《海绵钛国家标准》word版
(完整版)钛标准大全-国标-美标-日标-德标-俄标

(完整版)钛标准大全-国标-美标-日标-德标-俄标部分国家钛工业标准钛及钛合金标准一、中国标准1、中国国家标准GB/T2524-2007 海绵钛GB/T3620-2007 钛及钛合金牌号和化学成分GB/T15073-1994 铸造钛及钛合金牌号和化学成分GB/T3621-2007 钛及钛合金板材GB/T14845-1993 板式换热器用钛板GB/T3622-1999 钛及钛合金带、箔材GB/T3623-2007 钛及钛合金丝材GB/T3624-2007 钛及钛合金管材GB/T3625-2007 换热器及冷凝器用钛及钛合金管GB/T2965-2007 钛及钛合金棒材GB/T16598-1996 钛及钛合金饼和环GB/T8546-1987 钛-不锈钢复合板GB/T8547-1987 钛-钢复合板GB/T6614-1994 钛及钛合金铸件GB/T5168-1985 两相钛合金高低倍组织检验方法GB/T6611-2008 钛及钛合金术语GB/T8755-2008 钛及钛合金术语金相图谱GB/T12769-2003 钛-铜复合棒GB/T13810-2007 外科植入物用钛及钛合金加工材GB/T12417-1990 外科金属植入物通用技术条件GB/T4698.1-4698.25-1996 海绵钛、钛及钛合金化学分析方法GB/T5193-2007 钛及钛合金加工产品超声波探伤方法GB/T12969.1-1991钛及钛合金管材超声波检验方法GB/T12969.2-1991 钛及钛合金管材涡流检验方法GB/T13149-1991 钛及钛合金符合钢板焊接技术条件GB/T6887-1986 烧结钛金属过滤元件和材料GB/T8180-2007 钛及钛合金加工产品的包装、标志、运输和贮存GB/T6612-1986 重要用途的TA7钛合金板材GB/T6613-1986 重要用途的TC4钛合金板材GB/T1216-1992 TA5钛合金焊接技术条件2、中国国家军用标准GJB2218-1994 航空用钛及钛合金棒材和锻坯规范GJB2219-1994 紧固件用钛及钛合金棒(线)规范GJB2220-1994 航空发动机用钛合金饼、环坯规范GJB2505-1995 航空用钛及钛合金板、带材规范GJB2744-1996 航空用钛及钛合金棒材和自由锻件和模锻件规范GJB2896-1996 钛及钛合金熔模精密铸件规范GJB2921-1997 超塑成形用TC4钛合金板材规范GJB3763A-2004 钛及钛合金热处理GJB391-1987 航天工业用TC4钛合金锻制饼材GJB493-1988 航空发动机叶片用TC4钛合金棒材GJB494-1988 航空发动机叶片用TC11钛合金棒材GJB495-1988 超低温用TA7-D钛合金棒材GJB943-1900 潜艇用TA5-A钛合金锻件GJB944-1900 TA5-A钛合金板材GJB1169-1991 航天用钛合金环材规范GJB1205-1991 TB2-1钛合金铆钉技术条件GJB1538-1992 飞机结构件用TC4钛合金棒材规范二、美国标准1、美国试验与材料协会标准ASTM B229-2001 海绵钛ASTM B265-2005 钛及钛合金带、薄板及板ASTM B337-1995 钛及钛合金无缝管和焊接管(已被B861-2002 钛及钛合金无缝管、B862-2002钛及钛合金焊接管代替)ASTM B338-2005a 钛及钛合金冷凝器和热交换器用无缝管和焊接管ASTM B348-2005 钛及钛合金棒和坯料ASTM B363-2004 非合金钛及钛合金无缝和焊接管件ASTM B367-2004 钛及钛合金铸件ASTM B861-2002 钛及钛合金无缝管ASTM B862-2002 钛及钛合金焊接管ASTM B381-2005 钛及钛合金锻件ASTM F67-2000 外科植入物用纯钛材ASTM F136-2002a 外科植入物用Ti-6Al-4V ELI加工材ASTM F620-2002 外科植入物用α+β相钛合金锻件ASTM F1108-2002 外科植入物用Ti-6Al-4V铸件ASTM F1295-2001 外科植入物用Ti-6Al-7Nb加工材ASTM F1341-1999 纯钛丝材ASTM F1472-2002a 外科植入物用Ti-6Al-4V加工材ASTM F1713-1996 外科植入物用Ti-13Nb-13Zr加工材ASTM F1813-2001 外科植入物用Ti-12Mo-6Zr-2Fe加工材ASTM F2063-2000 医疗器械和外科植入物用形状记忆合金加工材2、美国机械工程师协会标准ASME 第八部分:第一章压力容器(基本规则)美国宇航材料技术标准AMS 4900-2001 钛薄板、带和板材(退火状态)(380Mpa)AMS4901-2002 钛薄板、带和板材(退火状态)(485Mpa)AMS4902-2001 钛薄板、带和板材(退火状态)(275Mpa)AMS4907-2001 超低间隙元素级Ti-6Al-4V合金薄板、带和板材(退火状态)AMS4910-2003 Ti-5Al-2.5Sn合金薄板、带和中厚板(退火状态)AMS4911-2003 Ti-6Al-4V薄板、带和中厚板(退火状态)AMS4921-2004 钛的棒材、锻件和环件(退火状态)(485Mpa)AMS4924-2002 超低间隙元素级Ti-5Al-2.5Sn合金棒、锻件和环件(退火状态)AMS4926-2001 Ti-5Al-2.5Sn棒和环形件(退火状态)(760Mpa)AMS4928-2001 Ti-6Al-4V合金棒、锻件和环件(退火状态)(825Mpa)AMS4941-2003 钛焊管AMS4942-2001 无缝钛管(退火状态)(275Mpa)AMS4930-2001 超低间隙元素级Ti-6Al-4V合金棒材、锻件和环件(退火状态)AMS4951-2003 工业纯钛焊丝AMS4954-2003 Ti-6Al-4V合金焊丝AMS4965-2002 Ti-6Al-4V合金棒、锻件和环件(固溶和稳定化处理)AMS4966-2003 Ti-5Al-2.5Sn锻件AMS4967-2001 可热处理的Ti-6Al-4V合金棒、锻件和环件(退火状态)ASM4972-2003 Ti-8Al-1Mo-1V合金棒和环件(固溶和稳定化处理)ASM4973-2002 Ti-8Al-1Mo-1V钛合金锻件(固溶和稳定化处理)ASM4975-2003 Ti-6Al-2Sn-4Zr-2Mo合金棒和环件(固溶和稳定化处理)ASM4983-2002 Ti-10V-2F-3Al锻件(固溶处理和时效)ASM4985-2003 石蜡或石墨捣实法铸造的Ti-6Al-4V合金锻件ASM4991-2002 Ti-6Al-4V合金精锻件(退火状态)ASM2380-2003 优质钛合金认可和控制3、美国军用标准MIL-T-9046-1999 钛及钛合金薄板、带材和板材MIL-T-9047-2005 钛及钛合金棒材和锻坯MIL-R-81588-1986 钛及钛合金圆棒和丝MIL-F-83142-2000 钛及钛合金锻件(优质级)MIL-T-46077 钛合金可焊的装甲厚板MIL-T-13405 钛粉末MIL-T-46035-1989 高强度钛合金、变形材料MIL-T-81556-1996 钛及钛合金的圆棒、棒材、特殊形状面的挤压件MIL-T-81200 钛及钛合金的热处理三、英国标准BS2TA1:1974 工业纯钛的薄板和带(抗拉强度290-420Mpa)BS2TA2:1973 工业纯钛的薄板和带(抗拉强度390-540Mpa)BS2TA3:1973 机加工用的工业纯钛棒材和型材(抗拉强度390-540Mpa)BS2TA4:1973 工业纯钛的锻坯(抗拉强度390-540Mpa)BS2TA5:1973 工业纯钛的锻坯(抗拉强度390-540Mpa)BS2TA6:1973 工业纯钛的薄板和带(抗拉强度570-730Mpa)BS2TA7:1973 机加工用的工业纯钛棒材和型材(抗拉强度540-740Mpa)BS2TA8:1973 工业纯钛的锻坯(抗拉强度540-740Mpa)BS2TA9:1973 工业纯钛的锻件(抗拉强度540-740Mpa)BS2TA10:1974 钛-铝-钒合金的薄板和带材(抗拉强度960-1270Mpa)BS2TA11:1974 机加工用钛-铝-钒合金棒材和型材(抗拉强度900-1160Mpa)BS2TA12:1974 钛-铝-钒合金锻坯(抗拉强度900-1160Mpa)BS2TA13:1974 钛-铝-钒合金锻件(抗拉强度900-1160Mpa)BS2TA21:1973 钛-铜合金的薄板和带材(抗拉强度540-770Mpa)BS2TA22:1973 机加工用的钛-铜合金棒材和型材(抗拉强度540-770Mpa)BS2TA23:1973 钛-铜合金的锻坯(抗拉强度540-770Mpa)BS2TA24:1973 钛-铜合金的锻件(抗拉强度540-770Mpa)BS2TA28:1974 钛-铝-钒合金锻坯和丝材(抗拉强度1100-1300Mpa)BSTA38:1993 机加工用的钛-铝-钼-锡-硅-碳合金的棒材(抗拉强度1250-1420Mpa)BSTA39:1993 钛-铝-钼-锡-硅-碳合金的锻坯(抗拉强度1250-1420Mpa)BSTA40:1993 机加工用的钛-铝-钼-锡-硅-碳合金的棒材(抗拉强度1250-1375Mpa)BSTA41:1993 钛-铝-钼-锡-硅-碳合金的锻坯(抗拉强度1250-1375Mpa)BSTA42:1993 钛-铝-钼-锡-硅-碳合金的锻件(抗拉强度1250-1375Mpa)BSTA45:1993 机加工用的钛-铝-钼-锡-硅合金的棒材和型材(抗拉强度1100-1280Mpa)BSTA46:1993 机加工用的钛-铝-钼-锡-硅合金的棒材和型材(抗拉强度1050-1220Mpa)BSTA47:1993 钛-铝-钼-锡-硅合金的锻坯(抗拉强度1050-1220Mpa)BSTA48:1993 钛-铝-钼-锡-硅合金的锻坯(抗拉强度1050-1220Mpa)BSTA49:1993 机加工用的钛-铝-钼-锡-硅合金的棒材和型材(抗拉强度1000-1200Mpa)BSTA50:1993 钛-铝-钼-锡-硅合金的锻坯(抗拉强度1000-1200Mpa)BSTA51:1993 钛-铝-钼-锡-硅合金的锻件(抗拉强度1000-1200Mpa)BSTA52:1993 钛-铜合金的薄板和带材(抗拉强度690-920Mpa)BSTA56:1993 钛-铝-钒合金的厚板(抗拉强度895-1150Mpa)BSTA57:1993 钛-铝-钼-锡-硅的厚板(抗拉强度1030-1220Mpa)BSTA58:1993 钛-铜合金的厚板(抗拉强度520-640Mpa)BSTA100:1973 变形钛及钛合金的检验和实验方法BS5500:1997 无焰熔化焊压力容器CP3003 压力容器的衬里和化工用设备四、俄罗斯标准ΓOCT17746-79 海绵钛ΓOCT19807-91 变形钛及钛合金牌号ΓOCT22178-90 钛及钛合金薄板ΓOCT23755-87 钛及钛合金厚板ΓOCT21945-82 热轧无缝钛管ΓOCT22897-86 冷轧无缝钛管ΓOCT24890-81 焊接钛管ΓOCT26492-85 钛及钛合金轧棒ΓOCT27265-87 钛及钛合金填充丝说明书五、日本标准JISH2151-1983 海绵钛JISH4600-1993 钛及钛合金板和带JISH4630-1994 钛及钛合金无缝管JISH4631-1994 钛及钛合金热交换器用管JISH4635-1994 钛及钛合金焊接管JISH4650-2000 钛及钛合金棒JISH4657-1998 钛及钛合金锻件JISH4670-1993 钛及钛合金丝JIS7505 钛铸件六、德国标准DIN17850-1990 工业纯钛压力加工材的化学成分DIN17851-1990 钛合金压力加工材的化学成分DIN17860-1990 钛及钛合金板和带DIN17861-1990 钛及钛合金无缝管DIN17862-1990 钛及钛合金棒DIN17863-1973 钛及钛合金丝材DIN17864-1993 钛及钛合金锻件DIN17865-1990 铸钛DIN17866-1990 钛及钛合金焊接管DIN1737T1-1984 钛及钛钯合金填充材料的化学成分、技术条件DIN1737T2-1988 钛及钛钯合金填充材料全焊金属的试块、试样、力学与工艺性能DIN931 外六角螺栓半螺纹DIN933 外六角螺栓全螺纹DIN931 外六角螺母DIN125 普通垫片DIN127 弹簧垫片七、法国标准NFL21-110 1975 纯钛T40锻造用棒坯NFL21-270 1981 TA6V铆钉丝用杆材NFL14-601 1984 TA6V锻造用棒材NFL14-602 1984 TA6V锻件NFL14-603 1984 TA6V锻造用棒坯NFL14-604 1984 TA6V锻件NFL14-611 1984 TA6VZr5D棒坯NFL14-612 1984 TA6VZr5D锻件八、ISO国际标准(外科植入物用钛的标准)ISO5832-2-1999 纯钛ISO5832-3-1996 Ti-6Al-4V加工材ISO5832-11-1994 Ti-6Al-7Nb加工材。
海绵钛、钛及钛合金化学分析方法 光电直读光谱法-最新国标

海绵钛、钛及钛合金化学分析方法第29部分:铝、碳、铬、铜、铁、锰、钼、镍、硅、锡、钒、锆含量的测定光电直读光谱法警示——使用本文件的人员应有正规实验室工作的实践经验。
本文件并未指出所有可能的安全问题。
使用者有责任采取适当的安全和健康措施,并保证符合国家有关法规规定的条件。
1范围本文件规定了用光电直读光谱法测定海绵钛、钛及钛合金中铝、碳、铬、铜、铁、锰、钼、镍、硅、锡、钒、锆含量的方法。
本文件适用于海绵钛、钛及钛合金中表1界定的各元素含量的测定。
表1 元素及测定范围元素 测定范围(质量分数)w%Al 0.013~7.82C 0.010~0.18Cr 0.005~2.92Cu 0.003~0.46Fe 0.020~0.54Mn 0.003~4.70Mo 0.006~6.13Ni 0.003~0.86Si 0.006~0.46Sn 0.008~3.19V 0.006~14.93Zr 0.011~4.09注:表中每个元素的测定范围可以根据仪器、测量元素波长的光谱特性以及可得到的标准物质等适当扩展。
未经精密度试验验证的含量段,实验室在测定该含量样品时,应先进行方法确认。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2524-2019 海绵钛GB/T 6379.1 测量方法与结果的准确度(正确度与精密度) 第1部分:总则与定义GB/T 6379.2 测量方法与结果的准确度(正确度与精密度) 第2部分:确定标准测量方法重复性与再现性的基本方法GB/T 8170 数值修约规则与极限数值的表示和判断GB/T 14203-2016 火花放电原子发射光谱分析法通则GB/T 31981 钛及钛合金化学成分分析取制样方法3 术语和定义GB/T 14203-2016 界定的术语和定义适用于本文件。
(局发文式样)---国家食品药品监督管理总局

扩项
18
激光焊接材料
1
化学成分(Ga Rh Ge Au Pb In Li Co Sn Ir Pd Pt Mn Ag Be Na Zn Cd Ba Ca Fe Ni Cu Cr Mo Ti)
牙科学 激光焊接
ISO 28319:2010
扩项
19
金属材料
1
金属材料腐蚀试验方法
磷矿石和磷精矿中氧化钙含量的测定容量法GB/T 1871.4-1995
不能测羟基磷灰石含量
扩项
2
红外吸收谱
14
羟基磷灰石生物陶瓷
1
微量杂质元素及重金属元素含量极限(Cd Pb As)
羟基磷灰石生物陶瓷
YY 0305-1998
磷矿石和磷精矿中五氧化二磷含量的测定磷钼酸喹啉重量法和容量法GB/T 1871。1-1995
附件
医疗器械检测资格认可范围及限制要求
名称:国家食品药品监督管理局北大医疗器械质量监督检验中心
地址:北京市海淀区中关村南大街22号
序号
产品
名称
项目/参数
检测标准(方法)名称
及编号(含年号)
限制范围及说明
序号
名称
1
牙科学义齿基托聚合物(义齿基托树脂)
1
未聚合的材料-液剂成分
牙科学 基托聚合物 第1部分:义齿基托聚合物
磷矿石和磷精矿中氧化钙含量的测定容量法GB/T 1871。4—1995
不能测相成分及结晶度
扩项
2
红外吸收谱
15
种植体附件
(基台、螺钉、愈合帽、上部结构、牙龈成型器)
1
化学成分(Ga Rh Ge Au Pb In Li Co Sn Ir Pd Pt Mn Ag Be Na Zn Cd Ba Ca Fe Ni Cu Cr Mo C H O N S Ti )
国家标准《海绵钛、钛及钛合金化学分析方法 第21部分:杂质含量的测定 》编制说明(送审稿)

海绵钛、钛及钛合金化学分析方法第21部分:多元素杂质量的测定原子发射光谱法编制说明西北有色金属研究院2018.7.10国家标准《海绵钛、钛及钛合金化学分析方法第21部分:多元素杂质量的测定原子发射光谱法》编制说明1工作简况1.1任务来源及计划要求根据全国有色金属标准化技术委员会“关于转发2017年第一批有色金属国家、行业标准制(修)订项目计划的通知”(有色标委[2017]1号)文件精神,并根据有色金属稀有分标委2017年天津会议任务落实情况。
批准由西北有色金属研究院负责起草《海绵钛、钛及钛合金化学分析方法第21部分:多元素杂质量的测定原子发射光谱法》国家标准,项目计划编号为20161657-T-610,项目要求2018年度完成。
1.2起草单位情况西北有色金属金属研究院成立于1965年。
是我国重要的稀有金属材料研究基地和行业技术开发中心、是国内**稀有金属科研生产基地项目和稀有金属材料加工国家工程研究中心、金属多孔材料国家重点实验室、超导材料制备国家工程实验室、中国有色金属工业西北质量监督检验中心、层状金属复合材料国家地方联合工程研究中心等的依托单位,地处西安、宝鸡两地六区。
研究院现有资产总值64.6亿元,仪器设备3000多台套,占地3428亩,正式职工2874人,其中科技人员近千余人,有中国工程院院士1人,教授、高工200多人,博士、硕士300余名。
形成了以钛产业为主业,覆盖超导材料、金属纤维及制品、稀贵金属材料等产业的多元化格局,其产品广泛应用于航空、航天、航海、信息、电子、能源、环保等国民经济重要领域。
材料分析中心其前身可追溯至成立于1966年11月的西北有色金属研究院第三研究室(金属物理研究室)和第二研究室(化学分析研究室)。
在四十多年的发展中,中心完成各类课题320余项,获奖成果24项,其中省部级科技进步二等奖4项、三等奖9项,市局级科技进步一等奖1项、二等奖1项。
制/修订国家、行业标准50多项;主持了《钛及钛合金化学分析方法》、《锆及锆合金化学分析方法》等标准方法,研制了《钛合金化学成分标准物质》一套,并获得科技部三等奖;申报专利10余项,发表论文500余篇。
海绵钛产品手册
目录第一章产品概况1.1 海绵钛概述 (2)1.2 海绵钛的生产工艺 (3)1.3 海绵钛国家统一执行标准 (4)1.4 海绵钛的用途 (4)第二章全球海绵钛市场概况2.1 美国海绵钛概况........................................ (7)2.2 日本海绵钛概况................................................... . (8)2.3 独联体海绵钛概况................................................... . (9)第三章中国海绵钛市场概况3.1 中国海绵钛产量 (11)3.2 中国海绵钛工业运行情况分析 (11)3.3 国内主要海绵钛生产企业 (13)3.4 中国海绵钛市场的供需状况......... ......... ......... ......... ........ ......... ......... (15)第四章海绵钛的价格影响因素4.1 海绵钛价格历史走势 (18)4.2 影响海绵钛价格的因素分析 (18)第五章上市产品或品牌经营企业概况 (20)第一章 产品概况1.1 海绵钛概述钛在化学元素周期表中属于IVB 族元素,其原子序数为22。
它在地壳中含量为0.61%,在所有元素中,名列第九,钛在地壳中大都以金红石(TiO2)和钛铁矿等形式存在。
钛是一种银白色的过渡金属,其特征为重量轻、强度高、具金属光泽,亦有良好的抗腐蚀能力(包括海水、王水及氯气)。
由于其稳定的化学性质,良好的耐高温、耐低温、抗强酸、抗强碱,以及高强度、低密度,被美誉为“太空金属”。
的生产)。
机等等。
钛被认为是一种稀有金属,这是由于在自然界中其存在分散并难于提取。
但其相对丰度在所有元素中居第十位。
钛的矿石主要有钛铁矿及金红石,广布于地壳及岩石圈之中。
钛亦同时存在于几乎所有生物、岩石、水体及土壤中。
海绵钛、钛及钛合金
海绵钛、钛及钛合金化学分析方法第10部分:铬含量的测定硫酸亚铁铵滴定法和电感耦合等离子体原子发射光谱法(含钒)编制说明(送审稿)西北有色金属研究院2018.11国家标准《海绵钛、钛及钛合金化学分析方法第10部分:铬含量的测定硫酸亚铁铵滴定法和电感耦合等离子体原子发射光谱法(含钒)》编制说明(预审稿)一、工作简况1.1 任务来源及计划要求根据国标委《国家标准委关于下达2017年第四批国家标准制修订计划的通知》(国标委综合〔2017〕128号)精神的文件精神,由西北有色金属研究院负责起草国家标准《海绵钛、钛及钛合金化学分析方法第10部分:铬含量的测定硫酸亚铁铵滴定法和电感耦合等离子体原子发射光谱法(含钒)》国家标准,项目计划编号为20173521-T-610,项目要求2019年度完成。
1.2 调研和分析工作的情况钛及钛合金是一种重要的结构材料,在航空、航天、冶金和日常生活器具等工业生产中,具有广泛的应用。
GB/T4698.10-1996已实施二十余年,有必要对其尽快修订,保证标准制/修订的连续性。
含铬的钛合金不多,现有牌号TB2(7.5%-8.5%)、TB5(2.5%-3.5%)、TB9(5.5%-6.5%)、TB10(1.5%-2.5%)、TC21/ TC15(3.5%-4.5%)、TC18含铬0.5%-1.5%和TC21为0.9%-2.0%,含有删除牌号TB1含铬10.0%-11.5%、TC7含铬0.4%-0.9%、TC5含铬2.0%-3.0%。
其中含钒的有TB2、TB5、TB9、TB10、TC18等5种牌号钛合金,铬量集中在0.30%~15.00%之间。
考虑保留原GB/T4698.10-1996较宽的测定范围0.010%~15.00%。
同时新增ICP-AES法。
本研究采用两种不同方法,方法一试料用硫酸溶解。
在硫酸介质中于室温条件下,用高锰酸钾将钒氧化至高价,用硫酸亚铁铵标准滴定溶液滴定钒。
然后在加热的条件下,以硝酸银为催化剂,用过硫酸铵将钒和铬同时氧化成高价,再用硫酸亚铁铵标准滴定溶液滴定钒和铬。
国家标准《海绵钛》编制说明(送审稿)
《海绵钛》国家标准编制说明(送审稿)一、工作简况1.1 项目来源随着钛产品的应用得到不断的拓宽,海绵钛冶炼技术的发展及其装备的完善,《海绵钛》国家标准GB/T2524-2010中有些内容及指标已经不能适应我国海绵钛冶炼的发展,需对《海绵钛》国家标准GB/T2524-2010进行修订使其与之适应;根据国标委综合【2016】76号《关于下达2016年第三批国家标准制修订计划的通知》文件精神,将《海绵钛》国家标准GB/T2524-2010的修订列入2017年第一批有色金属国家标准修订项目计划表中,计划项目编号:20161662-T-610,完成时间2018年底。
1.2 起草单位情况遵义钛业股份有限公司是集科研、生产与技术开发为一体的海绵钛全流程生产国有企业,拥有国家级企业技术中心,在海绵钛冶炼领域具有较强的研发实力。
是贵州省钛冶金及材料工程技术研究中心,钛冶金技术研究院士工作站,贵州省工业设计中心,贵州省知识产权优势企业。
曾主要负责制(修)订多项国家标准、行业标准及省级地方标准。
1.3主要工作过程(1)2016年12月自接到修订任务后,根据国家标准制(修)订程序,成立了《海绵钛》修订小组,确定了各成员的工作任务和责任,制订了工作计划及进度安排。
(2)2017年1月~6月,编制小组填写了“标准制(修)订项目落实任务书”,并开展了有关资料、信息收集等工作。
编制小组据此确立了本标准修订的基本思路,查阅了国内外有关海绵钛的相关标准,分析国内外海绵钛客户的相关技术要求,根据国内技术装备发展水平及测试数据确定技术指标取值。
作为确定新标准技术指标的主要依据。
力求做到标准的合理性与实用性。
(3)2017年7月,在天津召开的《海绵钛》国家标准修订任务落实会,经过会议协商,确定西部超导材料科技股份有限公司、西部钛业有限责任公司、宝钛华神钛业有限公司、宝钛集团有限公司、中航天赫(唐山)钛业有限公司、攀钢集团有限公司海绵钛分公司等数家企业参与《海绵钛》国家标准的修订工作。
国家标准《海绵铂》编制说明

海绵铂编制说明(送审稿)2014年10月海绵铂编制说明1 工作简况1.1 任务来源与协作单位《海绵铂》产品国家标准GB/T 1419-2004自发布实施10年以来,为我国海绵铂及其铂锭、合金和化合物等产品的研制、生产和使用作出重要的贡献。
但随着我国湿法冶金精炼铂技术的进步,广大用户对产品质量的要求,以及杂质元素等分析检测技术的提高,于2012年4月,贵研铂业股份有限公司、贵研资源(易门)有限公司提出修订原《海绵铂》标准的申请。
于2013年10月国家标准委以国标委综合[2013]56号文下达该标准的修订任务,项目起止时间为2014年~2015年,国家标准计划号为20131032-T-610。
技术归口单位为中国有色金属工业标准委员会,贵研资源(易门)有限公司。
在贵研铂业股份有限公司、贵研资源(易门)有限公司接到标准修订任务后,根据任务落实会会议精神,组建了《海绵铂》标准起草小组,主要由贵研资源(易门)有限公司技术部、生产质量部和质检中心,贵研铂业股份有限公司生产质量部和检测中心等技术人员组成。
主要进行了如下工作:1) 确立《海绵铂》国家标准修订遵循的基本原则;2) 申报修订该标准的立项报告;3) 对生产、使用厂家,分析检测机构进行调研、收集资料;4) 查阅相关标准、资料,确定标准修订方案;5) 确定海绵铂产品和相关分析项目的主要技术内容;6) 根据测试数据确定技术指标取值范围。
本标准于2013年10月,由中国有色金属工业标准计量质量研究所主持,在广西省桂林市召开了任务落实会,根据任务落实会会议精神和与会专家的意见,于2014年9月完成讨论稿。
参加起草单位为北京矿冶研究总院、金川集团股份有限公司、徐州浩通新材料科技股份有限公司、江西铜业集团股份有限公司、上海贺利氏工业技术材料有限公司、XXX、XXX。
于2013年11月,《海绵铂》标准起草小组开展系统的条件实验、样品分析、方法对照、不同单位的样品结果对照等工作,并将标准征求意见稿、编制说明提交相关单位进行意见征求,根据反馈意见反复斟酌修改,在此基础上形成标准讨论稿。
1742-2009 海绵钛单位产品生产能耗限额与计算方法
为tce ,万吨标煤表示为10 4 tce 。
4 计算原则
4.1 企业生产实际消耗的各种能源 实际消耗的能源包括:一次能源、二次能源和生产使用的能耗工质所消耗的能源。 企业实际消耗的各种能源,系指用于生产活动的各种能源,其中包括主要生产系统、辅助生产系
制度所规定的能源品种。 3.3
耗能工质 dissipative materials 耗能工质是指在生产过程中所消耗的不作原料使用、也不进入产品,制取时又需要消耗能源的工作 物质。如水、压缩空气、氧气等。 3.4 工序能源单耗 unit energy consumption in working procedure 工序生产过程中生产每吨合格产品消耗的能源量。 3.5 工序实物单耗 unit object consumption in working pro能源实物量。 3.6 工艺能源单耗 unit object consumption of technology 工艺生产过程中生产每吨合格产品消耗的能源量。
式中:
Y ——工艺能源单耗,单位为千克标准煤每吨(kgce /t); EY ——该工艺消耗的各种能源实物量,单位为千克标准煤(kgce);
EYH ——该工艺的余热回收量,单位为千克标准煤(kgce);
PY ——该工艺的合格产品总产量,单位为吨(t)。
5.2 计算单位产品能耗的产品产量的确定 5.2.1 氯化工序产品产量,应采用同一统计期内生产的合格粗四氯化钛产量。 5.2.2 精制工序产品产量,应采用同一统计期内生产的合格精四氯化钛产量。 5.2.3 镁电解工序产品产量,应采用同一统计期内生产的合格精镁产量。 5.2.4 还原—蒸馏及海绵钛精整工序产品产量,应采用同一统计期内生产的合格海绵钛产量。 5.3 计算范围 5.3.1 氯化工序产品能耗包括配料、氯气的供给、高钛渣的氯化到形成粗四氯化钛产品的各个环节耗 能。 5.3.2 精制工序产品能耗包括粗四氯化钛精制全过程的耗能。 5.3.3 镁电解工序产品能耗包括氯化镁的电解及粗镁精炼环节的耗能。工序产品包括 Mg 和 Cl2,其中 阳极制作、氯化镁处理、电解、精炼及尾气处理的能耗计入 Mg 能耗,氯气回收、输送系统的能耗计入 Cl2 能耗。 5.3.4 还原—蒸馏及海绵钛精整工序产品能耗包括设备准备、还原—蒸馏至产品从反应器中取出、产 品切块、破碎包装、抽空充氩贮存过程所有耗能。 5.4 计算公式 5.4.1 工序能源单耗
关于海绵钛的专业知识
关于海绵钛情况的调研报告:海绵钛是制作钛铸锭乃至钛材不可或缺的基础环节和中间产品,提炼海绵钛,熔铸钛锭的成本较高,制约了钛工业的发展,影响了钛的广泛应用。
我国海绵钛产地主要集中在贵州、辽宁、河南河北、四川和山西等地。
国标规定海绵钛按硬度分为6个等级,海绵钛是疏松的多孔海绵状,表面积很大,比较活泼,极易氧化。
海绵钛不易长期储存。
我国海绵钛产地主要集中在贵州、辽宁、河南河北、四川和山西等地。
2008年产能达到7万吨左右。
主要生产企业有:遵义钛业,抚顺钛业,朝阳百盛锆业有限公司,锦州华神钛业有限公司,朝阳金达钛业有限公司,唐山天赫钛业有限公司,洛阳双瑞万基钛业有限公司。
宝鸡钛业有限公司对华神进行了控股,华神的董事长由宝钛的副总经理担任。
按照GB/T 2524-2002《海绵钛》的规定,海绵钛分0级-5级共六个等级,其牌号为MHT-100至MHT-200共六个牌号(100指的是海绵钛的布氏硬度值不大于100),纯度(%质量)一般为99.1~99.7,杂质元素(%质量)总量为0.3~0.9,杂质元素氧(%质量)为0.06~0.30,硬度(HB)为100~200。
二、海绵钛的性质:钛是一种耐腐蚀的金属,但是绝对不氧化,不腐蚀的物质是不存在的。
钛并不是不氧化,特别是在高温状态下,极易与氧结合,只是其氧化物极为致密,可以防止氧进一步的侵蚀。
海绵钛是疏松的多孔海绵状,表面积很大,比较活泼。
表面积越大,与空气的接触面越大,活性越高,易与气体、水发生反应,极易氧化。
而氧在钛中是一种杂质元素,氧含量超标,海绵钛就不能使用,只能报废。
钛粉的极细粉末在受热,遇明火或接触氧化剂时会引起火灾,也能在二氧化碳或氮气中燃烧。
只有氩气和氦气才可以控制钛粉的燃烧,根据燃烧学我们知,在加工和处理金属粉末时,通常会产生粉尘云,如果粉尘云与空气混合后比例适当,达到了爆炸极限范围之内,遇外界明火,打火,静电放火,即可引燃金属粉尘。
三、海绵钛的包装:国家标准规定:海绵钛按每桶(件)净重为70kg~250kg分装,包装桶为镀锌铁桶,桶内衬有聚氯乙烯薄膜袋,用揭盖密封,桶盖与桶身结合处应有可识别包装是否完好的标识。
海绵钛单位产品能源消耗限额标准(预审稿)

《海绵钛单位产品能源消耗限额》标准(预审稿)编制说明一、工作简况1、任务来源为落实科学发展观,促进有色金属工业可持续发展,结合国家《节能法》制定工作要求和中央经济工作关于“节能减排”的会议精神,全国有色金属标准化技术委员会根据我国有色金属行业现实情况,规划了有色金属工业能耗标准体系,并将《海绵钛单位产品能源消耗限额》标准制定列入2007~2008年国家标准研制计划中。
中国有色金属工业协会《中色协综字【2009】021号》文件正式下达了标准编制计划,项目编号:20083208-Q-469,2010年底完成。
根据全国有色金属标委会任务落实情况,该项标准由遵义钛业股份有限公司负责、抚顺钛业公司参与编制。
2、主要工作过程和内容遵义钛业股份有限公司接到起草任务后,成立了以公司领导挂帅、技术质量部和机动能源部为主的编制小组,进一步落实了相关部门及人员的任务:技术质量部负责标准起草,公司机动能源部、生产厂、动力厂及抚顺钛业公司负责生产能耗数据收集。
在有色标委会稀标委秘书处的指导下,按标准制(修)订的相关要求,确定了《海绵钛单位产品能源消耗限额》标准制订的工作流程:①收集并分析国内外海绵钛厂家单位产品能源消耗的相关能源消耗情况;②确定海绵钛单位产品能源消耗标准的主要技术内容;③建立各流程的单位产品能源消耗计算方法;④确定各项能源消耗指标。
标准编制工作于2007年初启动,编制组首先拟制了《海绵钛企业调查表》,并汇同标准草案对国内主要的海绵钛生产企业的生产工艺及能源消耗进行调查,调查情况汇总于下表1:标准编制组综合相关单位的情况,修订标准草案形成征求意见稿,于2007年6月19日由全国有色金属标委会进行网上征求意见,只收到抚顺钛业有限公司书面反馈材料一份,2008年7月,中国有色标委会组织对标准征求意见稿进行会议讨论。
结合讨论意见及GB/T12723-2008《单位产品能源消耗限额编制通则》和GB/T2589-2008《综合能耗计算通则》要求,将征求意见稿修订后形成第二次征求意见稿。
b338钛及钛合金标准规范中文版

钛及钛合金的带、片、板标准规范本标准是在指定的B265规范下发布的;在这个指定的规范后面的数字表明了最初使用的年份,或如果做了修订,最新修订的年份。
括号中的数字表示重获批准的年份。
标在上角的希腊字母e表示自最新修订或重获批准后编辑上的改变。
本标准已获国防部批准。
1.规范范围1.1 本标准包含了下列退火的钛及钛合金带、片、板:1.1.1 等级1—纯钛;1.1.2 等级2—纯钛;1.1.2.1 等级2H—纯钛(等级2中最小抗拉强度是58 ksi的纯钛);1.1.3 等级3—纯钛;1.1.4 等级4—纯钛;1.1.5 等级5—钛合金(含6%的Al,4%的V);1.1.6 等级6—钛合金(含5%Al,2.5%Sn)1.1.7 等级7—钯含量在0.12~0.25%的纯钛;1.1.7.1 等级7H—钯含量在0.12~0.25%的纯钛(等级7中最小抗拉强度是58 ksi的纯钛);1.1.8 等级9—钛合金(含3.0%Al,2.5%V);1.1.9 等级11—钯含量在0.12~0.25%的纯钛;1.1.10 等级10—钛合金(含0.3%Mo,0.8%Ni);1.1.11 等级13—钛合金(含0.5%Ni,0.05%钌)1.1.12 等级14—钛合金(含0.5%Ni,0.05%钌);1.1.13 等级15—钛合金(含0.5%Ni,0.05%钌);1.1.14 等级16—钯含量在0.04%~0.08%的纯钛;1.1.14.1 等级16H—钯含量在0.04%~0.08%的纯钛(等级16中最小抗拉强度是58 ksi的纯钛);1.1.15 等级17—钯含量在0.04%~0.08%的纯钛;1.1.16 等级18—钯含量在0.04%~0.08%的钛合金(含3%Al,2.5%V);1.1.17 等级19—钛合金(含3%Al,8%V,6%Cr,4%Zn,4%Mo);1.1.18 等级20—钯含量在0.04%~0.08%的钛合金(含3%Al,8%V,6%Cr,4%Zn,4%Mo);1.1.19 等级21—钛合金(含15%Mo,3%Al,2.7%Ni,0.25%Si);1.1.20 等级23—钛合金(含6%Al,4%V以及其他低含量的间隙元素,ELI);1.1.21 等级24—钯含量在0.04~0.08%的钛合金(含6%Al,4%V);1.1.22 等级25—Ni含量在0.3%~0.8%以及钯含量在0.04 % ~0.08 %的钛合金(含6%Al,4%V);1.1.23 等级26—钌含量在0.08%~0.14%的纯钛;1.1.23.1 等级26H—钌含量在0.08%~0.14%的纯钛(等级26中最小抗拉强度是58 ksi的纯钛)1.1.24 等级27—钌含量在0.08%~0.14%的纯钛;1.1.25 等级28—钌含量在0.08%~0.14%的钛合金(含3%Al,2.5%V);1.1.26 等级29—钌含量在0.08%~0.14%的钛合金(含6%Al,4%V以及其他低含量间隙元素,ELI);1.1.27 等级30—钛合金(含0.3%Co,0.05%钯);1.1.28 等级31—钛合金(含0.3%Co,0.05%钯);1.1.29 等级32—钛合金(含5%Al,1%Sn,1%Zr,1%V,0.8%Mo);1.1.30 等级33—钛合金(含0.4 %Ni,0.015 %钯,0.025 %钌,0.15 %Cr);1.1.31 等级34—钛合金(含0.4 %Ni,0.015 %Pa,0.025 %钌,0.15 %Cr);1.1.32 等级35—钛合金(含4.5 %Al,2 %Mo,1.6 %V,0.5 %Fe,0.3 %Si);1.1.33 等级36—钛合金(含45%铌);1.1.34 等级37—钛合金(含1.5 %Al);1.1.35 等级38—钛合金(4 %Al,2.5 %V,1.5 %Fe);注1:H级别的材料与相应数字级别的材料是等同的(如,Grade 2H = Grade 2)除非有更高级的最小抗拉强度保证,可以通过符合相应数字级别的要求来验证。
2020贵州省产品质量监督抽查实施细则(海绵钛)
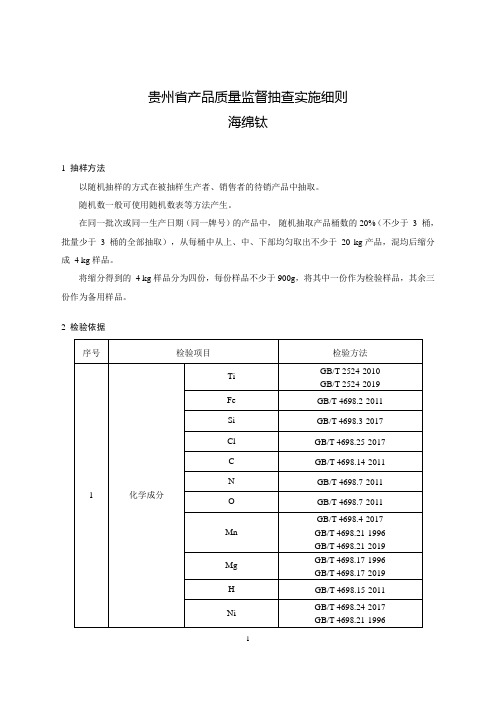
贵州省产品质量监督抽查实施细则海绵钛1 抽样方法以随机抽样的方式在被抽样生产者、销售者的待销产品中抽取。
随机数一般可使用随机数表等方法产生。
在同一批次或同一生产日期(同一牌号)的产品中,随机抽取产品桶数的20%(不少于3 桶,批量少于3 桶的全部抽取),从每桶中从上、中、下部均匀取出不少于20 kg产品,混均后缩分成 4 kg样品。
将缩分得到的4 kg样品分为四份,每份样品不少于900g,将其中一份作为检验样品,其余三份作为备用样品。
2 检验依据执行企业标准、团体标准、地方标准的产品,检验项目参照上述内容执行。
凡是注日期的文件,其随后所有的修改单(不包括勘误的内容)或修订版不适用于本细则。
凡是不注日期的文件,其最新版本适用于本细则。
3 判定规则3.1依据标准GB/T 2524-2010 海绵钛GB/T 2524-2019海绵钛现行有效的企业标准、团体标准、地方标准及产品明示质量要求3.2判定原则经检验,检验项目全部合格,判定为被抽查产品合格;检验项目中任一项或一项以上不合格,判定为被抽查产品不合格。
若被检产品明示的质量要求高于本细则中检验项目依据的标准要求时,应按被检产品明示的质量要求判定。
若被检产品明示的质量要求低于本细则中检验项目依据的强制性标准要求时,应按照强制性标准要求判定。
若被检产品明示的质量要求低于或包含本细则中检验项目依据的推荐性标准要求时,应以被检产品明示的质量要求判定。
若被检产品明示的质量要求缺少本细则中检验项目依据的强制性标准要求时,应按照强制性标准要求判定。
若被检产品明示的质量要求缺少本细则中检验项目依据的推荐性标准要求时,该项目不参与判定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中华人民共和国国家标准GB/T 2524-2002海绵钛Sponge titanium2002-08-23发布2003-03-01实施中华人民共和国国家质量监督检验检疫总局发布前言本标准是对现行国家标准GB/T 2524-1981《海绵钛》的修订。
本标准与JISH 2151-1994《海绵钛》的一致性程度为非等效。
本标准与GB/T 2524-1981相比,主要有如下变动:——在产品粒度上,把0.83㎜-12.7㎜海绵钛作为常规供应产品;——在产品分级上增加了以布氏硬底为标志的产品牌号;——增加了对产品中Mn、Mg、H三种杂质元素的限制;——增加了第5级海绵钛技术标准;——每批产品重量由250 kg-2500 kg改为250 kg-8500 kg;——化学成分分析方法改按GB/T 4698.1-GB/T 4698.25海绵钛、钛及钛合金化学分析方法进行;——布氏硬度试验方法直接引用GB/T 231金属布氏硬质试验方法;——化学分析试样改在钛锭上采取;——取消钠法工艺生产海绵钛。
本标准自实施之日代替GB/T 2524-1981。
本标准附录A是规范性附录。
标准由中国有色金属工业协会提出。
本标准由中国有色金属工业标准计量质量研究所归口。
本标准由遵义钛厂、抚顺钛厂共同起草,宝鸡有色金属加工厂参加起草。
本标准主要起草人:余家华、刘洪贵、何国普、徐博、刘禹明、李林。
海绵钛1 范围本标准规定了海绵钛的要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准只适用于四氯化钛以镁还原蒸馏法(简称镁法)生产的海锦钛。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件夹,其随后所有的修改单位(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 8170 数值修约规则GB/T 231 金属布氏硬度试验方法GB/T 4698.1-4698.5 海绵钛、钛及钛合金化学分析方法3 要求3.1 产品分类产品按化学成分及布氏硬度分为6个牌号:MHT-100、MHT-110、MHT-125、MHT-140、MHT-160、MHT-200。
3.2 化学成分及布氏硬度3.2.1 产品的化学成分及布氏硬度应符合表1的规定。
3.2.2 钛的质量分数为100%减去表中杂质实测值总和后的余量。
3.2.3 按GB/T 8170数值修约规则进行数值修约。
3.2.4 对于产品中Mn、Mg、H三种成分的分析数据,需方不要求时,供方可不提供,但应符合表1中相应牌号的规定。
3.3 粒度海绵钛粒度由破碎和筛分后确定,以0.83㎜-25.4㎜和0.83㎜-12.7㎜两种粒度供应。
3.3.1 粒度为0.83㎜-25.4㎜的产品,其中粒度为0.83㎜-25.4㎜的数量不小于批产品总量的90%;粒度小于0.83㎜的数量不应超出批产品总量的5%;粒度大于25.4㎜的数量不应超出批产品总量的5%。
3.3.2 粒度为0.83㎜-12.7㎜的产品,其中粒度为0.83㎜-12.7㎜的数量不小于批产品总量的90%;粒度小于0.83㎜的数量不应超出批产品总量的5%;粒度大于12.7㎜的数量不应超出批产品总量的5%。
供需双方也可以合同的形式对产品粒度进行约定。
3.4 外观质量3.4.1 产品应为浅灰色海绵状金属,表面清洁,无目视可见的夹杂物。
3.4.2 产品(5级品除外)中存在有缺陷的海绵钛块数量不允许超过批产品总量的0.1%。
有缺陷的海绵钛是指:过烧的海绵钛块;具有明显的暗黄色和亮黄色的氧化海绵钛块;带有暗黄色和亮黄色痕迹的氧化和富氮的海绵钛块;带有明显氯化物残余的海绵钛块;带有残渣的海绵钛块;高铁及其伴生元素的海绵钛块。
4 试验方法4.1 产品的化学成分分析按GB/T 4698.1-4698.25海绵钛、钛及钛合金化学分析方法的规定进行。
4.2 产品的布氏硬度试验按GB/T 231-1984金属布氏硬度试验方法的规定进行,其中压痕位置的确定见附录A。
4.3 产品的粒度检验采用筛分法进行。
4.4 产品的外观质量检验采用目视法进行。
5 检验规则5.1 检查和验收5.1.1 产品应由供方质检部门进行检验,保证产品质量符合本标准(或合同)的规定,并填写质量证明书。
5.1.2 需方应对收到的产品按本标准(或合同)的规定进行检验,如检验与本标准(或合同)的规定不符时,应在收到产品之日起3个月内向供方提出,由供需双方协商解决。
如需仲裁取样由供需方在需方收到产品上进行。
5.2 组批产品应成批提交验收,每批应由同一牌号或同一炉次的产品组成。
每批产品重量为250kg-8500kg。
5.3 检验项目每批产品的质量一致性检验项目应符合表2的规定。
5.4 检验结果判定化学成分分析结果、布氏硬度试验结果所确定的产品牌号与供方提供的质量证明不符时,应重新确定产品牌号和等级。
5.4.1 化学成分检验结果不合格,判该批产品不合格。
5.4.2 布氏硬度检验结果不合格,判该批产品不合格。
5.4.3 产品粒度检验结果不合格,判该批产品不合格。
5.4.4 产品外观质量检验结果不合格,判该批产品不合格。
6 标志、包装、运输、贮存6.1 标志产品应成桶包装,每桶外应注明:a)供方名称及产品注册商标;b)产品名称、规格和牌号;c)批号、等级、净重、毛重;d)包装日期及防雨标志。
6.2 包装、运输、贮存6.2.1 产品按每(件)桶净重为70kg-250kg分装,包装桶为镀锌铁桶,桶内衬有塑料薄膜,用大直径揭盖密封。
6.2.2 产品在包装桶内必须抽空、充氩。
6.2.3 产品应存放于干燥仓库内,不得露天堆放或与酸、碱等腐蚀性物品混放。
6.2.4 产品运输时应小心轻放,严防受潮。
6.3 质量证明书每批产品应附有质量证明书,其上注明:a)供方名称、地址、电话及传真;b)产品名称;c)批号、牌号、粒度、等级、批重、桶数;d)各项分析检验结果及检验部门印记;e)本标准号(或合同编号);f)检验日期。
7 订货单(或合同)内容本标准所列产品的订单(或合同)内应包括下列内容:a)产品名称;b)牌号、粒度;c)杂质含量等特殊要求;d)数量;e)本标准号;f)其他。
附录A(规范性附录)海绵钛的取样及试样与试锭的制备方法A.1 海绵钛的供方取样与试锭的制备方法本方法规定了海绵钛试样的采取方法以及供钛的分析和钛的硬度测定用的海绵钛试样与试锭的制备方法。
本方法适用于确定海绵钛批产品的质量。
A.1.1 采样方法A.1.1.1 采样原则上要在海绵钛批产品包装之前。
A.1.1.2 试样的采取与制备过程必须使所采取的样本尽可能代表批产品的平均组分。
A.1.1.3 采取试样的包装,必须确保试样不变质、不被污染。
A.1.1.4 海绵钛试样的采取,按下述方法进行,对不适用本规定的一些特殊场合,可由供需双方协商解决。
A.1.1.4.1 一次试样的采取一批海绵钛在混匀挑选、包装过程中,按一定的时间间隔,从连续流出的海绵钛中以500g以上小样的数量采取试样;或者批量的海绵钛充分混合,装进不锈钢长方形器皿中,摊成均一厚度,按其面积等分,使用容量不小于1000g 的带把不锈钢方铲从各部分中以500g以上的小样数量采取试样,试样采集总量需在批量的1%以上,且最少不少于20kg。
A.1.1.4.2 二次试样的采取将A.1.1.4.1 采集的试样,平摊于不锈钢板上,用四分法缩分出不少于4kg的样品,然后将此试样破碎筛分到10mm以上,用永久磁铁吸出铁粉后得到二次试样,再将二次试样等分,得到4份试样,每份小样不少于0.9kg。
二次试样代表本批海绵钛的平均组分,作为制备钛的分析和硬度测试样的供给试样,其中一份为供方测试试样,其余为保存试样,二次试样用于保留的要确保其不变质,不被污染。
A.1.2 试样的制备A.1.2.1 压制自耗电极将供方测试试样约0.9kg(数量由压模的容量决定)放入干净的压模中,于液压机上将其压成自耗电极,电极成形压强为24.5MPa-29.4MPa,保压时间为3s-5s。
A.1.2.2 真空熔铸钛锭将压成的自耗电极放入干燥箱内干燥20min-40min,干燥温度为90 ℃-105 ℃,干燥后装入真空自耗炉内熔铸,熔铸前检查系统并进行预抽空,炉内预真空度不得低于0.133Pa,漏气率不得大于0.667Pa/min,熔铸时的电流强度为900A-1100A,工作电压为24V-45V,冷却水流量为9L/min-12L/min,钛锭的炉内冷却时间不得低于20min。
A.1.2.3 试锭和试样的制备将水冷铜坩埚中取出的钛锭夹于车床上,以不大于405r/min的车速先车去锭上部5mm厚,下部10mm厚,侧部5mm厚钛层,于锭上车取15g钛环,供分析氧、氮、氢使用,接着车取屑状试样20g,供分析硅、铁、锰、镁、碳使用(见图A.1)。
车床的进刀量和吃刀量以试锭表面不产生氧化为宜。
剩下的钛锭直径不小于40mm,高度不小于15mm,用于测试布氏硬度。
在未耗自耗电极残端上,去掉表面层3mm-5mm后,取屑状试样10g,供分析氯使用。
硬度试验试样表面应光洁,粗糙度参数R a 不大于1.6μm 。
上下面应平行,用千分尺于垂直方向测四个点,极差不大于0.05mm ,试样表面不得有气孔或裂纹。
图A.1A.1.3 压痕位置确定在试验上表面按1/2R 、2/3R 菱形排列方式(如图A.2)测得同一试样的上表面四个点的布氏硬度值,取其平均值作为该钛锭的平均布氏硬度值。
如四个点硬度值中有一个点超过测量允许偏差10 °,则取三个点硬度值的平均作为该钛锭的平均布氏硬度值;如有两个点布硬度值超过测量允许偏差10 °时,则应重新铸锭测试。
图A.2A.2 海绵钛的需方取样及试锭的制备方法 A.2.1取样A.2.1.1 从到货的批产品中随机抽取桶数的20%,从中取出不少于20kg海绵钛,混匀后缩分出4kg样品。
A.2.1.2 将缩分得到的4kg样品破碎筛分到10 mm以下,用永久磁铁把破碎过程中混入的铁屑吸掉,然后将其等分为三份,其中一份用于压制自耗电极,另两份作为备用样。
A.2.1.3 试锭的制备自耗电极压制、熔铸,及各试样的制取A.1.2进行。
A.3 海绵钛的仲裁取样与试锭子制备方法A.3.1 取样仲裁取样时供需双方应同时在场,并按下述方法进行取样。
A.3.1.1 从有争议的批产品中随机抽取桶数的20%(不少于3桶),从中取出不少于20kg海绵钛,倒出混匀后缩分出4kg样品。
A.3.1.2 将缩分得到的4kg样品破碎筛分到10mm以下,用永久磁铁把破碎过程中混入的铁屑吸掉,然后将其等分为三份,一份送仲裁单位,一份存供方,一份存需方。