各种刀具的详细参数
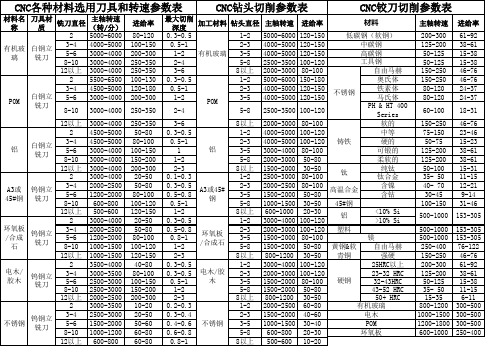
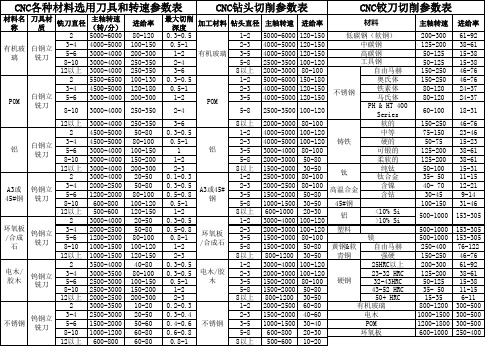
CNC各种材料选用刀具与转速参数表
50-80
80-100 100-150 150-200 200-300 20-50 50-80 80-100 100-120 120-150 20-50 50-80 80-100 100-120 120-150 40-80 80-100 100-150 150-200 200-300 10-20 20-50
CNC各种材料选用刀具和转速参数表
CNC钻头切削参数表
CNC铰刀切削参数表
材料名 称
刀具材 质
铣刀直径
主轴转速 (转/分)
2 5000-6000
有机玻 白钢立 璃 铣刀
3-4 5-6 8-10
4000-5000 3000-4000 3000-4000
12以上 3000-4000
2 5500-6500
铝
<10% Si >10% Si
2000-3000 100-120 塑料
1500-2000 80-100
镁
1500-2000 50-80 黄钢&软 自由马赫
800-1200 30-50 青铜
强硬
3000-4000 100-120
25HRC以上
2000-3000 100-120 1500-2000 80-100 硬钢
50-60 60-80 60-80
0.3-0.5
0.5-1 1 1-2 2-3
0.1-0.3 0.3-0.5 0.5-0.8 0.5-1
1-2 0.3-0.5 0.5-0.8 0.8-1
1-2 2-3 0.3-0.5 0.3-0.5 0.5-1 1-2 2-3 0.2-0.3 0.3-0.4
0.4-0.6 0.6-0.8 0.8-1
加工中心切削参数表

加工中心切削参数表CNC加工切削刀具参数⑴一般大小的钢料开粗时尽量选用Φ30R5,较大型的钢料尽量选用Φ63R6;⑶铜公2D外形光刀,高度50mm以下选用M12刀具;高度在50-70mm 之间,选用M16刀具;高度在70-85mm之间,选用M20;高度在85-120mm 之间,选用M25;超过120mm以上用Φ25R0.8、Φ32R0.8飞刀把加工;⑷较平坦的曲面或较高的外形曲面尽量选用Φ20R4、Φ25R5、Φ40R6作为光刀刀具;5. 钢料开粗时,Z下刀量0.5-0.7mm。
铜料开粗时Z下刀量1.0-1.5mm(内部开粗1.0mm,基准边开粗1.5mm)6. 平行式精铣时,ma×imum stepover按“精加工平行式最佳等高参数表”来设定。
精铣前余留量尽量留小点,钢料0.10—0.2mm。
铜料0.2--0.5mm。
不要使用R刀精锣面积大的平面8. 快速下刀至3mm高度使用F速下刀(相对加工深度)正常下刀F 速一律300mm/m,有螺旋下刀和外部进刀的Z下刀F速一律是900 mm/ m,有踩刀地方的Z下刀F速一律150mm/m,内部快速移动F 速一律是6500mm/m(必须走G01)。
9. 使用Φ63R6、Φ40R6、Φ30R5飞刀开粗时,余量留单边0.8mm,不能出现踩刀现象,不能使用Φ63R6加工范围较小的内型框。
挖槽开完粗后,要使用同一把刀具,将较大的平面再加工,保证底部留0.2mm余量,方便下一把刀具可以直接精加工工件底部。
10. 精铣前必须先用较小直径的刀将角位的余量粗清角,无法清角的地方,必须做曲面挡住,避免精铣时角位余量过多导致刀具损坏2、在二次开组选用参考刀具易造成过切或撞刀" R; _, b2 g q0 ^& f解决方法﹕在选用参考刀具时我们应当设置参考的刀具S" w+ N: m$ h) g! 比实际上一把刀具的直径大2~~3MM 牛鼻刀9 @( k* |/ z# q0 L/ S的话也要比之前的R角设置大点。
各种铣刀直壁加工规格参数表表全
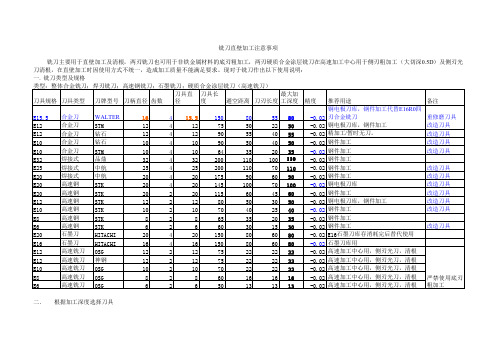
铣刀直壁加工注意事项铣刀主要用于直壁加工及清根,两刃铣刀也可用于非铁金属材料的底刃粗加工,两刃硬质合金涂层铣刀在高速加工中心用于侧刃粗加工(大切深0.5D )及侧刃光刀清根,在直壁加工时因使用方式不统一,造成加工质量不能满足要求。
现对于铣刀作出以下使用说明:一. 铣刀类型及规格类型:整体合金铣刀;焊刃铣刀;高速钢铣刀;石墨铣刀;硬质合金涂层铣刀(高速铣刀)刀具规格刀具类型刀牌型号刀柄直径齿数刀具直径刀具长度避空距离刀刃长度最大加工深度精度推荐用途备注E15.5合金刀WALTER 16415.5150805580-0.02铜电极刀库,钢件加工代替E16R0四刃合金铣刀重修磨刀具E12合金刀STM 1241275502250-0.02铜电极刀库,钢件加工改造刀具E12合金刀钻石1241290554055-0.02精加工/暂时无刀。
改造刀具E10合金刀钻石1041090504050-0.02钢件加工改造刀具E10合金刀STM 1041064352035-0.02钢件加工改造刀具E32焊接式品鼎32432200110100110-0.02钢件加工E25焊接式中航2542520011070110-0.02钢件加工改造刀具E20焊接式中航20420175906090-0.02钢件加工改造刀具E20高速钢STK 2042014510070100-0.02铜电极刀库改造刀具E20高速钢STK 20220115604560-0.02钢件加工改造刀具E12高速钢STK 1221280503050-0.02铜电极刀库,钢件加工改造刀具E10高速钢STK 1021070402540-0.02钢件加工改造刀具E8高速钢STK 82865352035-0.02钢件加工E6高速钢STK 62660301530-0.02钢件加工改造刀具E20石墨刀HITACHI 20420150806080-0.02E16石墨刀库存消耗完后替代使用E16石墨刀HITACHI 16416150806080-0.02石墨刀库用E12高速铣刀OSG 1221275222222-0.02高速加工中心用,侧刃光刀,清根严禁使用底刃粗加工E12高速铣刀神钢1221275222222-0.02高速加工中心用,侧刃光刀,清根E10高速铣刀OSG 1021070222222-0.02高速加工中心用,侧刃光刀,清根E8高速铣刀OSG 82860161616-0.02高速加工中心用,侧刃光刀,清根E6高速铣刀OSG62650131313-0.02高速加工中心用,侧刃光刀,清根二. 根据加工深度选择刀具优先选用大直径刀具,但要考虑刀具刃长,避免刀刃上下不等量磨损加工直壁40mm以內深度用D10;加工直壁40-50mm深度用D12;加工直壁50-80mm深度用D15.5;加工直壁60-90mm深度优选用D20;加工直壁70-100mm深度用D25;加工直壁100-110mm深度用D32;三.刀加工直壁注意事项:1.考虑刀具刃长,加工须分段加工,每次切深不能超过刀刃长度,推荐值为1.5D;2.程序编制要求刀路顺铣;3.精加工前,操作工须准确在机测刀并进行补偿;4.加工时优先选用风冷(干式切削),尽管切削液在润滑的情况下能获得更好的表面质量,但也存在让刀问题造成难以加工到位;5.严禁侧面底面同时加工,加工侧面深度让出底面0.05~0.1mm;6.侧面加工刀具刀刃可能有0.5x45°倒角,如须清出R0角请特殊注明。
常用刀具的切削参数

为 57~62HRC 时,应乘系数 k=0.5。
附录 2-2 按表面粗糙度选择进给量的参考值
表面粗糙度 切削速度范围
工件材料
Ra / µm
v /m·min–1
0.5
铸铁、青铜 铝合金
>5~10 >2.5~5 >1.25~2.5
不限
0.25~0.40 0.15~0.25 0.10~0.15
刀尖圆弧半径 rε /mm
8~12
0.5~1
15~25
2~6
0.8~1.5
1.2~5
0.5~0.6
8~12
0.8~1.5
25~40
2~6
0.8~1.5
1.2~5
0.4~0.6
8~12
0.8~1.5
40~60
2~6
1.2~1.8
1.2~5
0.5~0.6
8~12
1.5~2
注:采用硬质合金铰刀铰铸铁时取 v=8 m/min ~10m/min,铰铝时取 v=12 m/min ~15m/min。
v /mimin −1
f /mmir −1
σ b =700 MPa ~900MPa (15Cr、20Cr)
v /mimin −1
f /mmir −1
1~6 6~12 12~22 22~50
8~25 8~25 8~25 8~25
0.05~0.1 0.1~0.2 0.2~0.3 0.3~0.45
12~30 12~30 12~30 12~30
0.30~0.40 0.30~0.50 0.15~0.22
>1.25~2.5 50~100
0.11~0.16
0.16~0.25
0.25~0.35
CNC各种材料选用刀具与转速参数表
铝
A3或45# 钢
环氧板 /合成石
电木/胶 木
不锈钢
1-2
2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3
3-5 5-8 8以上
4000-5000 100-120
中等
4000-5000 100-120 铸铁
3-4 4500-5000
POM
白钢立 铣刀
5-6 8-10
3000-4000 3000-4000
12以上 3000-4000
进给率
80-120 100-150 200-300 250-350 250-350 100-130 120-180 200-300
250-350
250-350
最大切削 深度
加工材料 钻头直径
软的
主轴转速
200-300 125-200 50-125 50-125 150-250 150-250 80-120 80-120
60-100
150-250
进给率
61-92 38-61 15-38 15-38 46-76 46-76 24-37 24-37
18-31
46-76
铝
白钢立 铣刀
A3或 钨钢立 45#钢 铣刀
CNC各种材料选用刀具和转速参数表
CNC钻头切削参数表
CNC铰刀切削参数表
材料名 称
刀具材 质
铣刀直径
主轴转速 (转/分)
2 5000-6000
有机玻 白钢立 璃 铣刀
3-4 5-6 8-10
4000-5000 3000-4000 3000-4000
各种刀具的详细参数
紫燕模具工业有限公司刀具资料2004-5-1刀具直径(D )刀粒半径(R )刀具长度(L )转速(S )进给量(F )仓存数量Ø12(16)0.4(WALTER )160(50)(20)170012002120(AJU16*16)160012003175(AJUL16*16)150010004120(AJU20*20)150015003185(AJUL20*20)120010003130(ARS0020R)150015001180(ARL0020R)120012001100(F3042W025Z0215)150015003200(F3042Z025Z0215)120010003Ø30(Ø32)0.3(整体刀粒)350(222)(ARPF30S32E)150015001Ø30(Ø42)0.3(整体刀粒)350(115)(ARPF30S42E)150015001Ø320.8玉米铣刀115(2238W032Z0237)12005001Ø320.8110(F2242W032Z0315)120015002Ø320.8(限精加工)250(MX32320-25)120015001150(AJU32*32)100015003230(AJUL32*32)100015002Ø322100(只供开粗)150015001Ø325200(ARL3032R)150015001Ø325300(180)(ARE3032R)120012001Ø350.8(日立)350(ASJE35R)150012002Ø400.8(做铝刀片)(限精加工)250(F3042Z040Z0315)80015001Ø508150(ARS5050R)60010001Ø638(ARS5063R)150********Ø633(ARS5063R)30060010001Ø636(F2234B63Z0606)20060010001Ø80 1.6(ASV6080R)25060010001Ø1001.6(ASV6080R)25060010001Ø320.8(日立)镶片刀Ø250.8(做铝刀片)Ø204Ø160.4(日立)Ø200.4(日立)刀具直径(D )刀粒半径(R )刀具长度(L )转速(S )进给量(F )仓存数量Ø84(ABPF08S08)100100015001(2)Ø105(ABPF10S10)100100015001(8)Ø126(ABPF12S12)110100015001(5)Ø168(F213951614016)140100015002Ø168(ABP16S20)130100015002Ø2010(F213952016020)160100015001Ø2010(ABP20S25)14010001500110(F213952519020)锥度长1908001500110(BCF2030S25L)锥150(粗)80012002Ø2512.5(ABP25S32)15010001500212.5(ABPF25S32L)锥度长2008001500112.5(BCF2539S32L)锥150(粗)8001200115(ABP30532)2008001500115(BCF3043S32L)200(粗)80012001Ø30镶片球刀Ø20(25)Ø25(32)刀具直径(D )刀粒半径(R )刀具长度(L )转速(S )进给量(F )仓存数量Ø2050400010007Ø3050300012007Ø405025001200135020001200101002000100010602000150012100200010001070150015008100150012007751500150010100150012007Ø10.550400010008Ø21503000120013Ø3 1.550250012008Ø4250250012007Ø5 2.550250012001050200012007100200010008602000150011100200010009701500150081001500120010751500150010100150012005合金刀Ø105Ø126Ø60Ø80Ø10Ø840Ø120Ø63刀具直径(D )刀粒半径(R )刀具长度(L )转速(S )进给量(F )仓存数量注意:高速刀只用于材料硬度超过HRC45度以上15005Ø8060Ø84601500200015005高速铣刀Ø6050200010005刀具直径(D)刀粒半径(R)刀具长度(L)转速(S)进给量(F)仓存数量钨钢圆鼻刀Ø60.5Ø81502000100012 75Ø10 1.5Ø121200015008 751500150011 75150015007刀具直径(D )刀粒半径(R )刀具长度(L )转速(S )进给量(F )Ø20503000600Ø30502000600Ø4050200060050150080010012006006012008001001000600701000800100100060080100010001101000800Ø16095/123/1608001000Ø200110/141/1606001000Ø250125/1666001000Ø3003006001000Ø3201866001000Ø10.5503000400Ø21503000600Ø3 1.5502000600Ø42501000800白钢刀Ø100Ø120Ø60Ø80Ø5 2.550100080050100080010010006006010008001001000600701000800100100060075100012001001000800Ø1681108001200Ø63Ø84Ø126Ø105接长杆长度数量Ø16801只能夹Ø4,Ø5,Ø6Ø221502+1Ø281501Ø32长2501Ø421501Ø27.5(Ø32)110(71)1整体接长杆飞刀参数刀具类型加工深度普通长度 普通加长 转速S切削速度F 吃刀量刃长/刀长刃 刃长/刀长D100R1.620025050010000.2-0.5D80R1.620025050010000.2-0.5D63R8180100200500-7001500-18000.5-1.5D63R6140140500-7001500-18000.5-1.5D63R2300300500-7001200-18000.5-1.5D50R880100500-7001200-15000.5-1.5D32R51202501200-15001000-15000.5-1.5D32R21002001200-15001200-15000.5-1D40R0.81502501200-15001200-15000.2-0.5D35R0.83003501200-15001200-15000.2-0.5D32R0.8100-1502301200-15001200-15000.2-0.5D25R4802002501000-15001000-20000.3-0.5D20R0.480-120150200130015000.3-0.5D16R0.460-1001502001200-15001000-20000.2-0.5D30R15100-1602303501200-15001000-15000.3-0.6D20R1080-1201601901000-12001000-15000.3-0.6D16R880-1201601200-15001000-15000.3-0.5D12R66010015001000-15000.2-0.5D10R560100>15001000-15000.2-0.5合金刀刀具类型加工深度普通长度 普通加长 转速S切削速度F 吃刀量125025/7526/1001800500-15000.05-0.5105022/7025-1002000500-15000.05-0.584519/6020/1002500500-15000.05-0.563013/5015/1003000500-15000.05-0.443011/503500500-15000.05-0.32258/504000500-15000.05-0.31206/505000500-15000.05-0.15R67522/7522/10020001000-20000.2-1R57518/7018/10020001000-20000.2-1R47514/6014/10020001000-20000.2-1R37512/5012/1002500800-15000.2-0.8R2.53010/503000800-15000.15-0.6R2258/503000800-15000.15-0.6R1.5258/503500800-15000.15-0.6R1255/504000500-8000.1-0.2R0.5252.5/505000500-8000.025白钢刀刀具类型加工深度普通长度 普通加长 转速S切削速度F 吃刀量3280-12060/125106/186300-400500-10000.1-12580-12060/12590/166300-400500-10000.1-12012050/11075/141500-700500-10000.1-11612040/9565/123500-800500-10000.1-11210030/8053/110500-1000500-10000.1-1108023/7545/95800-1000500-10000.1-0.885020/6528/82800-1200500-10000.1-0.565015/60800-1200500-10000.1-0.5 R88032/9235/140800-1000500-10000.2-0.4 R68026/8326/120800-1000500-10000.2-0.4 R56020/7220/110800-1000500-10000.2-0.4 R45019/6320/1001000-1500500-10000.2-0.4 R33013/5715/901000-1500500-10000.2-0.4注:以P20钢材为中间参考值,切削速度取中间值,硬度高于P20参数调低,硬度低于P20参数调高。
CNC各种材料选用刀具与转速参数表

CNC各种材料选用刀具与转速参数表
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
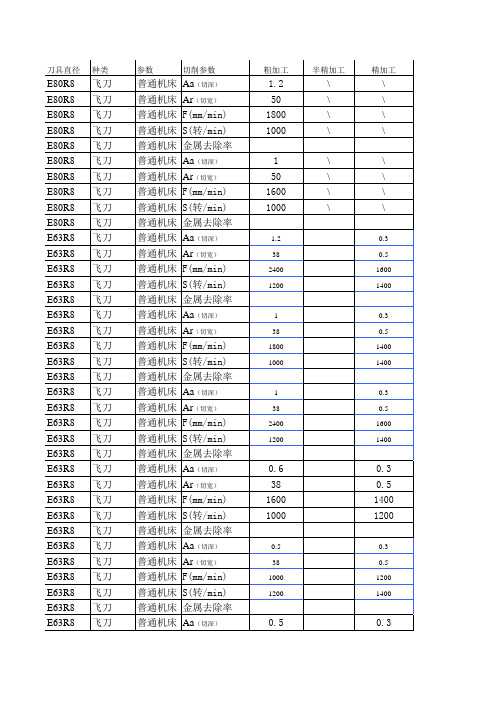
各种刀具切削参数表
1 35 3500 1300 0.8 35 2500 1000 0.8 35 2500 1300 0.5 35 2000 1000
1 \
16 3000 1800
0.4
\ 2400 2000 \
0.6 0.5 16 13
0.5 18.2 2400 2400
\ 0.3 0.3 2000 2200 0.3 0.3
2200 2000 10.5 2500 5000 6000 1800 1 13 4500 2200 0.4 14 2000 2000 0.4 14.7 2400 2600 0.3 14.7 2000 2000 2500 3000
2000 2200
\
\
0.25 0.3 2000 2200 0.3 0.3 1800 2200 0.3 0.3 1800 2200
飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀
普通机床 Aa(切深) 普通机床 Ar(切宽) 普通机床 F(mm/min) 普通机床 S(转/min) 普通机床 金属去除率 普通机床 Aa(切深) 普通机床 Ar(切宽) 普通机床 F(mm/min) 普通机床 S(转/min) 普通机床 金属去除率 普通机床 Aa(切深) 普通机床 Ar(切宽) 普通机床 F(mm/min) 普通机床 S(转/min) 普通机床 金属去除率 普通机床 Aa(切深) 普通机床 Ar(切宽) 普通机床 F(mm/min) 普通机床 S(转/min) 普通机床 金属去除率 普通机床 Aa(切深) 普通机床 Ar(切宽) 普通机床 F(mm/min) 普通机床 S(转/min) 普通机床 金属去除率 高速机床 Aa(切深) 高速机床 Aa(切深) 高速机床 Aa(切深) 高速机床 Ar(切宽) 高速机床 Ar(切宽) 普通机床 Aa(切深) 普通机床 Ar(切宽) 普通机床 F(mm/min) 普通机床 S(转/min) 普通机床 金属去除率 普通机床 Aa(切深) 普通机床 Ar(切宽)
各类数控刀具转速进给切削量吃刀量参数

各类数控刀具转速进给切削量吃刀量参数碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 6碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 10圆鼻刀刀具类型普通长度普通加长转速S 切削速度F 吃刀量D100R1.6 200 250 500 1000 0.2-0.5 D80R1.6 200 250 500 1000 0.2-0.5 D63R8 100 200 500-700 1500-1800 0.5-1.5 D63R6 140 140 500-700 1500-1800 0.5-1.5 D63R2 300 300 500-700 1200-1800 0.5-1.5 D50R8 80 100 500-700 1200-1500 0.5-1.5 D32R5 120 250 1200-1500 1000-1500 0.5-1.5 D32R2 100 200 1200-1500 1200-1500 0.5-1D40R0.8 150 250 1200-1500 1200-1500 0.2-0.5 D35R0.8 300 350 1200-1500 1200-1500 0.2-0.5 D32R0.8 100-150 230 1200-1500 1200-1500 0.2-0.5 D25R4 80 200 250 1000-1500 1000-2000 0.3-0.5 D20R0.4 150 200 1300 1500 0.3-0.5 D16R0.4 150 200 1200-1500 1000-2000 0.2-0.5D20R10 160 190 1000-1200 1000-1500 0.3-0.6D16R8 80-120 160 1200-1500 1000-1500 0.3-0.5D12R6 60 100 1500 1000-1500 0.2-0.5D10R5 60 100 >1500 1000-1500 0.2-0.5合金刀刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量12 50 25/75 26/100 1800 500-1500 0.05-0.5 10 50 22/70 25-100 2000 500-1500 0.05-0.5 8 45 19/60 20/100 2500 500-1500 0.05-0.5 6 30 13/50 15/100 3000 500-1500 0.05-0.4 4 30 11/50 3500 500-1500 0.05-0.3 2 25 8/50 4000 500-1500 0.05-0.3 1 20 6/50 5000 500-1500 0.05-0.15 R6 75 22/75 22/100 2000 1000-2000 0.2-1R4 75 14/60 14/100 2000 1000-2000 0.2-1R3 75 12/50 12/100 2500 800-1500 0.2-0.8R2.5 30 10/50 3000 800-1500 0.15-0.6R2 25 8/50 3000 800-1500 0.15-0.6R1.5 25 8/50 3500 800-1500 0.15-0.6R1 25 5/50 4000 500-800 0.1-0.2R0.5 25 2.5/50 5000 500-800 0.025白钢刀刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量3280-120 60/125 106/186 300-400 500-1000 0.1-1 25 80-120 60/125 90/166 300-400 500-1000 0.1-1 20 120 50/110 75/141 500-700 500-1000 0.1-112 100 30/80 53/110 500-1000 500-1000 0.1-1 10 80 23/75 45/95 800-1000 500-1000 0.1-0.8 8 50 20/65 28/82 800-1200 500-1000 0.1-0.5 6 50 15/60 800-1200 500-1000 0.1-0.5 R8 80 32/92 35/140 800-1000 500-1000 0.2-0.4 R6 80 26/83 26/120 800-1000 500-1000 0.2-0.4 R5 60 20/72 20/110 800-1000 500-1000 0.2-0.4 R4 50 19/63 20/100 1000-1500 500-1000 0.2-0.4 R3 30 13/57 15/90 1000-1500 500-1000 0.2-0.4 注:以P20钢材为中间参考值,切削速度取中间值,硬度高于P20参数调低,硬度低于P20参数调高。
常用刀具的切削参数

常用刀具的切削参数刀具切削参数是指在切削过程中,对刀具进行设置和调整的一系列参数。
这些参数包括切削速度、进给速度、切削深度、切削角度等,它们的选择和调整直接影响到切削效果和刀具寿命。
下面是常用刀具的切削参数的一些介绍:1. 切削速度(Cutting Speed):切削速度是指刀具在切削过程中移动的速度,一般用单位时间内刀具切削的长度来表示。
切削速度的选择取决于工件材料的硬度和切削材料的种类。
一般来说,硬度较高的材料需要较低的切削速度,而硬度较低的材料则可以使用较高的切削速度。
2. 进给速度(Feed Rate):进给速度是指刀具在切削过程中每分钟进给到工件上的距离。
进给速度的选择取决于工件的材料和切削操作的要求。
较低的进给速度可以获得更好的切削质量,而较高的进给速度可以提高生产效率。
3. 切削深度(Depth of Cut):切削深度是指刀具切削时每次切削进入工件的深度。
切削深度的选择需要考虑工件材料的硬度和切削工具的强度。
一般来说,较硬的材料需要较小的切削深度,而较软的材料则可以选择较大的切削深度。
4. 切削角度(Cutting Angle):切削角度是指刀具切削刃与工件表面之间的夹角。
切削角度的选择取决于工件材料的硬度和切削操作的要求。
一般来说,较硬的材料需要较大的切削角度,而较软的材料则可以选择较小的切削角度。
5. 切削液(Cutting Fluid):切削液是在切削过程中起冷却、润滑和清洁作用的液体。
切削液的选择取决于切削材料的种类和切削条件的要求。
常见的切削液有切削油、切削液和切削蜡等。
6. 切削力(Cutting Force):切削力是指切削过程中刀具对工件施加的力。
切削力的大小受到切削参数的影响,包括切削速度、进给速度、切削深度和切削角度等。
合理选择切削参数可以降低切削力,提高切削效率和刀具寿命。
7. 切削温度(Cutting Temperature):切削温度是指刀具和工件在切削过程中产生的热量。
各种刀的参数

各种刀的参数飞刀参数刀具类型加工深度普通长度转速S切削速度F吃刀量ZD100R1.62002505001000 0.2-0.5 D80R1.6 200250500 1000 0.2-0.5 D63R8 180100500-700 1500-1800 0.5-1.5D63R6 140140500-700 1500-1800 0.5-1.5D63R2 300300500-700 1200-1800 0.5-1.5D50R880100500-7001200-1500 0.5-1.5D32R5 1202501200-1500 1000-1500 0.5-1.5D32R2 1002001200-1500 1200-1500 0.5-1D40R0.8 1502501200-1500 1200-1500 0.2-0.5D35R0.8 3003501200-1500 1200-1500 0.2-.5D32R0.8 100-150 2301200-1500 1200-15000.2-0.5D25R4802001000-1500 1000-2000 0.3-0.5D20R0.4 80-120 1501300 15000.3-0.5D16R0.4 60-100 1501200-1500 1000-2000 0.2-0.5D30R15100-160 2301200-1500 1000-1500 0.3-0.6D20R10 80-120 1601000-1200 1000-1500D16R880-120 1601200-1500 1000-1500 0.3-0.5D12R6601001000-15000.-0.5D10R560100>1500100-15000.2-0.5合金刀刀具类型加工深度普通长度普通加长转速S切削速度F 吃刀量125025/7526/100 1800500-1500 0.05-0.5 105022/7025/100 2000 500-1500 0.05-0.5 84519/6015/100 2500 500-1500 0.05-0.5 63013/5015/100 3000500-1500 0.05-0.4 43011/503500 500-1500 0.05-0.3 2258/504000 500-1500 0.05-0.3 1206/50500-1500 0.05-0.15 R67522/7522/100 2000 1000-2000 0.2-17518/7018/00 2000 1000-2000 0.2-1R47514/6014/1002000 1000-2000 0.2-1R37512/5012/100 2500800-1500 0.2-0.8R2.53010/503000 800-1500 0.15-0.6 R2258/50300800-1500 0.15-0.6 R1.5258/503500 800-1500 0.15-0.6R1255/504000 500-800 0.1-0.2 R0.5 252.5/505000500-8000.025白钢刀刀具类型加工深度普通长度普通加长转速S切削速度F3280-120 60/125 106/186 300-400 500-1000 0.1-12580-12090/166 300-400 500-1000 0.1-12012050/110 75/141 500-700 500-10000.1-11612040/9565/123 500-800 500-1000 0.1-11210030/8053/110 500-1000 500-1000 0.1-1108023/7545/95 800-1000500-1000 0.1-0.8 85020/6528/82 800-1200 500-1000 0.1-0.5 65015/60800-1200 500-1000 0.1-0.5 R88032/9235/140 800-1000500-1000 0.2-0.4 R68026/8326/120 800-1000 500-1000 0.2-0.4 R56020/7220/110 800-1000 500-1100 0.2-0.4 R45019/6320/1001000-1500 500-1000 0.2-0.4R33013/5715/90 1000-1500 500-1000 0.2-0.4注:以P20钢材为中间参考值,切削速度取中间值,硬度于P20调低,硬度低于P20调高。
CBN刀具的切削参数

CBN刀具的切削参数作者单位:郑州华菱超硬材料有限公司一,CBN刀具切削参数的制定方法:粗加工时,应尽量保证较高的金属切除率和必要的刀具耐用度,故一般优先选择尽可能大的切削深度ap,其次选择较大的进给量f,最后根据刀具耐用度要求,确定合适的切削速度。
精加工时,首先应保证工件的加工精度和表面质量要求,故一般选用较小的进给量f和切削深度ap,而尽可能选用较高的切削速度υc。
1,切削深度ap的选择1)切削深度应根据工件的加工余量来确定。
粗加工时,除留下精加工余量外,一次走刀应尽可能切除全部余量。
当加工余量过大,工艺系统刚度较低,机床功率不足,刀具强度不够或断续切削的冲击振动较大时,可分多次走刀。
切削表面层有硬皮的铸锻件时,应尽量使ap大于硬皮层的厚度,以保护刀尖。
2)半精加工和精加工的加工余量一般较小时,可一次切除,但有时为了保证工件的加工精度和表面质量,也可采用二次走刀。
3)多次走刀时,应尽量将第一次走刀的切削深度取大些,一般为总加工余量的2/3~3/4。
4)在中等功率的机床上、粗加工时的切削深度可达8~10mm,半精加工(表面粗糙度为Ra6.3~3.2μm)时,切削深度取为0.5~2mm,精加工(表面粗糙度为Ra1.6~0.8μm)时,切削深度取为0.1~0.4mm。
2,进给量f的选择切削深度选定后,接着就应尽可能选用较大的进给量f。
粗加工时,由于作用在工艺系统上的切削力较大,进给量的选取受到下列因素限制;机床—刀具—工件系统的刚度,机床进给机构的强度,机床有效功率与转矩,以及断续切削时刀片的强度。
半精加工和精加工时,最大进给量主要受工件加工表面粗糙度的限制。
工厂中,进给量一般多根据经验按一定表格选取(详见车、钻、铣等各章有关表格),在有条件的情况下,可通过对切削数据库进行检索和优化。
3,切削速度υc的选择在切削深度ap选定以后,可在保证刀具合理耐用度的条件下,用计算的方法或用查表法确定切削速度υc的值。
车刀参数资料[大全]
![车刀参数资料[大全]](https://img.taocdn.com/s3/m/e416a3d54128915f804d2b160b4e767f5acf8012.png)
车刀参数资料车刀种类和用途车刀是应用最广的一种单刃刀具。
也是学习、分析各类刀具的基础。
车刀用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。
车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀。
其中可转位车刀的应用日益广泛,在车刀中所占比例逐渐增加。
二、硬质合金焊接车刀所谓焊接式车刀,就是在碳钢刀杆上按刀具几何角度的要求开出刀槽,用焊料将硬质合金刀片焊接在刀槽内,并按所选择的几何参数刃磨后使用的车刀。
三、机夹车刀机夹车刀是采用普通刀片,用机械夹固的方法将刀片夹持在刀杆上使用的车刀。
此类刀具有如下特点:(1)刀片不经过高温焊接,避免了因焊接而引起的刀片硬度下降、产生裂纹等缺陷,提高了刀具的耐用度。
(2)由于刀具耐用度提高,使用时间较长,换刀时间缩短,提高了生产效率。
(3)刀杆可重复使用,既节省了钢材又提高了刀片的利用率,刀片由制造厂家回收再制,提高了经济效益,降低了刀具成本。
(4)刀片重磨后,尺寸会逐渐变小,为了恢复刀片的工作位置,往往在车刀结构上设有刀片的调整机构,以增加刀片的重磨次数。
(5)压紧刀片所用的压板端部,可以起断屑器作用。
四、可转位车刀可转位车刀是使用可转位刀片的机夹车刀。
一条切削刃用钝后可迅速转位换成相邻的新切削刃,即可继续工作,直到刀片上所有切削刃均已用钝,刀片才报废回收。
更换新刀片后,车刀又可继续工作。
1.可转位刀具的优点与焊接车刀相比,可转位车刀具有下述优点: (1)刀具寿命高由于刀片避免了由焊接和刃磨高温引起的缺陷,刀具几何参数完全由刀片和刀杆槽保证,切削性能稳定,从而提高了刀具寿命。
(2)生产效率高由于机床操作工人不再磨刀,可大大减少停机换刀等辅助时间。
(3)有利于推广新技术、新工艺可转位刀有利于推广使用涂层、陶瓷等新型刀具材料。
(4)有利于降低刀具成本由于刀杆使用寿命长,大大减少了刀杆的消耗和库存量,简化了刀具的管理工作,降低了刀具成本。
2.可转位车刀刀片的夹紧特点与要求(1)定位精度高刀片转位或更换新刀片后,刀尖位置的变化应在工件精度允许的范围内。
雕刻刀具参数表
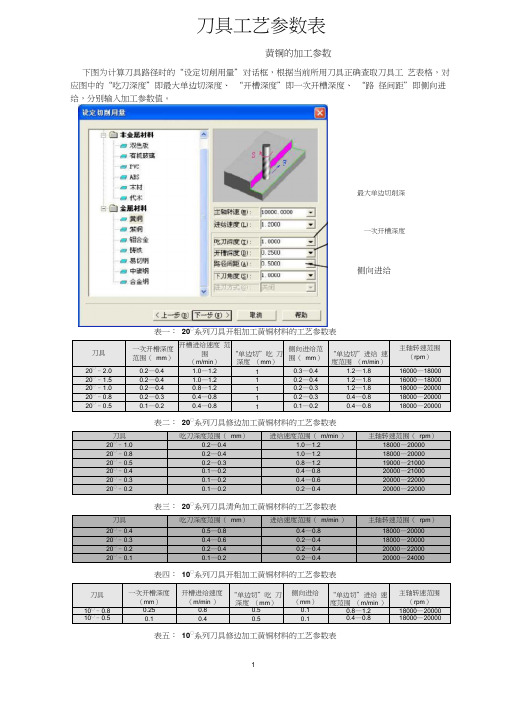
刀具工艺参数表黄铜的加工参数下图为计算刀具路径时的“设定切削用量”对话框,根据当前所用刀具正确查取刀具工 艺表格,对应图中的“吃刀深度”即最大单边切深度、 “开槽深度”即一次开槽深度、 “路 径间距”即侧向进给,分别输入加工参数值。
表一: 20○系列刀具开粗加工黄铜材料的工艺参数表刀具一次开槽深度 范围( mm )开槽进给速度 范围 (m/min ) “单边切”吃 刀深度 (mm ) 侧向进给范围( mm )“单边切”进给 速度范围 (m/min ) 主轴转速范围(rpm )20○–2.0 0.2—0.4 1.0—1.2 1 0.3—0.4 1.2—1.8 16000—18000 20○–1.5 0.2—0.4 1.0—1.2 1 0.2—0.4 1.2—1.8 16000—18000 20○–1.0 0.2—0.4 0.8—1.2 1 0.2—0.3 1.2—1.8 18000—20000 20○–0.8 0.2—0.3 0.4—0.8 1 0.2—0.3 0.4—0.8 18000—20000 20○–0.50.1—0.20.4—0.8 10.1—0.2 0.4—0.8 18000—20000表二: 20○系列刀具修边加工黄铜材料的工艺参数表刀具 吃刀深度范围( mm )进给速度范围( m/min )主轴转速范围( rpm )20○–1.0 0.2—0.4 1.0—1.2 18000—20000 20○–0.8 0.2—0.4 1.0—1.2 18000—20000 20○–0.5 0.2—0.3 0.8—1.2 19000—21000 20○–0.4 0.1—0.2 0.4—0.8 20000—21000 20○–0.3 0.1—0.2 0.4—0.6 20000—22000 20○–0.20.1—0.20.2—0.4 20000—22000表三: 20○系列刀具清角加工黄铜材料的工艺参数表刀具吃刀深度范围( mm )进给速度范围( m/min )主轴转速范围( rpm )20○–0.4 0.5—0.8 0.4—0.8 18000—20000 20○–0.3 0.4—0.6 0.2—0.4 18000—20000 20○–0.2 0.2—0.4 0.2—0.4 20000—22000 20○–0.10.1—0.20.2—0.420000—24000表四: 10○系列刀具开粗加工黄铜材料的工艺参数表刀具一次开槽深度 (mm )开槽进给速度 (m/min ) “单边切”吃 刀深度 (mm )侧向进给 (mm )“单边切”进给 速度范围 (m/min )主轴转速范围 (rpm ) 10○–0.8 0.25 0.80.5 0.1 0.8—1.2 18000—20000 10○–0.50.10.40.50.10.4—0.818000—20000表五: 10○系列刀具修边加工黄铜材料的工艺参数表最大单边切削深一次开槽深度侧向进给表六: 10○系列刀具清角加工黄铜材料的工艺参数表表七: 30○系列刀具修边加工黄铜材料的工艺参数表表八: 30○系列刀具清角加工黄铜材料的工艺参数表表九:使用螺纹铣刀开粗加工黄铜时的工艺参数表使用螺纹铣刀开粗是充分利用螺纹铣刀的侧向切削能力强的优势,从实际加工的现象来看是:吃刀深度大,侧向 进给量小,进给速度大,整体的材料去除量大,加工效率大幅度提高,这种加工方式称为: “大吃深,少吃料,快进 给”。
各种刀具切削参数表

一般构造用钢S55C,45#
刀长350-480
刀长350-480
刀长350-480
刀长350-480 刀长350-480
调质钢(30<HRC<38)
刀长350-480 刀长350-480
刀长在200以下
刀长在200以下 刀长在200以下 一般构造用钢S55C,45#
1400
0.2 20 500 1400
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率 高速机床 S(转/min) 高速机床 S(转/min) 高速机床 金属去除率 高速机床 金属去除率 高速机床 金属去除率
1150
0.8 32.5 2000 950
1 32.5 2400 1150
0.6 32.5 1800 950
0.5 32.5 1600 1150
0.5 32.5 1200 950
2 35 5000 1300
1.5 35 3500 1000
1400
0.3 0.5 1400 1200
0.3 0.5 1600 1400
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率 Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率
常用刀具的切削参数

附录2 常用刀具的切削参数附录2-1 硬质合金车刀粗车外圆及端面的进给量背吃刀量p a /mm≤3 >3~5 >5~8 >8~12>12工件材料车刀刀杆尺寸 B ×H /mm工件直径 d /mm 进给量f /mm·r –116×2520 4060 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.6~0.9 0.8~1.2 — 0.3~0.4 0.4~0.6 0.5~0.6 0.7~1.0 — — 0.3~0.5 0.5~0.6 0.6~0.8 — — — 0.4~0.5 0.5~0.6 — — — — — 碳素钢、合金钢、耐热钢20×30 25×2520 40 60 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.8~1.0 1.2~1.4 — 0.3~0.4 0.5~0.7 0.7~0.9 1.0~1.2 — — 0.4~0.6 0.5~0.7 0.8~1.0 — — — 0.4~0.7 0.6~0.9 — — — — 0.4~0.6 16×254060 100 400 0.4~0.5 0.5~0.8 0.8~1.2 1.0~1.4 — 0.5~0.8 0.7~1.0 1.0~1.2 — 0.4~0.6 0.6~0.8 0.8~1.0 — — 0.5~0.7 0.6~0.8 — — — — 铸铁 铜合金20×30 25×2540 60 100 4000.4~0.5 0.5~0.9 0.9~1.3 1.2~1.8— 0.5~0.8 0.8~1.2 1.2~1.6— 0.4~0.7 0.7~1.0 1.0~1.3— — 0.5~0.8 0.9~1.1— — — 0.7~0.9 注:1. 加工断续表面及有冲击的工件时,表内进给量应乘系数k =0.75~0.85。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
紫燕模具工业有限公司刀具资料2004-5-1刀具直径(D )刀粒半径(R )刀具长度(L )转速(S )进给量(F )仓存数量Ø12(16)0.4(WALTER )160(50)(20)170012002120(AJU16*16)160012003175(AJUL16*16)150010004120(AJU20*20)150015003185(AJUL20*20)120010003130(ARS0020R)150015001180(ARL0020R)120012001100(F3042W025Z0215)150015003200(F3042Z025Z0215)120010003Ø30(Ø32)0.3(整体刀粒)350(222)(ARPF30S32E)150015001Ø30(Ø42)0.3(整体刀粒)350(115)(ARPF30S42E)150015001Ø320.8玉米铣刀115(2238W032Z0237)12005001Ø320.8110(F2242W032Z0315)120015002Ø320.8(限精加工)250(MX32320-25)120015001150(AJU32*32)100015003230(AJUL32*32)100015002Ø322100(只供开粗)150015001Ø325200(ARL3032R)150015001Ø325300(180)(ARE3032R)120012001Ø350.8(日立)350(ASJE35R)150012002Ø400.8(做铝刀片)(限精加工)250(F3042Z040Z0315)80015001Ø508150(ARS5050R)60010001Ø638(ARS5063R)150********Ø633(ARS5063R)30060010001Ø636(F2234B63Z0606)20060010001Ø80 1.6(ASV6080R)25060010001Ø1001.6(ASV6080R)25060010001Ø320.8(日立)镶片刀Ø250.8(做铝刀片)Ø204Ø160.4(日立)Ø200.4(日立)刀具直径(D )刀粒半径(R )刀具长度(L )转速(S )进给量(F )仓存数量Ø84(ABPF08S08)100100015001(2)Ø105(ABPF10S10)100100015001(8)Ø126(ABPF12S12)110100015001(5)Ø168(F213951614016)140100015002Ø168(ABP16S20)130100015002Ø2010(F213952016020)160100015001Ø2010(ABP20S25)14010001500110(F213952519020)锥度长1908001500110(BCF2030S25L)锥150(粗)80012002Ø2512.5(ABP25S32)15010001500212.5(ABPF25S32L)锥度长2008001500112.5(BCF2539S32L)锥150(粗)8001200115(ABP30532)2008001500115(BCF3043S32L)200(粗)80012001Ø30镶片球刀Ø20(25)Ø25(32)刀具直径(D )刀粒半径(R )刀具长度(L )转速(S )进给量(F )仓存数量Ø2050400010007Ø3050300012007Ø405025001200135020001200101002000100010602000150012100200010001070150015008100150012007751500150010100150012007Ø10.550400010008Ø21503000120013Ø3 1.550250012008Ø4250250012007Ø5 2.550250012001050200012007100200010008602000150011100200010009701500150081001500120010751500150010100150012005合金刀Ø105Ø126Ø60Ø80Ø10Ø840Ø120Ø63刀具直径(D )刀粒半径(R )刀具长度(L )转速(S )进给量(F )仓存数量注意:高速刀只用于材料硬度超过HRC45度以上15005Ø8060Ø84601500200015005高速铣刀Ø6050200010005刀具直径(D)刀粒半径(R)刀具长度(L)转速(S)进给量(F)仓存数量钨钢圆鼻刀Ø60.5Ø81502000100012 75Ø10 1.5Ø121200015008 751500150011 75150015007刀具直径(D )刀粒半径(R )刀具长度(L )转速(S )进给量(F )Ø20503000600Ø30502000600Ø4050200060050150080010012006006012008001001000600701000800100100060080100010001101000800Ø16095/123/1608001000Ø200110/141/1606001000Ø250125/1666001000Ø3003006001000Ø3201866001000Ø10.5503000400Ø21503000600Ø3 1.5502000600Ø42501000800白钢刀Ø100Ø120Ø60Ø80Ø5 2.550100080050100080010010006006010008001001000600701000800100100060075100012001001000800Ø1681108001200Ø63Ø84Ø126Ø105接长杆长度数量Ø16801只能夹Ø4,Ø5,Ø6Ø221502+1Ø281501Ø32长2501Ø421501Ø27.5(Ø32)110(71)1整体接长杆飞刀参数刀具类型加工深度普通长度 普通加长 转速S切削速度F 吃刀量刃长/刀长刃 刃长/刀长D100R1.620025050010000.2-0.5D80R1.620025050010000.2-0.5D63R8180100200500-7001500-18000.5-1.5D63R6140140500-7001500-18000.5-1.5D63R2300300500-7001200-18000.5-1.5D50R880100500-7001200-15000.5-1.5D32R51202501200-15001000-15000.5-1.5D32R21002001200-15001200-15000.5-1D40R0.81502501200-15001200-15000.2-0.5D35R0.83003501200-15001200-15000.2-0.5D32R0.8100-1502301200-15001200-15000.2-0.5D25R4802002501000-15001000-20000.3-0.5D20R0.480-120150200130015000.3-0.5D16R0.460-1001502001200-15001000-20000.2-0.5D30R15100-1602303501200-15001000-15000.3-0.6D20R1080-1201601901000-12001000-15000.3-0.6D16R880-1201601200-15001000-15000.3-0.5D12R66010015001000-15000.2-0.5D10R560100>15001000-15000.2-0.5合金刀刀具类型加工深度普通长度 普通加长 转速S切削速度F 吃刀量125025/7526/1001800500-15000.05-0.5105022/7025-1002000500-15000.05-0.584519/6020/1002500500-15000.05-0.563013/5015/1003000500-15000.05-0.443011/503500500-15000.05-0.32258/504000500-15000.05-0.31206/505000500-15000.05-0.15R67522/7522/10020001000-20000.2-1R57518/7018/10020001000-20000.2-1R47514/6014/10020001000-20000.2-1R37512/5012/1002500800-15000.2-0.8R2.53010/503000800-15000.15-0.6R2258/503000800-15000.15-0.6R1.5258/503500800-15000.15-0.6R1255/504000500-8000.1-0.2R0.5252.5/505000500-8000.025白钢刀刀具类型加工深度普通长度 普通加长 转速S切削速度F 吃刀量3280-12060/125106/186300-400500-10000.1-12580-12060/12590/166300-400500-10000.1-12012050/11075/141500-700500-10000.1-11612040/9565/123500-800500-10000.1-11210030/8053/110500-1000500-10000.1-1108023/7545/95800-1000500-10000.1-0.885020/6528/82800-1200500-10000.1-0.565015/60800-1200500-10000.1-0.5 R88032/9235/140800-1000500-10000.2-0.4 R68026/8326/120800-1000500-10000.2-0.4 R56020/7220/110800-1000500-10000.2-0.4 R45019/6320/1001000-1500500-10000.2-0.4 R33013/5715/901000-1500500-10000.2-0.4注:以P20钢材为中间参考值,切削速度取中间值,硬度高于P20参数调低,硬度低于P20参数调高。