托普索WSA湿法制酸技术(煤化工)
WSA湿法制酸工艺及其在我国的应用
但 由于出冷凝塔 的气体 温 度 较低 ,原 料 气 中过 量 的 率高 ,可达 99% ;产 品单一 ,惟 一 的产 品 为达 到商 品
水蒸气进入产 品酸 中,故无法生产 W(H sO )大于 级标准 的浓硫 酸 ;除消 耗催 化 剂 外不 需 要任 何化 学
90% 的产 品硫酸 。该工 艺 中产 品硫 酸 的 (H2SO4) 药 品或 添加剂 ;不 产生 废 料 ,对 环境 没 有二 次 污染 ;
关键词 :WSA工艺制酸 ;zCt回收;WSA冷凝 器;综述 中图分类号 :TQ111.16 文献标识码 :A 文章编号 :1009—1904(2011)04—0001—05
1 研究背景
硫化 氢 是 世 界上 重 要 的硫 资 源 之一 ,在石 油 炼 制 、天然气 生产 企业 中 ,硫 的化 合 物 在 化 学 加工 、转 化和提炼过程 中,以及处理含硫原料的有关企业 ,都 能产 生含硫 化 氢 的 酸性 气 体 。硫 化 氢 气 体有 毒 ,且 易燃 易爆 ,不能 直接排 放 ,国家 排放 标准最 高 允许排 放浓 度 为 10 mg/m 。因 此 ,对 硫 化 氢 气 体 进 行 回 收 ,既是环 境保 护 的要 求 ,也是 资源 利用 的需 要 。如 何 回收 和处理 含有 硫 化 氢 的 酸性 气 ,是 目前 亟 待 解 决 的一个 重要 课题 。
2011年 第 4期
张 峰 .WSA湿法制酸工艺及其在我国的应用
制 酸工 艺的原 理 、在 我 国 的应 用 以及 存 在 问题 进 行 介 绍 。
2.1 德 国鲁奇低 温冷 凝工艺
丹麦 托普 索公 司 20世纪 80年代 中期开发 的湿
在 20世纪 30年代德 国鲁奇公司提出一种湿接 法制酸工 艺 (Wet gas Sulphufic Acid,简称 WSA),将
冶炼烟气制酸

冶炼烟气制酸,是我国硫酸工业的重要组成部分。
近十几年来,我国冶炼烟气制酸技术取得长足发展,冶炼烟气制酸单系列装置的规模愈来愈大,技术和装备愈来愈先进;大型冶炼烟气制酸工程的设计都不同程度地应用了当今国内外先进技术和装备,大大改变了我国冶炼烟气制酸的技术状况。
八十年代中期,丹麦托普索公司开发了一种改进的湿气体制酸(WSA)工艺,这是一种不必进行烟气中间干燥而生产浓硫酸的催化工艺,对于烟气含水量没有要求。
该工艺不产生废水和废渣,不使用吸收剂或化学试剂,二氧化硫的转化率可达99.3%~99.5%。
而且可将反应热、水合热以及部分硫酸冷凝热都在系统内回收,充分利用了工艺过程产生的热量。
当SO2浓度2.8%时,系统就能自热平衡,浓度再高时还能产生蒸汽。
WSA广泛应用于电厂烟气、冶炼烟气、硫化氢排放气以及硫化床催化裂化(FCC)排放气。
目前已投入运行的有法国Noyelles—GodaultMetaleurop铅烧结机烟气脱硫、智利圣地亚哥的Molymet钼冶炼厂烟气脱硫等,装置总数已超过27套。
我国株州冶炼厂铅烧结机烟气治理也采用WSA制酸技术,将在2001年建成投产。
WSA制酸技术处理焦化含H2S酸气
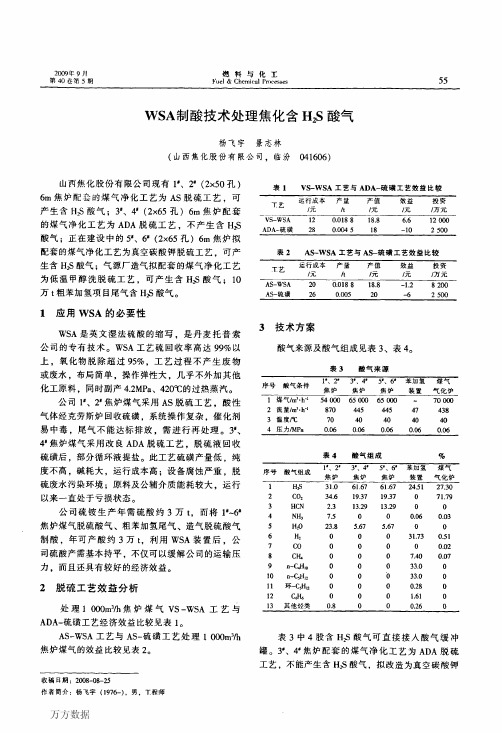
3技术方案
酸气来源及酸气组成见表3、表4。
。….….
温度,℃ 压力/MPa
表3
1・、Z
酸气来源
3。、4・
序号酸气条件 煤气/m3・h-1
流量/in3・h。1
未茹
870 70
簇炉
445 40
5・、6・
蒜炉
445 40
苯加氢
≤i≤花≥
—
煤气
54
000
65 000
65 000
70000 438 40 0.06
收稿日期:2008—08—25 作者简介:杨飞宇(1976一).男.T程师
万方数据
56
燃料与化工
Fuel&Chemi,al
Processes
Vol 40
Sep.2009 No.5
l’、2。焦炉煤气
54
AS脱硫头置
000mⅦ
酸性气体 ADA脱硫鞋置(原) WSA制酸 T艺装置
柏 3‘“65憔000炉m嚣气I
既能保证脱水效果又能避免消耗过多加热蒸汽。焦 油离心机分离焦油的最佳温度为80~90℃。 3)在焦油渣出口处增设尾气收集装置,防止 焦油渣带出的焦油尾气污染大气。 4结束语 应用阿法拉伐有限公司生产的P2—520三相超 级离心机,煤焦油经处理后焦油水分基本保证在 2%以下。固体含量可达到0.3%以下.尤其对焦油 乳化问题处理效果较明显,起到了较好的降低焦油 乳化的作用,同时有效解决了我厂沥青中Na+含量 超标的问题,生产实践证明效果良好。
≤i≤沈≥
27.30 71.79 O 0.03 O 0.5l 0.02 0.07 0 0 O 0 O
煤气
31. 34.6
61.67 19.37 13.29 O 5.67 O 0 O 0 0 0 0 O
WSA湿法制酸工艺流程及应用前景

WSA湿法制酸工艺流程及应用前景丹麦托普索WSA湿法制酸工艺可以有效地利用各种生产过程中产生的含硫酸性气体直接制酸,得到商品级浓硫酸,具有适用范围广、工艺流程简单、硫回收率高、操作成本低、经济效益好等特点,是石油、石化、冶金、化肥、发电,焦化、煤化工等行业的一种可供选择的有竞争力的硫回收工艺路线。
从石油,石化、冶金,化肥、煤化工等行业含H2S等硫化物的酸性气中回收利用硫基本上就有硫回收和酸回收2种。
一般而言硫回收用的比较多,其工艺种类繁多,但基本是在克劳斯技术基础上发展起来的,主要有加拿大Delta公司的MCRC法、德国鲁奇公司的Sulfreen 法,德国林德公司的Clinsulf法、荷兰Comprimo公司的SuperClaus 法等。
酸回收直接制取硫酸省略掉克劳斯装置,以H2S为原料直接制得硫酸,分为干接触法与湿接触法2种。
所谓的干接触法是将H<sub>2</sub>S气体燃烧成SO<sub>2</sub>后,采用与传统的硫铁矿制酸工艺相似的方法洗涤、干燥、催化转化、吸收。
湿接触法则由于H<sub>2</sub>S在分离过程中已经进行过洗涤,不需要再进行洗涤,干燥和净化,在水蒸气存在下将SO<sub>2</sub>催化转化成SO<sub>2</sub>并直接凝结成酸。
企业可根据自己的产品产量、气体成分、技术水平、投资能力等条件的不同而采用相应的工艺流程。
一、制酸原理以含硫酸性气为原料采用湿接触法直接制得硫酸,可大大简略流程,有利于系统热量的回收,节省投资。
目前最有代表性的技术为丹麦托普索公司的湿法硫酸工艺、德国鲁奇公司的低温冷凝工艺和康开特工艺。
1、丹麦托普索湿法硫酸工艺丹麦托普索公司20世纪80年代中期开发的湿法制酸工艺,英文是Wet gas Sulphuric Acid,缩写WSA。
WSA湿法硫酸工艺运行总结
WSA湿法硫酸工艺运行总结刘福生【摘要】以新建并已经投入运行的硫酸装置为例,介绍WSA工艺特点,以及运行时的注意事项,存在的问题.【期刊名称】《化工设计通讯》【年(卷),期】2012(038)001【总页数】3页(P85-87)【关键词】WSA;特点;问题;注意事项【作者】刘福生【作者单位】中煤龙化哈尔滨煤化工有限公司,黑龙江哈尔滨 154854【正文语种】中文【中图分类】TQ111.16在最近15年里,托普索公司的WSA(湿式硫酸)技术在低浓度SO2气体(SO2不超过6%~7%)制酸方面得到广泛的应用。
全世界签约WSA装置已超过80套,主要用于石油炼制、焦化和煤化工、煤气化、粘胶纤维生产、冶金等行业。
这些装置的规模跨度很大,小到处理焦化厂的H2S气体,大到处理高含硫燃料发电厂烟气和炼油厂酸性气。
这些WSA装置工艺气体流量范围在2 000~200 000m3/h,硫酸产量范围在4~1 140t/d。
WSA工艺的特点是湿式工艺,即工艺气体不经过干燥,所有进气中的水蒸气及化学反应产生的水蒸气全部保留在气体中,SO3不像传统干法工艺那样被硫酸吸收,而是通过水合反应生成硫酸蒸气,然后在由空气冷却的管式冷凝器中冷凝成浓硫酸。
目前全球建成或在建的WSA装置已超过50套,这些WSA装置应用在很多工业行业,硫酸产量最高可达日产1 100t。
该工艺不仅解决了运行无法连续的问题,还解决了排放尾气不能满足环保要求的问题。
1 WSA工艺概述我公司采用的丹麦托普索公司WSA湿法硫酸工艺分为酸性气体燃烧;SO2转化为SO3;硫酸冷凝与冷却;通过锅炉水/蒸汽进行热交换等四部分。
流程示意见图1。
2 WSA工艺的优点及限制与传统制酸技术相比,WSA工艺具有一些固有的优点和限制。
2.1 WSA工艺的优点(1)能效高。
WSA工艺的能效非常高,因为SO2的氧化热、气态SO3与H2O 的反应(形成硫酸蒸气)热、硫酸蒸气冷凝热及工艺气体接近100℃的冷却热都得到了回收,这些能量一部分以高压蒸汽的形式回收,另一部分以热空气(例如作为燃烧空气)的形式回收,只有产品酸的冷却热随冷却水流失于环境。
WSA 湿法制酸工艺中仪表问题分析

收 稿 日期 :2013—11—10 作 者 简 介 :李 曼 (1981一),女 ,工 程 师
60
燃 料 与 化 工
Fuel& Chemical Processes
M ar.2O14 Vo1.45 NO.2
文 对实 际应用 中该蒸 汽减 温器 的作 用进行 了探 讨 。
流量 检测 蒸汽 喷射阀
Li Man Zhu Dan W ei W ei Zhao Yang Zhang Youli
(ACRE Coking& Refractory Engineering Consulting Corporation,MCC,Dalian 116085,China)
A bstract:This paper describes the function of the steam desuperheater at steam outlet of SO2 conver—
1 W SA 工 艺 原 理 及 蒸 汽 系 统 流 程
1.1 W SA 工 艺 原 理 焦 炉煤 气脱 硫后 产生 的酸 气经 过 焚烧 炉焚 烧转
化 为 SO,:
2H 2S + 3O2— 2S02+2H 2O
SO,在 SO,转 化 器 中 ,在 催 化 剂 的 作 用 下 被 高 温 氧 化 成 SO :
2S02+ 02_+2SO 3
SO 气体 在 过程气 冷 却器 中冷 却 到 300% 以下 , 与水 反应 形 成气 态 的 H:SO :
SO,(g)+H20(g)一 H2SO4(g)
最 后 ,气 态 的 H:SO 进 入 WSA冷凝 器 ,在 WSA 冷凝 器 中被 外部 常温 空气 冷却 ,生成 浓硫 酸 。
WSA制酸工艺在兖矿新疆醇氨联产项目中的应用

收 稿 日期 :2 0 1 2 - 1 1 — 2 7
作 者简 介 :宋 玉 国 ( 1 9 7 1 一) ,男 ,山 东 滕 州 人 ,助 理 工 程 师 ,从 事 生 产 技 术 管 理 工 作 。
◆…f ● … ◆ …f ◆ …f ◆ …1 . …『 . ◆ …f ◆『 『 I l ◆ …1 .f f f l 4 - 1 1 1 1 * …『 . …f ◆ …f ● …f ◆…f ◆…l ◆ Ⅲ1 . …』 ◆ …f ◆… f ◆…f ◆ …f ◆ 川f ◆ 川f ◆ … ◆…I ◆ …f ◆ …f ◆ 川f ◆ ◆ _ f ¨ ◆ 川f ◆_ 『 『 l ◆ 川f ◆…f ◆ 川I ◆ …f ◆_ 『 『 l ◆川} ◆ 川f ◆ …J ◆1 1 1 1  ̄1 1 1 1 4" 1 1 1 1 4 " I
SON G Yu ~ gu o
( Ya n k u a n g Xi n j i a n g C o a l Ch e mi c a l Co . ,Lt d . ,Ur u mq i Xi n j i a n g 8 3 0 0 1 1 , Ch i n a )
第3 9卷 第 3期 2 0 1 3 年 6 月
化 工 设 计 通 讯
Ch e mi c a l En gi n e e r i n g De s i gn Co mm u ni c a t i o ns 。7 3 。
WS A 制 酸 工 艺在 兖矿 新 疆 醇 氨 联 产 项 目中 的应 用
年产 3 0 0k t 甲醇 、5 2 0k t 尿素 ,配套 硫 回收制 酸 装置 。硫 回收 装置 主要 是处理 来 自低 温 甲醇洗 工
H。 S气体 的回收 和利 用 ,既是 环 境保 护 的要 求 , 也 是 资源再 利 用 的需 要 。 目前单 纯就 WS A装 置 国内不足 l o套 ,丹 麦 托 普 索 WS A 制 酸 工 艺
WSA湿法硫酸工艺运行总结

化 工 设 计 通 讯
Che c lEn n e i g De i mm u c to mia gi e rn sgn Co nia i ns 8 。 5
W S 湿 法 硫 酸 工 艺 运 行 总 结 A
刘福 生
( 中煤 龙 化 哈 尔 滨 煤 化 工 有 限公 司 ,黑龙 江 哈 尔 滨 14 5 ) 5 8 4 摘 要 :以 新 建 并 已 经 投 入 运 行 的硫 酸 装 置 为 例 ,介 绍 W S 工 艺 特 点 , 以及 运 行 时 的 注 意 事 项 ,存 A
2 2 WS 技术 的 限制 . A
了排 放尾 气 不能 满足 环保要 求 的 问题 。
1 WS 工 艺 概 述 A
我公 司 采用 的丹 麦托 普 索 公 司 WS 湿法 硫 A
收 稿 日期 :2 1 - 12 0 11 — 4
( )原料 气体 浓度 受 限制 1
因为考虑 到 WS 冷凝器 的结 构材料 , 可能 A 不 处理硫 酸露 点高于 约 2 0℃的气 体 , 6 这相 当 于进转
作 者 简 介 :刘 福 生 ( 9 8 ,男 ,黑 龙 江 哈 尔 滨 人 , 副 总 工 程 师 ,化 工 工 程 师 ,现 从 事 煤 化 工 生 产 和 安 全 管 理 16 一)
工作 。
・
8 6・
化 工设计 通讯
第 3 8卷
化器 的 S 不能 高于 6 ~7 。当然 这个 限制可 02
L U “ s ng F 一he
( e b n Co l e c lCo , d fCh n a e g o p Ha r i i n j n 5 8 4, ia Ha r i a Ch mia .Lt .o i aCo l En r y Gr u , s b n Hel gi g 1 4 5 Chn ) o a
托普索WSA湿法制酸技术(煤化工)

干净排放气
170 ppm SO2 (99.6% reduction)
日产40 吨 H2SO4 (浓度98% )
上海焦化厂WSA装置模型
占地面积 (不包括焚烧炉) 13 x 19 m. (250 m2)
SO2 转化器
WHB 焚烧炉
冷凝器 酸系统
WSA 装置用于煤气化
煤气化炉 (德士古Texaco)) 气体洗涤: 甲醇(Rectisol)
4
下都可以正常运行;进料等大
正常运行。进料波动会严重影
幅度波动不会影响装置的运行
响装置运行。
WSA湿法硫酸 和 克劳斯硫磺装置对比(二)
5
生产商品级浓硫酸(浓度98%);产 生产硫磺,质量不稳定。 品价值高,可以直接自用市售
产生大量的过热蒸汽,压力超过 蒸汽产量低。
6
5Mpa,进工厂蒸汽管网。
7 无废水、废渣等二次污染物排放 有污水排放,等造成二次污染。
硫酸产量 (吨/天)
214
525 40 50
纺丝含硫尾气
303
开工年份 (年)
2001
2001 2005 2005 2007
乙醇胺洗
50
2008 年初
WSA 中国业绩表(二)
客户 工厂地址 宝钢梅山项目 江苏,南京
新疆广汇新能源有限公司 新疆
唐山佳华煤化工 河北,唐山
洛阳钼业集团 河南,洛阳
河北金牛天铁集团 河北,涉县
产品硫酸
设备
• 燃烧炉/焚烧器
– 把以下成分燃烧成SO2 : • 酸气 (H2S, COS 以及 CS2) • 废酸
– 热的燃烧空气可用来使蒸汽产量最大化
SO2工艺气
SO2 反应器介绍
煤气WSA法(湿法硫酸)脱硫工艺

在煤气化厂 ⑴ 上海焦化厂 (中国),规模, 40 吨/日; ⑵ 柳州化肥厂 (中国),规模, 50 吨/日; ⑶ VFT n.v (比利时),规模,4 吨/日; ⑷ Krupp-Koppers ARAL Aromatics GMbH (德国), 8 吨/日; ⑸ Babcock King-Wilkinson Ltd (威尔士),规模,11 吨/日; ⑹ Daelim Engineering Co., Ltd(南韩 ),规模,4 吨/日。 ⑺ Sasol Synfuels (Pty) Ltd., Secunda (南非)
-4-
工艺气体离开冷凝器的温度约 100C,能直接送入烟道,排放的 SO2 浓度控制在 960mg/Nm 以下, 低于国家环保排放标准 GB16297-1996 二氧化硫的排放要求。WSA 冷凝器的一个很显著的特点就是, 气体中含酸雾极少。 冷却空气离开 WSA 冷凝器的温度约 200C, 部分热空气作为焚烧炉的燃烧气, 其余可与工艺气混 合送入烟道增加浮力排出或用于锅炉水预热。 由于来自焦炉煤气真空碳酸钾洗的含硫气体,很多含有大量的 HCN,在焚烧炉中生成氮氧化物 NOX,要脱除氮氧化物,可通过在 SO2 反应器上游引入一个 SCR 反应器,来脱除在焚烧炉后流出气体 中的氮氧化物。这种情况下,在 SCR 反应器的上游要注入化学计量量的氨。 反应器中热回收为蒸汽。通常,为避免腐蚀锅炉,废热锅炉产生蒸汽最低在 35-40kg。 除了在设计温度要求是耐热钢材(不锈钢或钼合金),构造材料一般均是碳钢。燃烧室和废热 锅炉内部有耐火衬里保护。接触冷凝酸的冷凝器部分,有氟聚合物衬里保护。底部部分是耐酸砖衬 里。酸冷却器通常是由哈司特镍合金 C 制成。 装置处理含有水蒸气的气体,在 SO2 转化前不需要进行冷却/冷凝工艺,因此,不产生液体流出 物,没有废水、废液、废固等二次污染物产生。
WSA尾气直接制酸工艺评述

WSA尾气直接制酸工艺评述张毅(中国石化宁波工程公司 315103) 2008-01-10由于H2S气体浓度低、缺少合适的回收技术且回收费用较高,目前国内中、小型化肥企业对于酸性气的尾气基本上都采取放空,造成了空气污染。
国内大型化肥企业对于酸性气中含H2S尾气处理方法多选用克劳斯(Claus)硫回收工艺,其基本原理是将加工副产的酸性气及其它含H2S气体部分氧化回收元素硫。
丹麦托普索WSA尾气直接制酸工艺是20世纪80年代开发的一种新型高效催化的湿法制酸工艺。
该工艺可回收H2S和其它硫化物中的硫,对硫化物的浓度适用范围广,可用H2S体积分数低至0.05%的废气生产质量分数93%~98%的硫酸,硫回收率99.5%。
近年来该工艺广泛用于石油、化工及冶炼行业,如长岭炼油厂60 kt/a WSA硫酸装置及株洲冶炼厂、柳化股份有限公司等企业的装置已经投产。
1 克劳斯硫回收工艺与WSA尾气直接制酸工艺的比较及工艺路线的选择1.1 工艺简述1.1.1 克劳斯硫回收工艺净化装置来的酸性气引入分离罐,分离出的水溶液作为酸性冷凝液排出界区。
出分离罐的酸性气一部分送入克劳斯焚烧炉的烧嘴,燃烧所需的工艺空气通过空气鼓风机提供,所配空气量按H2S完全燃烧生成SO2提供。
为了取走燃烧过程中产生的大量反应热,焚烧炉后配有废热锅炉,燃烧气通入废热锅炉降温同时副产蒸汽。
未进入燃烧炉的另一部分酸性气在废热锅炉后与降温后的燃烧气汇合,混合气体进入硫冷凝器,使反应产生的硫冷凝析出。
冷凝析出的液态硫导入熔硫池进行脱气。
硫冷凝器中副产的蒸汽用于管线伴热、熔硫池加热等用途。
出硫冷凝器的气体送入第1预热器,在其中通过副产蒸汽加热后,经入口切换阀进入一级反应器。
在反应器的上部催化剂床层中,反应使气体温度上升,这使得COS和CS2在TiO2基催化剂作用下的转化率达到最大,然后气体进入下部Al2O3基催化剂床层中继续反应。
下部催化剂床层中设有换热盘管,通过加热盘管中的锅炉给水副产蒸汽不断带走反应热。
WSA制酸 (修复的)

6.X2191A/B的维护
清理MCU的出口管,打开仪表口,吹仪表风,防酸气倒流腐蚀
清理烧嘴,火焰不稳(有清晰蓝色火焰为正常)
清理风机过滤器,风量降低,燃烧时温度升高
记录MCU所有数据并定期检查,记录时间
MCU正用时不要关闭仪表风,从而保证MCU内压高于工艺管道压力,即使在阀门内漏,工艺气也不会进入MCU的内部,腐蚀设备
开泵及泵控制见操作法。(请待添加)
6. K2131冷却风机气量46085nm3/h,对于风机需注意以下:
1风机冷却空气不允许有尘土
2过滤器距地面≥3M
3冬季空气预热器E2130对空气预热以防温差过大。
7.V2161
①副产蒸汽压力Pic0317 4.2Mpa
②副产蒸汽温度Ti0315 399℃
③蒸汽外送F0315 12449kg/h
3.酸循环系统
工艺指标:T0802=70℃T0812=40℃
产品酸5.1t/h 压力 P=0.2Mpa 产品酸流速 0.5m/s
4.X2191酸雾控制器Mcu
通过使用燃料气烧嘴,产生一种含有小硅粒的气相物料。这些颗粒作为酸液形成核子。通过增加E2106下游工艺气中粒子,形成液滴变的足够大,可在E2107中分离
7.R2103的维护
检查上层催化剂上的粉尘,碎片
检查支撑是否有腐蚀迹象,注意是否有冷点;
检查丝网是否有碎片,催化剂是否均匀
检查催化剂的粉尘量
8.工艺管道的保温,注意事项
保温厚度300mm,防冷点出现从而腐蚀设备
人孔处设有雨搭,防雨
E2107顶盖保温,做雨棚
管道及设备要错隙50mm,进E2107的工艺管道,一直做到连接法兰前
WSA湿法制酸的工艺优势

234近年来,丹麦托普索公司采用的WSA湿法制酸已经得到较为广泛的应用。
而WSA装置的生产数量也呈现出逐年升高的趋势,该装置主要用于处理硫化氢等酸性气体,在石油炼制、煤化工以及冶金行业具有非常重要的应用。
采用WSA湿法制酸工艺简单,酸性气的处理效果好,因此可以为企业获取更好的经济效益。
1 WSA湿法制酸的工艺流程通常可以将WSA湿法制酸的工艺流程分为氧化、转化以及水和冷凝等三个步骤。
第一,氧化反应。
将净化处理后的H 2S酸性气体与燃烧空气风机提供的燃烧空气在燃烧炉中进行燃烧反应,使燃烧炉内的H 2S气体与O 2发生反应生成SO 2和水。
燃烧炉的外观结构是卧式的圆筒炉,在中间通过缩径口为燃烧提供助力。
炉膛的结构分为两层,其中外层为耐火层,主要通过与火焰接触,为反应炉进行加热处理,另外一层为保温层,可以确保反应装置中的反应温度。
通过WSA冷凝器可以对新鲜空气进行预热处理,为燃烧空气风机提供合适温度的空气源,在通过燃烧空气风机将人空气送入燃烧炉,提高燃烧效率,节省燃料气和液化气的用量。
当燃烧炉内温度到达一定时,H 2S与O 2生成工艺气。
在出炉后进入废热锅炉中进行冷却,并进入SO 2反应器。
在SO 2反应器催化剂作用下,SO 2与O 2发生反应生成SO 3。
SO 2反应器是倒锥型立式容器,内部有三个催化剂床层,分别填装不同规格的钒催化剂,同时在每个床层下方设置床间冷却器,对反应热进行处理,使转化率达到生产要求。
生成的SO 3出反应器之前经过工艺气冷却器进行降温,使工艺气温度维持在硫酸冷凝温度之上,防止工艺气提前冷却腐蚀设备。
三个冷却器中的冷却介质为不同温度的蒸汽,蒸汽的温度和压力调节通过计算模块根据气体反应情况进行计算,最终给自调阀发出指令进行调节,从而确保反应器的转化效率,并控制设备腐蚀情况。
来自SO 2反应器的SO 3和水蒸气最终进入WSA冷凝器,冷凝器是由多个并联的玻璃管组成的管壳式换热器,每组玻璃管内配有螺旋线和除雾器装置。
湿法硫酸技术

湿法硫酸技术佚名【摘要】摘要:介绍了托普索WSA工艺的最新进展和MECS SULFOX技术的最新应用。
WSA—DC技术将WSA技术的尖端优势(主要是高能效)与二次转化工艺的高转化率相结合,同时将一次转化后的气体循环到SO2转化器的进口以代替空气稀释,因而有可能处理φ(SO2)远高于6%~7%的进气。
MECS SULFOX 技术适用于各种废气和酸性气制酸,具有自动化操作、高效回收废热、简单而紧凑的模块化设计等主要优点。
%The latest developments in Topsφbe's WSA process and recent applications of MECS SULFOX technology are reported. The WSA-DC technology combines the advantages of the WSA technology, primarily the high energy efficiency, with the high conversion efficiency of the double-contact process. At the same time, recycling of process gas after the first contact stage to the inlet of the SO2 converter instead of dilution with air makes it possible to accept feed gases with SO2 concentrations considerably higher than 6 vol% -7 vol%. MECS SULFOX technology is applicable to produce sulphuric acid from a wide range of sulphur-rich waste gases and waste liquids and has key benefits of automated operation, high-efficiency heat recovery and very simple and compact modular design.【期刊名称】《硫酸工业》【年(卷),期】2012(000)006【总页数】6页(P11-16)【关键词】废气脱硫;含硫废物再生;硫酸生产;湿法工艺【正文语种】中文【中图分类】TQ111.161 托普索WSA技术进展1.1 WSA技术在最近20年中,托普索公司的WSA(湿法硫酸)技术在通过生产硫酸来净化中低SO2浓度[φ(SO2)最高为6% ~7%]气体方面获得了广泛的应用。
酸性气制硫与制酸工艺在炼油厂的应用对比

酸性气制硫与制酸工艺在炼油厂的应用对比摘要:介绍了当前炼油行业应用最广的制硫工艺:CLAUS工艺,及制酸工艺:湿法制硫酸技术。
因存在硫酸销售瓶颈,目前国内石化行业普遍采用硫磺生产技术。
制酸工艺分为以硫磺为原料和以含H2S酸性气为原料生产硫酸两种工艺。
硫磺制酸工艺较为普通;含H2S酸性气生产硫酸工艺在国外石化行业应用广泛。
关键词:酸性气CLAUS工艺WSA 硫磺H2S目前我国炼油厂均设置有硫磺回收装置,从主装置回收的酸性气送至硫磺回收装置用于生产硫磺。
对于高浓度的硫化氢酸性气,通常采用克劳斯法回收硫磺,含硫尾气需要进一步焚烧处理,回收剩余的硫,使烟气排放达到环保要求。
由于硫磺是生产硫酸的主要原料,如果用硫化氢酸性气直接生产硫酸,可以省去复杂的工艺过程,既可节省投资和生产成本,有效利用硫资源,又能使产品具有更强的市场竞争力。
本文主要以某海外炼化一体化项目4万吨硫磺回收装置(国内某公司ZHSR技术)及同等条件下转化为硫酸的12万吨硫酸装置(WSA技术)为案例,进行如下的分析和探讨。
一、制硫工艺1.ZHSR制硫工艺1.1硫磺回收部分CLAUS部分采用常规两级转化CLAUS工艺。
其一、二级反应器入口过程气采用废热锅炉发生的中压蒸汽间接加热。
全部酸性水汽提酸性气和部分胺再生酸性气和全部配风进入第一燃烧区进行燃烧,剩余的胺再生酸性气(20%)进入第二燃烧区继续进行CLAUS反应。
反应原理:CLAUS反应炉2H2S+3O2→2SO2+2H20 2H2S+SO2→3/x Sx+2H2O两级催化2H2S+SO2→3/x Sx+2H2O1.2尾气处理部分尾气处理部分采用加氢-还原工艺,其总硫回收率预期可达99.8%~99.9%。
反应原理:尾气处理SO2+3H2→H2S+2H20 Sx+XH2→xH2S尾气焚烧2H2S+3O2→2SO2+2H201.3液硫脱气部分ZHSR的空气鼓泡专有技术,不需要催化剂,液硫脱气后的含硫气体至焚烧炉焚烧。
浅谈利用WSA(湿法硫酸)工艺处理炼厂酸性气

分 老 化 问题 , 只有继续加强改进 , 持之以恒 , 使成 果进一步巩 同 , 降 低 故 障停 井 井 次 。 提高油井时率 , 才 能 尽 最 大 能 力 减 少 原 油 损
失. 提 高经 济效 益 。
通 过 我 们 的共 同努 力 , 与去年同期相 比, 我 队 的 故 障 停 井 次
托普 索 的 V K 系列 催 化 剂 。催 化 剂 基 于 硅 藻 土 的硅 载 体 , 浸 渍有
五 氧 化二 钒 和焦 硫 酸 钠 , 钾 。也 有 含 铯 的特 殊 改 进 催 化 剂 用 于低 温性 能 。
六 结 论
向底 部 。为 了能 使 冷 凝 进 行 的更 好 , 需 要 想 工艺 气 中加 入 含 有 很 小硅颗粒的气体 , 硅颗粒充 当晶核 。 使 酸 微 滴 形 成 。 为 避 免 酸 雾
性 气 的 工 艺 路 线 .该 装 置 没 有 二 次 污染 ,工 艺 气 中 的水 无 需 处 理。 直接利 用 , 且 装置 内副产大量蒸 汽 , 从 而 节 约 一 部 分 运 行 成 本。 在 产 品 浓 硫 酸有 保 证 的情 况 下 , WS A 工 艺 是 一 个 非 常 好 的 处 理 酸 性 气 的 工 艺 选择 。
吨 。 按 每 吨原 油 3 0 0 0元 计 算 , 经济效益为 l 5万 元 。 结束语 : 通 过活动 , 对 故 障停 井 的 控 制 已 基 本 达 到 了 预 期 的 效果。 有 效 的 降 低 了 故 障停 井井 次 、 一 定 程 度 上 提 高 了油 井 时率 ,
增 加 了产 量 。 目前 , 我 队 的 形 势 还 是 比较 严 峻 的 , 特 别 是 管 线 部
在 WS A 工 艺 中所 用 S C R反 应 器 催 化 剂 是 托 普 索 的 D N X 型
WSA制酸工艺在兖矿新疆醇氨联产项目中的应用

作 者简 介 : 宋玉 国( 1 9 7 1 一 ) , 男, 山东滕州 , 助理工 程师 , 学士, 2 0 0 5年本科 毕业 于 山东 理工 大学化 学工 程 与工艺 专业 , 现 从 事生产 技术管理 工作 , E - m a i l : s o n g y u g u o 2 0 0 7 @ l 6 3 . c o m 。
( 3 )
2 H 2 S+ C O 2 = C S 2+ 2 H 2 0 2 C 0 + 0 2 = 2 C 0 2
( 4 )
( 5 ) ( 6 )
2 H 2 + O 2 = 2 H 2 0
1 . 2 S CR 反 应 器 中 的 反 应 原 理
主反 应 见 式 ( 7 ) 、 式( 8 ) :
文章 编号 : 1 0 0 5 - 9 5 9 8 ( 2 0 1 3 ) 一 0 3 0 0 2 0 — 0 3 中图分类 号 : x 7 0 1 . 3 文 献标识 码 : A
化工 W S A装置 于 2 0 1 2年 1 1 月 2 5日打通 流程 ,现笔
引
言
者对该 装 置酸性 气及 含氨不 凝气 的处 理 工艺应 用情 况进行 了经验总结 , 供 同类型企业进行参 考借鉴 。
煤气净 化尾气处 理装置是 煤化工 、石 油化工 、 天
然气 、 煤 制油 等 生产 企业 的重 要组 成部 分 , 对H s气 体的 回收和 利用 , 既是 环境保 护 的要求 , 也是 对资 源
再 利用 的需要 。 目前 , 在 国 内和 国际上 应用较 为广泛 的是丹麦托普 索 W S A制酸工艺 ( 湿法制 酸) , 由于其运 行稳 定 , 对 酸性 气适用 范 围广 , 引起 国 内外众 多企业
安庆曙光煤制氢项目wsa湿法制酸工艺运行总结

2141 工艺介绍安庆曙光煤制氢项目硫回收装置采用丹麦托普索公司WSA湿法制酸专利技术,用于回收上游装置产生的含硫化氢的工艺废气,进而生产98%工业级浓硫酸,降低环境污染。
WSA装置处理的酸性气来源有两路:一路来自低温甲醇洗装置,硫化氢含量约31%;另一路来自变换装置的汽提气,硫化氢含量约2%。
WSA湿法制酸工艺主要由焚烧、转化、冷凝成酸等三部分组成:(1)燃烧。
含硫化氢的酸性气体在焚烧炉内与氧气充分燃烧生成二氧化硫。
H 2S+3/202S02+H20+519kJ/mol S+O 2SO 2+297kJ/mol(2)转化。
二氧化硫在催化剂的作用下与氧气反应生成三氧化硫。
SO 2+1/2O 2SO 3+99kJ/mol(3)冷凝成酸。
三氧化硫与混合气中的水蒸气反应生成气态硫酸,气态硫酸再经冷凝得到液态硫酸。
SO 3+H 2O H 2SO 4(g)+101kJ/molH 2SO 4(g)+H 2O H 2SO 4(l)+69kJ/mol从上游工序送来的酸性气、汽提气和燃料气、空气一起进入焚烧炉焚烧生成含二氧化硫、水蒸汽和二氧化碳的炉气。
炉气经废热锅炉冷却后进入转化器,将二氧化硫氧化为三氧化硫。
三氧化硫和水蒸气在WSA冷凝器内冷却、冷凝成液态硫酸。
2 存在的主要问题WSA装置自2016年8月开车至今,因气化原料煤选用低硫煤种,装置负荷长期维持在设计值(1.3t/h)的40~65%运行。
装置存在的主要问题有:(1)引入汽提气后烟囱冒黄烟;(2)产品浓硫酸浓度不合格;(3)浓硫酸装车泵故障频繁;(4)工艺冷凝器底部设备外壳泄露;(5)反应器人孔多次泄漏。
3 问题处理(1)引入汽提气后烟囱冒黄烟。
WSA装置首次开车时,引入少量汽提气不久发现烟囱有黄烟冒出,当时就临时决定汽提气暂时退出系统。
经分析为汽提气中的氨在焚烧炉氧化为氮氧化合物,氮氧化合物呈黄色,最终同尾气一道从烟囱排出。
分析数据也佐证上述分析,汽提气中氨含量实际测量值为3.8%,远大于设计值的1%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8
19 20
2
21
24
13 6
74
4
13 10
6
10 11
22
电厂 炼油厂和石化 冶炼厂
焦化、煤化工 其它应用
2
December 2008
上海焦化厂 – 设计条件
低温甲醇洗过 来的酸性气:
3,100 Nm3/hr 12% H2S 0.14% COS 83% CO2
蒸汽 4.2 ts/hr 40 barg/425ºC
- 1,075,200 RMB
计算基础
RMB 0.60/m3 RMB 0.55/kWh RMB 0.60/Nm3
40 MTPD 4.3 tons/hr (40 barg)
+ 1,320,000 RMB + 3,780,000 RMB ~ + 5,100,000 RMB
RMB 100/tons RMB 110/tons
布局简单,设备少;装置结构紧 工艺过程复杂,占地面积大。
8
凑; 占地仅几百平方米。
燃烧是过氧完全燃烧;操作简单 燃烧是化学计量氧燃烧,操作条
9
、经济。用DCS控制,自动化 程度高;可以和其它装置结合
件苛刻。燃烧炉运行不好,影 响硫磺产品质量,排放超标。
起来,无需单独的运行车间
生产过程中,不需要工艺水及化 消耗工艺水,冷却水消耗高。
WSA 中国业绩表(五)
客户 工厂地址
上海焦化厂(第二套) 上海
山东兖矿新疆煤化工 乌鲁木齐
上游装置,硫来源 低温甲醇洗
硫酸产量 (吨/天)
开工年份 (年)
100 吨
2012
低温甲醇洗
未披露
2012
WSA 装置流程图
燃烧空气
风机
烟气
H2S 气体
燃烧炉
转化器
床间 冷却器
风机 空气
冷凝器
酸泵 酸冷却器
对酸性气体组成没有限制,H2S浓 对酸性气体原料要求苛刻,尤其
度可以低至1%以下,高可以
对烃类有机物、NH3、CO2、
3
超过90%; 原料中可以含有高 COS等等有限制; 另外,H2S
浓度的CO2, 以及烃类有机物
浓度必须要高于25%以上。
等杂质。
操作弹性范围大;负荷在25%以 操作负荷低于70%,装置就无法
致力于质量和服务
托普索WSA湿法制酸技术
煤化工酸性气体回收成商品级浓硫酸
丹麦托普索公司北京办事处
丹麦托普索公司简介
托普索博士1940年创立该公司 • 广泛进行化工领域的研究开发 • 所从事的业务都是基于自己开发
的催化剂和催化工艺基础上 • 技术/工艺专利商,提供催化剂 • 销售收入 (2007):约7亿美元 • 公司职员:~ 2000人
4
下都可以正常运行;进料等大
正常运行。进料波动会严重影
幅度波动不会影响装置的运行
响装置运行。
WSA湿法硫酸 和 克劳斯硫磺装置对比(二)
5
生产商品级浓硫酸(浓度98%);产 生产硫磺,质量不稳定。 品价值高,可以直接自用市售
产生大量的过热蒸汽,压力超过 蒸汽产量低。
6
5Mpa,进工厂蒸汽管网。
7 无废水、废渣等二次污染物排放 有污水排放,等造成二次污染。
WSA 装置业绩
• 全球: 27个国家,近80个业绩
– 煤化工、焦化行业 – 炼油、石化行业 – 粘胶纤维 – 冶金行业 – 电厂
• 单套最大处理气量 • 单套最大产酸能力
1,000,000 立方米/小时 1,200吨/天
• 中国已有26个装置业绩(包括在建及投产);其中处理低温 甲醇洗的酸气有11个.
真空碳酸钾洗
硫酸产量 (吨/天)
55 83 51 23 51
开工年份 (年) 2009 2008 2009 2009 2009
真空碳酸洗
51
2009
真空碳酸洗
51
2010
WSA 中国业绩表(四)
客户 工厂地址
山西焦化厂 山西,洪洞县
韶关钢铁集团,第二套 广东,韶关
莱芜钢铁集团 山东,莱芜
蓝星化工集团(共 2 套) 天津
WSA湿法硫酸 和 克劳斯硫磺装置对比(一)
WSA 湿法硫酸装置
克劳斯硫磺装置
硫回收率高,SO2排放满足国家最 硫回收率低,尾气排放不达标,
1
新排放标准要求(<960mg/Nm3) ,甚至更低;无需尾气处理装
需要专门的尾气处理装置。同 时尾气排放掺入了大量的空气
置。
进行SO2排放浓度稀释。
2
正常运行不消耗燃料(H2S浓度低 燃料消耗高 ,需要消耗少量燃料)
WSA装置供货范围划分
• License 技术转让许可 • Basic Engineering 基础工艺设计 • Supervision and on-site training技术服务现场培训 • Proprietary Equipment 专有关键设备 • Catalyst 催化剂 • Spare Parts 备品备件
“托普索之路”
催化剂 研究
和开发 工程设计硫酸技术 缩写
主要特点: • 废气中的含硫化合物回收成商品级的浓度约 98% H2SO4
• SO2 脱出率高; 硫排放符合国家最新环保排放标准 (GB16297-96)要求; 也可满足用户的要求达到更低水平。
• 工艺气无需进行干燥处理
10
学品。冷却水消耗少。
环保装置,装置区域非常干净。 装置区域污染严重,有异味; 环
11
无异味。
境差。
结 论(Conclution)
• 排放达到环保排放要求,是一个环保装置; • 没有废水、废固体污染物产生 • 技术先进; • 操作弹性大(1:4) • 工艺简单、占地面积小、投资低; • 能效好,产生高压过热蒸汽; • 处理各种各样的原料,没有对含有大量的烃类、CO2等的限制; • 产品是商品级的浓硫酸(~98%)。
WSA
干净排放气
170 ppm SO2 (99.6% reduction)
日产40 吨 H2SO4 (浓度98% )
上海焦化厂WSA装置模型
占地面积 (不包括焚烧炉) 13 x 19 m. (250 m2)
SO2 转化器
WHB 焚烧炉
冷凝器 酸系统
WSA 装置用于煤气化
煤气化炉 (德士古Texaco)) 气体洗涤: 甲醇(Rectisol)
产品硫酸
设备
• 燃烧炉/焚烧器
– 把以下成分燃烧成SO2 : • 酸气 (H2S, COS 以及 CS2) • 废酸
– 热的燃烧空气可用来使蒸汽产量最大化
SO2工艺气
SO2 反应器介绍
催化剂层
400- 420ºC 400 - 420ºC 400 - 420ºC
265 - 290ºC
工艺气 H2SO4 (gas)
陕西陕化化肥有限公司 陕西,渭南
云天化股份有限公司 云南,水富县
上游装置,硫来源 真空碳酸钾洗 低温甲醇洗 苯加氢废液 真空碳酸钾洗
真空碳酸钾洗
炼油厂及蛋氨酸 酸性废液及废气
低温甲醇洗
低温甲醇洗
硫酸产量 (吨/天)
开工年份 (年)
102
2010
51 未披露 2 x 300 未披露
87
2010 2010 2011 2011 2012
硫酸产量 (吨/天)
214
525 40 50
纺丝含硫尾气
303
开工年份 (年)
2001
2001 2005 2005 2007
乙醇胺洗
50
2008 年初
WSA 中国业绩表(二)
客户 工厂地址 宝钢梅山项目 江苏,南京
新疆广汇新能源有限公司 新疆
唐山佳华煤化工 河北,唐山
洛阳钼业集团 河南,洛阳
河北金牛天铁集团 河北,涉县
Hot Air Outlet Product Acid Outlet
WSA冷凝器安装
WSA 酸冷却系统
设备
• E 122 酸冷却器
– 板式换热器用于酸冷却
WSA业绩
案例 ”上海焦化厂”
1112 3 5
39
1 3
1 2
14 18
8
1
1723 5 15
7
3
3
7 42
1 15
2
5 46
4
5 9
6 16 12 8 9
~10% H2S ~90% CO2
日产40 吨 硫酸装置
(上海焦化厂)
OPEX for “上海焦化厂” 装置
消耗:
冷却水 电 燃料 产品:
硫酸 蒸汽 总的收益
规格
15 m3/hr (30 -> 40ºC) 92 kW
224 Nm3/hr
每年操作 成本/收益 - 72,000 RMB
- 405,000 RMB
攀枝花钢铁总厂 四川,攀枝花
上游装置,硫来源 真空碳酸钾洗
硫酸产量 (吨/天)
70
开工年份 (年)
2008
H2S 煤气化后 低温甲醇洗气体
168
H2S 煤气化后 低温甲醇洗气体
55
2009 2009
冶炼烟气
57
2009
真空碳酸洗
50
2010
真空碳酸洗
33
2010
WSA 中国业绩表(三)
客户 工厂地址
床间冷却器
设备
• SO2 反应器
– 2SO2 + O2 -> 2SO3
设备 - SO2 反应器内件
WSA 冷凝器细节
干净气出口 冷却空气入口
70%
98%