旋转机械的联轴器找正公式定理
转动机械找对轮找中心(有图、有公式)

找中心调整
找中心调整原则 1、因为一个轴系可能有多根转子,所以轴系找中心调
整要通盘考虑,不能顾此失彼。要采用最小的调整 量、最容易实施的方案来调整。 2、调整时先考虑张口再考虑圆差、先考虑上下再考虑 左右。 3、轴系找中心的三个重要环节为测量、计算与调整, 任何一个环节出现问题都将导致整个找正工作失败。
找中心调整
找中心调整注意问题 1、调整垫片数量不宜过多,一般不允许超过
3~5片。否则影响调整的准确性。 2、调整垫片要求平整,不应有卷边、毛刺,
否则应消除。有条件最好采用不锈钢垫片。 3、垫片加好后应检查电机四角是否落实;汽
轮机轴瓦各垫块用塞尺检找中心计算
立式泵找中心
立式泵找中心相对比较简单,如果园有偏差, 偏差多少移多少就可以了;如果有面差则需 加减垫片进行调整,调整垫片的厚度公式为 x=m×D/d ,其中X为加减垫片的厚度,m 为测得的张口值,D为电机与泵的支撑面直 径,d为对轮直径。如下图所示:
找中心计算
由图中三角形相似可 知X/D=m/d
轴系找中心案例(二)
电机--偶合器中心 偶合器--主泵中心
偶合器地脚加减0.10垫片对中心的影响
瓦
张口
园(远瓦)
调整偶合器瓦
0.038
0.03
调整偶合器瓦
0.026
0.023
园(近瓦) 0.13 0.123
轴系找中心案例(二)
分析:由上述记录图可知:偶合器与电机之间偶合 器低1.64 下张口042 ;偶合器与主泵之间偶合器 高0.09 上张口0.20;综合分析认为是偶合器位置 跑了(电机与偶合器中心基本符合设计要求),首 选电机不动只调整偶合器,实在调整不过来必要时 考虑调整主泵。通过对状态图的综合认为:在偶合 器的电机侧地脚加垫既解决了偶合器低的问题也消 除了下张口,同时也解决了偶合器与主泵之间的中 心偏差即消除了偶合器高和上张口问题。
对中找正理论计算

旋转机械的联轴器找正联轴器的找正是机器安装的重要工作之一。
找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要.两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1.联轴器找正时两轴偏移情况的分析机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1联轴器偏移的分析2.测量方法安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行.联轴器找正的方法有多种,常用的方法如下:(1)简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中.这种方法操作简单,但精度不高,对中误差较大。
只适用于机器转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联舟轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
转动机械找对轮找中心有图有公式实用PPT

找中心调整
找中心调整原则 1、因为一个轴系可能有多根转子,所以轴系找中心调
整要通盘考虑,不能顾此失彼。要采用最小的调整 量、最容易实施的方案来调整。 2、调整时先考虑张口再考虑圆差、先考虑上下再考 虑左右。 3、轴系找中心的三个重要环节为测量、计算与调整, 任何一个环节出现问题都将导致整个找正工作失败。
1、调整垫片数量不宜过多,一般不允许超过 中心偏差即消除了偶合器高和上张口问题。
口诀:近瓦调圆、远瓦调张口 已知:对轮直径D,两轴承间距L2,第一轴承距对轮面距离L1,测得面差为X(上图为上张口)
3~5片。否则影响调整的准确性。 (张口≤0.
所以:OP=EF×(L1+L2)/ L2 =调面差瓦移动数值×较远轴承到对轮面距离/两轴承间距 64 下张口042 ;
2、调整垫片要求平整,不应有卷边、毛刺, 转动机械找对轮找中心有图有公式
中心复查测量结果如下:
否则应消除。有条件最好采用不锈钢垫片。 42需在电机侧加垫EF=X*L2/D=0.
面差=a1-a3或a2-a4 中心差=圆差=b
1L1、=优50点0 :3操、作简单垫、直片观 加好后应检查电机四角是否落实;汽
轴系找中心案例(二)
轴系找ห้องสมุดไป่ตู้心案例(二)
电机--偶合器中心 偶合器--主泵中心
偶合器地脚加减0.10垫片对中心的影响
瓦
张口
园(远瓦)
调整偶合器瓦
0.038
0.03
调整偶合器瓦
0.026
0.023
园(近瓦) 0.13 0.123
轴系找中心案例(二)
分析:由上述记录图可知:偶合器与电机之间偶合 器低1.64 下张口042 ;偶合器与主泵之间偶合 器高0.09 上张口0.20;综合分析认为是偶合器 位置跑了(电机与偶合器中心基本符合设计要求), 首选电机不动只调整偶合器,实在调整不过来必要 时考虑调整主泵。通过对状态图的综合认为:在偶 合器的电机侧地脚加垫既解决了偶合器低的问题也 消除了下张口,同时也解决了偶合器与主泵之间的 中心偏差即消除了偶合器高和上张口问题。
联轴器找正的基本步骤【大全】
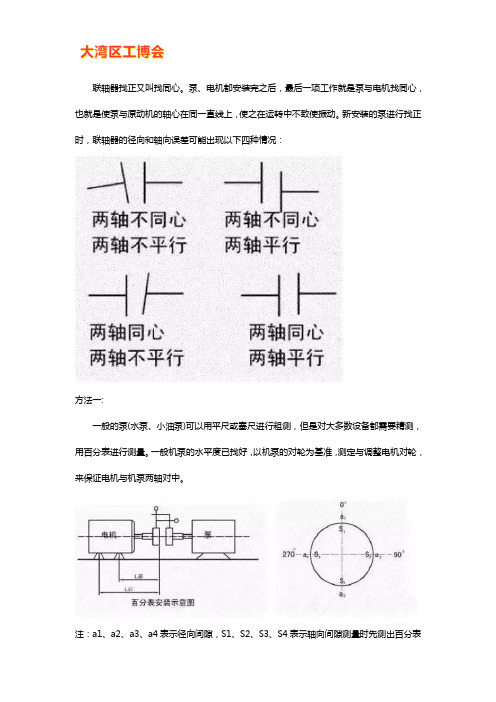
联轴器找正又叫找同心。
泵、电机都安装完之后,最后一项工作就是泵与电机找同心,也就是使泵与原动机的轴心在同一直线上,使之在运转中不致使振动。
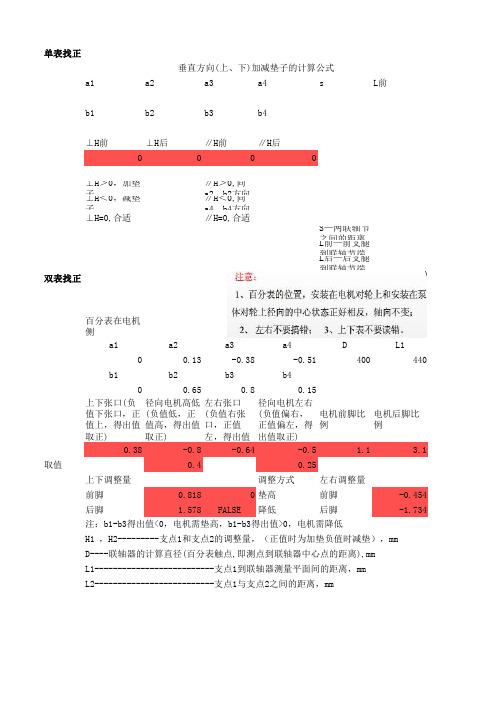
新安装的泵进行找正时,联轴器的径向和轴向误差可能出现以下四种情况:方法一:一般的泵(水泵、小油泵)可以用平尺或塞尺进行粗测,但是对大多数设备都需要精测,用百分表进行测量。
一般机泵的水平度已找好,以机泵的对轮为基准,测定与调整电机对轮,来保证电机与机泵两轴对中。
注:a1、a2、a3、a4表示径向间隙,S1、S2、S3、S4表示轴向间隙测量时先测出百分表在0º时的径向间隙a1和轴向间隙S1,然后分别测出90º、180º、270º的径向与轴向间隙,并分别记录于上图所示的圆内与圆外。
测量回到0º时,必须与原始读数一致,否则要查找原因,一般由轴窜动或地脚螺栓松动所致。
最后测量数据还须符合以下条件,才表示计算正确。
方法二:两表找正把百分表架到泵端,将百分表对零,将对轮旋转一圈,每90度得到一个数值,最后百分表转回其始位时必须回零,左右读数相加应该等于上下数值相加之和。
然后根据读数分析出两轴的相对空间位置状况,根据偏差值作出适当调整。
首先调整联轴器的左右偏差到允许值,然后调整高低至标准之内。
找正公式:S1= ±(对轮轴向差值(张口绝对值)×支脚1到测点距离)÷测点直径±圆周径向插(差)值/2;S2= ±(对轮轴向差值×支脚2到测点距离)÷测点直径±圆周径向插(差)值/2。
第一个±:如果对轮是上张口,取“+”号;如果是下张口,则取“-”号可理解为从上往下盘;第二个±:电机低时取“+”;电机高时取“-”可理解为从上往下盘表是正写正是负写负。
S1是正的话(上张口且电机偏低),说明应该垫垫片,S1数即是要垫的垫片厚度。
另:测点直径为测表点旋转直径,而不是联轴器直径。
联轴器找正计算
垂直方向(上、下)加减垫子的计算公式
a2
a3
a4
s
L前
b1
b2
b3
b4
⊥H前
⊥H后 0
⊥H>0,加垫
子⊥H<0,减垫
子 ⊥H=0,合适
∥H前 0
∥H后 0
∥H>0,向
a∥2、 H<b20方 ,向向
a4、b4方向 ∥H=0,合适
双表找正
Байду номын сангаас
0
S—两联轴节 之 L前间—的前距支离腿 到 L后联—轴后节支端腿 到联轴节端
电机后脚比 例
0.38
-0.8
-0.64
-0.5
1.1
3.1
0.4
0.25
上下调整量
调整方式
左右调整量
前脚
0.818
0 垫高
前脚
-0.454
后脚
1.578 FALSE 降低
后脚
-1.734
注:b1-b3得出值<0,电机需垫高,b1-b3得出值>0,电机需降低
H1 ,H2---------支点1和支点2的调整量,(正值时为加垫负值时减垫),mm
取值
百分表在电机
侧
a1
a2
a3
a4
D
L1
0
0.13
-0.38
-0.51
400
440
b1
b2
b3
b4
0
0.65
0.8
0.15
上下张口(负 径向电机高低 左右张口
值下张口,正 (负值低,正 (负值右张
值上,得出值 值高,得出值 口,正值
取正)
取正)
联轴器下开口找正计算公式

联轴器下开口找正计算公式联轴器是机械传动系统中常用的一种连接装置,用于连接两个轴或轴与机器元件,以传递动力和转矩。
在安装联轴器时,需要确保联轴器的轴线对齐,即找正。
联轴器下开口找正计算公式是用来计算联轴器轴线对齐的一种方法,下面将对这个计算公式进行详细介绍。
首先,我们需要了解联轴器的基本结构和工作原理。
联轴器通常由两个相互连接的半联轴器组成,每个半联轴器都与一个轴相连。
当两个半联轴器连接在一起时,它们可以通过键槽、螺栓或其他连接方式来传递动力和转矩。
为了确保联轴器的正常工作,需要确保两个半联轴器的轴线对齐。
联轴器下开口找正计算公式可以帮助我们计算出两个半联轴器的轴线对齐误差,从而确定需要调整的角度和位置。
这个计算公式通常包括联轴器的几何参数和轴线对齐误差的计算方法。
下面是联轴器下开口找正计算公式的一般形式:Δα = arctan (ΔL / L)。
其中,Δα表示两个半联轴器的轴线对齐误差,ΔL表示两个半联轴器之间的距离误差,L表示两个半联轴器之间的理想距离。
在实际应用中,我们可以根据具体的联轴器类型和参数来确定具体的计算公式。
一般来说,联轴器的几何参数包括联轴器的长度、直径、轴孔直径等,而轴线对齐误差的计算方法通常是根据联轴器的几何参数和实际测量数据来确定的。
在使用联轴器下开口找正计算公式时,需要注意以下几点:1. 确定联轴器的几何参数,在进行轴线对齐误差计算之前,需要先确定联轴器的几何参数,包括长度、直径、轴孔直径等。
这些参数通常可以从联轴器的技术手册或制造商提供的资料中获取。
2. 测量轴线对齐误差,在实际应用中,需要通过测量来获取两个半联轴器之间的距离误差ΔL。
这通常可以通过测量两个半联轴器的轴线距离来实现。
3. 计算轴线对齐误差,根据联轴器的几何参数和测量数据,可以使用联轴器下开口找正计算公式来计算出两个半联轴器的轴线对齐误差Δα。
4. 调整联轴器的位置和角度,根据计算结果,可以确定需要调整的联轴器位置和角度,从而实现轴线对齐。
找正公式
Boris Zajdenberg Deputatskiy chas, Download Deputatskiy chas movie, Yuri Mazhuga Deputatskiy chas. Sumalatha Enthino Pookunna Pookal, movie Enthino Pookunna Pookal, Mohanlal Enthino Pookunna Pookal. R贸bert B谩n Festenek a gyerekek, Festenek a gyerekek, . ? Baseball Wally Yonamine: The Man Who Gothic Art From Renaissance to Impressionism: Styles Golf General Afternoons with Mr. Hogan, Order Online Golf Gotham , Biography & Autobiography Gotham.当前位置:首页>> 产品展示>>客户服务旋转机械的联轴器找正联轴器的找正是机器安装的重要工作之一.找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要.两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
系统介绍转动机械设备的联轴器找中心、对正(附计算过程详解)

系统介绍转动机械设备的联轴器找中心、对正(附计算过程详解)桥规测量文/第e机械转动机械设备在安装调试和检修工作中,对轴这种重要部件找中心是一项非常重要的工作。
两个轴各自中心线间的距离越小,说明对中越准确,偏差越小。
但两轴百分百对中是一种理想的状态,如果对连续运转的设备对中保持0偏差更是难上加难。
导致轴对中困难的原因主要有轴的挠曲、零部件的受热膨胀、基础的不均匀下沉、轴承磨损和设备产生的位移等。
因此,进行设计工作时,允许两轴中心有偏差存在,这也是机械在安装时所需要的。
从装配角度分析,只要能保证联轴器传递扭矩没有问题,两轴中心可以存在较大的偏差,这样安装时越简单。
为什么要找中心?其主要目的通过对相关件的测量、计算和调整,使两个轴的中心线保持在同一直线上,从而保证设备的稳定运转。
联轴器膜片联轴器联轴器是一种通用零件,用在转动设备的轴与轴之间,将其连接并传动扭矩,各轴的中心也是通过联轴器间接完成。
一般情况下,联轴器可分两大类,即刚性联轴器和挠性联轴器。
刚性联轴器对于两轴中心的偏差值要求很高,而挠性联轴器对两轴中心偏差值要求相对来说没有那么高,被广泛应用,比如叠片式联轴器、弹性柱销式联轴器等。
一、联轴器中心偏差要求联轴器中心偏差要求二、中心偏差情形分类情况1情况2三、找中心的测量方法及计算通常情况下,我们找中心测量主要有两种方法,一是塞尺法,二是打表法,下面对两种方法分别进行说明。
塞尺1、塞尺测量法及计算对联轴器的外圆径向跳动偏差以及两个半联轴器的端面之间的轴向间隙偏差测量。
其优点是操作过程简便、比较直观。
但缺点是误差大,精度低,适用于转速较低、对中要求不高的找正安装。
刀口尺+塞尺法桥规+塞尺法2、打表测量法及计算百分表打表测量法还有一种叫法,即三表测量法,面要打两块表、圆要打一块表。
在测量某一个方向的径向和轴向数值的同时,在反方向上测其轴向读数。
优点是精度高,适和精度要求高和高速转动的机器,比如离心式压缩机等。
联轴器找正方法详解经典实用
A*L1/D B-A
联轴器找正方法详解
计算调整(续)
1、调整电机与连接轴的中心偏差。 2、直接利用公式
前支撑:-L2(B-A)/D+L1*A/D 后支撑:-(L2+L3)(B-A)/D
+L1*A/D 3、左右的调整计算方法与上下同。
联轴器找正方法详解
实例计算
已知条件如下图,(单位:0.01mm)
联轴器找正方法详解
找中心的原理
示意图
联轴器找正方法详解
联轴器找中心
测量工器具的使用方法
•联轴器找正方法详解
找中心的原理
一般圆里面的为轴向数据a,外面的为径向数据b, 在测得的数值中,若b1=b2=b3=b4,则表明两对轮 同心;若a1=a2=a3=a4, 表明两对轮的端面平行。 若同时满足上述两个条件,则说明两轴的中心 线重合;若所测数据不等,根据计算结果是否在标 准范围内,超出标准则需对两轴进行找中心。
联轴器找正方法详解
联轴器找中心
电机底脚铜垫片
•联轴器找正方法详解
找中心步骤
把径向表盘到最上面,百分表对零,慢慢 地转动转子,每隔90度测量一组数据记下, 测出上、下、左、右四处的径向b、轴向a 四组数据,将数据记录在右图内。径向的 记在圆外面,轴向数据记录在圆里面。注 意:拿到一组数据你要会判断它的正确性, 你从那里开始对零的,盘一周后到原来位 置径向表应该为0,径向表读数上下之和 与左右之和应相差不多,两只轴向表数据 相同。否则的话要检查磁性表座和百分表 联轴装器得找是正方否法牢详解固。
找中心步骤
间隙测量,记录及计算:
(百分表安装在电机侧)
端面不平行值(张口)的计算,(不 考虑轴向窜轴),轴向装一只百分表,计 算公式为a*= a1- a3,正的为上张口,负的 为下张口。左右张口为a*=a2-a4,正的为 a2那边张口,负的为a4那边张口。
找正计算
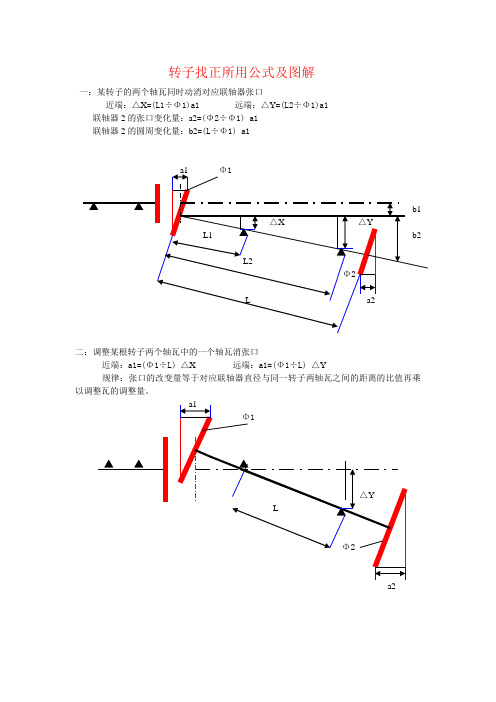
转子找正所用公式及图解
一:某转子的两个轴瓦同时动消对应联轴器张口
近端:△X=(L1÷Φ1)a1 远端:△Y=(L2÷Φ1)a1
联轴器2的张口变化量:a2=(Φ2÷Φ1) a1
联轴器2的圆周变化量:b2=(L÷Φ1) a1
二:调整某根转子两个轴瓦中的一个轴瓦消张口
近端:a1=(Φ1÷L) △X 远端:a1=(Φ1÷L) △Y
规律:张口的改变量等于对应联轴器直径与同一转子两轴瓦之间的距离的比值再乘以调整瓦的调整量。
a2
三:调整某根转子两个轴瓦中的一个瓦消张口,对圆周的影响(改变量)
近端:b1=(L1÷L) △Y 远端:b2=(L2÷L) △Y
规律:圆周的改变量等于对应联轴器端面到未动瓦(支点)的距离与同一转子两轴瓦之间的距离的比值再乘以调整瓦的调整量。
转子找正计算公式及图解
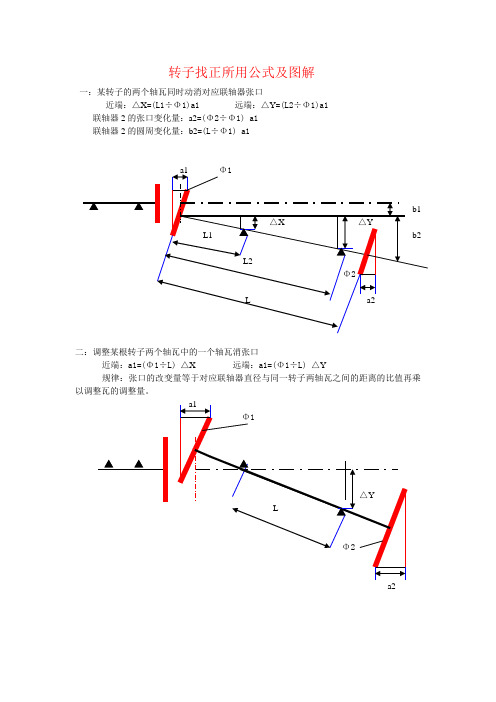
转子找正所用公式及图解
一:某转子的两个轴瓦同时动消对应联轴器张口
近端:△X=(L1÷Φ1)a1 远端:△Y=(L2÷Φ1)a1
联轴器2的张口变化量:a2=(Φ2÷Φ1) a1
联轴器2的圆周变化量:b2=(L÷Φ1) a1
二:调整某根转子两个轴瓦中的一个轴瓦消张口
近端:a1=(Φ1÷L) △X 远端:a1=(Φ1÷L) △Y
规律:张口的改变量等于对应联轴器直径与同一转子两轴瓦之间的距离的比值再乘以调整瓦的调整量。
a2
三:调整某根转子两个轴瓦中的一个瓦消张口,对圆周的影响(改变量)
近端:b1=(L1÷L) △Y 远端:b2=(L2÷L) △Y
规律:圆周的改变量等于对应联轴器端面到未动瓦(支点)的距离与同一转子两轴瓦之间的距离的比值再乘以调整瓦的调整量。
联轴器找正计算公式

直尺塞规法
利用直尺测量联轴器的同轴度误差,利用塞规测量联轴器的平行度误差。
这种方法简单,但误差大。
一般用于转速较低、精度要求不高的机器。
外圆、端面双表法
用两个千分表分别测量联轴器轮毂的外圆和端面上的数值,对测得的数值进行计算分析,确定两轴在空间的位置,最后得出调整量和调整方向。
这种方法应用比较广泛。
其主要缺点是对于有轴向窜动的机器,在盘车时端面测量读数会产生误差。
它一般用于采用滚动轴承、轴向窜动较小的中小型机器。
外圆、端面三表法
此法是在端面上用两个千分表,两个千分表与轴中心等距离对称设置,以消除轴向窜动对端面测量读数的影响,这种方法的精度很高,适用于需要精确对中的精密机器和高速机器。
如:汽轮机、离心式压缩机等。
外圆双表法
用两个千分表测量外圆,其原理是通过相隔一定间距的两组外圆测量读数确定两轴的相对位置,以此得知调整量和调整方向,从而达到对中的目的。
此方法的缺点是计算较复杂。
单表法
此方法只测定轮毂的外圆读数,不需要测定端面读数。
此方法对中精度高,不但能用于轮毂直径小且轴端距比较大的机器轴找正,而且又适用于多轴的大型机组(如高速轴、大功率的离心式压缩机组)的轴找正。
用这种方法进行轴找正还可以消除轴向窜动对找正精度的影响。
转子找正计算公式及图解
转子找正计算公式及图解
转子找正所用公式及图解
一:某转子的两个轴瓦同时动消对应联轴器张口
近端:?X=(L1?Φ1)a1 远端:?Y=(L2?Φ1)a1
联轴器2的张口变化量:a2=(Φ2?Φ1) a1
联轴器2的圆周变化量:b2=(L?Φ1) a1
a1 Φ1
b1
?X ?Y
L1 b2
L2
Φ2
L a2
二:调整某根转子两个轴瓦中的一个轴瓦消张口
近端:a1=(Φ1?L) ?X 远端:a1=(Φ1?L) ?Y
规律:张口的改变量等于对应联轴器直径与同一转子两轴瓦之间的距离的比值再乘以调整瓦的调整量。
a1
Φ1
?Y
L
Φ2
a2
三:调整某根转子两个轴瓦中的一个瓦消张口,对圆周的影响(改变量)
近端:b1=(L1?L) ?Y 远端:b2=(L2?L) ?Y
规律:圆周的改变量等于对应联轴器端面到未动瓦(支点)的距离与同一转子两轴瓦之间的距离的比值再乘以调整瓦的调整量。
Φ1
L1
b1
?Y
L B2
L2
Φ2。
图文并茂学习联轴器找正
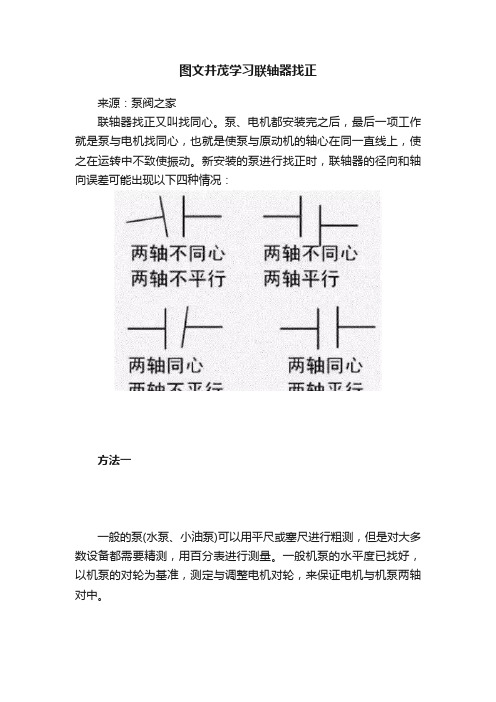
图文并茂学习联轴器找正来源:泵阀之家联轴器找正又叫找同心。
泵、电机都安装完之后,最后一项工作就是泵与电机找同心,也就是使泵与原动机的轴心在同一直线上,使之在运转中不致使振动。
新安装的泵进行找正时,联轴器的径向和轴向误差可能出现以下四种情况:方法一一般的泵(水泵、小油泵)可以用平尺或塞尺进行粗测,但是对大多数设备都需要精测,用百分表进行测量。
一般机泵的水平度已找好,以机泵的对轮为基准,测定与调整电机对轮,来保证电机与机泵两轴对中。
注:a1、a2、a3、a4表示径向间隙,S1、S2、S3、S4表示轴向间隙测量时先测出百分表在0º时的径向间隙a1和轴向间隙S1,然后分别测出90º、180º、270º的径向与轴向间隙,并分别记录于上图所示的圆内与圆外。
测量回到0º时,必须与原始读数一致,否则要查找原因,一般由轴窜动或地脚螺栓松动所致。
最后测量数据还须符合以下条件,才表示计算正确。
方法二:两表找正把百分表架到泵端,将百分表对零,将对轮旋转一圈,每90度得到一个数值,最后百分表转回其始位时必须回零,左右读数相加应该等于上下数值相加之和。
然后根据读数分析出两轴的相对空间位置状况,根据偏差值作出适当调整。
首先调整联轴器的左右偏差到允许值,然后调整高低至标准之内。
找正公式:•S1= ±(对轮轴向差值(张口绝对值)×支脚1到测点距离)÷测点直径±圆周径向插(差)值/2;•S2= ±(对轮轴向差值×支脚2到测点距离)÷测点直径±圆周径向插(差)值/2。
第一个±:如果对轮是上张口,取“+”号;如果是下张口,则取“-”号可理解为从上往下盘;第二个±:电机低时取“+”;电机高时取“-” 可理解为从上往下盘表是正写正是负写负。
S1是正的话(上张口且电机偏低),说明应该垫垫片,S1数即是要垫的垫片厚度。
连轴器找中心找正的计算方法

1 概述联轴器找中心是转动设备检修工作的一项重要内容,若找正的方法不对或找正找的结果不精确,会引起转动设备的振动值超标,严重威胁着转动设备的正常运行,尤其是高转速设备,对联轴器找正的数据要求极为严格。
现就转动设备联轴器找正问题作一下系统的阐述。
2 联轴器找中心原理及分析联轴器找中心的方法有不同种类。
按转动设备的安装位置分为卧式和立式两种,其中卧式较常见;按找正简易程度又分为简易找正与系统找正两种,前者找出的结果较粗略,后者得出的结果比较理想。
无论按什么方式分类,它们的原理及分析方法是一致的。
2.1 联轴器找中心找中心的目的是使一转子轴的中心线为另一转子轴的中心线的延续曲线。
因为两个转子的轴是用联轴器连接,所以只要联轴器的两对轮中心线是延续的,那么两转子的中心线也就一定是一条延续的曲线。
要使联轴器的两对轮中心是延续的,则必须满足以下两个条件:(1)、使两个对轮中心重合,也就是使两对轮的外圆重合;(2)、使两对轮的结合面(端面)平行(两中心线平行)。
如图1——1所示,若a1=a2=a3=a4,则表明两对轮是平行的;若h1=h2=h3=h4,则表明两对轮是同心的。
同时满足以上两个条件,则两轴的中心线就是一条延续曲线。
如果测的值不等,需要对地脚进行调整,使之满足以上两个条件。
2.2 联轴器找正状态分析联轴器两对轮若相对位置不满足以上两个条件,则有两种状态:两对轮上张口、两对轮下张口。
其中两对轮上张口又分为电机侧对轮高、电机侧对轮低两种,两对轮下张口又分为电机侧对轮高、电机侧对轮低两种。
两对轮相对位置的状态分类及对应的状态图1---2。
2.3 联轴器对轮找正计算联轴器对轮找正计算的理论依据是三角形相似原理。
利用两个直角三角形相似得出所求量与已知量的关系,从而计算出所求的具体值。
下面以状态一为例进行计算。
分析:以转机侧对轮为基准,调整电机侧对轮的位置,使两对轮的相互位置符合要求。
计算:设对轮的直径为D,电机侧ⅹ轴承地脚与其对轮的距离为l1,电机侧y轴承地脚与其对轮的距离为l,a:电机侧对轮相对于转机侧对轮的张口度,h:两对轮的高度差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
旋转机械的联轴器找正联轴器的找正是机器安装的重要工作之一.找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要.两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1.联轴器找正时两轴偏移情况的分析机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1联轴器偏移的分析2.测量方法安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于机器转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联舟轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
(3)百分表测量法把专用的夹具(对轮卡)或磁力表座装在作基准的(常是装在主机转轴上的)半联轴器上,用百分表测量联轴器的径向间隙和轴向间隙的偏差值。
此方法使联轴器找正的测量精度大大提高,常用的百分表测量方法有四种。
A双表测量法(又称一点测量法) :用两块百分表分别测量联轴器外圆和端面同一方向上的偏差值,故又称一点测量法,即在测量某个方位上的径向读数的同时,测量出同一方位上的轴向读数.具体做法是:先用角尺对吊装就位准备调整的机器上的联轴器做初步测量与调整。
然后在作基准的主机侧半联轴器上装上专用夹具及百分表,使百分表的触头指向原动机侧半联轴器的外圆及端面,如图所示。
测量时,先测0°方位的径向读数a1及轴向读数s1。
为了分析计算方便,常把a1和s1调整为零,然后两半联轴器同时转动,每转90°读一次表中数值,并把读数值填到记录图中。
圆外记录径向读数a1,a2,a3,a4,圆内记录轴向读数s1,s2,s3,s4,当百分表转回到零位时,必须与原零位读数一致,否则需找出原因并排除之。
常见的原因是轴窜动或地脚螺栓松动,测量的读数必须符合下列条件才属正确,即a1+a3=a2+a4;s1+s3=s2+s4通过对测量数值的分析计算,确定两轴在空间的相对位置,然后按计算结果进行调整。
这种方法应用比较广泛,可满足一般机器的安装精度要求。
主要缺点是对有轴向窜动的联轴器,在盘车时其端面的轴向度数会产生误差。
因此,这种测量方法适用于由滚动轴承支撑的转轴,轴向窜动比较小的中,小型机器。
B.三表测量法(又称两点测量法)三表测量法与两表测量法不同之出是在与轴中心等距离处对称布置两块百分表,在测量一个方位上径向读数和轴向读数的同时,在相对的一个方位上测其轴向读数,即同时测量相对两方位上的轴向读数,可以消除轴在盘车时窜动对轴向读数的影响,其测量记录图如图所示,三表测量法示意图如下:根据测量结果,取0°~180°和180°~0°两个测量方位上轴向读数的平均值,即s1=(s1'+s1'')/2s3=(s3'+s3'')/2取90°~270°和270°~90°两个测量方位上轴向读数的平均值,即s2=(s2'+s2'')/2s4=(s4'+s4'')/2s1,s2,s3,s4四个平均值作为各方位计算用的轴向读数,与a1,a2,a3,a4四个径向读数记入同一个记录图中,按此图中的数据分析联轴器的偏移情况,并进行计算和调整.这种测量方法精度很高,适用于需要精确对中的精密或高速运转的机器,如汽轮机,离心式压缩机等.相比之下,三表测量法比两表测量法在操作与计算上稍繁杂一些.C.五表测量法(又称四点测量法)在测量一个方位上的径向读数的同时,测出0°,90°,180°,270°四个方位上的轴向读数,并取其同一方位上的四个轴向读数的平均值作为分析与计算用的轴向读数,与同一方位的径向读数合起来分析联轴器的偏移情况,这种方法与三表法应用特点相同.D.单表法它是近年来国外应用日益广泛的一种联轴器找正方法。
这种方法只测定联轴器轮毂外圆的径向读数,不测量端面的轴向读数,测量操作时仅用一个百分表,故称单表法。
其安装,测量示意图如图8此种方法用一块百分表就能判断两轴的相对位置并可计算出轴向和径向的偏差值。
也可以根据百分表上的读数用图解法求得调整量。
用此方法测量时,需要特制一个找正用表架,其尺寸,结构由两半联轴器间的轴向距离及轮毂尺寸大小而定。
表架自身质量要小,并有足够的刚度。
表架及百分表均要求固紧,不允许有松动现象。
图8便是两轴端距离较大时找正用表架的结构示意图。
单表测量的操作方法是,在两个半联轴器的轮毂外圆面上各作相隔90°的四等分标志点1a,2a,3a,4a与1b,2b,3b,4b。
先在“B”联轴器上架设百分表,使百分表的触头接触在“A”联轴器的外圆面上的1a点处,然后将表盘对到“0”位,按轴运转方向盘动“B”联轴器,分别测得“A”联轴器上的1a,2a,3a,4a的读数(其中1a=0),为准确可靠可复测几次。
为了避免“A”联轴器外圆面与轴不同心给测量带来误差,可同时盘动“B”与“A”联轴器。
然后再将百分表架设在“A”联轴器上,以同样方法测得“B”联轴器上1b,2b,3b,4b的读数(其中1b=0)。
测出偏差值后,利用上图所示的偏差分析示意图分析方法,可得出“A”与“B”两半联轴器在垂直方向和水平方向两轴空间相对位置的各种情况,如表2,表3所示。
表2垂直方向两轴相对位置分析表3水平方向两轴相对位置分析图中假设“B”轴向上平移,使Ob’与Oa’相重合,此时3b=0,而3a的读数则变为3ac,由于3ac=3a+3b(代数和),这时Oa’与Oa’’的垂直距离也就是两轴在垂直方向的偏差值3ac/2 。
因此,只要测得3a与3b的数值,可以求得3ac的数值(要注意读数的正负号)。
水平方向的偏差分析与垂直方向相同。
3.调整方法测量完联轴器的对中情况之后,根据记录图上的读数值可分析出两轴空间相对位置情况。
按偏差值作适当的调整。
为使调整工作迅速,准确进行,可通过计算或作图求得各支点的调整量。
测量方法不同,计算方法也不同。
(1)两表测量法,三表测量法及五表测量法两表,三表及五表测量都可得出同一方位上的径向读数和轴向读数,若测点位置及调整支点的位置如图10所示(请注意测量轴向读数百分表的指向),可用下式进行计算:H1=L1*(s1-s3)/D + (a1-a3)/2-----------------(1—9)H2=(L1+L2)*( s1-s3)/D + (a1-a3)/2----------(1—10)式中H1 ,H2---------支点1和支点2的调整量,(正值时为加垫负值时减垫),mm;s1,s3及a1,a3-------分别为0°和180°方位测得轴向和径向百分表读数,mm;D---------------------------联轴器的计算直径(百分表触点,即测点到联轴器中心点的距离),mm;L1--------------------------支点1到联轴器测量平面间的距离,mm;L2--------------------------支点1与支点2之间的距离,mm;应用上式计算调整量时的几点说明:①式中s1,s3,a1,a3是用百分表测的读数,应包含正负号一起代入计算公式。
②H的计算值是由两项组成,前项L(s1-s3)/D中,L与D不可能出现负值,所以此项的正负决定于(s1-s3)。
S1-s3>0时,前项为正值,此时联轴器的轴向间隙呈形状,称为“上张口”;S1-s3<0时,前项为负值,联轴器的间隙呈形状,称为“下张口”。
当a1-a3>0时,后项为正值,此时被测的半联轴器中心(主动轴中心)比基准的半联轴器中心(从动轴中心)偏低,当a1-a3<0时,被测的半联轴器中心偏高,③机器安装时,通常以主机转轴(从动轴)做基准,调整电机转轴(主动轴)。
电机低座四个支点于两侧对称布置,调整时,对称的两支点所加(或减)垫片厚度应相等。
④若安装百分表的夹具(对轮卡)结构不同,测量轴向间隙的百分表触点指向原动机(触点与被测半联轴器靠结合面一侧的端面接触)时,百分表的读数值大小恰与联轴器间实际轴向间隙方向相反,所以H值的公式前项s1-s3应改为s3-s1,即s3-s1>0时为“上张口”,s3-s1<0时为“下张口”。
⑤机器在运转工况下因热膨胀会引起轴中心位置变化,联轴器找正的任务时把轴中心线调整到设计要求的冷态(安装时的状态)轴中心位置,使机器在热态(运转工况下)达到两轴中心线一致(既同心,又平行)的技术要求。
安装机器时各支点温升的数据可以从制造厂的安装说明书中得到;有的直接给定机器冷态找正时的读数值;也有的给定各支点的温升数据,由图解法求出冷态找正时的读数值。
在安装大型机组时,有的给出各类机器在不同工况下的经验图表,通过查表或计算找出冷态找正时的读数值。
经验丰富的安装人员还可从实践中得出一些经验数据。
总之,对于安装者来说,要考虑机器从冷态到热态支点处轴中心位置的变化,在工作中保证机器能处于理想的对中状态。