意图如下自选一款矿泉水瓶,进行中空吹塑工艺流程设计某一矿泉水瓶尺寸(单位均为cm):圆柱的半径 3.305圆台上表面半径2.885罐的总高度12.310圆柱的高度10.210顶盖的厚度0.028侧壁的厚度0.011PET聚酯二、塑料简介塑料是指以树脂(或在加工过程中用单体直接聚合)为主要成分,以增塑剂、填充剂、润滑剂、着色剂等添加剂为辅助成分,在加工过程中能流动成型的材料。
塑料为合成的高分子化合物,可以自由改变形体样式。
塑料主要有以下特性:①大多数塑料质轻,化学性稳定,不会锈蚀;②耐冲击性好,具有较好的透明性和耐磨耗性;③绝缘性好,导热性低;一般成型性、着色性好,加工成本低;④大部分塑料耐热性差,热膨胀率大,易燃烧;⑤尺寸稳定性差,容易变形,多数塑料耐低温性差,低温下变脆;⑥容易老化,某些塑料易溶于溶剂;⑦回收利用废弃塑料时,分类十分困难,而且经济上不合算;⑧塑料容易燃烧,燃烧时产生有毒气体;⑨塑料是由石油炼制的产品制成的,石油资源是有限的。
三、中空吹塑简介中空吹塑( 又称吹塑模塑) 是借助于气体压力使闭合在模具中的热熔型坯吹胀形成中空制品的方法,是第三种最常用的塑料加工方法,同时也是发展较快的一种塑料成型方法。
吹塑用的模具只有阴模( 凹模) ,与注塑成型相比,设备造价较低,适应性较强,可成型性能好( 如低应力) 、可成型具有复杂起伏曲线( 形状) 的制品。
中空吹塑又分为注射吹塑、挤出吹塑和拉伸吹塑,注射吹塑是用注射成形法先将塑料制成有底型坯,再把型坯移入吹塑模内进行吹塑成形。
挤出吹塑成形过程,管坯直接由挤出机挤出,并垂挂在安装于机头正下方的预先分开的型腔中;当下垂的型坯达到规定的长度后立即合模,并靠模具的切口将管坯切断;从模具分型面的小孔通入压缩空气,使型坯吹胀紧贴模壁而成型;保压,待制品在型腔中冷却定型后开模取出制品。
用于中空吹塑成形的热塑性塑料品种很多,最常用的原料是聚乙烯、聚丙烯、聚氯乙烯和热塑性聚酯等,常用来成形各种液体的包装容器,如各种瓶、桶、罐等。
塑料成型工艺与模具设计学习任务六矿泉水瓶吹塑模具的设计
第8页/共33页
(2)模具温度 材料的熔融温度较高,模具温度高 吹塑模具温度通常可在20~50 ℃内选取
(3)吹塑压力 挤出吹塑成型时取0.2~0.6MPa 注射吹塑时取0.2~0.7MPa 注射拉伸吹塑成型常取0.3~1.0MPa
(4)模具冷却时间 中空吹塑件的冷却定型时间一般较长
支承面、脱模斜度、分型面等内容的学习,能合理设计 中空吹塑成型塑件。 要求: 1、完成中空吹塑件的设计
学习任务六 矿泉水瓶吹塑模具的设计
第12页/共33页
重点与难点:
重点: 1、吹胀比和延伸比 2、螺纹、支承面 3、脱模斜度和分型面 难点: 1、吹胀比和延伸比 2、脱模斜度和分型面
学习任务六 矿泉水瓶吹塑模具的设计
学习任务六 矿泉水瓶吹塑模具的设计
第20页/共33页
重点与难点:
重点: 1、模具的结构 2、夹坯口余料槽 3、模具的冷却 难点: 1、型腔结构 2、冷却系统设计
学习任务六 矿泉水瓶吹塑模具的设计
第21页/共33页
学习目标 正确设计矿泉水瓶吹塑模具
1)吹塑模具的结构设计 通常由两瓣合成(即对开式) 模口部分做成较窄的切口,以便切断型坯 吹塑过程中模腔压力为0.2~0.7MPa 常用的材料有铝合金、锌合金也可选用钢材制造, 模腔可抛光镀铬 吹塑模可分为上吹口和下吹口两类
学习任务六 矿泉水瓶吹塑模具的设计
第32页/共33页
感谢您的观看!
第33页/共33页
学习任务六 矿泉水瓶吹塑模具的设计
第27页/共33页
(2)模具的结构设计 模颈圈与各夹料块较易磨损,故 一般做成单独的嵌块 (3)型腔结构设计
学习任务六 矿泉水瓶吹塑模具的设计第Fra bibliotek8页/共33页
自-矿泉水瓶瓶盖注塑模设计论文

前言随着中国当前的经济形势的日趋好转,在“实现中华民族的伟大复兴”口号的倡引下,中国的制造业也日趋蓬勃发展;而模具技术已成为衡量一个国家制造业水平的重要标志之一,模具工业能促进工业产品生产的发展和质量提高,并能获得极大的经济效益,因而引起了各国的高度重视和赞赏。
在日本,模具被誉为“进入富裕的原动力”,德国则冠之为“金属加工业的帝王”,在罗马尼亚则更为直接:“模具就是黄金”。
可见模具工业在国民经济中重要地位。
我国对模具工业的发展也十分重视,早在1989年3月颁布的《关于当前国家产业政策要点的决定》中,就把模具技术的发展作为机械行业的首要任务。
近年来,塑料模具的产量和水平发展十分迅速,高效率、自动化、大型、长寿命、精密模具在模具产量中所战比例越来越大。
注塑成型模具就是将塑料先加在注塑机的加热料筒内,塑料受热熔化后,在注塑机的螺杆或活塞的推动下,经过喷嘴和模具的浇注系统进入模具型腔内,塑料在其中固化成型。
本次设计的主要任务是矿泉水瓶盖注塑模具的设计。
之所以选择这个设计题目的主要有两方面意义:1、瓶盖是带内螺纹的塑件要求设计时要充分考虑到脱模的方式方法,多分型面结构以及点浇口方式的模具结构设计方法;2、瓶盖属中小型件在我们的日常生活中有一定的普遍性和代表性,为今后的实用性模具设计奠定了基础以更好的服务模具制造业服务社会。
本次设计的主要目的:了解模具设计的方法与内容;掌握各类型模具的基本结构以及各零部件与非标准件的设计;熟悉模具材料的性能与应用以及加工方法与加工手段;熟练应用各种模具设计软件,包括CAD、CAXA、Pro/E等;了解模具的发展状况与发展方向。
希望通过本次设计为今后的工作奠定一个良好的基础。
1.塑件的工艺分析1.1塑件的型工艺分析该塑料制品为瓶盖,其塑件的结构以及表面形状较为简单,整个塑件呈筒状,整个塑件高达12mm,外径为28mm,壁厚1mm。
作为实用零件对其尺寸公差没有太严格的要求,故在本次设计中可以忽略此方面的考虑,以降低模具的加工制造成本。
矿泉水瓶吹塑模设计
摘要根据矿泉水瓶的用途和使用要求进行分析,合理设计矿泉水瓶的形状造型结构,包括容积、壁厚、外形、底部和瓶口螺纹等的设计,并根据吹塑工艺选择制矿泉水瓶的材料。
矿泉水瓶吹塑模设计,采用平行移动式模具,设计内容包括模具材料选择、模具型腔、模具主体、冷却系统、切口部分、嵌块部分、排气孔槽和导向部分等。
根据本次设计的矿泉水瓶的功能、材料及各个工艺特点,吹塑工艺采用挤出吹塑,矿泉水瓶的成型包括成型设备和成型工艺条件等的分析设计。
关键词矿泉水瓶;吹塑模;挤出吹塑;模具设计。
Abstract:Based on the analysis of the function and usage requirements of mineral water bottles, properly designed its shape and modeling structure, including the design of its volume, wall thickness, shape,the bottom and mouth thread, etc. Meantime, chose its material according to the blow mould process of mineral water bottles.The mineral water bottle blow mould design selected parallel move mold. The design included mould material selection, molud cavity, mould main body, cooling system, incision, embedded block, vent groove, orientation and so on.According to the function, material and process characterists of mineral water bottles, the blow process used extrusion blow in this paper, The forming of mineral waterbottles contained the analysis and design of moulding equipments, moulding process conditions, etc.Keywords:mineral water bottles; blow molding;Extrusion blow molding; mould design.目录1 引言 (1)2 吹塑件结构与材料分析 (2)2.1 吹塑件的结构分析 (2)2.2 吹塑件的材料分析 (3)3 吹塑模具的结构与材料分析 (5)3.1吹塑模结构分析 (5)3.11 手动铰链式模具 (5)3.12 平行移动式模具 (5)3.13 挤出吹塑模具 (6)3.2 吹塑模具的材料分析 (7)4 挤出吹塑机头尺寸计算 (7)4.1出模膨胀系数选择 (8)4.2 挤出机头设计原则 (8)5 吹塑模具的型腔的设计 (10)5.1分型面选择 (10)5.2型腔表面处理 (10)5.3型腔尺寸计算 (10)6 吹塑模具的颈部及底部嵌块设计 (13)7 吹塑模具的夹坯口与余料槽设计 (15)7.1剪口尺寸 (15)7.2剪口部位 (15)8 吹塑模具的冷却系统设计 (16)8.1 冷却系统设计原则 (16)8.2 开设冷却系统 (17)9 吹塑模具的排气系统设计 (19)10 成型设备选择 (20)11 中空制品缺陷的产生原因及解决措施 (20)参考文献 (24)致谢 (25)1引言中空吹塑成型主要适合加工包装容器和中空制品.适于该种成型的原料有:高压聚乙烯(HDPE)、低压聚乙烯(LDPE)、硬聚氯.乙烯(HPVC)、软聚氯乙烯(SPVC)、纤维紊塑料、聚苯乙烯(Ps)、聚丙烯(PP)、聚碳酸酯(Pc)等。
矿泉水瓶坯塑料模具的设计毕业论文

矿泉水瓶坯塑料模具的设计毕业论文内容摘要为了保证制造出理想的注射塑件,在这矿泉水瓶瓶坯塑料模具设计中必须考虑塑件的成型工艺。
瓶坯的成型工艺性与模具设计有直接的关系,只有塑件的设计能适应成型工艺要求,才能设计出合理的模具结构。
塑件的材料是聚对苯二甲酸乙二醇酯。
由于此塑件必须大批量生产并且塑件的外观为较长的壳体,因此该设计采用新型的热流道技术和点浇口的单分型面结构形式。
考虑到矿泉水瓶瓶坯开口端有一段螺纹结构,因此需要设计侧向分型抽芯机构,该机构由斜导柱与滑块共同实现。
其优点在于简化模具结构,大大降低了模具的制造成本。
最后对模具与注射机的有关尺寸进行了校核,通过对模具的设计计算表明该设计能满足塑件的质量和加工工艺要求。
通过对这矿泉水瓶坯塑料模具的设计,从而对注塑模具有一个初步的认识,注意到设计中的某些细节问题,了解模具结构及工作原理。
关键词:PET 注射模具侧向抽芯推出机构三维造型AbstractAn injection mold for the mineral water bottle perform is designed in this paper. Plastic material is PET.This is due to the high volume production of plastic parts and the exterior of plastic parts shell for longer, so the design uses a new type of hot runner technology and the single surface structure of the pin-point gate. Taking into account thread structure in the open end of the mineral water bottle perform, so it is need design lateral sub-type core-pulling mechanism, which is achieved by both oblique columns and slider guide. The advantage of the core-pulling mechanism is to simplify the mold structure and reduce the manufacturing costs greatly. The dimension of the mold and the pressure machine has been checked finally. This design shows that the mold can achieve the quality and processing demands of the product.Through this design, may to cast the mold to have a preliminary understanding, notes in the design certain detail question, understands the mold structure and the principle of work.KEY WORDS: PET Injection mold Side core pullingThree-dimensional modeling目录内容摘要 (I)ABSTRACT (II)前言 (1)第一章塑件的特性与工艺性 (2)1.2产品工艺性与结构分析 (2)1.2.1塑件形状和结构设计 (2)1.2.2塑件成形参数 (2)第二章塑件在模具中的成型位置 (4)2.1型腔的设计 (4)2.1.1确定型腔数目 (4)2.1.2分型面及其选择 (4)2.1.3确定型腔的布置方案 (5)第三章浇注系统的设计 (6)3.2.1普通浇注系统设计原则 (6)3.2.2主流道设计 (6)3.2.3分流道设计 (7)3.2.4浇口设计 (8)3.2.5浇口位置的选择 (8)3.3排气方式和排气槽设计 (9)第四章成型零件的设计与计算 (9)4.1成型零件的结构设计 (9)4.1.1凹模结构设计 (9)4.1.2凸模结构设计 (9)4.2成型零部件的工作尺寸计算 (9)4.2.1模腔工作尺寸的计算…………………………………………………………………104.2.2螺纹型环工作尺寸地计算 (11)4.2.3型腔侧壁和底板厚度计算 (13)第五章结构零部件设计 (14)5.1注射模的标准模架的确定 (14)5.2支承与固定零件的设计 (14)5.2.1动、定模座板 (14)5.2.2固定板和支承板 (15)5.2.3支承件 (15)5.3合模导向和定位机构的设计 (18)5.3.1导向和定位机构的作用 (18)5.3.2导柱导向机构 (18)第六章推出机构设计 (21)6.1脱模力的计算 (21)6.2简单脱模机构设计 (22)6.2.1推板脱模机构的组成 (22)6.2.2推杆的设计 (23)6.2.3推件板的设计 (24)第七章侧向分型与抽芯机构的设计 (24)7.1抽芯力与抽芯距的计算 (24)7.1.1抽芯力的计算 (24)7.1.2抽芯距的计算 (24)7.1.3侧向抽芯机构的机构形式 (25)7.2斜导柱侧抽芯机构的设计与计算 (25)7.3滑块与导滑槽的设计 (27)7.3.1侧型腔与滑块的连接形式 (27)7.3.2导滑槽结构及滑块的导滑长度 (28)7.3.3滑块的定位装置 (28)第八章模具加热与冷却系统的设计 (29)8.11冷却参数的计算 (29)8.1.2冷却时间的确定 (29)8.1.3传热面积的计算.... (29)8.1.4冷却水孔数的计算 (30)8.1.5冷却水流动状态校核 (31)8.1.6冷却水进口与出口温差校核 (31)8.2冷却系统的设计 (31)8.2.1设计原则 (31)8.2.2冷却回路的布置形式 (31)第九章瓶坯注塑机重要尺寸校核 (33)9.1最大注射量的校核 (33)9.2锁模力及注射压力的校核 (33)9.3注射机安装部分尺寸及开模行程校核 (34)结束语 (35)参考文献 (36)致谢 (37)前言此次毕业设计的任务是设计矿泉水瓶瓶坯模具设计,通过本次设计使我了解塑件的结构工艺性和模具结构设计之间的关系,掌握了模具设计的一般步骤与方法。
PET矿泉水塑料瓶的设计
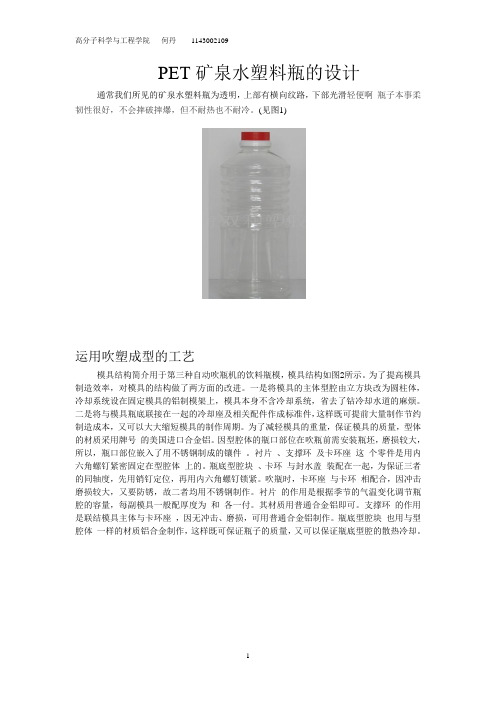
PET矿泉水塑料瓶的设计通常我们所见的矿泉水塑料瓶为透明,上部有横向纹路,下部光滑轻便啊瓶子本事柔韧性很好,不会摔破摔爆,但不耐热也不耐冷。
(见图1)运用吹塑成型的工艺模具结构简介用于第三种自动吹瓶机的饮料瓶模,模具结构如图2所示。
为了提高模具制造效率,对模具的结构做了两方面的改进。
一是将模具的主体型腔由立方块改为圆柱体,冷却系统设在固定模具的铝制模架上,模具本身不含冷却系统,省去了钻冷却水道的麻烦。
二是将与模具瓶底联接在一起的冷却座及相关配件作成标准件,这样既可提前大量制作节约制造成本,又可以大大缩短模具的制作周期。
为了减轻模具的重量,保证模具的质量,型体的材质采用牌号的美国进口合金铝。
因型腔体的瓶口部位在吹瓶前需安装瓶坯,磨损较大,所以,瓶口部位嵌入了用不锈钢制成的镶件。
衬片、支撑环及卡环座这个零件是用内六角螺钉紧密固定在型腔体上的。
瓶底型腔块、卡环与封水盖装配在一起,为保证三者的同轴度,先用销钉定位,再用内六角螺钉锁紧。
吹瓶时,卡环座与卡环相配合,因冲击磨损较大,又要防锈,故二者均用不锈钢制作。
衬片的作用是根据季节的气温变化调节瓶腔的容量,每副模具一般配厚度为和各一付。
其材质用普通合金铝即可。
支撑环的作用是联结模具主体与卡环座,因无冲击、磨损,可用普通合金铝制作。
瓶底型腔块也用与型腔体一样的材质铝合金制作,这样既可保证瓶子的质量,又可以保证瓶底型腔的散热冷却。
1.工艺孔2.导柱孔3.型腔体4.瓶口镶件5.排气槽 6工艺孔 7.导柱孔8.衬片 9.支撑环 10.卡环座 11.瓶底11.型腔块 12.卡环 13.封水盖选用PET 作为原料 聚对苯二甲酸乙二醇酯(PET )表面为是乳白色或浅黄色、高度结晶的聚合物,表面平滑有光泽(见图1)。
在较宽的温度范围内具有优良的物理机械性能,长期使用温度可达120℃,电绝缘性优良,甚至在高温高频下,其电性能仍较好,但耐电晕性较差,抗蠕变性,耐疲劳性,耐摩擦性、尺寸稳定性都很好。
塑料模具设计-矿泉水饮料瓶
设计分析
产品:矿泉水饮料瓶高材绘图工具:AUTO CAD
成型方法:注塑吹塑
尺寸精度:完全按照真实矿泉水瓶1:1
瓶胚与矿泉水瓶实物图:
设计原因:矿泉水是世界上最畅销的饮料,盛装矿泉水自然
也就离不开塑料制品的饮料瓶,这是生活必需品,学习设计饮料瓶具有一定的现实意义。
设计思路:使用AUTOCAD三维建模功能,第一步,建立轴线。
第二步,用线段画出左半边。
第三步,旋转。
结构设计:矿泉水瓶是薄壳状制件,底部具有增加刚性减小变形的结构设计,底部制成拱面,以突出的底脚或凸边作支撑面,紧固的瓶口处壁厚有一定厚度。
外观:流畅的线性,底部设计成圆角(原因:制件尖角处易产生应力集中,塑件上除了使用上要求的尖角外,其余转角处均应尽可能的采用圆弧过渡,设计圆角的优点,增加塑件的强度和美观,改善塑件的冲模特性,消除壁部转折处的凹陷等缺陷,增加模具的坚固性,塑件的圆角对应模具也呈圆角,在一定程度上减少了模具热处理或使用时因应力集中而导致开裂现象的出现,某些制品还可满足电镀要求),给人以视觉上的美感。
孔的类型:瓶口处为外侧带螺纹的螺纹孔。
螺纹成型方法:直接成型。
塑料吹塑制品成型模具:将挤塑或注塑成型的处于塑化状态的管状坯料,趁热放到模具型腔内,立即在管状坯料的中心通以压缩空气,使管坯膨胀而紧贴于模具型腔上,冷却后即可得中空制品。
此种方法所用模具称作中空制品吹塑成型模具。
挤出吹塑加工过程:
(a)挤出型坯
(b)闭模吹塑
(c)冷却
(d)开模取出制品
1—挤出机2—挤出口模3—挤出型坯4—吹塑模具5—气嘴。
矿泉水瓶手工制作桌子
矿泉水瓶手工制作桌子引言在这个环保意识日益增强的时代,人们越来越关注如何将废弃物利用起来。
本文将向读者介绍一种利用废旧矿泉水瓶制作桌子的方法。
通过手工制作,我们可以将这些瓶子转化为时尚、环保的家居用品,让他们延续使用,减少环境污染。
所需材料在制作矿泉水瓶桌子之前,我们需要准备以下材料:1.大约50个废旧矿泉水瓶2.锯子3.砂纸4.金属钳5.胶水6.一个坚固的木板7.碎布制作步骤1. 收集和准备废旧矿泉水瓶首先,我们需要收集足够数量的废旧矿泉水瓶。
确保这些瓶子没有破损或者变形,因为这将影响桌子的整体稳定性。
清洗瓶子并晾干。
2. 切割矿泉水瓶使用锯子将矿泉水瓶切成两个部分,分别是瓶身和瓶底。
在切割之前,您可以在瓶子上做一个标记,以确保每个瓶子都切割得一致。
请务必小心操作,避免受伤。
3. 准备瓶身用砂纸打磨瓶子的切割边缘,去除锋利的边角,以免伤到自己或其他人。
确保瓶身光滑,有利于后续工作的进行。
4. 制作桌面将坚固的木板作为桌面。
您可以根据自己的需求选择合适的尺寸和形状。
确保木板表面平整光滑。
5. 固定底座使用胶水将矿泉水瓶瓶底固定在木板上。
根据您的设计,排列出合适的底座形状。
确保每个瓶底与木板紧密粘结,以确保桌子的稳定性和坚固性。
6. 组装桌子将瓶身垂直地插入固定在木板上的瓶底。
通过调整瓶子之间的距离和角度,可以创建出个性化的图案和设计。
用金属钳轻轻地将瓶身固定在瓶底上,以确保它们牢固地连接在一起。
7. 完成装饰完成桌子的基本结构后,您可以选择为其增添一些装饰。
您可以用碎布或其他材料覆盖整个桌面,以增加桌子的外观质感。
您也可以油漆或涂饰瓶子,使其符合您的个人风格和家居装饰。
维护与注意事项1.定期检查桌子的稳定性,如果有松动的部分,请及时修复,以确保安全。
2.避免重物集中在桌子的某一部分,以均匀分布重量,增加桌子的稳定性。
3.注意防潮,避免桌子长时间暴露在潮湿的环境中,以免影响其使用寿命和外观。
结论通过手工制作矿泉水瓶桌子,我们不仅可以利用废弃物,还可以创造出独特的家居用品。
塑料模具设计矿泉水瓶坯
毕业设计设计/论文题目:饮料瓶胚班级:模具3092班姓名:孙晓杰 29号指导老师:乔女目录任务书1.塑件图的分析 (4)1.1塑件的模塑方法 (4)1.2塑件材料的性能 (4)1.3塑件的结构特性 (4)2.初选成型设备 (5)2.1计算塑件体积和体积 (5)2.2型腔数目的确定 (5)2.3选择注射机的型号 (6)2.4注射机的参数 (6)2.5确定成型工艺参数 (7)3.模具结构的设计 (8)3.1分型面的选择 (8)3.2型腔数目的确定及型腔的排列 (8)3.3浇注系统设计 (8)3.4型芯、凹模的结构设计 (9)3.5冷却系统的设计 (9)3.6合模导向机构的设计 (10)3.7型芯、型腔尺寸计算 (12)3.8推件方式的选择 (15)3.9侧向分型与抽芯机构的设计 (15)3.10模架结构的确定 (16)3.11模具设备的校核 (17)3.12 模具闭合高度的确定和校核 184.总装配图和各零件图 (19)5.重要零件的加工工艺 (26)6.致谢 (29)7.参考文献 (30)任务书:1.塑件图2.生产批量:大批量1.塑件图的分析1.1塑件的模塑方法PET属于通用工程塑料的一种热塑性聚酯。
可采用注塑成型、挤出成型、吹塑成型,对于瓶胚常采用注射成型,考虑到该材料的性能,采用热流道注射成型方法,选择较大的螺杆长径比。
1.2塑件材料的性能1>结构特点:PET的分子为高度对称芳环的线型聚合物,易于取向和结晶,具有较高的强度和良好的纤性,成模性。
2>使用温度:PET的加工范围较窄,一般为270℃~290℃,接近分解温度(300℃)。
其的结晶速度慢,为促进结晶,常采用高模温,一般为100℃~130℃。
3>一般性能:PET树脂为乳白色半透明或无色透明体,属于中等阻隔材料,吸水性大,加工前必须干燥。
4>力学性能:PET模的拉伸强度很高,它的力学性能受温度的影响较小。
5>电学性能:PET为极性聚合物,电绝缘性优良,耐电晕性较差。
课程设计---饮料瓶托成型(形)方案拟定及模具设计与制造托瓶成型设计课程设计程设计塑料瓶托成型方案饮料

课程设计---饮料瓶托成型(形)方案拟定及模具设计与制造托瓶成型设计课程设计程设计塑料瓶托成型方案饮料瓶托成型模具饮料瓶模具课程设计题目饮料瓶托成型(形)方案拟定及模具设计与制造系机电工程系专业模具设计与制造学生姓名班级模具092学号2009020202课程设计评阅书学生姓名班级模具092题目饮料瓶托成型(形)方案拟定及模具设计与制造指导教师刘庚武职称教授1、指导教师评语:签名:年月日目录一、塑件成型的工艺分析 (3)1)、塑件的原材料分析 (3)2)、塑件的结构、尺寸精度、表面质量分析………………二、注射成型机的选择…………………………………………三、注射模的结构设计…………………………………………1)、分型面的选择…………………………………………… 2)、确定型腔的排列方式……………………………………四、浇注系统设计……………………………………………… 1)、主流道设计……………………………………………… 2)、分流道的设计…………………………………………… 3)、浇口套的设计……………………………………………4)、冷料穴的设计……………………………………………五、成型零件的设计……………………………………………设计任务书按照图1的要求,进行饮料瓶托塑件造型及注射模具行腔型芯零件设计。
材料:ABS,收缩率0.5%精度:MT7 表面粗糙度Ra1.6一、塑件成型工艺分析1)塑件的原材料分析(1)使用性能该产品用的ABS料,属于热塑性塑料.它是聚苯乙烯的改性产品,是由丙烯腈、丁二烯、苯乙烯三种单体组成的共聚物, 其化学结构式为:[ ( CH2 CH )x ( C2H3 C2H3 )y ( CH2 CH )z ]nCN它综合了三种成分的特性,具有良好的综合性能.其中丙烯腈使ABS具有良好的表面硬度、耐热性及耐化学腐蚀性, 丁二烯使ABS坚韧,苯乙烯使ABS具有优良的成型加工性和着色性能.加上ABS原料易得,价格低廉,因此ABS是目前产量最大、应用最广的工程塑料.ABS是不透明非结晶型聚合物,无毒、无味,密度为 1.02~1.05g/cm3,供给原料为微黄色或白色不透明粒料,可燃烧,但燃烧缓慢且伴有特殊味道.ABS具有突出的力学性能,坚固、坚韧、坚硬; 具有一定的化学稳定性和良好的介电性能; 具有较好的尺寸稳定性,易于成型和机械加工;成型表面有较好的光泽,经过调色可配成任何颜色,表面可镀铬.其缺点是耐热性不高,连续工作温度为70℃左右,热变形温度约为93℃左右,但热变形温度比聚苯乙烯、聚氯乙烯、尼龙都高;耐气候性差,在紫外线作用下易变硬发脆.(2)成型性能①可采用注射、挤出、压延、吹塑、真空、电镀、焊接及表面涂饰等多种成型加工.②易吸水,成型加工前应进行干燥处理,表面光泽要求高的塑件应长时间预热干燥.③流动性中等,溢边值为0.04左右.④壁厚、熔料温度对收缩率极小,塑件尺寸精度高.⑤比热容低,塑化效率高,凝固也快,故成型周期短.⑥表观黏度对剪切速率的依赖性很强,因此模具设计中大都采用点浇口形式.⑦顶出力过大或机械加工时塑件表面会留下白色痕迹,脱模斜度宜取2°以上.⑧易产生熔接痕,模具设计时应注意尽量减少浇注系统对料流的阻力.⑨宜采用高料温、高模温和高注射压力成型.在要求塑件精度高时,模具温度可控制在50~60℃;而在强调塑件光泽和耐热进,模具温度应控制在60~80℃.2)塑件的结构、尺寸精度、表面质量分析1.结构分析从零件图上分析,该塑件总体形状为长方形盖体,形状对称,壁厚均匀。
矿泉水瓶子模具设计任务书
Mastercam 实习任务书矿泉水瓶子的外形设计XXXX班:XX目录1、矿泉水瓶子模型2、矿泉水瓶子凸模3、矿泉水瓶子凹模4、矿泉水瓶子凸模加工5、矿泉水瓶子凹模加工6、模型的仿真加工这一周我们Mastercam课程设计实训,老师要求我们自己选择实习所画的模具,我就选择了矿泉水瓶子,具体的加工方法如下:一、矿泉水瓶子模型:1、翻开Mastercam 以原点为起点用的尺寸画出模型,得到图形形状如图:2、根据数据在得到的图形上处理,得到如图:3、生成实体保存文件得到矿泉水瓶子模型。
二、矿泉水瓶子凸模:1、翻开Mastercam得到的图形形状如图:2、在图中画一长方形,并将其拉伸到的一方块,并将长方体与原图进行切割,从而得到的以下图:3、将上面的图形中的两个实体结合构成凸模,如以下图:关闭Mastercam,保存文件。
三、矿泉水瓶子凸模加工。
1、翻开Mastercam,选择矿泉水瓶子凸模模具,选出加工机床。
开始加工过程如下各图:(1)为零件选择材料,将不为整数的改为整数,操作如图:〔2〕在红色箭头处右键点击得到矩形框,选择铣床刀具路径,再选曲面粗加工,再选平行铣削。
操作如以下图:〔3〕根据要求选中凸模得到如以下图的对话框,在空白处点击右键选择刀具,并点击刀具过滤器根据加工模型的要求选择刀具的大小与类型。
〔4〕选择好刀具后,在对话框中填写必要的参数最后得到以下图:〔5〕凸模在Mastercam中的模拟加工过程,如图:(6)下面的图形为加工完成图:将文件保存,从而得到矿泉水凸模的加工方法。
四、矿泉水瓶子凹模。
〔1〕翻开Mastercam,调出矿泉水瓶子模型,如以下图所示:〔2〕在图中画一长方形,并将其拉伸到的一方块,并将长方体与原图进行切割,从而得到以下图:(3)凹模制作完成。
将文件保存。
五、矿泉水瓶子凹模加工。
〔1〕翻开Mastercam,调出矿泉水瓶子凹模模型,选出加工机床。
进行平行削,具体的设置方法和上面的大致相同具体就不多说了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
矿泉水瓶加工成型设计201013020427 杨艳艳水,生命之源,和人类的生活息息相关。
在日常生活中,矿泉水跟我们接触非常密切。
在此选取了矿泉水瓶作为研究对象,来探究其是如何从原料一步一步变成一个完整的矿泉水瓶的。
1 矿泉水瓶的组成部分2 原材料的选择2.1 瓶身原材料的选用在饮料包装中,PET 瓶具有外观漂亮、设计灵活、强度高。
密封和可靠的卫生性,使聚酯瓶成为矿泉水瓶理想的包装容器,是迄今矿泉水瓶饮料唯一广泛采用的塑料容器。
因此我们选择PET 材料。
PET 瓶目前存在的问题:PET 瓶以其优越的性能、较为低廉的成本及对环境保护的适应性,在和其他包装材料(玻璃、马口铁、PE 、PVC 等)瓶类的竞争中得到了迅速发展,但其耐热性不高、阻气性欠佳局限了其在热灌装和要求气密性高的场合应用,并引起人们高度重视。
在提高改进其性能的过程中,聚酯包装将获得新的发展。
改进耐热性:普通PET瓶不能用于果汁、茶等需热灌装的物品包装。
目前通过研究,已开发了3类实用的耐热聚酯瓶:①热定型瓶,可达到85℃灌装的要求;②PET/PEN合金瓶,PEN耐热性高,在普遍注拉吹设备上可制得符合80℃以上热灌装要求的瓶子,倘若再经热定型处理,热灌装温度可达90℃以上;③与耐热性聚芳酯等制成多层复合瓶,以提高耐热性。
提高阻气性:尽管PET的气体阻隔性远高于聚乙烯、聚丙烯、聚苯乙烯等塑料。
但对于啤酒、自酒、香水等保鲜、保味要求较苛刻的产品仍然不能满足要求。
提高阻气性的方法主要有如下3种:①多层复合。
以PET为主,加入PVDC、EVOH、MXD6、PEN等其他气密性好的材料做成3层或5层瓶;②采用特殊处理方法,如在PET瓶内或外层涂布环氧阻隔层,或进行等离子体处理(ACTIS技术);③用其他阻隔性树脂成型,以PEN或PEN与PET的共聚或共混物为原料,既提高了瓶子的阻气性,又提高了瓶子的耐热性,可满足啤酒保存3~6个月的要求,还可以碱洗消毒,重复使用,从而降低成本。
2.2瓶盖原材料的选用2.2.1按瓶盖原材料分按原材料分,可分为PE盖、PP盖。
PE (聚乙烯):密度为0.94-0.96g/cm3,加工温度约220℃;相对PP较软,单片盖较常用。
PE基本分为三大类,即高压低密度聚乙烯(LDPE)、高密度聚乙烯(HDPE)和线型低密度聚乙烯(LLDPE)。
一般瓶盖材料通常采用高密度聚乙烯(HDPE)。
PP(聚丙烯):密度为0.9-0.91 g/cm3,加工温度约220℃。
两者比较:⑴PP密度比PE小,PP的强度、刚度、硬度、耐热性均优于PE,可在100度左右使用;⑵PE因为较PP软,因此单片盖通常选用PE料;⑶PE、PP材料价格接近,都可用于食品包装。
2.2.2按形式分按形式分,可分为单片盖和双片盖。
单片盖:瓶盖内部无垫片,整个盖材料一样,依靠折边或内塞密封;双片盖:瓶盖内部有垫片,垫片材料较软,依靠压缩垫片的反弹力来保持密封;两者比较:⑴、单片盖没有加垫,不需要加垫机,因此设备投入较两片盖少。
并且垫片材料价格是盖体材料的两倍以上,单片盖成本比双片盖低;⑵、单片盖对瓶口尺寸、形状要求高;折边式单片盖是靠折边变形的反弹力压住瓶口外沿和端面来密封;内塞式单片盖是靠其内塞外径与瓶口内径的过盈配合起密封作用。
双片盖的垫片较软,对瓶口缺陷有较大的包容能力。
双片盖多用于汽水,如可乐、雪碧等,因为矿泉水瓶密封要求低很多,采用单片盖,材料用高密度聚乙烯(HDPE)。
2.3标签原材料的选用饮料、矿泉水瓶的外标签采用热收缩膜。
热收缩聚酯薄膜包装的优点是:①贴体透明,体现商品形象。
②紧束包装物,防散性好。
③防雨、防潮、防霉。
④无复原性,有一定防伪功能。
热收缩聚酯薄膜常用于方便食品、饮料市场、电子电器、金属制品,特别是收缩标签是其最主要的应用领域。
因为随着PET饮料瓶的快速发展,如可乐、雪碧、各种果汁等饮料瓶都需要PET热收缩膜与之配套做热封标签,它们同属于聚酯类,是环境友好材料,易于回收再生利用。
(1)PE热收缩膜广泛适用于酒类、易拉罐类、矿泉水类、各种饮料类等,该产品柔韧性好,抗撞击、抗撕裂性强,不易破损、不怕潮、收缩率大;(2)PVC薄膜具有透明度高、光泽度好、收缩率高等特点;(3)POF表面光泽度高、韧性好、抗撕裂强度大、热收缩均匀及适合全自动高速包装等特点,是传统PVC热收缩膜的换代产品。
(4)OPS热收缩薄膜具有强度高,刚性大,形状稳定,且具有良好的光泽度和透明度。
(5)PET热收缩型聚酯薄膜的特点:它在常温下稳定,加热时(玻璃化温度以上)收缩,并且是在一个方向上发生70%以上的热收缩。
矿泉水瓶标签多采用PVC热收缩膜。
3 工艺的选择及流程3.1 瓶身加工工艺的选择PET吹塑瓶可分为两类,一类是有压瓶,如充装碳酸饮料的瓶;另一类为无压瓶,如充装水、茶、油等的瓶。
茶饮料瓶是掺混了聚萘二甲酸乙二酯(PEN)的改性PET瓶或PET与热塑性聚芳酯的复合瓶,在分类上属热瓶,可耐热80℃以上;水瓶则属冷瓶,对耐热性无要求。
在成型工艺上热瓶与冷瓶相似。
3.1.1设备随着科技的不断进步和生产的规模化,PET吹瓶机自动化程度越来越高,生产效率也越来越高。
设备生产能力不断提高,由从前的每小时生产几千个瓶发展到现在每小时生产几万个瓶。
操作也由过去的手动按钮式发展为现在的全电脑控制,大大降低了工艺操作上的难度,增加了工艺的稳定性。
目前,注拉吹设备的生产厂家主要有法国的SIDEL公司、德国的KRONES公司等。
虽然生产厂家不同,但其设备原理相似,一般均包括供坯系统、加热系统、吹瓶系统、控制系统和辅机五大部分。
3.1.2一步法注拉吹成型所谓一步法(又称热坯法)成型,是指联机操作即从瓶坯的成型、拉吹塑到瓶子的冷却取出,各工序均在一台机器上完成。
其工艺流程如下:3.1.3二步法注拉吹成型二步法(又称冷坯法),与一步法工艺流程一致,不同之处在于瓶坯的注射成型和冷却在同一台机器上完成,而二次加热和拉伸吹塑成型在另一台机器上完成。
压拉吹成型技术是一种新型的双向拉伸成型技术,其工艺流程图为:在加工成型PET瓶时,不管是采用“一步法”还是“二步法”,它们都是通过注射型胚、加热型胚、拉伸型胚、吹塑成型、制品脱模这五道工序来完成的。
有所不同的是,“一步法”是指用同一台设备来连续完成上述全部五道工序,而“二步法”则是指用两台或三台设备完成这些工序,且其过程是不连续的,可先注胚,然后再集中进行下面的工序。
“一步法”工艺对模具有着很高的技术要求,“三工位”对模具的要求又要比“四工位”高,而且“一步法”所需的模具也更为复杂,通常一套模具需三组或四组模具组合而成,从而导致每套模具的价格居高不下。
相对于“一步法”,“二步法”对模具的技术要求要低得多。
“二步法”又可分成两种形式,一种是把型胚的加热和拉伸放在同一设备中进行,另一种是把型胚的加热与拉伸分别放在两台设备中进行。
前一种形式的自动化程度及生产率较高,设备投资大,后一种形式主要的优点是设备投资小,对模具的技术要求不高,因而用此方法生产的PET瓶在价格上具有很大的优势。
本设计中采用二步法。
3.2 瓶盖加工工艺的选择中空吹塑成型主要适合加工包装容器和中空制品。
适于该种成型的原料有:高密度聚乙烯(HDPE)、低密度聚乙烯(LDPE)、硬聚氯乙烯(HPVC)、软聚氯乙烯(SPVC)、纤维紊塑料、聚苯乙烯(PS)、聚丙烯(PP)、聚碳酸酯(PC)等。
目前常用的吹塑制品原料是以聚乙烯(PE)和聚氯乙烯(PVC)为主。
因为聚乙烯制品无毒,容易加工,聚氯乙烯价廉,透明性和印刷性能较好。
中空成型是把熔融状态的塑料制成型坯,置入模具内闭合模具通入压缩空气(气压为2.7~5Kg/cm ),将型坯吹胀成模腔形状制品在模内保压条件下,冷却定型开模取出。
根据成型方法的不同,可以分为以下五种形式。
(1)挤出吹塑成型目前我国以该种方法为主。
熔融型坯是用挤出机挤出。
其优点是设备和模具简单,缺点是型坯壁厚不易均匀,从而引起塑件壁厚差异。
(2)注射吹塑成型利用注射模制成型坯,然后把热型坯移入中空吹塑模进行吹塑成型。
其优点是壁厚均匀无飞边,不需后加工。
由于坯料有底,因此制件底都无拼合缝,强度好生产效率也高。
但设备与模具价格较贵。
多用于小而精度高的制件且大批量生产。
(3)拉伸吹塑成型这种方法是在注吹的基础上,增加了将型坯延伸的工序。
该方法和双向拉伸模的原理相同。
可使分子双轴取向、塑件透明度提高,强度增加。
尤其是可以利用这种方法使聚丙烯取代聚氯乙烯透明制品。
多用于高精度高强度高透明度的制品。
(4)多层吹塑成型该方法有共挤吹塑法和多段注吹法。
现在实用还是共挤吹塑法。
其原理是挤出机头挤出多层型坯,供中空吹塑。
多层化的目的,无非是改善容器性能:降低渗透性(加入聚偏氯乙烯层PVDC),遮光(黑色层)、绝热层(发泡层),降低可燃性(充填层)花色装饰(着色装饰层)等。
(5)片材吹塑成型将压延、挤出成型的片材再加热,使之软化放入型腔,闭模后在片材中间吹入压缩空气,定型后取出制品。
本方法进一步发展即是目前的吸塑成型。
本设计选用注射成型工艺。
工艺流程:高速混合机→密炼机密炼冷却→破碎机破碎→挤出机造粒机组→塑料的准备和预处理准备→塑料入料斗注射→塑化→准备注射→模具清理、涂脱模剂→合模→注射→保压→浇口冻结后的冷却开模→制件脱出→塑件后处理→成品→热处理→封装进仓3.3 瓶身标签加工工艺的选择因为用吹塑设备制取收缩膜的成本大大低于压延设备,所以吹塑工艺制取收缩膜得到了广泛应用。
通过吹塑工艺要得到高收缩率的收缩膜,从原理上讲必须经过二次吹胀成型,但从加工工艺角度看,相对地可分为一次成型法和二次成型法,其区分的主要依据是从一次吹胀到二次吹胀相对连续性上予以区分。
二次成型法中一次吹胀与二次吹胀相对间断,一次吹胀后薄膜冷却大,使二次吹胀加热温度高,且对温度控制要求严格,过高、过低皆造成操作难度增大,生产不稳定,致使二次成型法中薄膜厚度不易控制困,而一次成型法中一次吹胀与二次吹胀相对连续,消除了二次成型法中所有弊端。
本设计中采用一步法吹塑工艺。
工艺流程:。