不良品记录表
不良品处理流程表格模板

不良品处理流程表格模板在生产或制造过程中,不可避免地会出现不良品。
不良品对企业的经营和产品质量造成负面影响,因此及时有效地处理不良品是每个企业都必须重视的工作。
为了规范不良品的处理流程,提高处理效率和结果,可以使用以下表格模板进行记录和管理。
不良品处理流程表格模板序号不良品名称不良品类型不良品数量处理方式处理人员处理日期备注12345表格字段说明•序号:每个不良品的编号,便于唯一标识和查找。
•不良品名称:记录不良品的具体名称,比如产品型号、部件名称等。
•不良品类型:指明不良品的类型,比如外观缺陷、功能故障、材料问题等。
•不良品数量:记录不良品的数量,方便统计分析和后续处理。
•处理方式:详细描述对不良品的处理方式,可以是报废、返工、退货等。
•处理人员:记录参与处理不良品的人员,可以是质检人员、生产人员等。
•处理日期:记录处理不良品的日期,以方便追溯和时间统计。
•备注:对不良品进行额外的备注信息,如原因分析、处理结果等。
使用说明1.根据实际情况在空白行上填写不良品名称、类型、数量、处理方式、处理人员、处理日期和备注信息。
–不良品名称可以是具体的产品型号或部件名称,以方便标识。
–不良品类型可以是外观缺陷、功能故障、材料问题等具体描述。
–不良品数量可以是具体的数字,方便统计和后续处理。
–处理方式可以是报废、返工、退货等具体方式描述。
–处理人员可以是实际参与处理的人员,以便追溯和责任追究。
–处理日期记录实际处理不良品的日期。
–备注可以对具体不良品进行补充说明,如原因分析、处理结果等。
2.根据实际需要添加或删除表格行,以适应不同的不良品数量。
3.定期更新表格内容,记录最新的不良品信息和处理情况,以便及时调整生产或制造过程,并提高产品质量。
总结使用不良品处理流程表格模板可以帮助企业规范不良品处理流程,提高处理效率和结果。
通过记录不良品名称、类型、数量、处理方式、处理人员、处理日期和备注信息,可以方便地进行统计分析和追溯,并及时调整生产或制造过程,提高产品质量。
IPQC FQC不良记录表

序號型號料號日期稽核人問題點描述1140w2-A0015-A110-11馬娟娟IPQC在巡检时发现标示为7号灯LE上的保护膜未去掉2140w2-A0015-A110-11馬娟娟IPQC在巡检时发现标示为15号灯负极线露在外面3140w2-A0015-A110-11馬娟娟IPQC在巡检时发现反光罩上有明显黑手印,正在烧机中的灯竟然灭了。
4140w2-A0015-A110-12馬娟娟IPQC巡检时发现标示为10号灯黑色绝缘线外露5140w2-A0015-A110-12馬娟娟IPQC巡检时发现标示为5号及7号烤弯玻璃外部有硅胶外溢6140w2-A0015-A110-12馬娟娟IPQC巡检时发现3号反光罩变形,里面有异物7120W7-A0012-A111-9陈爱丽OQC在成品入库时发现OP在拉叉车时,由于没做好适当处理,造成产品摔落到地。
8140W7-A0012-A111-12马娟娟IPQC在制程巡检中发现上下盖已组装好的产品有1PCS上盖缺料9140W7-A0012-A111-12马娟娟IPQC在制程巡检中发现已组装好的产品在放入烧机架上有电源线接错位置现像,没有按SOP作业10140W7-A0012-A111-12马娟娟IPQC在制程巡检中发在安装灯杆固定片上的华司有少装的多装现像,没有按SOP作业11#######马娟娟IPQC在制程巡检中发现产线在自制线材时没有在线头加上黑色绝缘套,导致Y型端子头裸露在外。
12#######马娟娟IPQC在制程巡验中发现产线在组装上盖时把没有套有绝缘套的线材安装到产品上,未按SOP作业。
13#######马娟娟IPQC在制程巡检中发现产线在连接Power与线材时有线头接错位置的现象。
14#######马娟娟IPQC在制程巡检中发现已组装好的产品在放入烧机架上再次把电源线接错位置,没有按SOP作业IPQC巡檢異常追蹤:460cm/600cm线材加工上盖组装(半成品)上盖组装(半成品)上盖组装(半成品)15加工线材#######王彩红IPQC在制程巡验时发现产线在加工460CM /600CM 线材时没有挂SOP进行作业。
201105在线不良品记录

Plastics colour 塑胶颜色:Part number 零件编号:Part description 零件描述:Operation 工序:Date 日期Shift 班次MANMANMANMANMANMANMANMANMANMANMANTotal # inspected 检验总数0qualified quantity 合格品defects quantity 不良品00000000000000000000000000000000DPU 不良率#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!Normal DPU 标准不良率 3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%Defect name 分类明细:调机次品变形,断裂,破损缺料,注塑不足飞边,毛刺缩影,凹陷 油污,脏污划痕,划伤,碰伤银丝,银点,条纹修伤,烫伤,压伤异点(黑/白点),异物色差,变色波纤外露气痕,气纹,熔接线拉伤,顶白7123456891011■Mold 注塑 □Machining 机加工在线不良品记录表1*4MonPlastics colour塑胶颜色:Part number零件编号:Part description零件描述:Operation工序:■Mold 注塑□Machining机加工在线不良品记录表1*4Mon 双网覆胶铁丝外露Plastics colour塑胶颜色:Part number零件编号:Part description零件描述:Operation工序:Date日期Shift 班次Total # inspected检验总数qualified quantity 合格品defects quantity不良品DPU不良率Normal DPU标准不良率Defect name分类明细:调机次品变形,断裂,破损缺料,注塑不足飞边,毛刺缩影,凹陷油污,脏污划痕,划伤,碰伤银丝,银点,条纹修伤,烫伤,压伤异点(黑/白点),异物色差,变色波纤外露气痕,气纹,熔接线拉伤,顶白Make制表:M A N M A N M A N M A N M A N M A N M A N M A N M A N M A N M A N 000000000000000000000000000000000000000000000000000000000000000000 #DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%141819202122 1213151617Month月份:七月Plastics colour塑胶颜色:Part number零件编号:Part description零件描述:Operation工序:双网覆胶铁丝外露Make制表:Month月份:七月Plastics colour塑胶颜色:Part number零件编号:Part description零件描述:Operation工序:Date日期Shift 班次Total # inspected检验总数qualified quantity 合格品defects quantity不良品DPU不良率Normal DPU标准不良率Defect name分类明细:调机次品变形,断裂,破损缺料,注塑不足飞边,毛刺缩影,凹陷油污,脏污划痕,划伤,碰伤银丝,银点,条纹修伤,烫伤,压伤异点(黑/白点),异物色差,变色波纤外露气痕,气纹,熔接线拉伤,顶白M A N M A N M A N M A N M A N M A N M A N M A N M A N 00000000000000000000000000000 0000000000000000000000000000 #DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%3.0%303126272829232425小计Plastics colour塑胶颜色:Part number零件编号:Part description零件描述:Operation工序:双网覆胶铁丝外露0。
5S巡查及不良记录表
22
不良品必须有标识(如用有红色箭头纸),并且要隔离;
4
23
下班时办公室、车间无人时必须关掉电源、光管、风扇,门必须锁上;
4
24
上班时间不能看书,吃东西,说笑(闲聊),玩游戏,串岗,玩手机接听电话,不能扒在桌面或有睡觉等现象
4
25
宣传栏要适当(每月一次)更新、并保持整洁;
4
合计总分:
100
综合扣分(如检查发现现场存在要改善项目但不适用以上标准)1个扣-2分,2个扣-4分,3个以上扣-5分
5.组长:品管主管,组员:注塑主管,喷油经理,仓库主管,工模领班,行政副经理
7.每月20-25号各巡查一次.每月26号公布成绩.各部门不达标问题2个工作日内改善完成!(5S难点问题除外)
小组会签:
5S组长审核:
4
2
消防设施下面不能摆放任何东西;而且点检完整,而且保持良好状态。
5
3
灭火器下面不能摆放任何东西;而且点检完整
5
4
目视管理,各区域必须划分标识清楚,标明区域责任人
4
5
必须划分不良品摆放区域,统一管理;不良品必须当天清理退仓,不能堆积过多;以及车子货架、积车、运模车、运料车、卡板、工模等划定区域摆放规范
4
17
下班时间所有的物料、椅子都归回原位摆放整齐;
4
18
所有的垃圾篓(要固定位置)、标识可回收和不可回收识别,垃圾篓的垃圾不能超出垃圾篓表面、及时清空和清理干净垃圾篓
4
19
生产线上的光管、风扇,必须保持干净、整洁;离位关开关制
4
20
车间洗手间必须干净、无异味;不能漏水
4
21
车间作业时产品不能堆积过多在作业台面上,杂乱,掉落地面
不合格品评审处置记录表
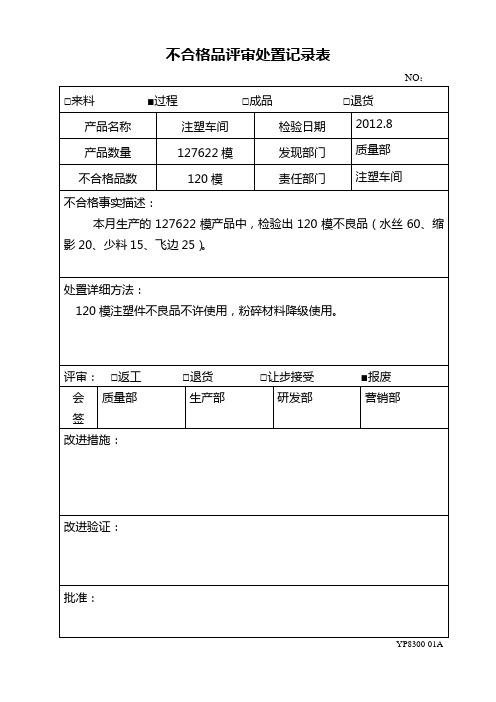
不合格品评审处置记录表NO:□来料■过程□成品□退货产品名称注塑车间检验日期2012.8产品数量127622模发现部门质量部不合格品数120模责任部门注塑车间不合格事实描述:本月生产的127622模产品中,检验出120模不良品(水丝60、缩影20、少料15、飞边25)。
处置详细方法:120模注塑件不良品不许使用,粉碎材料降级使用。
评审:□返工□退货□让步接受■报废质量部生产部研发部营销部会签改进措施:改进验证:批准:NO:□来料■过程□成品□退货产品名称喷涂车间检验日期2012.8产品数量37868只发现部门质量部不合格品数52只责任部门喷涂车间不合格事实描述:本月生产的37868只产品中,检验出52只不良品(颗粒22只、流挂15只、桔皮13只、漏喷2只)。
处置详细方法:52只不良品不许使用,粉碎后材料降级使用。
评审:□返工□退货□让步接受■报废质量部生产部研发部营销部会签改进措施:改进验证:批准:NO:□来料■过程□成品□退货产品名称压铸车间检验日期2012.8产品数量18220模发现部门质量部不合格品数26模责任部门压铸车间不合格事实描述:本月生产的18220模产品中,检验出26只不良品(缺料10只、破裂8只、变形8只)。
处置详细方法:26只不良品不许使用,全部报废(回炉)。
评审:□返工□退货□让步接受■报废质量部生产部研发部营销部会签改进措施:改进验证:批准:NO:□来料□过程■成品□退货产品名称后视镜检验日期2012.8产品数量12368只发现部门质量部不合格品数4只责任部门总装车间不合格事实描述:本月生产的12368只产品中,检验出4只不良品(螺丝松动1只、表面划伤2只、换向顺序错1只)。
处置详细方法:4只不良品经返工返修重新全检合格,可以放行。
评审:■返工□退货□让步接受□报废质量部生产部研发部营销部会签改进措施:改进验证:批准:NO:□来料■过程□成品□退货产品名称冲压件检验日期2012.8产品数量9925只发现部门质量部不合格品数9只责任部门冲压车间不合格事实描述:本月生产的9925只产品中,检验出9只不良品(破裂3只、偏心4只、毛刺2只)。
不良品统计表样表
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
流痕 0
缩印 0
划伤 划痕 白痕 花纹
0
数量
1 0.8 0.6 0.4 0.2
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
流痕 0
缩印 0
划伤 划痕 白痕 花纹
0
数量
1 0.8 0.6 0.4 0.2
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
总计
19:30-21:30 21:30-23:30 23:30-1:30 1:30-3:30 3:30-5:30 5:30-7:30
总计
7:30-9:30 9:30-11:30 11:30-13:30 13:30-15:30 15:30-17:30
00000000 00000000 00000000 00000000 00000000 00000000 00000000
录
0
0
数量
划痕 花纹
色差 0
修伤 0
黑点 0
特殊情况 记录
数量
划痕 花纹
色差 0
修伤 0
黑点 0
特殊情况 记录
数量
划痕 花纹
色差 0
修伤 0
黑点 0
特殊情况 记录
数量
划痕 花纹
色差 0
修伤 0
黑点 0
特殊情况 记录
数量
划痕 花纹
色差 0
修伤 0
黑点 0
特殊情况 记录
数量
划痕 花纹
不良品管理表模板
不良品管理表
产品名称车型问题描述分析日期
不良数量不良
率
发生场所生产批号
位置
料账确认不良品控制方法备注
账面
数量
调查
人
实际
数量
检查确认
人
临时措施数量
不合格品处
置
原材料供应商完成品(库存及在途)中转仓库成品(含不合格品)原材料仓库(含不合格品)
制程过程材
料
备料区(待上线)
已经上线未加工(含不合格品)
生
产
阶
段
①
②
③
④
⑤
⑥
成品状态待入库(含不合格品)成品仓库
在途
业务联络处或办事处中转仓库
顾客装配线
顾客进料仓库
不良品(可疑品)处置/控制方法:
1.能100%检出能力时,通过全检挑选的方式处置(记录可追溯的批次号、数量并做好颜色记录,如打点记号),不良品标识隔离。
2.不能完全检出不良故障时,标识隔离可疑批次并通过改善品进行更换处置。
3.但出现改善后的产品无法满足顾客要求时,通过与顾客商定的方式满足要求的部分介绍(数量、时间)。
不良品统计记录
日期
不良品统计记录表
浙江123456
订单号
生部门
生产数量
检验数量
尺寸
破洞
抽丝 漏丝
条纹 波浪
少裁
缺料
折印 不平
表面 粗丝
表面 脏污
焊接 错误
定位 错误
锐边 卷边
裂缝
铁屑 铁刺
切口 不平
咬边
飞溅
气泡
压痕
123456有限公司
焊疤 焊渣
轻微 凹凸
色差
装配 不良
大身 破洞
漏缝
卷边
起皱
针距 不良
边线 歪斜
布毛 线头
露底
划伤
粗糙 颗粒
起皮 毛刺
流挂
花纹
打滑
溢料
毛边
漏装 错装
条码 不对
折叠 不灵
堵头 不良
螺丝 不良
塑料 袋
总不良数 总报废数
备注